विद्युत उपकरणों में बोल्टेड संपर्क कनेक्शन। एक दूसरे के साथ और विद्युत उपकरणों के टर्मिनलों के साथ बसबारों के संपर्क कनेक्शन स्थापित करने के निर्देश
विद्युत कनेक्शन वर्गीकरण से संपर्क करें। सामान्य तकनीकी आवश्यकताएँ GOST 10434-82
यूएसएसआर संघ का राज्य मानक
विद्युत कनेक्शन से संपर्क करें
वर्गीकरण. सामान्य तकनीकी आवश्यकताएँ
विद्युत संपर्क कनेक्शन. वर्गीकरण.
सामान्य तकनीकी आवश्यकताएँ
गोस्ट 10434-82
रिकॉर्डिंग दिनांक 01/01/83
यह मानक तांबे, एल्यूमीनियम और उसके मिश्र धातुओं से बने बसबारों, तारों या केबलों (बाद में कंडक्टर के रूप में संदर्भित) के अलग करने योग्य और गैर-वियोज्य विद्युत संपर्क कनेक्शन पर लागू होता है, विद्युत उपकरणों के टर्मिनलों के साथ स्टील, एल्यूमीनियम-तांबा तारों के साथ-साथ संपर्क पर भी लागू होता है। 2.5 ए से धाराओं के लिए एक दूसरे के साथ कंडक्टरों के कनेक्शन। 2.5 ए से कम धाराओं के लिए विद्युत उपकरणों के संपर्क कनेक्शन के लिए, मानक आवश्यकताओं की सिफारिश की जाती है। विद्युत प्रतिरोध के अनुमेय मूल्य और प्रवाह के दौरान संपर्क कनेक्शन के स्थायित्व के संबंध में मानक की आवश्यकताएं स्टील से बने ग्राउंडिंग और सुरक्षात्मक कंडक्टरों के सर्किट में संपर्क कनेक्शन पर भी लागू होती हैं।
मानक विशेष प्रयोजन विद्युत उपकरणों के विद्युत संपर्क कनेक्शन पर लागू नहीं होता है।
मानक में प्रयुक्त शब्द GOST 14312-79, GOST 18311-80 के अनुरूप हैं।
1. वर्गीकरण
1.1. आवेदन के क्षेत्र के आधार पर, विद्युत संपर्क कनेक्शन (बाद में संपर्क कनेक्शन के रूप में संदर्भित) को तालिका के अनुसार वर्गों में विभाजित किया गया है। 1.
तालिका नंबर एक
| संपर्क कनेक्शन का दायरा | संपर्क वर्ग |
|---|---|
| 1. सर्किट के संपर्क कनेक्शन जिनके कंडक्टर क्रॉस-सेक्शन को अनुमेय दीर्घकालिक वर्तमान भार (पावर इलेक्ट्रिकल सर्किट, पावर लाइन इत्यादि) के अनुसार चुना जाता है। | 1 |
| 2. सर्किट के संपर्क कनेक्शन, जिनमें से कंडक्टर क्रॉस-सेक्शन को धाराओं, वोल्टेज हानि और विचलन, यांत्रिक शक्ति और अधिभार संरक्षण के प्रतिरोध के लिए चुना जाता है। स्टील से बने ग्राउंडिंग और सुरक्षात्मक कंडक्टरों के सर्किट में संपर्क कनेक्शन | 2 |
| 3. विद्युत उपकरणों के साथ सर्किट के संपर्क कनेक्शन, जिनका संचालन बड़ी मात्रा में गर्मी (हीटिंग तत्व, प्रतिरोधक, आदि) की रिहाई से जुड़ा है। | 3 |
टिप्पणी। विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों और तकनीकी विशिष्टताओं में कक्षा 2 और 3 का संकेत होना चाहिए; कक्षा 1 का संकेत नहीं दिया गया है।
1.2. GOST 15150-69 के अनुसार जलवायु संस्करण और विद्युत उपकरणों की नियुक्ति की श्रेणी के आधार पर, संपर्क कनेक्शन को तालिका के अनुसार समूहों में विभाजित किया गया है। 2.
1.3. उनके डिज़ाइन के अनुसार, संपर्क कनेक्शन को गैर-वियोज्य और बंधनेवाला में विभाजित किया गया है।
1.4. खंड 1.2 के अनुसार जुड़े कंडक्टरों की सामग्री और संपर्क कनेक्शन के समूह के आधार पर, अलग करने योग्य संपर्क कनेक्शनों को विभाजित किया गया है:
- - विद्युत प्रतिरोध को स्थिर करने के लिए साधनों के उपयोग की आवश्यकता नहीं है - पैराग्राफ देखें। 2.1.6 और 2.1.8;
- विद्युत प्रतिरोध को स्थिर करने के साधनों के उपयोग की आवश्यकता - पैराग्राफ देखें। 2.1.7 और 2.1.8.
तालिका 2
| जलवायु परिवर्तन और विद्युत उपकरण प्लेसमेंट की श्रेणी | |
|---|---|
| 1. वातावरण प्रकार II और I के साथ स्थान श्रेणी 4.1 के लिए सभी जलवायु संस्करण। प्रकार II और I के वातावरण में प्लेसमेंट श्रेणी 3 के लिए जलवायु संशोधन यू, यूएचएल, टीएस और प्रकार II और I के वातावरण में प्लेसमेंट श्रेणी 4 के लिए जलवायु संशोधन यूएचएल, टीएस |
ए |
| 2. प्रकार II और I के वातावरण के साथ, ऊपर बताए गए को छोड़कर, जलवायु डिजाइन और प्लेसमेंट श्रेणी का कोई भी संयोजन। वातावरण प्रकार III और IV के साथ जलवायु डिजाइन और स्थान श्रेणी का कोई भी संयोजन |
बी |
2. तकनीकी आवश्यकताएँ
2.1. डिजाइन की आवश्यकताएं
2.1.1. संपर्क कनेक्शन इस मानक की आवश्यकताओं, विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों और तकनीकी विशिष्टताओं के अनुसार निर्धारित तरीके से अनुमोदित कामकाजी चित्रों के अनुसार किया जाना चाहिए।
2.1.2. विद्युत उपकरणों के टर्मिनलों को GOST 24753-81 की आवश्यकताओं का पालन करना चाहिए।
2.1.3. संपर्क स्क्रू टर्मिनलों को GOST 25034-85 की आवश्यकताओं का पालन करना चाहिए, टाइप-सेट टर्मिनलों को GOST 19132-86 की आवश्यकताओं का पालन करना चाहिए।
2.1.4. रैखिक फिटिंग को GOST 13276-79 की आवश्यकताओं का पालन करना चाहिए।
2.1.5. स्थायी संपर्क कनेक्शन वेल्डिंग, सोल्डरिंग या क्रिम्पिंग द्वारा किया जाना चाहिए। विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं में निर्दिष्ट अन्य तरीकों का उपयोग करने की अनुमति है।
स्थायी संपर्क कनेक्शन बनाने के उदाहरण परिशिष्ट 1 में दिए गए हैं।
2.1.6. अलग करने योग्य संपर्क कनेक्शन जिन्हें विद्युत प्रतिरोध को स्थिर करने के साधनों के उपयोग की आवश्यकता नहीं होती है, उन्हें GOST 9.303-84, GOST 9.005-72 की आवश्यकताओं के अनुसार जंग से सुरक्षित स्टील फास्टनरों का उपयोग करके बनाया जाना चाहिए।
2.1.7. विद्युत प्रतिरोध को स्थिर करने के लिए साधनों के उपयोग की आवश्यकता वाले डिमाउंटेबल संपर्क कनेक्शन को व्यक्तिगत और संयोजन दोनों में निम्नलिखित साधनों का उपयोग करके बनाया जाना चाहिए:
- 1) 18·10 -6 से 21·10 -6 1/°С तक रैखिक विस्तार गुणांक के साथ अलौह धातुओं से बने फास्टनरों;
2) GOST 3057-90 या विशिष्ट प्रकार के स्प्रिंग्स के लिए तकनीकी विशिष्टताओं के अनुसार डिस्क स्प्रिंग्स;
3) GOST 9.005-72 की आवश्यकताओं को ध्यान में रखते हुए, GOST 9.303-84 के अनुसार चयनित कामकाजी सतहों की सुरक्षात्मक धातु कोटिंग्स।
विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं में निर्दिष्ट अन्य प्रकार के सुरक्षात्मक कोटिंग्स का उपयोग करने की अनुमति है;
4) GOST 19357-81 के अनुसार तांबे-एल्यूमीनियम प्लेटों के रूप में संक्रमण भागों, GOST 9581-80 के अनुसार तांबे-एल्यूमीनियम युक्तियाँ और टीयू 34-13-11438-89 के अनुसार क्लैड एल्यूमीनियम से बने हार्डवेयर क्लैंप;
5) कम से कम 130 एमपीए (बाद में कठोर एल्यूमीनियम मिश्र धातु के रूप में संदर्भित) की तन्य शक्ति के साथ एल्यूमीनियम मिश्र धातु से बने प्लेटों और युक्तियों के रूप में संक्रमण भागों;
6) कठोर एल्यूमीनियम मिश्र धातु से बने GOST 23598-79 के अनुसार पिन टिप्स;
7) GOST 23598-79 के अनुसार पिन युक्तियाँ, तांबा-एल्यूमीनियम;
8) विद्युत प्रवाहकीय स्नेहक या अन्य विद्युत प्रवाहकीय सामग्री, यदि उनके उपयोग की संभावना GOST 17441-84 के अनुसार परीक्षण परिणामों द्वारा पुष्टि की जाती है और विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं में निर्दिष्ट है।
साधन 2)-8) का उपयोग करते समय, संपर्क कनेक्शन, एक नियम के रूप में, GOST 9.303-84, GOST 9.005-72 की आवश्यकताओं के अनुसार जंग से सुरक्षित स्टील फास्टनरों का उपयोग करके बनाया जाना चाहिए।
टिप्पणी। तांबे के कंडक्टरों की कामकाजी सतहों पर एक सुरक्षात्मक धातु कोटिंग लगाने की आवश्यकता को विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं में निर्दिष्ट किया जाना चाहिए।
(परिवर्तित संस्करण, संशोधन क्रमांक 1, 2, 3)।
2.1.8. खंड 1.2 के अनुसार समूह और विद्युत उपकरणों के जुड़े कंडक्टरों और टर्मिनलों की सामग्री के आधार पर अलग करने योग्य संपर्क कनेक्शन, निर्दिष्ट मानक की आवश्यकताओं के अनुसार बनाए जाने चाहिए:
- - फ्लैट लीड वाले कंडक्टरों के संपर्क कनेक्शन के लिए, साथ ही कंडक्टरों के आपस में संपर्क कनेक्शन के लिए - तालिका में। 3;
- पिन टर्मिनल वाले कंडक्टरों के संपर्क कनेक्शन के लिए - तालिका में। 4;
- सॉकेट टर्मिनलों के साथ कंडक्टरों के संपर्क कनेक्शन के लिए - तालिका में। 5.
टेबल तीन
| संपर्क समूह | कंडक्टर सामग्री | टर्मिनल सामग्री या दूसरे कंडक्टर के आधार पर मानक खंड संख्या | |||
|---|---|---|---|---|---|
| तांबा और उसकी मिश्रधातुएँ | कठोर एल्यूमीनियम मिश्र धातु | अल्युमीनियम | इस्पात | ||
| ए | तांबा, एल्युमीनियम तांबा | 2.1.6 | 2.1.6 | ||
| ठोस एल्यूमीनियम मिश्र धातु | |||||
| अल्युमीनियम | 2.1.7 1) या 2), या 3), या 4), या 5), या 8) | ||||
| बी | तांबा, एल्युमीनियम तांबा | 2.1.6 | 2.1.6 | ||
| ठोस एल्यूमीनियम मिश्र धातु | 2.1.7* 3) या 4), या 5) और 3) | 2.1.6 | 2.1.7 4) या 5) और 3) | ||
| अल्युमीनियम | 2.1.7 4) या 5) और 3), या 1) और 3), या 2) और 3) | 2.1.7 1) या 2), या 3), या 4), या 5) | |||
GOST 15150-69 और GOST 15543-70 के अनुसार निर्धारित जलवायु डिजाइन और विद्युत उपकरणों की नियुक्ति की श्रेणी के अनुसार संपर्क कनेक्शन, GOST 15150-69, GOST 15543-70 में निर्दिष्ट पर्यावरणीय जलवायु कारकों के प्रभाव का सामना करना होगा। GOST 15963-79, GOST 16350-80, GOST 17412-72 या विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों और तकनीकी विशिष्टताओं में।
तालिका 4
| संपर्क समूह | कंडक्टर सामग्री | पिन सामग्री के आधार पर मानक खंड संख्या | ||
|---|---|---|---|---|
| रेटेड करंट के लिए तांबा या पीतल | 40 ए तक रेटेड करंट के लिए स्टील | |||
| 630 ए तक | 630 ए से ऊपर | |||
| ए | तांबा, एल्युमीनियम तांबा | 2.1.6 | ||
| ठोस एल्यूमीनियम मिश्र धातु | ||||
| अल्युमीनियम | 2.1.7 1) | 2.1.7 3) या 4), या 5) | 2.1.7 2) या 3), या 4), या 5) | |
| बी | तांबा, एल्युमीनियम तांबा | 2.1.6 | ||
| ठोस एल्यूमीनियम मिश्र धातु | 2.1.7 4) या 5) और 3) | 2.1.7* 4) या 5) और 3) | 2.1.7 4) या 5) और 3) | |
| अल्युमीनियम | 2.1.7 4) या 5) और 3) | |||
* प्लेसमेंट श्रेणियों 1 और 2 के जलवायु संस्करण यू, यूएचएल के विद्युत उपकरणों के संपर्क कनेक्शन खंड 2.1.6 के अनुसार निर्मित किए जा सकते हैं।
टिप्पणी। सभी मामलों में, 40 ए से ऊपर रेटेड पिन टर्मिनलों के लिए तांबे या पीतल के थ्रस्ट नट का उपयोग किया जाना चाहिए।
तालिका 5
| संपर्क समूह | कंडक्टर सामग्री | कोर के प्रकार के आधार पर मानक खंड संख्या | |
|---|---|---|---|
| एकल-तार | फंसे | ||
| ए | ताँबा | सीधा सम्बन्ध | |
| अल्युमीनियम तांबा | - | ||
| अल्युमीनियम | सीधा कनेक्शन* या 2.1.7 6) या 7)** | ||
| बी | ताँबा | सीधा कनेक्शन* या 2.1.6*** | 2.1.6*** |
| अल्युमीनियम तांबा | - | ||
| अल्युमीनियम | 2.1.7 7) या 6) और 3) | ||
* किसी विशिष्ट प्रकार के विद्युत उपकरण के लिए मानकों या तकनीकी विशिष्टताओं में सीधे कनेक्शन की संभावना निर्दिष्ट की जानी चाहिए।
** कठोर एल्यूमीनियम मिश्र धातु से मिश्रधातु के योग के साथ जुड़े हुए एल्यूमीनियम कोर को एक मोनोलिथ में जोड़ने की अनुमति है।
*** संपर्क कनेक्शन GOST 22002.5-76, GOST 22002.12-76, GOST 22002.13-76, GOST 23598-79 के अनुसार कॉपर पिन टिप्स के साथ समाप्त करके या GOST के अनुसार टिन-लीड सोल्डर के साथ कोर को टिनिंग करके बनाया जाता है। 21931-76.
उपभोक्ता के साथ समझौते से, उन संपर्क कनेक्शनों का उपयोग करने की अनुमति है जो तालिका में दर्शाए गए से भिन्न हैं। 3-5.
बंधने योग्य संपर्क कनेक्शन बनाने के उदाहरण परिशिष्ट 2 में दिए गए हैं।
(परिवर्तित संस्करण, संशोधन क्रमांक 1,3)।
2.1.9. कठोर एल्यूमीनियम मिश्र धातु से बनी प्लेटों और तांबे-एल्यूमीनियम प्लेटों के एल्यूमीनियम भाग का एल्यूमीनियम कंडक्टर (लीड) के साथ संपर्क कनेक्शन वेल्डिंग या सोल्डरिंग द्वारा किया जाना चाहिए, और कठोर एल्यूमीनियम मिश्र धातु से बने लग्स और तांबे-एल्यूमीनियम लग्स के एल्यूमीनियम भाग का कनेक्शन वेल्डिंग या सोल्डरिंग द्वारा किया जाना चाहिए। एल्यूमीनियम के साथ तारों और केबलों के कंडक्टरों को वेल्डिंग या क्रिम्पिंग द्वारा बनाया जाना चाहिए।
2.1.10. फ्लैट या पिन टर्मिनलों के साथ तारों और केबलों के एकल-तार कंडक्टरों के डिसमाउंटेबल संपर्क कनेक्शन किए जाने चाहिए:
- - 16 मिमी 2 तक के क्रॉस-सेक्शन वाले कोर - GOST 7386-80 के अनुसार या सीधे लग्स के साथ समाप्त होने के बाद: एक रिंग में या इसके बिना, आकार के वाशर या अन्य तरीकों से बाहर निकालना से दोनों मामलों में सुरक्षा के साथ ;
- 25 मिमी 2 या अधिक के क्रॉस-सेक्शन वाले कोर - GOST 7386-80, GOST 7387-82, GOST 9581-80 के अनुसार लग्स के साथ समाप्त होने के बाद या कोर के अंत को एक फ्लैट क्लैंपिंग भाग में बनाकर बोल्ट के लिए छेद.
2.1.11. फ्लैट या पिन टर्मिनलों के साथ फंसे हुए तारों और केबलों के अलग करने योग्य संपर्क कनेक्शन किए जाने चाहिए:
- - 10 मिमी 2 तक के क्रॉस-सेक्शन वाले कोर - GOST 7386-80, GOST 9688-82, GOST 22002.1-82, GOST 22002.2-76 - GOST 22002.4-76, GOST 22002.6-82 के अनुसार लग्स के साथ समाप्ति के बाद , GOST 22002.7-76 - GOST 22002. 11- 76, GOST 22002.14-76 या सीधे: एक अंगूठी में बनाकर या इसके बिना, आकार के वाशर, या अन्य तरीकों से बाहर निकालना से दोनों मामलों में सुरक्षा के साथ;
- 16 मिमी 2 या अधिक के क्रॉस-सेक्शन वाले कोर - GOST 7386-80, GOST 7387-82, GOST 9581-80, GOST 22002.1-82, GOST 22002.2-76, GOST 22002.6-82 के अनुसार लग्स के साथ समाप्ति के बाद , गोस्ट 22002.7-76।
(परिवर्तित संस्करण, संशोधन क्रमांक 1,2)।
2.1.12. प्रत्येक फ्लैट टर्मिनल बोल्ट (स्क्रू) या पिन टर्मिनल से दो से अधिक कंडक्टरों को जोड़ने की अनुशंसा नहीं की जाती है, जब तक कि विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं में अन्यथा निर्दिष्ट न किया गया हो।
2.1.13. बंधनेवाला संपर्क कनेक्शन में, तालिका में निर्दिष्ट GOST 1759.4-87 और GOST 1759.5-87 के अनुसार शक्ति वर्गों के फास्टनरों का उपयोग किया जाना चाहिए। 6. बेलनाकार या हेक्सागोनल सिर वाले संपर्क कनेक्शन में स्क्रू का उपयोग करने की अनुशंसा की जाती है।
तालिका 6
2.1.14. संपर्क भागों की कामकाजी सतहों की तैयारी के लिए आवश्यकताएँ परिशिष्ट 3 में दी गई हैं।
2.2. आवश्यक बिजली का सामान
2.2.1. संपर्क कनेक्शन के प्रारंभिक विद्युत प्रतिरोध (पिन टर्मिनलों के साथ संपर्क कनेक्शन को छोड़कर) का अनुपात जुड़े कंडक्टरों के अनुभाग के विद्युत प्रतिरोध से अधिक नहीं होना चाहिए, जिसकी लंबाई संपर्क कनेक्शन की लंबाई के बराबर है:
- - वर्ग 1 - 1 के लिए, जब तक कि विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं में अन्यथा निर्दिष्ट न किया गया हो;
- कक्षा 2-2 के लिए;
- ग्रेड 3-6 के लिए।
विभिन्न विद्युत प्रतिरोध वाले कंडक्टरों के संपर्क कनेक्शन में, अधिक विद्युत प्रतिरोध वाले संपर्क भाग के साथ तुलना की जाती है।
2.2.2. पिन टर्मिनलों के साथ कक्षा 1 कंडक्टरों के संपर्क कनेक्शन का प्रारंभिक विद्युत प्रतिरोध तालिका में निर्दिष्ट मूल्यों से अधिक नहीं होना चाहिए। 7.
तालिका 7
कक्षा 2 और 3 के संपर्क कनेक्शन की आवश्यकताएं, यदि आवश्यक हो, विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं में निर्दिष्ट हैं।
2.2.3. GOST 17441-84 में निर्दिष्ट विधि के अनुसार मानकों और अन्य तकनीकी दस्तावेज की आवश्यकताओं के अनुपालन के लिए परीक्षण किए गए संपर्क कनेक्शन (वेल्डेड और सोल्डर को छोड़कर) का विद्युत प्रतिरोध, प्रारंभिक मूल्य से 1.5 गुना से अधिक नहीं होना चाहिए। वेल्डेड और सोल्डर संपर्क कनेक्शन का विद्युत प्रतिरोध अपरिवर्तित रहना चाहिए। विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं में टॉर्क संकेतक कुंजियों के अनिवार्य उपयोग की आवश्यकता को इंगित किया जाना चाहिए।
2.2.4. जब रेटेड (दीर्घकालिक अनुमेय) धारा प्रवाहित होती है, तो कक्षा 1 और 2 के संपर्क कनेक्शन का अधिकतम अनुमेय तापमान तालिका में दर्शाए गए मानों से अधिक नहीं होना चाहिए। 8. इस मामले में, कंडक्टरों का वर्तमान भार विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं के अनुसार, 12 अप्रैल, 1969 को गोसेनर्गोनडज़ोर द्वारा अनुमोदित "विद्युत प्रतिष्ठानों के निर्माण के नियम" के अनुसार लिया जाता है।
तालिका 8
| जुड़े कंडक्टरों के लक्षण | प्रतिष्ठानों में उच्चतम अनुमेय ताप तापमान, डिग्री सेल्सियस | |
|---|---|---|
| 1000 V तक | अनुसूचित जनजाति। 1000 वी | |
| 1. कामकाजी सतहों की सुरक्षात्मक कोटिंग के बिना तांबे, एल्यूमीनियम-तांबा, एल्यूमीनियम और इसके मिश्र धातुओं से बने कंडक्टर | 95 | GOST 8024-90 के अनुसार |
| 2. आधार धातुओं के साथ काम करने वाली सतहों की सुरक्षात्मक कोटिंग के साथ तांबा, एल्यूमीनियम-तांबा, एल्यूमीनियम और इसके मिश्र धातुओं से बने कंडक्टर | 110* | |
| 3. बिना इन्सुलेशन के तांबे और उसके मिश्र धातुओं से बने कंडक्टर या GOST 8865-87 के अनुसार कक्षा बी, एफ और एच के इन्सुलेशन के साथ चांदी के साथ काम करने वाली सतहों की सुरक्षात्मक कोटिंग के साथ | 135 | |
* GOST 8865-87 के अनुसार इन्सुलेशन के बिना या कक्षा बी, एफ और एच के इन्सुलेशन के साथ तांबे से बने कंडक्टरों के लिए तापमान को 135 डिग्री सेल्सियस तक बढ़ाने की अनुमति है, अगर इसकी संभावना GOST 17441 के अनुसार परीक्षण परिणामों से पुष्टि की जाती है। -84 और विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं में दर्शाया गया है।
वर्ग 3 संपर्क कनेक्शन का तापमान विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं में स्थापित किया जाता है, जो उपयोग की गई सामग्री, कोटिंग्स, जुड़े कंडक्टरों के इन्सुलेशन वर्ग और परिचालन स्थितियों पर निर्भर करता है।
(परिवर्तित संस्करण, संशोधन क्रमांक 1, 2, 3)।
2.2.5. (हटाया गया, संशोधन संख्या 1)।
2.2.6. थ्रू करंट मोड के बाद, संपर्क कनेक्शनों में यांत्रिक क्षति नहीं होनी चाहिए जो उनके आगे के संचालन को रोक देगी। वर्तमान मोड के माध्यम से संपर्क कनेक्शन का तापमान एल्यूमीनियम तांबे, एल्यूमीनियम और इसके मिश्र धातुओं से बने कंडक्टरों के कनेक्शन के लिए 200 डिग्री सेल्सियस से अधिक नहीं होना चाहिए, साथ ही तांबे के साथ इन कंडक्टरों के कनेक्शन के लिए, तांबे के कंडक्टर के कनेक्शन के लिए 300 डिग्री सेल्सियस से अधिक नहीं होना चाहिए। और स्टील कंडक्टरों के कनेक्शन के लिए 400 डिग्री सेल्सियस।
2.2.7. संपर्क कनेक्शन की धारा के माध्यम से अनुमेय का मूल्य इन उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं में निर्दिष्ट विशिष्ट प्रकार के विद्युत उपकरणों की धारा के माध्यम से अनुमेय से कम नहीं होना चाहिए।
इन डेटा की अनुपस्थिति में, एक-सेकंड वर्तमान घनत्व का मान 165 ए/मिमी 2 - तांबे के कंडक्टर के लिए, 105 ए/मिमी 2 - एल्यूमीनियम और एल्यूमीनियम-तांबा कंडक्टर के लिए, 90 ए/मिमी 2 - के अनुरूप होना चाहिए। एल्यूमीनियम मिश्र धातु से बने कंडक्टर और स्टील कंडक्टर के लिए 20 ए/मिमी 2।
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.3. यांत्रिक कारकों के प्रतिरोध के लिए आवश्यकताएँ
2.3.1. संपर्क कनेक्शन को GOST 17516-72 के अनुसार परिचालन स्थितियों के समूह के अनुसार यांत्रिक पर्यावरणीय कारकों के प्रभाव का सामना करना होगा, जिसे विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं में निर्दिष्ट किया जाना चाहिए।
ऐसे निर्देशों की अनुपस्थिति में, कंपन के अधीन संपर्क कनेक्शन को 40 से 50 हर्ट्ज की निरंतर आवृत्ति और 1 मिमी के आयाम पर 1 घंटे तक कंपन का सामना करना होगा।
2.3.2. संपर्क कनेक्शन को कम से कम तनाव पैदा करने वाले स्थैतिक अक्षीय तन्य भार के प्रभावों का सामना करना होगा:
- - पूरे कंडक्टर की तन्यता ताकत का 90% - तनाव में संचालित बिजली लाइन तारों के संपर्क कनेक्शन के लिए;
- पूरे कंडक्टर की 30% तन्य शक्ति - स्थायी संपर्क कनेक्शन के लिए जो तनाव में काम नहीं करते हैं, साथ ही सॉकेट टर्मिनलों के साथ कंडक्टर के कनेक्शन के लिए, आकार के वाशर से सुसज्जित फ्लैट टर्मिनलों के साथ अनटर्मिनेटेड तारों और केबलों के कनेक्शन के लिए।
1.5 मिमी2 तक के क्रॉस सेक्शन वाले कंडक्टरों के लिए, स्क्रू क्लैंप का उपयोग करने की अनुमति नहीं है, जिसके स्क्रू का अंत कोर के साथ घूमता है।
2.3.1.-2.3.3. (परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.3.4. लीड वाले कंडक्टरों के डिसमाउंटेबल संपर्क कनेक्शन, सिंगल-बोल्ट संपर्क कनेक्शन जो शॉर्ट-सर्किट धाराओं के माध्यम से उजागर हो सकते हैं, साथ ही कंपन के अधीन या विस्फोटक क्षेत्रों में स्थित डिसमाउंटेबल संपर्क कनेक्शन को लॉकनट्स, स्प्रिंग वॉशर द्वारा स्वयं-अनस्क्रूइंग से संरक्षित किया जाना चाहिए। , डिस्क स्प्रिंग्स या अन्य साधन।
(परिवर्तित संस्करण, संशोधन संख्या 2)।
2.4. विश्वसनीयता आवश्यकताएँ
2.4.1. संपर्क कनेक्शन की विश्वसनीयता का आकलन करने के लिए, एक गामा-प्रतिशत संसाधन स्थापित किया जाता है, जब तक कि विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं में अन्यथा स्थापित न किया गया हो।
गामा प्रतिशत संसाधन के कम मूल्य को इन विद्युत उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं में स्थापित विश्वसनीयता आवश्यकताओं के अनुसार विद्युत उपकरणों के संचालन को सुनिश्चित करना चाहिए।
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.5. सुरक्षा आवश्यकताओं
2.5.1. सुरक्षा आवश्यकताओं के संदर्भ में संपर्क कनेक्शन को GOST 12.2.007.0-75 का अनुपालन करना चाहिए और गोसेनर्गोनडज़ोर द्वारा अनुमोदित "उपभोक्ता प्रतिष्ठानों के तकनीकी संचालन के लिए नियम" और "उपभोक्ता विद्युत प्रतिष्ठानों के संचालन के लिए सुरक्षा नियम" द्वारा स्थापित परिचालन स्थितियों को सुनिश्चित करना चाहिए। 12 अप्रैल, 1969 को.
2.5.2. अग्नि सुरक्षा आवश्यकताओं के संदर्भ में संपर्क कनेक्शन को GOST 12.1.004-91 का अनुपालन करना चाहिए, जो GOST 10434-82 की आवश्यकताओं को पूरा करके सुनिश्चित किया जाता है।
(अतिरिक्त रूप से प्रस्तुत, संशोधन संख्या 3)।
परिशिष्ट 1
जानकारी
स्थायी संपर्क कनेक्शन
ए - वेल्डिंग या सोल्डरिंग; बी - पिन टर्मिनल वेल्डिंग के साथ; सी - एक संक्रमण तांबे-एल्यूमीनियम प्लेट के माध्यम से वेल्डिंग; डी - क्रिम्पिंग द्वारा कनेक्टिंग स्लीव के माध्यम से तार (केबल) कोर का कनेक्शन; डी - क्रिम्पिंग (वेल्डिंग, सोल्डरिंग) द्वारा केबल लैग के साथ तार (केबल) कोर का कनेक्शन; ई - अंडाकार कनेक्टर्स में तार कोर का कनेक्शन
1 - फ्लैट आउटपुट (बस); 2 - टायर; 3 - पिन टर्मिनल; 4 - तांबा-एल्यूमीनियम प्लेट; 5 - तार (केबल); 6 - कनेक्टिंग आस्तीन; 7 - केबल लग; 8 - अंडाकार कनेक्टर
परिशिष्ट 2
जानकारी
डिसमाउंटेबल संपर्क कनेक्शन

ए - लॉक नट के साथ; बी - एक स्प्रिंग वॉशर के साथ; सी - एकल-तार (बहु-तार) तार का कोर (केबल) क्रॉस-सेक्शन। एक रिंग में झुकने के साथ 10 मिमी 2 तक; जी - सिंगल-वायर (मल्टी-वायर) वायर (केबल) कोर क्रॉस-सेक्शन। रिंग में झुके बिना 10 मिमी 2 तक।
1 - फ्लैट आउटपुट (बस); 2 - बस (केबल लुग); 3, 4, 5 - स्टील वॉशर, बोल्ट और नट; 6 - स्प्रिंग वॉशर; 7 - पेंच; 8 - आकार का वॉशर (स्टार वॉशर); 9 - तार (केबल); 10 - आकार का वॉशर (धनुषाकार वॉशर)

ए - लॉक नट के साथ अलौह धातु से बने फास्टनरों; बी - स्प्रिंग वॉशर के साथ अलौह धातु से बने फास्टनरों; सी - डिस्क स्प्रिंग के साथ स्टील फास्टनरों; डी - लॉक नट (स्प्रिंग वॉशर) के साथ कामकाजी सतहों पर सुरक्षात्मक धातु कोटिंग्स के साथ स्टील फास्टनरों; डी - एक लॉक नट (स्प्रिंग वॉशर) के साथ एक संक्रमण तांबे-एल्यूमीनियम प्लेट के माध्यम से स्टील फास्टनरों; ई - लॉक नट (स्प्रिंग वॉशर) के साथ कठोर एल्यूमीनियम मिश्र धातु से बने एडाप्टर प्लेट के माध्यम से स्टील फास्टनरों।
1 - फ्लैट आउटपुट (बस); 2 - बस (केबल लुग); 3 - 5 - अलौह धातु से बना वॉशर, बोल्ट, नट; 6 - स्प्रिंग वॉशर; 7 - स्टील नट; 8 - स्टील बोल्ट; 9 - डिस्क स्प्रिंग; 10 - स्टील वॉशर (बढ़े हुए वॉशर); 11 - स्टील वॉशर; 12 - कामकाजी सतह की सुरक्षात्मक धातु कोटिंग के साथ फ्लैट टर्मिनल (बस); 13 - काम की सतह की सुरक्षात्मक धातु कोटिंग के साथ बसबार (केबल लग); 14 - तांबा-एल्यूमीनियम प्लेट; 15 - कठोर एल्यूमीनियम मिश्र धातु प्लेट

ए - कामकाजी सतह की सुरक्षात्मक धातु कोटिंग के साथ तांबे, कठोर एल्यूमीनियम मिश्र धातु या एल्यूमीनियम से बना कंडक्टर; बी, सी, डी - एल्यूमीनियम कंडक्टर; डी - तांबा-एल्यूमीनियम संक्रमण प्लेट के माध्यम से एल्यूमीनियम कंडक्टर; ई - केबल क्रॉस-सेक्शन का सिंगल-वायर (मल्टी-वायर) कोर। एक रिंग में झुकने के साथ 10 मिमी 2।
1-पिन तांबा या पीतल टर्मिनल; 2 - तांबे या पीतल से बना अखरोट; 3 - कामकाजी सतहों की सुरक्षात्मक धातु कोटिंग के साथ तांबे, कठोर एल्यूमीनियम मिश्र धातु या एल्यूमीनियम से बना बसबार (केबल लग); 4 - स्टील नट; 5 - पिन कॉपर टर्मिनल; 6 - स्टील वॉशर; 7 - एल्यूमीनियम बसबार (केबल लग); 8 - पिन पीतल टर्मिनल; 9 - पिन स्टील टर्मिनल; 10 - डिस्क स्प्रिंग; 11 - तांबा-एल्यूमीनियम प्लेट; 12 - तार (केबल); 13 - स्प्रिंग वॉशर; 14 - आकार का वॉशर (स्टार वॉशर)

ए, बी - सिंगल-वायर (मल्टी-वायर, एक मोनोलिथ में जुड़े हुए) कोर; सी - फंसे हुए कोर को केबल लग के साथ समाप्त किया गया।
1 - डायल क्लैंप; 2 - तार (केबल); 3 - सॉकेट आउटपुट; 4 - पिन केबल लग
संपर्क भागों की कामकाजी सतहों की तैयारी के लिए आवश्यकताएँ

1. जिन संपर्क भागों में अनुप्रस्थ पंक्ति में बोल्ट के लिए दो या अधिक छेद होते हैं, उन्हें अनुदैर्ध्य कटौती के साथ बनाने की अनुशंसा की जाती है, जैसा कि चित्र में दिखाया गया है।
2. अलग करने योग्य संपर्क कनेक्शन और रैखिक फिटिंग के साथ गैर-वियोज्य संपर्क कनेक्शन के संपर्क भागों की कामकाजी सतहों को असेंबली से तुरंत पहले तैयार किया जाना चाहिए:
- - बिना कोटिंग वाला तांबा और एल्यूमीनियम-तांबा - छीन लिया गया।
एल्यूमीनियम-तांबे के तारों को हटाते समय, तांबे की म्यान क्षतिग्रस्त नहीं होनी चाहिए;
- एल्यूमीनियम और एल्यूमीनियम मिश्र धातु - तटस्थ स्नेहक (GOST 15975-70 के अनुसार KVZ वैसलीन, GOST 9433-80 के अनुसार CIATIM-221 या समान गुणों वाले अन्य स्नेहक) के साथ साफ और चिकनाई।
सफाई और चिकनाई के बीच अनुशंसित समय 1 घंटे से अधिक नहीं है;
- सुरक्षात्मक धातु कोटिंग वाली कामकाजी सतहों को कार्बनिक विलायक से धोया जाता है।
(परिवर्तित संस्करण, संशोधन संख्या 3)।
3. क्रिम्पिंग द्वारा जुड़े तांबे के संपर्क भागों की कामकाजी सतहों को साफ किया जाना चाहिए, जब तक कि विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं में अन्यथा निर्दिष्ट न किया गया हो।
एल्यूमीनियम संपर्क भागों की कामकाजी सतहों को क्वार्ट्ज-वैसलीन पेस्ट या समान गुणों वाले अन्य स्नेहक, पेस्ट और यौगिकों से साफ और चिकनाई की जानी चाहिए।
4. वेल्डिंग या टांका लगाने से जुड़े संपर्क भागों की सतहों को पहले साफ, चिकना या उकेरा जाना चाहिए।
5. डिसमाउंटेबल संपर्क कनेक्शन के संपर्क भागों में बोल्ट के लिए छेद का स्थान और आकार GOST 21242-75 के अनुसार लेने की अनुशंसा की जाती है।
उपभोक्ता के साथ समझौते से अंडाकार छेद बनाए जा सकते हैं।
(अतिरिक्त रूप से प्रस्तुत, संशोधन संख्या 2)।
टोक़
तालिका 9
| धागे का व्यास, मिमी | बोल्ट कनेक्शन के लिए टॉर्क, एनएम | |
|---|---|---|
| स्लॉटेड हेड (पेंच) के साथ | षट्भुज सिर के साथ | |
| एम3 | 0,5+0,1 | - |
| एम3.5 | 0.8±0.2 | |
| एम 4 | 1.2±0.2 | |
| एम5 | 2.0±0.4 | 7.5±1.0 |
| एम6 | 2.5±0.5 | 10.5±1.0 |
| एम8 | - | 22.0±1.5 |
| एम10 | 30.0±1.5 | |
| एम12 | 40.0±2.0 | |
| एम16 | 60.0±3.0 | |
| एम20 | 90.0±4.0 | |
| एम24 | 130.0±5.0 | |
| एम30 | 200.0±7.0 | |
| एम36 | 240.0±10.0 | |
टिप्पणी। तांबे और कठोर एल्यूमीनियम मिश्र धातु से बने कंडक्टरों के बोल्ट किए गए कनेक्शन के लिए, ऐसे टॉर्क का उपयोग करने की अनुशंसा की जाती है जिनका मान तालिका में निर्दिष्ट से 1.5 - 1.7 गुना अधिक है।
(परिवर्तित संस्करण, संशोधन संख्या 3)।
सूचना डेटा
1. यूएसएसआर के स्थापना और विशेष निर्माण कार्य मंत्रालय द्वारा विकसित और प्रस्तुत किया गया
डेवलपर्स
एन. एन. डज़ेक्टसर, पीएच.डी. तकनीक. विज्ञान (विषय नेता); वी. एल. फुक्स; ओ. वी. फ़ेसेंको, पीएच.डी. तकनीक. विज्ञान
2. उत्पाद गुणवत्ता प्रबंधन और मानकों के लिए यूएसएसआर राज्य समिति के दिनांक 02/03/82 संख्या 450 के संकल्प द्वारा अनुमोदित और प्रभावी
3. GOST 10434-76 के स्थान पर
4. संदर्भित विनियामक तकनीकी दस्तावेज़
| संदर्भित तकनीकी दस्तावेज़ का पदनाम | मद की संख्या, स्थानांतरण, आवेदन |
|---|---|
| गोस्ट 9.005-72 | |
| गोस्ट 9.303-84 | 2.1.6; 2.1.7, आइटम 3, 8 |
| गोस्ट 12.1.004-91 | 2.5.2 |
| गोस्ट 12.2.007.0-75 | 2.5.1 |
| गोस्ट 1759.4-87 | 2.1.13 |
| गोस्ट 1759.5-87 | 2.1.13. |
| गोस्ट 3057-90 | 2.1.7, मद 2 |
| गोस्ट 7386-80 | 2.1.10; 2.एल.11 |
| गोस्ट 7387-82 | 2.1.10; 2.1.11 |
| गोस्ट 8024-90 | 2.2.4 |
| गोस्ट 8865-87 | 2.2.4 |
| गोस्ट 9433-80 | परिशिष्ट 3 |
| गोस्ट 9581-80 | 2.1.7, मद 4; 2.1.10; 2.1.10; 2.1.11 |
| गोस्ट 9688-82 | 2.1.11 |
| गोस्ट 13276-79 | 2.1.4; 2.1.7 |
| गोस्ट 14312-79 | परिचयात्मक भाग |
| गोस्ट 15150-69 | 1.2; 2.1.8 |
| गोस्ट 15543-70 | 2.1.8 |
| गोस्ट 15963-79 | 2.1.8 |
| गोस्ट 15975-70 | परिशिष्ट 3 |
| गोस्ट 16350-80 | 2.1.8 |
| गोस्ट 17412-72 | 2.1.8 |
| गोस्ट 17441-84 | 2.1.7, मद 8; 2.2.3; 2.2.4 |
| गोस्ट 17516-72 | 2.3.1 |
| गोस्ट 18311-80 | परिचयात्मक भाग |
| गोस्ट 19132-86 | 2.1.3 |
| गोस्ट 19357-81 | 2.1.7, मद 4 |
| गोस्ट 21242-75 | परिशिष्ट 3 |
| गोस्ट 21931-76 | 2.1.8 |
| गोस्ट 22002.1-82 | 2.1.11 |
| गोस्ट 22002.2-76 - गोस्ट 22002.4-76 | 2.1.11 |
| गोस्ट 22002.5-76 | 2.1.8 |
| गोस्ट 22002.6-82 | 2.1.11 |
| गोस्ट 22002.7-76 - गोस्ट 22002.11-76 | 2.1.11 |
| गोस्ट 22002.12-76 | 2.1.8 |
| गोस्ट 22002.13-76 | 2.1.8 |
| गोस्ट 22002.14-76 | 2.1.11 |
| गोस्ट 23598-79 | 2.1.7, सूची 6, 7; 2.1.8 |
| गोस्ट 24753-81 | 2.1.2 |
| गोस्ट 25034-85 | 2.1.3 |
| गोस्ट 34-13-11438-89 | 2.1.7, मद 4 |
5. उत्पाद गुणवत्ता प्रबंधन और मानकों के लिए यूएसएसआर राज्य समिति के दिनांक 05/25/90 संख्या 1309 के डिक्री द्वारा वैधता अवधि 01/01/96 तक बढ़ा दी गई
6. अप्रैल 1985, जून 1987, मई 1990 में स्वीकृत संशोधन संख्या 1, 2, 3 के साथ पुनः जारी (अक्टूबर 1993) (आईयूएस 7-85, 10-87, 8-90)
आयताकार कंडक्टर बोल्ट, स्टड या क्लैंप का उपयोग करके एक दूसरे से जुड़े होते हैं। बोल्ट की संख्या टायर के आकार से निर्धारित होती है। बड़े क्रॉस-सेक्शन के एक बोल्ट की तुलना में छोटे क्रॉस-सेक्शन के कई बोल्ट का उपयोग करके संपर्क सतहों के संपीड़न बल को सुनिश्चित करना अधिक समीचीन है, क्योंकि पहले मामले में संपर्क स्थानों की संख्या अधिक होती है। परिणामस्वरूप, कनेक्शन का संपर्क प्रतिरोध कम हो जाता है और संपर्क क्षेत्र पर करंट का अधिक समान वितरण होता है। विद्युत उपकरणों के फ्लैट और पिन संपर्क टर्मिनल GOST 21242-75 के अनुसार बनाए जाते हैं।
कई चरणों का एक-दूसरे से कनेक्शन जोड़े में नहीं, बल्कि एक बंधन में बिछाकर किया जाता है, क्योंकि बाद के मामले में संपर्क सतह बहुत छोटी होती है और संक्रमण प्रतिरोध बड़ा होता है।
जब विद्युत धारा प्रवाहित होती है, तो संपर्क कनेक्शन के हिस्से गर्म हो जाते हैं और गर्म होने के कारण फैल जाते हैं। शॉर्ट सर्किट के दौरान विशेष रूप से महत्वपूर्ण ताप और विस्तार होता है। पूरे संपर्क कनेक्शन में विस्तार समान नहीं है, क्योंकि इसके हिस्सों में अलग-अलग रैखिक विस्तार गुणांक हैं।
तांबे और एल्यूमीनियम बसबारों को जोड़ने वाले बोल्ट प्रतिकूल परिस्थितियों में काम करते हैं, क्योंकि स्टील बोल्ट के रैखिक विस्तार का गुणांक तांबे या एल्यूमीनियम बसबार की तुलना में कम होता है: इसके अलावा, शॉर्ट सर्किट के दौरान बोल्ट हमेशा बसबारों की तुलना में काफी कम गर्म होते हैं।
शॉर्ट-सर्किट मोड में, अतिरिक्त बल बोल्ट पर कार्य करते हैं, जो बोल्ट के कसने वाले बल में जोड़े जाने पर, अवशिष्ट विकृति पैदा कर सकते हैं और तापमान गिरने पर संपर्क कनेक्शन कमजोर हो सकता है। टायर पैकेज जितना मोटा होगा, तनाव बोल्ट में होने वाला यांत्रिक तनाव उतना ही अधिक होगा। डिस्क स्प्रिंग्स का उपयोग करके इन तनावों को कम किया जा सकता है।
विद्युत प्रयोजनों के लिए बेलेविले स्प्रिंग्स दो प्रकार के GOST 17279-71 के अनुसार निर्मित होते हैं:
Ш - टायर के जोड़ों में संपर्क दबाव बनाए रखने के लिए स्प्रिंग्स,
के - विद्युत उपकरण टर्मिनलों के साथ केबल लग्स के कनेक्शन में संपर्क दबाव बनाए रखने के लिए स्प्रिंग्स जिनमें बसबार की तुलना में कम संपर्क विमान होता है
स्प्रिंग्स के मुख्य पैरामीटर चित्र 1 में दिखाए गए हैं।

चावल। 1. डिस्क स्प्रिंग.
इसे डिस्क स्प्रिंग्स के उपयोग के बिना कनेक्शन बनाने की अनुमति है, लेकिन बोल्ट हेड के नीचे या एल्यूमीनियम पक्ष पर नट के नीचे एक मोटी वॉशर की स्थापना के साथ। सामान्य (GOST 11371-78) और बढ़े हुए (GOST 6958-78) वॉशर के आयाम संदर्भ तालिका में दिए गए हैं।
एक या चार बोल्ट के साथ संपर्क कनेक्शन में जुड़े तत्वों के ओवरलैप (ओवरलैप) की लंबाई शायद ही कभी टायर की चौड़ाई से अधिक होती है, और दो बोल्ट के साथ यह टायर की चौड़ाई से 1.5 से 2 गुना तक होती है।
किसी संपर्क कनेक्शन के संपर्क प्रतिरोध में कमी दबाव बढ़ाने और कठोरता को कम करने से प्राप्त होती है।

चित्र 2. अनुदैर्ध्य खंड के साथ टायरों का संपर्क कनेक्शन।
संपर्क कनेक्शन की कठोरता को कम करने के लिए, टायरों पर 3-4 मिमी चौड़े और 50 मिमी लंबे अनुदैर्ध्य कट बनाए जाते हैं (चित्र 2)।
कनेक्शन में बोल्ट का चयन संपर्क सतहों के बीच आवश्यक विशिष्ट दबाव, स्पष्ट वर्तमान घनत्व और बोल्ट के लिए अनुमेय तन्य बलों के आधार पर किया जाता है। संपर्क जोड़ों में अनुशंसित विशिष्ट दबाव, एमपीए, संपर्क जोड़ की सामग्री के आधार पर, नीचे दिए गए हैं।
डिब्बाबंद तांबा - 0.5 - 10.0
तांबा, पीतल, कांस्य, बिना रंगा हुआ - 0.6- 12.0
एल्यूमिनियम - 25.0
टिनड स्टील - 10.0 - 15.0
बिना टिन्ड स्टील - 60.0
बोल्ट की लंबाई इस तरह से चुनी जाती है कि कनेक्शन को जोड़ने और कसने के बाद, कम से कम दो धागे मुक्त धागे बने रहें।
संदर्भ तालिकाओं में दिए गए टॉर्क मान को सुनिश्चित करते हुए, संपर्क कनेक्शन के बोल्ट को एक रिंच से कस दिया जाता है।
डिस्क स्प्रिंग वाले कनेक्शन पर बोल्ट दो चरणों में कस दिए जाते हैं। सबसे पहले, बोल्ट को तब तक कड़ा किया जाता है जब तक कि डिस्क स्प्रिंग पूरी तरह से संपीड़ित न हो जाए, फिर कुंजी को विपरीत दिशा में घुमाकर एमबी और एम12 बोल्ट के लिए 1/4 मोड़ और शेष बोल्ट के लिए 1/6 मोड़कर कनेक्शन को ढीला कर दिया जाता है।
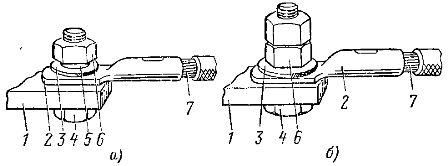
चावल। 3. तांबे या एल्यूमीनियम मिश्र धातु से बने फ्लैट लीड के साथ तांबे के कंडक्टर का कनेक्शन: ए - एम 8 तक के बोल्ट के लिए, बी - सभी आकार के बोल्ट के लिए, 1 - लीड, 2 - टिप, 3 - वॉशर, 4 - बोल्ट, 5 - स्प्रिंग वॉशर, 6 - नट, 7 - कोर।
फ्लैट कंडक्टरों का तांबे या एल्यूमीनियम मिश्र धातु से बने फ्लैट टर्मिनलों (चित्र 3) से कनेक्शन स्टील बोल्ट (GOST 7798-70), नट (GOST 5915-70) और वॉशर (GOST 11371-78) और टर्मिनलों का उपयोग करके किया जाता है। एल्यूमीनियम से बना - संपर्क दबाव स्थिरीकरण का अर्थ है: रैखिक विस्तार गुणांक (18-21) x 10-6 डिग्री सेल्सियस -1 (चित्र 4) के साथ तांबे या एल्यूमीनियम मिश्र धातु से बने डिस्क स्प्रिंग्स या फास्टनरों।
डिस्क स्प्रिंग्स के साथ कनेक्शन जोड़ते समय, एक बड़ा वॉशर एल्यूमीनियम टर्मिनल के किनारे पर रखा जाता है, और एक सामान्य वॉशर टिप के तांबे टैब के किनारे पर रखा जाता है। डिस्क स्प्रिंग्स के कनेक्शन में लॉक नट का उपयोग नहीं किया जाता है।

चावल। 4. एक फ्लैट एल्यूमीनियम टर्मिनल के साथ तांबे के कंडक्टर का कनेक्शन: ए - डिस्क स्प्रिंग्स का उपयोग करना, बी - अलौह धातुओं से बने फास्टनरों का उपयोग करना, 1 - टर्मिनल, 2 - तांबे की टिप, 3 - स्प्रिंग वॉशर, 4 - स्टील बोल्ट, 5 - नट स्टील, 6 - बढ़े हुए स्टील वॉशर, 7 - डिस्क स्प्रिंग, 8 - कॉपर कोर, 9 - अलौह धातु बोल्ट, 10 - अलौह धातु नट, 11 - अलौह धातु वॉशर।
यदि आवश्यक आकार के अलौह धातुओं से बने डिस्क स्प्रिंग या बोल्ट और नट उपलब्ध नहीं हैं, तो कनेक्शन एक बढ़े हुए वॉशर का उपयोग करके किया जा सकता है, बशर्ते कि कनेक्शन का संपर्क प्रतिरोध और हीटिंग तापमान निर्दिष्ट सीमा के भीतर हो।

चावल। 5. दो लग्स को फ्लैट टर्मिनल से जोड़ना।
ऐसे मामलों में जहां संपर्क कनेक्शन 80% से अधिक की सापेक्ष आर्द्रता और कम से कम 20 डिग्री सेल्सियस के तापमान वाले कमरे में या रासायनिक रूप से सक्रिय वातावरण में संचालित होते हैं, यह तांबा-एल्यूमीनियम संक्रमण प्लेटों का उपयोग करके बनाया जाता है। तांबे के कंडक्टर का एल्यूमीनियम टर्मिनल से सीधा कनेक्शन उस स्थिति में किया जा सकता है, जहां एल्यूमीनियम टर्मिनल पर एक सुरक्षात्मक धातु कोटिंग होती है।

चावल। 6. दो से अधिक लग्स को टर्मिनलों से जोड़ने के लिए एडाप्टर भाग।
दो केबल कोर के फ्लैट टर्मिनल से कनेक्शन बनाते समय, सबसे कम संक्रमण प्रतिरोध सुनिश्चित करने और अधिक समान वर्तमान वितरण बनाए रखने के लिए लग्स को फ्लैट क्लैंप (छवि 5) के दोनों किनारों पर रखा जाना चाहिए। यदि दो से अधिक लग्स को एक टर्मिनल से कनेक्ट करने की आवश्यकता होती है या टर्मिनल छेद लग छेद के अनुरूप नहीं होता है, तो एडाप्टर भागों का उपयोग किया जाता है। युक्तियाँ संक्रमण टुकड़े से सममित रूप से जुड़ी हुई हैं (चित्र 6)।
फ्लैट तांबे के कंडक्टरों और लग्स का पिन लग्स से कनेक्शन तांबे और उसके मिश्र धातुओं से बने मानक नट का उपयोग करके किया जाता है। 30 ए तक रेटेड धाराओं वाले कनेक्शन टिन, निकल या कैडमियम से लेपित स्टील नट्स का उपयोग करके बनाए जाते हैं।
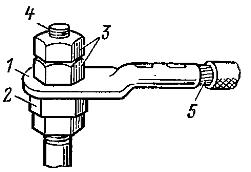
चावल। 7. टिप को पिन टर्मिनल से जोड़ना: 1 - टिप, 2 - बढ़े हुए कॉपर नट, 3 - स्टील नट, 4 - पिन टर्मिनल, 5 - कोर।

चावल। 8. एक पिन टर्मिनल के साथ दो लग्स का कनेक्शन: 1 - लग्स, 2 - नट, 3 - पिन टर्मिनल।
250 ए तक की धारा पर एल्यूमीनियम फ्लैट कंडक्टर तांबे की तरह ही जुड़े होते हैं, और 250 से 400 ए तक की धारा पर, कनेक्शन के लिए बढ़े हुए थ्रस्ट नट का उपयोग किया जाता है (चित्र 7)।
पिन टर्मिनल से दो युक्तियों का कनेक्शन (चित्र 8) सममित रूप से किया जाना चाहिए, और दो से अधिक युक्तियों को कनेक्ट करते समय, एडाप्टर भागों का उपयोग किया जाता है।
400 ए से अधिक की धाराओं के लिए, तांबे-एल्यूमीनियम लग्स का उपयोग किया जाना चाहिए या बसबारों के सिरों को मजबूत (क्लैड) किया जाना चाहिए।
फ्लैट और पिन टर्मिनलों से गोल कंडक्टरों का कनेक्शन स्टार वॉशर का उपयोग करके रिंग के रूप में बनाने के बाद किया जाता है। स्क्रू या नट को कसते समय, स्टार वॉशर के पैरों को टर्मिनल या थ्रस्ट नट की सतह को नहीं छूना चाहिए ताकि कोर रिंग क्लैंप पर सुरक्षित रूप से दब जाए।
तार की रिंग को बोल्ट या नट के सिर के नीचे रखा जाता है ताकि जब बोल्ट या नट को कस दिया जाए, तो यह उनके नीचे से निचोड़ा न जाए (चित्र 9)। ऐसे मामलों में जहां एल्यूमीनियम सिंगल-वायर कोर को रिंग टिप (पिस्टन) के साथ समाप्त किया जाता है, स्टार वॉशर का उपयोग नहीं किया जाता है।

चावल। 9. लीड के साथ 10 मिमी2 तक के क्रॉस-सेक्शन वाले एल्यूमीनियम कंडक्टर का कनेक्शन: ए - फ्लैट, बी - पिन, 1 - स्क्रू, 2 - स्प्रिंग वॉशर, 3 - स्टार वॉशर, 4 - कंडक्टर एक रिंग में मुड़ा हुआ, 5 - फ्लैट क्लैंप, 6 - पिन टर्मिनल, 7 - नट।

चावल। 10. टर्मिनलों के साथ 10 मिमी2 तक के क्रॉस-सेक्शन वाले तांबे के कंडक्टर का कनेक्शन: ए, बी - फ्लैट, सी, डी - पिन, 1 - स्क्रू, 2 - स्प्रिंग वॉशर, 3 - वॉशर, 4 - सिंगल-वायर कंडक्टर एक रिंग में मुड़ा हुआ है, 5 - फ्लैट क्लैंप, 6 - पिन क्लैंप, 7 - नट, 8 - कोर एक फ्लैट या रिंग लग के साथ समाप्त होता है।
10 मिमी2 तक के क्रॉस-सेक्शन वाले तांबे के कंडक्टर स्क्रू, वॉशर, स्प्रिंग वॉशर और नट्स का उपयोग करके फ्लैट और पिन टर्मिनलों से जुड़े होते हैं (चित्र 10)। जब कोर को टिप (पिस्टन) से जोड़ा जाता है, तो वॉशर का उपयोग नहीं किया जाता है।
चावल। 11. एक बेलनाकार क्लैंप के साथ एक एल्यूमीनियम फंसे हुए कंडक्टर का कनेक्शन: ए - एक पिन टिप का उपयोग करके, बी - मिश्र धातु एडिटिव्स के साथ कंडक्टर के अंत को एक मोनोलिथ में फ्यूज करने के बाद, 1 - बॉडी, 2 - क्लैंपिंग स्क्रू, 3 - पिन टिप, 4 - फंसे हुए कंडक्टर, 5 - कोर का अंत, एक मोनोलिथ में जुड़ा हुआ।
प्लग-इन कनेक्शन के लिए स्क्रू टर्मिनलों के साथ, एल्यूमीनियम या तांबे के फंसे हुए कंडक्टरों को एक पिन टर्मिनल के साथ समाप्त होने के बाद या मिश्र धातु एडिटिव्स के साथ कंडक्टर के अंत को एक मोनोलिथ में फ्यूज करने के बाद जोड़ा जा सकता है।
विद्युत कनेक्शन से संपर्क करें
स्वीकृति और परीक्षण विधियाँ
गोस्ट 17441-84
मानकों पर यूएसएसआर राज्य समिति
मास्को
यूएसएसआर संघ का राज्य मानक
|
विद्युत कनेक्शन से संपर्क करें स्वीकृति और परीक्षण के तरीके विद्युत संपर्क कनेक्शन. परीक्षणों की स्वीकृति एवं विधियाँ |
गोस्ट बदले में |
29 नवंबर, 1984 नंबर 4050 के मानकों पर यूएसएसआर राज्य समिति के डिक्री द्वारा, वैधता अवधि स्थापित की गई थी
01.01.86 से
01/01/91 तक
यह मानक GOST 10434-82 के अनुसार निर्मित जुदा करने योग्य और गैर-वियोज्य विद्युत संपर्क कनेक्शन (बाद में कनेक्शन के रूप में संदर्भित) पर लागू होता है।
1. स्वीकृति नियम
1.1. ओवरहेड बिजली लाइनों, केबलों आदि के कनेक्शन की स्वीकृति परीक्षणों के दौरान, विद्युत उपकरणों की योग्यता, स्वीकृति, आवधिक और मानक परीक्षणों के दौरान कनेक्शन की जांच की जानी चाहिए।
1.2. विशिष्ट प्रकार के विद्युत उपकरणों के लिए परीक्षण कार्यक्रमों और विधियों, मानकों या तकनीकी विशिष्टताओं में चेक के प्रकार और नमूना आकार स्थापित किए जाने चाहिए।
ऐसे निर्देशों के अभाव में, परीक्षणों के प्रकार और नमूना आकार इस मानक के अनुसार लिए जाने चाहिए।
2.2.2. सतह की तैयारी की सामग्री, आयाम, पूर्णता और गुणवत्ता के संदर्भ में मानकों, तकनीकी विशिष्टताओं, रेखाचित्रों और तकनीकी निर्देशों की आवश्यकताओं के अनुपालन को स्थापित करने के लिए कनेक्शनों को नियंत्रण के अधीन किया जाता है।
2.2.3. सुरक्षात्मक धातु कोटिंग की गुणवत्ता को दृष्टिगत रूप से जांचा जाता है।
यदि 0.03 मिमी मोटी जांच वॉशर या नट की परिधि द्वारा सीमित क्षेत्र से परे जीवित भागों के संभोग खांचे में प्रवेश नहीं करती है, तो कनेक्शन को परीक्षण में उत्तीर्ण माना जाता है। यदि अलग-अलग व्यास के वॉशर हैं, तो ज़ोन छोटे वॉशर के व्यास से निर्धारित होता है। संपीड़न जोड़ों के लिए, उन वर्गों की कुल लंबाई जहां 0.03 मिमी की मोटाई वाली जांच कंडक्टरों के संभोग विमानों के बीच जोड़ में स्थित है, ओवरलैप परिधि के 25% से अधिक नहीं होनी चाहिए।
(परिवर्तित संस्करण, और संशोधन क्रमांक 1)।
2.2.5. क्रिम्पिंग द्वारा बनाए गए स्थायी कनेक्शन के लिए, क्रिम्प्ड भाग के ज्यामितीय आयामों को नियंत्रित किया जाता है।
2.3.2. कनेक्शन के लिए परीक्षण विधियाँ - GOST 20.57.406-81 या GOST 16962.1-89 के अनुसार।
(परिवर्तित संस्करण, और संशोधन क्रमांक 1)।
(जोड़ा गया, और zm. नंबर 1).
परिशिष्ट 1
किसी कनेक्शन की विफलता के समय की भविष्यवाणी के लिए संपर्क भागों के लिए परीक्षण विधि
1. उपकरण और सामग्री
1.1. माप पीएमटी-3 या पीएमटी-5 डिवाइस के आधार पर लगाए गए इंस्टॉलेशन पर किए जाते हैं, जिसमें हीरे के पिरामिड को सुई (ड्राइंग) के रूप में सोने के इलेक्ट्रोड से बदल दिया जाता है। इसे कम से कम 3 माइक्रोन की कोटिंग मोटाई के साथ सोना चढ़ाया हुआ सुई का उपयोग करने की अनुमति है, उदाहरण के लिए, टाइप 2 कनेक्टर के सोना चढ़ाया हुआ संपर्कपीएमएआई . स्क्रू 2 के साथ होल्डर 1 में फिक्स किया गया 0.5 मिमी के शीर्ष की वक्रता त्रिज्या के साथ सोने की सुई 3। नमूना 4 एक खराद का धुरा 5 में स्थापित, पीएमटी डिवाइस की तालिका 6 पर तय किया गया और एक गैस्केट 7 द्वारा इसे अलग किया गया। खराद का धुरा एक हीटर 8 से सुसज्जित है . नमूने का तापमान कम से कम 1.5 की सटीकता वर्ग वाले उपकरण का उपयोग करके थर्मोकपल से मापा जाता है। सामान्य भार को वज़न के साथ सेट किया जाता है और पीएमटी डिवाइस के लोडिंग डिवाइस के माध्यम से लागू किया जाता है। इसे किसी अन्य लोडिंग डिवाइस का उपयोग करने की अनुमति है जो सुई 3 की सख्ती से ऊर्ध्वाधर गति सुनिश्चित करती है और लागू सामान्य लोड में त्रुटि 0.005 एन से अधिक नहीं है। स्थापना कंपन-पृथक होनी चाहिए।

1.2. परीक्षण नमूना संपर्क भाग की सामग्री से बनाया गया है: वास्तविक भाग के समान तकनीक का उपयोग करके। नमूने की कामकाजी सतह में खुरदरापन होना चाहिएआरए £ GOST 2789-73 के अनुसार 16 माइक्रोन।
1.3. परीक्षण से पहले नमूनों को धोने के लिए, GOST 443-76 के अनुसार गैसोलीन और GOST 2603-79 के अनुसार एसीटोन का उपयोग करें।
2. परीक्षण
2.1. नमूना और सोने की सुई को पैराग्राफ 1 में बताए गए तरल पदार्थों से धोया जाता है और एक साफ सूती कपड़े से पोंछ दिया जाता है।
2.2. नमूने को पीएमजी उपकरण की मेज पर एक खराद का धुरा में रखें।
2.3. सोने की सुई पर 0.05 N का भार लगाया जाता है।
2.4. GOST 10434-82 के अनुसार अनुमेय मूल्य के अनुरूप तापमान पर संपर्क को गर्म करें।
2.5. सोने की सुई-नमूना संपर्क का विद्युत प्रतिरोध समय-समय पर मापा जाता है (पैराग्राफ देखें)।
2.6. उस समय को मापें जिसके दौरान संपर्क प्रतिरोध स्वीकार्य मूल्य तक बढ़ जाता हैगोस्ट 10434-82 . निर्दिष्ट समय एकल-बिंदु संपर्क का विफलता-मुक्त संचालन समय है।
परिशिष्ट 2
औसत सेवा जीवन की भविष्यवाणी करने के लिए संपर्क कनेक्शन के लिए परीक्षण विधि
1. खंड के अनुसार चक्रीय हीटिंग मोड में प्रत्येक प्रकार के संपर्क कनेक्शन के नमूने पर परीक्षण किए जाते हैं।
2. प्रत्येक 100 चक्रों में, ब्रेक सेट किए जाते हैं, जिसके दौरान संपर्क कनेक्शन का अतिरिक्त हीटिंग रेटेड वर्तमान के साथ पैराग्राफ के अनुसार स्थिर तापमान तक किया जाता है, जिसे मापा और रिकॉर्ड किया जाता है।
3. परीक्षण तब तक जारी रहते हैं जब तक संपर्क कनेक्शन GOST 10434-82 के अनुसार अनुमेय तापमान तक नहीं पहुंच जाते। प्राप्त प्रायोगिक आंकड़ों के आधार पर, त्वरित परीक्षणों के पूरा होने के बाद, चक्रों की संख्या पर औसत तापमान की निर्भरता का आलेखन किया जाता है। फिर परिचालन स्थितियों के तहत त्वरित परीक्षणों के परिणामों से अपेक्षित परिणामों तक एक संक्रमण किया जाता है। ऐसा करने के लिए, समय में चक्रों की संख्या को मापें (अनुशंसित पैमाना: 1 चक्र रेटेड करंट के साथ 10-15 घंटे के हीटिंग संपर्क कनेक्शन के बराबर है)।
4. किसी दिए गए प्रकार के संपर्क कनेक्शन के लिए प्राप्त समय पर तापमान की निर्भरता के आधार पर, इसकी औसत सेवा जीवन निर्धारित की जाती है, अर्थात। जैसा कि चित्र में दिखाया गया है, अनुमेय ताप तापमान के आधार पर बिंदु "ए" ढूंढें।

(जोड़ा गया, और zm. नंबर 1).
विद्युत परिपथों के संपर्क कनेक्शन के अनुसार बनाये जाते हैं
- गोस्ट 10434-82"विद्युत संपर्क कनेक्शन"
- गोस्ट 21242-75"विद्युत उपकरणों के संपर्क टर्मिनल फ्लैट और पिन होते हैं"
- "एक दूसरे के साथ और विद्युत उपकरणों के टर्मिनलों के साथ बसबारों के संपर्क कनेक्शन की स्थापना के लिए निर्देश" (इलेक्ट्रोमोंटाज़ कंसर्न, 1993; वर्गीकरण संख्या एमकेसी-III-ए-2)
GOST 10434-82 के अनुसार, आवेदन के क्षेत्र के आधार पर, संपर्क कनेक्शन को 3 वर्गों में विभाजित किया गया है। कक्षा 1 में सर्किट के कनेक्शन शामिल हैं, जिनमें से क्रॉस-सेक्शन को दीर्घकालिक वर्तमान भार के आधार पर चुना जाता है - ये बिजली विद्युत सर्किट, बिजली लाइनें (यानी, आईएसएस से संबंधित सर्किट) हैं।
जलवायु संशोधन और विद्युत उपकरणों के प्लेसमेंट की श्रेणी के आधार पर, कनेक्शन को समूह ए और बी में विभाजित किया जाता है। प्लेसमेंट श्रेणी 3 के लिए जलवायु संशोधन यू, यूएचएल (जो आईएसएस की स्थितियों से मेल खाती है) समूह ए से संबंधित हैं।
तो सब कुछ GOST 10434-82 की आवश्यकताएँआईएसएस के संबंध में कनेक्शन से संपर्क करने के लिए कक्षा 1 और समूह ए के अनुरूप होना चाहिए.
उनके डिज़ाइन के अनुसार, संपर्क कनेक्शनों को इसमें विभाजित किया गया है:
- गैर-वियोज्य, वेल्डिंग, सोल्डरिंग या क्रिम्पिंग द्वारा किया जाता है (बसबारों और उनसे शाखाओं के बीच कनेक्शन को वेल्डिंग द्वारा करने की सिफारिश की जाती है)
- कोलैप्सिबल (बोल्टेड), जिसका उपयोग बसबारों को विद्युत उपकरणों के टर्मिनलों से जोड़ने के लिए किया जाता है। जुड़े हुए तत्वों की सामग्री के आधार पर, बंधनेवाला कनेक्शन, बदले में, विभाजित होते हैं:
- संपर्क बिंदु पर विद्युत प्रतिरोध को स्थिर करने के लिए साधनों के उपयोग की आवश्यकता नहीं है
- स्थिरीकरण साधनों के उपयोग की आवश्यकता
समतल संपर्क सतहों को जोड़ना(आयताकार बसबार या विद्युत उपकरणों के फ्लैट टर्मिनलों के साथ लग्स), तांबे और उसके मिश्र धातुओं या कठोर एल्यूमीनियम मिश्र धातुओं से बने, स्थिरीकरण साधनों के उपयोग की आवश्यकता नहीं हैऔर जंग से सुरक्षित स्टील फास्टनरों का उपयोग करके किया जाता है। ब्लूड स्टील बोल्ट, नट और वॉशर के उपयोग की अनुमति है।
एल्यूमिनियम बसबार कनेक्शनएक दूसरे के बीच या विद्युत उपकरणों के फ्लैट टर्मिनलों के साथ-साथ तांबे और उसके मिश्र धातुओं या कठोर एल्यूमीनियम मिश्र धातुओं से बने अन्य कंडक्टरों के साथ, निम्नलिखित में से एक कार्य किया जाना चाहिए:
- 18*10-6 से 21*10-6 1/°С (पीतल) के रैखिक विस्तार गुणांक के साथ अलौह धातुओं से बने फास्टनरों;
- डिस्क स्प्रिंग्स;
- एल्यूमीनियम कंडक्टरों की कामकाजी सतहों की धातु कोटिंग;
- कॉपर-एल्यूमीनियम ट्रांज़िशन प्लेट्स (कॉपर-एल्यूमीनियम लग्स) या एडाप्टर प्लेट्स और हार्ड एल्यूमीनियम मिश्र धातु लग्स।
एल्यूमीनियम मिश्र धातु प्लेटें और तांबे-एल्यूमीनियम प्लेटों के एल्यूमीनियम हिस्से वेल्डिंग द्वारा एल्यूमीनियम स्टड से जुड़े होते हैं।
बिंदु 2,3,4 के अनुसार स्थिरीकरण साधनों का उपयोग करते समय, संक्षारण से सुरक्षित स्टील फास्टनरों का उपयोग करके संपर्क कनेक्शन भी बनाए जाते हैं।
को पिन टर्मिनल, पुरा होना तांबे या पीतल का बना हुआ, परिग्रहणतांबे या कठोर एल्यूमीनियम मिश्र धातु से बने कंडक्टर स्थिरीकरण साधनों के बिना प्रदर्शन किया गया, ए एल्यूमीनियम कंडक्टर - स्थिरीकरण साधनों का उपयोग करना: 630 ए तक की धाराओं के लिए - पीतल के फास्टनरों का उपयोग करना, और 630 ए से अधिक की धाराओं के लिए - धातु कोटिंग्स (आइटम 3) या एडाप्टर प्लेटों (आइटम 4) का उपयोग करना।
संपर्क कनेक्शन का ताप तापमान तालिका में दर्शाए गए मानों से अधिक नहीं होना चाहिए
|
बसबार (आउटपुट) सामग्री |
अधिकतम. स्वीकार्य तापन तापमान प्रतिष्ठानों में, °С |
|
|
1000 V तक |
1000 वी से अधिक |
|
|
सुरक्षात्मक कोटिंग के बिना तांबा, एल्यूमीनियम और इसके मिश्र धातु |
||
|
वही, लेकिन गैर-शहरी धातुओं के सुरक्षात्मक कोटिंग्स के साथ |
||
|
चांदी चढ़ाया हुआ तांबा |
||
समतल संपर्क सतहों वाले कंडक्टरों के जुदा करने योग्य कनेक्शन के उदाहरण
I. स्थिरीकरण के बिना प्रदर्शन किया गया
लॉकनट के साथ(बाएं) और स्प्रिंग वॉशर के साथ(दायी ओर)
1,2 3,4,5 6 - स्प्रिंग वाला वाशर
द्वितीय. एक दूसरे से या तांबे या कठोर एल्यूमीनियम मिश्र धातु से बने अन्य कंडक्टरों को स्थिरीकरण के माध्यम से बनाए गए एल्यूमीनियम बसबारों के कनेक्शन
लॉकनट के साथ(बाएं) और स्प्रिंग वॉशर के साथ(दायी ओर)

1,2 - तांबे या कठोर एल्यूमीनियम मिश्र धातु से बने जुड़े कंडक्टर (टायर, डिवाइस टर्मिनल, लग्स), 3,4,5 - स्टील वाशर, बोल्ट, नट, 6 - स्प्रिंग वाला वाशर
डिस्क स्प्रिंग के साथ(बाएं) और धातु लेपित एल्यूमीनियम टायर(दायी ओर)

7,8,11 - स्टील नट, बोल्ट, वॉशर, 9 - डिस्क स्प्रिंग, 10 - बढ़ा हुआ स्टील वॉशर, 12,13 - धातु कोटिंग
तांबे-एल्यूमीनियम प्लेट के माध्यम से कनेक्शन (बाएं) और हार्ड एल्यूमीनियम मिश्र धातु एडाप्टर प्लेट के माध्यम से कनेक्शन (दाएं)

14 - तांबा-एल्यूमीनियम प्लेट, 15 - कठोर एल्यूमीनियम मिश्र धातु प्लेट
पिन कनेक्शन के उदाहरण
ए) बिना स्थिरीकरण के साधन, बी, सी, डी, ई) स्थिरीकरण के साधन के साथ

1
- पिन टर्मिनल (तांबा, पीतल); 2
- अखरोट (सेंट); 3
- टायर (तांबा, स्टील, एल्यूमीनियम मिश्र धातु); 4
- अखरोट (तांबा, पीतल); 5
- टायर (एल्यूमीनियम); 6
- धातु कोटिंग के साथ एल्यूमीनियम टायर; 7
- तांबा-एल्यूमीनियम संक्रमण प्लेट; 8
- एल्यूमीनियम मिश्र धातु प्लेट।
थ्रस्ट नट (4) सभी मामलों में अलौह धातु से बने होते हैं।
टायरों में छेद के आयाम पिन के व्यास के अनुरूप होने चाहिए:
|
पिन व्यास आउटपुट, मिमी |
||||||||||||
|
आकारटायर में छेद, मिमी |
मूल संस्करणों के मुख्य आयाम तालिका में दर्शाए गए आयामों के अनुरूप होने चाहिए:

संपर्क कनेक्शन के लिए सामान्य आवश्यकताएँ
बोल्ट के व्यास के आधार पर टायरों में छेद तालिका के अनुसार बनाए जाते हैं
अंडाकार छेद की अनुमति है.
- 50 मिमी तक की चौड़ाई वाले बसबारों को जोड़ने (शाखा देने) पर, एक बोल्ट का उपयोग किया जाता है (10 मिमी के व्यास के साथ - 25-30 मिमी की बसबार चौड़ाई के लिए; 12 मिमी - 40 मिमी और 16 मिमी की चौड़ाई के लिए - 50 मिमी की चौड़ाई के लिए), दो बोल्ट (10 मिमी के व्यास के साथ - 60 मिमी की टायर की चौड़ाई के साथ; 80 मिमी की चौड़ाई के साथ 12 मिमी और 100-120 मिमी की चौड़ाई के साथ 16 मिमी)। 60 मिमी या उससे अधिक की चौड़ाई वाले टायरों के संपर्क क्षेत्र, जिनमें अनुप्रस्थ पंक्ति में दो छेद होते हैं, उन्हें 5 मिमी से अधिक चौड़े अनुदैर्ध्य कट के साथ बनाने की सिफारिश की जाती है।
- यह अनुशंसा की जाती है कि प्रत्येक स्पेड बोल्ट या टर्मिनल पिन से दो से अधिक कंडक्टर नहीं जुड़े होने चाहिए।
- बोल्ट की लंबाई ऐसी होनी चाहिए कि कसने के बाद कम से कम दो मुक्त धागे बचे रहें।
- तांबे के बसबारों को जोड़ते समय, साफ स्टील के सामान्य वॉशर को तालिका के अनुसार बोल्ट हेड और नट्स के नीचे रखा जाता है:
|
बोल्ट व्यास, मिमी |
वॉशर का आंतरिक व्यास, मिमी |
घेरे के बाहर वाशर, मिमी |
वॉशर की मोटाई, मिमी |
एल्यूमीनियम बसबारों को जोड़ते समय, विशेष बढ़े हुए वॉशर को तालिका के अनुसार बोल्ट हेड और नट्स के नीचे रखा जाता है:
|
बोल्ट व्यास, मिमी |
वॉशर का आंतरिक व्यास, मिमी |
वॉशर का बाहरी व्यास, मिमी |
वॉशर की मोटाई, मिमी |
तांबे के बसबारों को एल्युमीनियम से जोड़ते समय, बढ़े हुए वॉशर को केवल एल्यूमीनियम बसबार के किनारे पर रखा जाता है।
विशेष बढ़े हुए वाशरों की अनुपस्थिति में, एक बड़े वाशर के बजाय दो सामान्य वाशर स्थापित करने की अनुमति है।
- डिमाउंटेबल संपर्क कनेक्शनों को लॉकनट्स, स्प्रिंग वॉशर या डिस्क स्प्रिंग्स द्वारा स्वयं-अनस्क्रूइंग से संरक्षित किया जाना चाहिए। एल्यूमीनियम बसबारों को जोड़ने के लिए स्प्रिंग वॉशर की अनुशंसा नहीं की जाती है। आईएसएस में, एक नियम के रूप में, लॉकनट्स का उपयोग किया जाता है।
- तालिका के अनुसार टॉर्क के साथ संकेतक रिंच का उपयोग करके बोल्ट को कसने की सिफारिश की जाती है:

संपर्क कनेक्शन (सीसी) का उपयोग करके, विद्युत सर्किट के तत्व एक दूसरे से और बिजली के स्रोतों और उपभोक्ताओं से जुड़े होते हैं।
विद्युत संपर्कतत्वों का संपर्क कहा जाता है जो विद्युत परिपथ की निरंतरता सुनिश्चित करता है। दूसरे शब्दों में, यह एक संरचनात्मक इकाई है जो एक संपर्क, एक कनेक्शन बनाती है।
कंडक्टरों के बीच विद्युत संपर्क बोल्ट, स्क्रू, क्लैंप, स्प्रिंग्स, रिवेट्स, संयुक्त विरूपण (क्रिम्पिंग, ट्विस्टिंग), साथ ही वेल्डिंग, सोल्डरिंग या चिपकने वाला बंधन - ग्लूइंग का उपयोग करके एक वर्तमान-ले जाने वाले तत्व को दूसरे पर दबाकर किया जाता है।
संपर्क कनेक्शन को गैर-वियोज्य, बंधने योग्य और वियोज्य में विभाजित किया गया है। स्थायी संपर्क कनेक्शन- कनेक्शन जो नहीं हो सकते
जुड़े हुए हिस्सों या जुड़ी हुई सामग्री (वेल्डेड, सोल्डर, रिवेटेड, दबाए गए और चिपकने वाले जोड़ों) में से कम से कम एक को नष्ट किए बिना अलग किया गया।
जुदा करने योग्य संपर्क कनेक्शन- जुड़े हुए हिस्सों (बोल्ट, स्क्रू और वेज कनेक्शन) को नष्ट किए बिना अलग किया जा सकता है।
वियोज्य संपर्क कनेक्शन- प्लग और सॉकेट से युक्त उपकरण। जीवित भागों के कनेक्शन के प्रकार के अनुसार कनेक्शन को विभाजित किया जा सकता है
भौतिक वेल्डेड संपर्क के साथ पूर्ण-धातु और यांत्रिक (संपीड़ित) संपर्क के साथ संपीड़न। संपीड़न कनेक्शन सरल या जटिल हो सकते हैं। पहला निरंतर संरचना के दो कंडक्टरों के बीच बनता है, दूसरा - एक फंसे हुए तार और एक टिप (आस्तीन, आदि) के बीच या दो फंसे हुए तारों के बीच बनता है।
उनके उद्देश्य के अनुसार, खुले और बंद वितरण उपकरणों में काम करने वाले संपर्क कनेक्शनों को कनेक्शन, कनेक्शन और शाखाओं में विभाजित किया जाता है।
सामान्य मोड में धाराओं के दीर्घकालिक संचरण और आपातकालीन मोड में अल्पकालिक धाराओं के लिए, विद्युत प्रतिष्ठानों के वर्तमान-ले जाने वाले भागों के संपर्क कनेक्शन का उपयोग किया जाता है, जिनके मापदंडों और विशेषताओं को मानकों और तकनीकी विशिष्टताओं का पालन करना चाहिए।
इसके निर्माण के बाद संपर्क कनेक्शन का प्रतिरोध पूरे कंडक्टर के समतुल्य खंड के प्रतिरोध से अधिक नहीं होना चाहिए। यदि एक संपर्क कनेक्शन विभिन्न सामग्रियों के कंडक्टरों द्वारा बनाया गया है, तो इसके प्रतिरोध की तुलना कम चालकता वाले कंडक्टर के समतुल्य खंड के प्रतिरोध से की जानी चाहिए।
ऑपरेशन के दौरान, संपर्क कनेक्शन का प्रतिरोध पूरे कोर के प्रतिरोध मूल्य के 1.8 से अधिक नहीं होना चाहिए।
संपर्क कनेक्शन के प्रकार
विद्युत प्रतिष्ठानों के वर्तमान-वाहक भागों के संपर्क कनेक्शन बनाने के लिए विभिन्न तकनीकी तरीके हैं: संपर्क हीटिंग और कार्बन इलेक्ट्रोड, गैस-इलेक्ट्रिक, गैस, थर्माइट, संपर्क बट और ठंडे दबाव वेल्डिंग, सोल्डरिंग, क्रिम्पिंग, ट्विस्टिंग, कसने के साथ इलेक्ट्रिक वेल्डिंग बोल्ट (पेंच) आदि के साथ
कॉन्टैक्ट हीटिंग द्वारा इलेक्ट्रिक वेल्डिंग का उपयोग समाप्ति, कनेक्शन आदि के लिए किया जाता है
1000 मिमी2 तक के क्रॉस-सेक्शन के साथ एल्यूमीनियम तारों की शाखाएं, साथ ही तांबे के साथ एल्यूमीनियम कंडक्टरों को जोड़ने के लिए; भराव सामग्री का उपयोग करके संपर्क हीटिंग द्वारा वेल्डिंग - एल्यूमीनियम फंसे तारों को जोड़ने और समाप्त करने के लिए
2000 मिमी2 तक के क्रॉस-सेक्शन वाले तारों और केबलों के कंडक्टर, कार्बन इलेक्ट्रोड के साथ इलेक्ट्रिक वेल्डिंग - विभिन्न वर्गों और कॉन्फ़िगरेशन के एल्यूमीनियम बसबारों को जोड़ने के लिए; गैस-इलेक्ट्रिक वेल्डिंग - मुख्य रूप से एल्यूमीनियम और तांबे के कंडक्टरों को जोड़ने के लिए। गैस-इलेक्ट्रिक वेल्डिंग का लाभ यह है कि यह फ्लक्स के बिना किया जाता है, नुकसान अपेक्षाकृत भारी उपकरण और महंगी गैस का उपयोग है। इस कारण से, गैस-इलेक्ट्रिक वेल्डिंग का उपयोग मुख्य रूप से एल्यूमीनियम मिश्र धातु और तांबे के बसबारों से बने बसबारों के संपर्क कनेक्शन के लिए किया जाता है।
गैस वेल्डिंग का उपयोग विभिन्न वर्गों और विन्यासों के तांबे और एल्यूमीनियम तारों को जोड़ने के लिए किया जाता है (इसके लिए भारी उपकरण की आवश्यकता होती है)।
थर्माइट वेल्डिंग का उपयोग स्टील, तांबे और एल्यूमीनियम के तारों और सभी वर्गों के बसबारों को जोड़ने के लिए किया जाता है। इसका सबसे उपयुक्त उपयोग मैदानी परिस्थितियों में विद्युत लाइनों के नंगे तारों को जोड़ने के लिए किया जाता है। थर्माइट वेल्डिंग करने के लिए, आपको सरल उपकरण की आवश्यकता होती है; यह तकनीकी रूप से सरल है, लेकिन इसमें आग का खतरा बढ़ जाता है। एक अन्य आवश्यकता थर्माइट कारतूस और माचिस के भंडारण के लिए विशेष परिस्थितियों का निर्माण है। थर्माइट-क्रूसिबल वेल्डिंग का उपयोग ग्राउंडिंग लूप और बिजली संरक्षण केबलों के स्टील स्ट्रिप्स को जोड़ने के लिए किया जाता है।
संपर्क बट वेल्डिंग का उपयोग एल्यूमीनियम बसबारों को तांबे के बसबारों से जोड़ते समय किया जाता है।
कोल्ड प्रेशर वेल्डिंग का उपयोग एल्यूमीनियम और तांबे के बसबारों को जोड़ने के लिए किया जाता है
10 मिमी 2 तक के क्रॉस-सेक्शन के साथ मध्यम खंड और एकल-तार तार। इसमें अतिरिक्त सामग्री या संपर्क फिटिंग की आवश्यकता नहीं है।
किसी भी क्रॉस-सेक्शन के एल्यूमीनियम और तांबे के तारों का कनेक्शन सोल्डरिंग द्वारा किया जाता है; इस विधि के लिए जटिल उपकरणों की आवश्यकता नहीं है, लेकिन यह श्रम-गहन है।
क्रिम्पिंग का उपयोग एल्यूमीनियम, स्टील-एल्यूमीनियम और तांबे के इंसुलेटेड और गैर-इंसुलेटेड तारों के क्रॉस-सेक्शन के साथ संपर्क कनेक्शन बनाने के लिए किया जाता है।
केबल और ओवरहेड लाइनों दोनों में 1000 मिमी2। कंडक्टरों को समाप्त और कनेक्ट करते समय, युक्तियों, आस्तीन, साथ ही छिद्रों और डाई का सावधानीपूर्वक चयन करना आवश्यक है।
तारों को घुमाने और उन्हें कनेक्टर्स का उपयोग करके जोड़ने का उपयोग संचार लाइनों पर किया जाता है।
संपर्क कनेक्शन विधि का उपयोग कनेक्ट किए जा रहे कंडक्टरों की सामग्री, क्रॉस-सेक्शन, विद्युत स्थापना के आकार और वोल्टेज और स्थापना की स्थितियों पर निर्भर करता है।
स्पैन में 1 केवी तक की ओवरहेड लाइनें (तार) अंडाकार ट्यूबों में घुमाकर जुड़ी होती हैं; एकल-तार तारों को घुमाकर और उसके बाद जोड़ा जा सकता है
सोल्डरिंग या लैप वेल्डिंग (सिंगल-वायर तारों की बट वेल्डिंग की अनुमति नहीं है)। लूपों में, एंकर समर्थन के तार एंकर और शाखा वेजेज द्वारा जुड़े हुए हैं
क्लैंपिंग, अंडाकार ट्यूबों में घुमाव, डाई या हार्डवेयर प्रेस क्लैंप और वेल्डिंग।
संपर्क कनेक्शन के लिए कंडक्टरों की तैयारी कनेक्शन बनाने की विधि के आधार पर की जाती है। इस प्रकार, सोल्डरिंग द्वारा फंसे हुए तारों को जोड़ते या समाप्त करते समय, सिरों को चरणों में या 55° के कोण पर बेवल के साथ काटा जाता है ताकि टिप (आस्तीन) के ट्यूबलर भाग और प्रत्येक परत के तारों के बीच संपर्क बन सके। सेक्टर या सेगमेंट कोर को एक विशेष उपकरण के साथ समाप्त करने या जोड़ने या सरौता का उपयोग करते समय, उन्हें गोल किया जाता है ताकि कोर आसानी से टिप या आस्तीन के ट्यूबलर भाग की गुहा में प्रवेश कर सके। वेल्डिंग के लिए फ्लैट कंडक्टरों के संपर्क सिरों की तैयारी में स्ट्रेटनिंग और एज प्रोसेसिंग शामिल है।
जुड़े हुए कंडक्टरों के बीच धात्विक संपर्क सुनिश्चित करने के लिए, उनकी संपर्क सतहों को पहले धुलाई, फिल्मों के रासायनिक विघटन और यांत्रिक सफाई का उपयोग करके सभी प्रकार की फिल्मों से साफ किया जाता है; अक्सर इन विधियों का एक साथ उपयोग किया जाता है। धोने या घोलने के संयोजन में यांत्रिक सफाई प्रभावी है। सतहों की सफाई के तरीकों का चयन संपर्क तत्वों की सामग्री, उन पर सुरक्षात्मक धातु कोटिंग्स की उपस्थिति, फिल्मों के प्रकार और संपर्क कनेक्शन बनाने की विधि के आधार पर किया जाता है।
सतहों को साफ करने का सबसे आसान तरीका यांत्रिक रूप से स्टील ब्रश और कार्डबोर्ड ब्रश का उपयोग करना है। एल्यूमीनियम कंडक्टरों की संपर्क सतहों को विशेष रूप से सावधानी से साफ किया जाता है, पहले जुड़े हुए तत्वों की सतहों के पुन: ऑक्सीकरण को रोकने के लिए तकनीकी पेट्रोलियम जेली या अन्य सुरक्षात्मक स्नेहक की एक परत लगाई जाती है। स्नेहक की एक परत के नीचे, विशेष आंतरिक ब्रश का उपयोग करके, वे एल्यूमीनियम अंडाकार या ट्यूबलर कनेक्टर की संपर्क सतहों को साफ करते हैं। विशेष कटाई क्षेत्रों में, संपर्क सतहों को साफ करने के लिए घूमने वाले ब्रश का उपयोग किया जाता है।
तेल की फिल्मों से ढकी सतहों को पहले सॉल्वैंट्स से डीग्रीज़ किया जाता है और फिर यांत्रिक रूप से धात्विक चमक तक साफ किया जाता है।
पुन: संदूषण को रोकने के लिए, जुड़ने वाली सतहों को संरक्षित किया जाता है। संपर्क कनेक्शन बनाने की विधि, संपर्क तत्वों की सामग्री और कनेक्शन की परिचालन स्थितियों के आधार पर सुरक्षा का चयन किया जाता है। इस प्रकार, संपर्क वेल्डिंग या सोल्डरिंग के दौरान, जुड़े हुए तत्वों की सतहों को फ्लक्स के साथ ऑक्सीकरण से संरक्षित किया जाता है, और यदि कनेक्शन का उपयोग बोल्ट, क्रिम्पिंग या ट्विस्टिंग के साथ किया जाता है, तो संपर्क स्नेहक के साथ किया जाता है।
सुरक्षात्मक संपर्क स्नेहक (पेस्ट) में उच्च आसंजन होना चाहिए, अपेक्षाकृत उच्च गिरावट दर होनी चाहिए, रासायनिक रूप से तटस्थ, समय के साथ स्थिर और लोचदार होना चाहिए। कंडेनसर पेट्रोलियम जेली, क्वार्ट्ज वैसलीन पेस्ट आदि का उपयोग सुरक्षात्मक संपर्क स्नेहक और पेस्ट के रूप में किया जाता है। स्नेहक को एक पतली परत में लगाया जाता है।
तारों और केबलों के कोर को जोड़ने, शाखा लगाने और समाप्त करने के संचालन का सही और उच्च गुणवत्ता वाला निष्पादन आंतरिक और बाहरी विद्युत तारों के संचालन की विश्वसनीयता निर्धारित करता है। इन वायरिंग तत्वों में आवश्यक यांत्रिक शक्ति और कम विद्युत प्रतिरोध होना चाहिए, जो ऑपरेशन की पूरी अवधि के लिए इन गुणों को बनाए रखें।
विद्युत तारों के लिए एल्यूमीनियम और तांबे के कंडक्टर वाले तारों और केबलों का उपयोग किया जाता है। आर्थिक कारणों से, विद्युत वायरिंग आमतौर पर एल्यूमीनियम कंडक्टर वाले तारों और केबलों का उपयोग करके की जाती है। हालाँकि, एल्यूमीनियम में ऐसे गुण होते हैं जो कनेक्शन की विश्वसनीयता में बहुत कम योगदान देते हैं। उनमें से एक में गैर-संचालन फिल्मों के निर्माण के साथ तरलता और ऑक्सीकरण (तांबे की तुलना में) बढ़ जाता है। एल्यूमिनियम ऑक्साइड उच्च संपर्क प्रतिरोध बनाता है, जिससे खराब विद्युत संपर्क और अत्यधिक ताप होता है। सोल्डरिंग और वेल्डिंग तारों के दौरान ऑक्साइड फिल्म मुश्किलें पैदा करती है, क्योंकि इसका गलनांक 2050 डिग्री सेल्सियस होता है, जबकि एल्यूमीनियम का पिघलने बिंदु केवल 660 डिग्री सेल्सियस होता है।
संपर्क सतहों से फिल्म को हटाया जाना चाहिए और इसकी द्वितीयक घटना के खिलाफ उपाय किए जाने चाहिए। इस प्रयोजन के लिए, क्वार्ट्ज वैसलीन या जिंक वैसलीन पेस्ट का उपयोग किया जाता है, साथ ही ZES स्नेहक भी।
कॉपर कंडक्टर भी ऑक्साइड फिल्म से ढके होते हैं, लेकिन संपर्क कनेक्शन की गुणवत्ता पर इसका बहुत कम प्रभाव पड़ता है और आसानी से हटा दिया जाता है।
संपर्क विफलता अन्य धातुओं की तुलना में एल्यूमीनियम के रैखिक थर्मल विस्तार के गुणांक में बड़े अंतर के कारण भी होती है। इसलिए, एल्यूमीनियम तारों को तांबे के लग्स में नहीं दबाया जा सकता है या उपकरणों के तांबे के संपर्कों से नहीं जोड़ा जा सकता है। सामान्य ऑपरेशन के दौरान भी, कुछ समय के बाद, एल्यूमीनियम कंडक्टरों के बोल्ट और स्क्रू कनेक्शन के स्थानों में तारों को समय-समय पर कड़ा किया जाना चाहिए, क्योंकि परिवेश के तापमान में परिवर्तन होने पर वे बहुत गर्म हो सकते हैं।
लंबे समय तक उपयोग के साथ, एल्युमीनियम उच्च दबाव वाले क्षेत्र से कम दबाव वाले निकटवर्ती क्षेत्र में "प्रवाह" करना शुरू कर देता है। इसलिए, एल्यूमीनियम कंडक्टरों के स्क्रू और बोल्ट संपर्क कनेक्शन को पिन नहीं किया जाना चाहिए।
में बाहरी विद्युत तारों में एल्यूमीनियम कंडक्टरों के अन्य धातुओं के साथ संपर्क में विशेष रूप से प्रतिकूल स्थितियाँ पाई जाती हैं। पर्यावरण में निहित नमी के प्रभाव में, इलेक्ट्रोलाइट के गुणों वाली एक पानी की फिल्म संपर्क सतहों पर दिखाई देती है और जंक्शन पर एक तथाकथित गैल्वेनिक युगल बनता है। एल्युमीनियम यहां एक नकारात्मक ध्रुव के रूप में कार्य करता है और धातु के कणों को "खो देता है", धीरे-धीरे टूट जाता है, और संपर्क नष्ट हो जाता है। इस संबंध में तांबे और पीतल के साथ एल्यूमीनियम के यौगिक विशेष रूप से प्रतिकूल हैं। ऐसी संपर्क सतहों को क्वार्ट्ज वैसलीन पेस्ट, जेडईएस ग्रीस के साथ नमी के प्रवेश से बचाया जाना चाहिए, या तीसरी धातु - टिन या पीओएस प्रकार के सोल्डर के साथ लेपित किया जाना चाहिए।
में ऑपरेशन के दौरान, एल्यूमीनियम और तांबे के तारों के कनेक्शन के स्क्रू और बोल्ट क्लैंप को निगरानी और समय-समय पर कसने की आवश्यकता होती है। हालाँकि, विद्युत तारों के लिए, उदाहरण के लिए, देश के घरों में, कंडक्टरों को जोड़ने की यह विधि सबसे उपयुक्त है, क्योंकि यह सरल है और तारों को जोड़ने के लिए विशेष उपकरणों और उपकरणों की आवश्यकता नहीं होती है।
एल्यूमीनियम कंडक्टरों को जोड़ने के लिए क्लैंप का डिज़ाइन निम्नलिखित गुण प्रदान करना चाहिए:
- तारों पर लगातार दबाव जब उनकी तरलता प्रकट होती है;
- एक उपकरण जो तारों को संपर्क पेंच के नीचे से फैलने से बचाता है;
- भागों की गैल्वेनिक कोटिंग।
इन आवश्यकताओं को एल्यूमीनियम कंडक्टरों को जोड़ने के लिए विशेष रूप से डिज़ाइन किए गए क्लैंप द्वारा पूरा किया जाता है। स्प्रिंग क्लैंप वॉशर पर निरंतर दबाव सुनिश्चित करता है
जुड़े हुए तार, और स्टॉप तार को संपर्क क्लैंप के नीचे से निचोड़ने से रोकता है। कुछ डिज़ाइनों में, स्प्रिंग वॉशर और फैलाव को सीमित करने वाले स्टॉप को एकल स्टार वॉशर के रूप में बनाया जाता है। क्लैंप को सभी भागों के साथ जोड़ना आवश्यक है, क्योंकि उनमें से किसी की अनुपस्थिति निश्चित रूप से खराब संपर्क को जन्म देगी।
चावल। 30. एल्यूमीनियम तारों को जोड़ने के लिए क्लैंप:
1 - स्क्रू; 2 - स्प्रिंग वॉशर; 3 - वॉशर या संपर्क क्लैंप का आधार; 4 - करंट ले जाने वाला कंडक्टर; 5 - एल्यूमीनियम कंडक्टर के फैलाव को सीमित करना बंद करें
स्क्रू क्लैम्पिंग के लिए एल्यूमीनियम कंडक्टरों की समाप्ति एक रिंग के रूप में की जाती है, तांबे के कंडक्टरों के लिए - एक रिंग और एक रॉड के रूप में।
10 मिमी 2 तक के क्रॉस सेक्शन वाले एल्यूमीनियम कंडक्टरों को जोड़ने का क्रम:
1) रिंग बनाने के लिए पर्याप्त लंबाई तक कोर के अंत से इन्सुलेशन हटा दें। चाकू को तार की सतह पर 10-15 डिग्री के कोण पर निर्देशित किया जाता है ताकि, इन्सुलेशन को काटकर, यह कोर की सतह के साथ फिसल जाए। आप चाकू को तार के लंबवत नहीं पकड़ सकते, जैसा कि इस मामले में है
आप कोर को काट और तोड़ सकते हैं। 4 मिमी 2 तक के क्रॉस सेक्शन वाले तारों से इन्सुलेशन हटाने के लिए, विशेष केएसआई सरौता का उपयोग किया जाता है;
2) कोर को धात्विक चमक के लिए सैंडपेपर या ग्लास पेपर से साफ किया जाता है और क्वार्ट्ज-वैसलीन पेस्ट की एक पतली परत के साथ चिकनाई की जाती है;
3) कोर के तैयार सिरे को गोल नाक सरौता के साथ एक अंगूठी में मोड़ दिया जाता है। तारों को दक्षिणावर्त मोड़ना चाहिए, यानी पेंच के घूमने की दिशा में। रिंग का भीतरी व्यास संपर्क पेंच के व्यास से थोड़ा बड़ा होना चाहिए;
4) तार को संपर्क टर्मिनल प्लेट पर एक पेंच के साथ जकड़ दिया जाता है, इसे कटे हुए छेद में पेंच कर दिया जाता है या नट के साथ कस दिया जाता है।
1-2.5 मिमी2 के क्रॉस सेक्शन वाले लचीले तांबे के कंडक्टरों को एक रिंग के रूप में समाप्त किया जाता है जिसके बाद निम्नलिखित क्रम में आधा होता है। तार से लगभग 25-30 मिमी इन्सुलेशन हटा दिया जाता है, तारों को धात्विक चमक के लिए सैंडपेपर से रेत दिया जाता है, तारों को एक रॉड में घुमा दिया जाता है, एक रिंग में मोड़ दिया जाता है, रिंग को रोसिन या अल्कोहल में इसके घोल से ढक दिया जाता है, फिर 1-2 सेकंड के लिए पिघले हुए पीओएस-40 सोल्डर में डुबोया गया। ठंडा होने के बाद, तार को रिंग में इंसुलेट किया जाता है।
कुछ प्रकारों में 1.0-2.5 मिमी2 के क्रॉस-सेक्शन के साथ फंसे तांबे का करंट ले जाने वाला कोर

कनेक्शन को POS-40 सोल्डर के साथ एक रॉड के रूप में समाप्त किया जाता है।
10 ए तक प्लग सॉकेट और 4 ए और उससे ऊपर के स्विच के संपर्क टर्मिनल 1 से 2.5 मिमी2 तक के क्रॉस-सेक्शन के साथ तांबे और एल्यूमीनियम तारों के कनेक्शन की अनुमति देते हैं, और इसके लिए
1 ए स्विच - 0.5 से 1 मिमी2 के क्रॉस सेक्शन वाले केवल तांबे के तार। क्लैंप में एल्यूमीनियम तारों का कनेक्शन किसके साथ किया जाना चाहिए
एक अंगूठी के रूप में समाप्त, तांबा - एक अंगूठी और एक छड़ी के रूप में। संपर्क में रखने से पहले, एल्यूमीनियम तार की अंगूठी को क्वार्ट्ज वैसलीन या जिंक वैसलीन पेस्ट से साफ और चिकना किया जाता है। 10 ए तक के प्लग सॉकेट में एक संपर्क हो सकता है
4 मिमी2 तक के क्रॉस-सेक्शन वाले दो से अधिक तांबे या एल्यूमीनियम तारों को न जोड़ें। एल्यूमीनियम या तांबे के विद्युत तारों के तारों को तांबे के तारों से जोड़ना
प्रकाश फिटिंग एक विशेष क्लैंपिंग ब्लॉक का उपयोग करके की जाती है। तारों को उन प्लेटों के बीच जकड़ा जाता है जिनमें क्लैंपिंग स्क्रू के लिए खांचे और थ्रेडेड छेद होते हैं। स्क्रू को स्प्रिंग-लोडेड स्प्लिट वॉशर के साथ फिट किया जाना चाहिए।
चावल। 31. तारों का समापन.

चावल। 32. जीएओ स्लीव्स के साथ एल्यूमीनियम तारों की क्रिम्पिंग:
ए - एक तरफा क्रिम्पिंग; बी - दो तरफा क्रिम्पिंग ल्यूमिनेयरों में, गरमागरम लैंप के लिए सॉकेट में रिंग के नीचे संपर्क क्लैंप होते हैं, और
तांबे के तारों के सीधे सिरों को जोड़ने के लिए प्लग-इन प्रकार भी। तारों को कनेक्ट करते समय, आपको यह याद रखना चाहिए कि कार्ट्रिज का केंद्रीय संपर्क चरण तार से जुड़ा है, और बेस स्लीव से जुड़ा संपर्क तटस्थ तार से जुड़ा है।
क्रिम्पिंग द्वारा एल्यूमीनियम और तांबे के तारों और केबलों को जोड़ने और समाप्त करने की विधि व्यापक हो गई है, जो विश्वसनीय विद्युत संपर्क और आवश्यक यांत्रिक शक्ति प्रदान करती है, और प्रदर्शन करने में भी सरल है। क्रिम्पिंग को हाथ की सरौता, यांत्रिक और हाइड्रोलिक प्रेस के साथ बदली जाने योग्य डाई और पंच का उपयोग करके किया जाता है। स्लीव्स का उपयोग तारों और केबलों के कोर को जोड़ने के लिए किया जाता है, और लग्स का उपयोग समाप्ति के लिए किया जाता है।
स्लीव्स को जोड़ने और केबल लग्स के साथ समाप्त करने में एल्यूमीनियम कंडक्टरों को समेटने की तकनीकी प्रक्रिया:
1) तारों और केबलों के वर्तमान-वाहक कंडक्टरों के क्रॉस-सेक्शन के आधार पर, कनेक्टिंग स्लीव्स और केबल लग्स के प्रकार और आयामों का चयन करें। क्रॉस-सेक्शन के साथ कोर को समेटने के लिए
2.5 से 10 मिमी2 तक, जीएओ प्रकार के कनेक्टिंग एल्यूमीनियम आस्तीन का उपयोग किया जाता है; अनुभागों के लिए
10 मिमी2 से अधिक - कनेक्टिंग स्लीव्स प्रकार GA। कोर और केबलों का समापन टीए प्रकार के ट्यूबलर एल्यूमीनियम लग्स या टीएएम प्रकार के तांबे-एल्यूमीनियम लग्स का उपयोग करके किया जाता है;
2) कनेक्टिंग स्लीव्स और टिप के मानक आकार के अनुसार डाई और पंच का चयन करें;
3) आस्तीन और सिरों में फ़ैक्टरी स्नेहक की उपस्थिति की जाँच करें। यदि कोई चिकनाई नहीं है, तो आस्तीन और युक्तियों को धातु "ब्रश" से साफ किया जाता है और एक सुरक्षात्मक के साथ चिकनाई की जाती है
क्वार्ट्ज वैसलीन या जिंक वैसलीन पेस्ट;
4) कोर के सिरों से इन्सुलेशन हटा दें: समाप्त करते समय - टिप के ट्यूबलर भाग की लंबाई के बराबर लंबाई पर, कनेक्ट करते समय - आस्तीन के आधे के बराबर लंबाई पर;
5) करंट ले जाने वाले तारों के सिरों को सैंडपेपर या कॉर्डोलेंट ब्रश से धात्विक चमक तक साफ करें, गैसोलीन में भिगोए कपड़े से पोंछें और तुरंत क्वार्ट्ज-वैसलीन पेस्ट से ढक दें;
6) तैयार और संपीड़ित कंडक्टरों पर एक टिप या आस्तीन लगाएं। समाप्त करते समय, कंडक्टर को टिप में तब तक डाला जाता है जब तक कि वह बंद न हो जाए; कनेक्ट करते समय, ताकि कनेक्टेड कंडक्टरों के सिरे आस्तीन के बीच में एक दूसरे को स्पर्श करें;
7) टिप या आस्तीन के ट्यूबलर भाग को मैट्रिक्स में स्थापित करें और इसे दबाएं;
8) आस्तीन के तेज किनारों को संसाधित करने के बाद, कनेक्शन को अलग कर दिया जाता है।
एल्यूमीनियम कोर पर तांबे की नोक को दबाने की अनुमति नहीं है, क्योंकि तांबे और एल्यूमीनियम के बीच रैखिक थर्मल विस्तार के गुणांक में बड़े अंतर के कारण कनेक्शन नाजुक होगा।
तांबे के कोर और केबल को समेटने की प्रक्रिया:
मल्टी- और सिंगल-वायर तारों से 20-25 मिमी की लंबाई तक इन्सुलेशन हटा दें, जुड़े हुए तारों को एक साथ घुमाए बिना, समानांतर में बिछाएं। फिर उन्हें 0.2 मिमी मोटी और 18-20 मिमी चौड़ी तांबे या पीतल की पन्नी की दो परतों में लपेटा जाता है और प्रेस प्लायर्स के साथ जंक्शन पर दबाया जाता है।
4 मिमी2 या अधिक के क्रॉस-सेक्शन वाले सिंगल और मल्टी-वायर कंडक्टरों की क्रिम्पिंग टाइप टी के कॉपर ट्यूबलर लग्स में या टाइप जीएम के कनेक्टिंग कॉपर स्लीव्स में की जाती है। क्वार्ट्ज वैसलीन और जिंक वैसलीन पेस्ट लगाने के अपवाद के साथ, सभी ऑपरेशन एल्यूमीनियम तारों और केबलों के समान क्रम में किए जाते हैं।
हथौड़े और छेनी का उपयोग करके क्रिम्पिंग करना निषिद्ध है।
सोल्डरिंग और वेल्डिंग का उपयोग उन मामलों में तारों को जोड़ने और शाखा करने के लिए किया जाता है जहां अन्य सभी का उपयोग नहीं किया जा सकता है - क्रिम्पिंग, स्क्रू क्लैंप और वेल्डिंग। टांका लगाने की आवश्यकताएं समान हैं: इसे विश्वसनीय विद्युत संपर्क और आवश्यक ताकत सुनिश्चित करनी चाहिए।
उच्च-गुणवत्ता वाली सोल्डरिंग प्राप्त करने के लिए, सबसे पहले, सही सोल्डर का चयन करना आवश्यक है, और दूसरी बात, कनेक्ट होने वाली संपर्क सतहों की ऑक्साइड फिल्म को हटाना आवश्यक है। तांबे के कंडक्टरों को जोड़ते समय, सोल्डरिंग से पहले ऑक्साइड फिल्म को हटा दिया जाता है; एल्यूमीनियम कंडक्टरों को जोड़ते समय, सोल्डरिंग प्रक्रिया के दौरान ऑक्साइड फिल्म को हटा दिया जाता है।
टांका लगाने से अच्छा विद्युत संपर्क बनता है, लेकिन यह कनेक्शन नाजुक होता है, इसलिए टांका लगाने से पहले तारों को मोड़ना चाहिए।
1.0-10 मिमी2 के क्रॉस-सेक्शन वाले तांबे के कंडक्टरों की सोल्डरिंग सोल्डरिंग आयरन से की जाती है। सोल्डरिंग के लिए पीओएस ब्रांड के सॉफ्ट टिन-लीड सोल्डर का उपयोग किया जाता है।
तांबे के तारों को टांका लगाते समय, सतहों को सैंडपेपर या फ़ाइल से रेत कर ऑक्साइड को हटा दिया जाता है। रोसिन या अल्कोहल में इसका घोल (भागों का अनुपात 1:1), साथ ही सोल्डर वसा का उपयोग फ्लक्स के रूप में किया जाता है।
सोल्डरिंग क्षेत्र का ताप तापमान सोल्डर और फ्लक्स के पिघलने के तापमान से 30-50 डिग्री सेल्सियस अधिक होना चाहिए। कम तापमान तथाकथित कोल्ड सोल्डरिंग का उत्पादन करता है, जिसमें कम यांत्रिक शक्ति होती है और अविश्वसनीय विद्युत उत्पन्न होती है
इन्सुलेशन को नुकसान से बचाने के लिए, इन्सुलेशन कट से पहले 2-3 मिमी लंबे कोर के एक हिस्से को टिन नहीं किया जाता है।
टांका लगाने की प्रक्रिया के दौरान, जुड़े हुए कोर की सतह से ऑक्साइड फिल्म को यंत्रवत् (पिघले हुए सोल्डर की एक परत के नीचे) या रासायनिक रूप से (विशेष फ्लक्स का उपयोग करके) हटा दिया जाता है। एक निश्चित तापमान पर वे ऑक्साइड फिल्म को नष्ट कर देते हैं। यह एल्यूमीनियम कंडक्टरों की सोल्डरिंग और वेल्डिंग की ख़ासियत है।
सोल्डरिंग के पूरा होने पर, फ्लक्स अवशेषों को सावधानीपूर्वक हटाया जाना चाहिए, क्योंकि वे संपर्क के विनाश का कारण बन सकते हैं।
संभावित जंग के कारण आर्द्र हवा की स्थिति में एल्यूमीनियम कंडक्टरों के सोल्डरिंग कनेक्शन की अनुशंसा नहीं की जाती है। टांका लगाने वाले क्षेत्रों को सुरक्षात्मक आवरणों द्वारा नमी से बचाया जाता है।
2.5-10 मिमी2 के क्रॉस-सेक्शन वाले एकल-तार कंडक्टरों की सोल्डरिंग सोल्डर ए के साथ सोल्डरिंग आयरन का उपयोग करके, या अन्य सोल्डर (टीएसओ-12, टीएसए-15) के साथ गैसोलीन ब्लोटोरच का उपयोग करके की जा सकती है। सोल्डर ए संक्षारण प्रतिरोधी है और सोल्डरिंग और टिनिंग कोर के लिए सुविधाजनक है। जब किसी तार को सोल्डर स्टिक से रगड़ा जाता है तो एल्यूमीनियम ऑक्साइड फिल्म यांत्रिक रूप से नष्ट हो जाती है, इसलिए सोल्डरिंग करते समय फ्लक्स की आवश्यकता नहीं होती है।
6 मिमी2 (चित्र 33) तक के क्रॉस-सेक्शन वाले तांबे के कंडक्टरों का कनेक्शन और ब्रांचिंग सोल्डर ट्विस्टिंग द्वारा किया जाता है। सोल्डरिंग के बाद ट्विस्टिंग पीआर, पीवी, पीआरवीडी के सिंगल-वायर कॉपर और मल्टी-वायर तारों को जोड़ने और ब्रांच करने की एक विधि है।
रोलर्स और इंसुलेटर पर खुली विद्युत तारों में 1.5×6 मिमी2 के क्रॉस-सेक्शन के साथ पीआरडी। कनेक्शन और ब्रांचिंग की इस पद्धति का उपयोग फ्लैट तारों पीपीवी और अन्य से बने विद्युत तारों में भी किया जाता है, जब शाखा बक्से में संपर्क क्लैंप के साथ लाइनर नहीं होते हैं, साथ ही कुछ अन्य मामलों में भी। उदाहरण के लिए, कनेक्ट करते समय
तांबे के तारों के साथ 4?6 मिमी2 के क्रॉस-सेक्शन के साथ एक ओवरहेड लाइन से तांबे के तार की शाखा
2.5 मिमी2 के क्रॉस सेक्शन के साथ इनपुट।
घुमाकर तारों को जोड़ने की विधि निष्पादन में सरल है, लेकिन इसके लिए कनेक्शन के बाद के सोल्डरिंग की आवश्यकता होती है, क्योंकि उच्च गुणवत्ता वाले घुमाव में भी अन्य कनेक्शन विधियों की तुलना में कई गुना अधिक क्षणिक संपर्क प्रतिरोध होता है - क्रिम्पिंग, सोल्डरिंग, वेल्डिंग, बोल्ट या स्क्रू सम्बन्ध।

चावल। 33. पीवी, पीआर, पीआरडी, पीआरवीडी ब्रांडों के तांबे के तारों का कनेक्शन और शाखा
मुड़ने पर, तारों में कुछ संपर्क बिंदु होते हैं और जब कनेक्शन के माध्यम से करंट प्रवाहित होता है, तो संपर्क ज़्यादा गरम हो सकता है, जो कभी-कभी आग का कारण बनता है। इस कारण से, सोल्डरिंग के बिना मुड़े हुए कनेक्शन की अनुमति नहीं है।
तांबे के तारों को जोड़ने और ब्रांच करने की तकनीक इस प्रकार है। तार के 2 टुकड़ों को जोड़ने के लिए, आपको करंट ले जाने वाले कोर के तारों को कसकर मोड़ना होगा ताकि वे खुल न जाएं और तारों को पार न करें। बाएँ तार का सिरा दाएँ तार के चारों ओर 8-10 चक्कर लगाता है, और दाएँ तार का सिरा बाएँ तार के चारों ओर 8-10 चक्कर लगाता है, लेकिन एक अलग दिशा में। मुड़े हुए कनेक्शन कनेक्टिंग तारों के व्यास से कम से कम 10-15 गुना होने चाहिए। कनेक्शन को सरौता से दबाया जाता है और POS-30 या POS-40 सोल्डर से टांका लगाया जाता है। तार के असुरक्षित इन्सुलेशन के अनिवार्य कैप्चर के साथ कनेक्शन की पूरी लंबाई के साथ सोल्डर ट्विस्ट को इंसुलेट किया जाता है। दो मुड़े हुए तारों के बीच का कनेक्शन क्रमबद्ध तरीके से किया जाता है।
2.5-10 मिमी2 के क्रॉस-सेक्शन के साथ सिंगल-वायर एल्यूमीनियम कंडक्टरों को टांका लगाने पर, कनेक्शन और शाखा एक खांचे के साथ डबल ट्विस्ट के रूप में बनाई जाती है (छवि 34)। कंडक्टरों से इन्सुलेशन हटा दिया जाता है, सैंडपेपर या कॉर्ड टेप से धातु की चमक तक साफ किया जाता है, और जहां कंडक्टर छूते हैं वहां एक नाली बनाने के लिए डबल ट्विस्ट के साथ ओवरलैप किया जाता है।

चावल। 34. सिंगल-वायर एल्यूमीनियम तारों को डबल सोल्डरिंग द्वारा जोड़ना
खांचे के साथ मुड़ा हुआ
जब तक सोल्डर पिघलना शुरू न हो जाए तब तक कनेक्शन को ब्लोटोरच या सोल्डरिंग आयरन से गर्म किया जाता है। सोल्डर स्टिक ए को एक तरफ से जोर से रगड़ा जाता है। घर्षण के परिणामस्वरूप, ऑक्साइड फिल्म फट जाती है और खांचे को टिन किया जाने लगता है और सोल्डर से भरना शुरू हो जाता है। कंडक्टरों को उसी तरह से टिन किया जाता है और दूसरी तरफ नाली को सोल्डर से भर दिया जाता है। साथ ही, बाहरी सतहों और स्थानों जहां कोर मुड़ते हैं, को टिन किया जाता है। ठंडा होने के बाद जोड़ को इंसुलेट किया जाता है।
वेल्डिंग का उपयोग तारों के करंट ले जाने वाले कंडक्टरों को समाप्त करने और जोड़ने के लिए किया जाता है
सभी अनुभागों के केबल और तांबे के कंडक्टर वाले एल्यूमीनियम कंडक्टरों के लिए कंडक्टर क्रॉस सेक्शन 10 मिमी 2 से अधिक नहीं है। इस जुड़ने की विधि में विशेष फ्लक्स, वेल्डिंग मशीन और अन्य विशेष उपकरणों के उपयोग की आवश्यकता होती है।