वुडवर्किंग पाठ्यक्रम। बढ़ईगीरी बुनियादी पाठ्यक्रम
सप्ताह के अंत
- सामग्री में शामिल हैं: लकड़ी के बोर्ड के 3 मीटर (पसंद की चौड़ाई 200,250,300) और 7 मीटर रैखिक बोर्ड + उपभोग्य वस्तुएं। छोटे उत्पाद आकार:ढाल से - W0.5 x V0.6 x D0.3 तक;बोर्ड से - एक साधारण कुर्सी का आकार।
- पास की संभावना: नहीं
- प्रारूप: गहन शनि, सूर्य + शनि, सूर्य = 2 सप्ताहांत = 54 एक। घंटे + 46 शैक्षणिक घंटे कार्यदिवसों पर मुफ्त कार्यक्रम
- अध्ययन अवधि: अनुसूची के अनुसार 4 दिन (54 शैक्षणिक घंटे)। पाठ्यक्रम के अंत में, पाठ्यक्रम को स्वतः पूर्ण माना जाता है।
- प्रशिक्षण का समय: शनि और सूर्य 9.30 से 19.30 . तक
काम करने के दिन
- सामग्री शामिल: सप्ताहांत के समान
- पास की संभावना: हाँ, शिक्षक के साथ सहमति में
- प्रारूप: कार्यदिवसों पर मुफ्त व्यक्तिगत कार्यक्रम = 100 एसी.एच.
- अध्ययन अवधि: पहले पाठ के दिन से मुख्य भाग (54 शैक्षणिक घंटे) पर 1.5 महीने तक। इस अवधि के बाद, पाठ्यक्रम को स्वतः पूर्ण माना जाता है।
- प्रशिक्षण का समय: कार्यदिवसों पर 12.00 से 20-30 . तक निःशुल्क कार्यक्रम के अनुसार
कार्यदिवस और सप्ताहांत कार्यक्रम के बारे में अधिक जानें
|
स्थान: |
सप्ताह के अंत |
काम करने के दिन (फ्री शेड्यूल) |
बोनस घंटे - स्वतंत्र कार्य - 46 एसी। घंटे (केवल कार्यदिवस)** |
| अनिवार्य भाग - 54 ए.सी. घंटे | |||
| कोर्स पूरा करने की तारीख* | 4 दिन: लगातार 2 सप्ताहांत |
न्यूनतम आपकी यात्राओं की आवृत्ति पर निर्भर करता है। (यदि वांछित है, तो इसे 1-2 सप्ताह में पूरा किया जा सकता है), अधिकतम - शुरुआत से 1.5 महीने के भीतर! |
पाठ्यक्रम के मुख्य भाग के पूरा होने के तुरंत बाद 2 सप्ताह के भीतर सख्ती से! |
|
शनि, सूर्य + शनि, सूर्य 09.30 से 19.30 तक |
|||
| मॉस्को, एम। प्रीब्राज़ेन्स्काया स्क्वायर |
सोम, बुध, गुरु; चुनने के लिए केवल एक शिफ्ट: 12-00 से 16-00 तक या 16-30 से 20-30 . तक |
सोम, बुध, शुक्र; चुनने के लिए केवल एक शिफ्ट: 12-00 से 16-00 तक या 16-30 से 20-30 . तक |
|
| पीटर्सबर्ग, एम। बाल्टिस्काया |
बुध-शुक्र; 12-00 से 20-30 . तक |
बुध-शुक्र; चुनने के लिए केवल एक शिफ्ट: 12-00 से 16-00 तक या 17-00 से 20-30 . तक |
|
| व्लादिमीर क्षेत्र, उपनगरीय |
लगातार 4 दिन व्यक्तिगत रूप से या समूह में। 9-00 से 19-00 . तक |
लगातार 4 दिन। 9.00 से 19.00 . तक |
कोर्स के तुरंत बाद शिविर में 2 दिन का स्वतंत्र कार्य |
* इस अवधि के अंत में, पाठ्यक्रम स्वतः पूर्ण माना जाता है!
** प्रबंधक के माध्यम से नियुक्ति करके बोनस घंटे पर कक्षाएं सख्ती से शुरू की जा सकती हैं।
सामग्री और उपभोग्य वस्तुएं ( गोंद, सैंडपेपर, स्क्रू, डॉवेल, पेंट, आदि)बोनस घंटे के उत्पाद के लिए कीमत में शामिल नहीं हैं और छात्र द्वारा अलग से खरीदे जाते हैं (हमसे या किसी भी स्टोर में)!
ध्यान! पाठ्यक्रम प्रतिभागी को चाहिए:
- बिना शर्त सुरक्षा सावधानियों का पालन करें (पाठ्यक्रम में सुरक्षा पर विस्तृत निर्देश और प्रासंगिक दस्तावेजों पर हस्ताक्षर शामिल हैं)
- शिक्षकों के निर्देशों का पालन करें
- उपकरण का ख्याल रखना (टूटा हुआ - एक नया लाओ!)
पाठ्यक्रम के पूरा होने के दिन अपने उत्पादों (सामग्री, चीजें, आदि) को उठाएं
(चरम मामलों में, प्रतिभागी मास्टर के साथ समझौते में पाठ्यक्रम पूरा होने के बाद 7-14 दिनों के बाद निर्मित उत्पादों को उठा सकता है, जिसमें नाम, फोन नंबर और पाठ्यक्रम की तारीख का संकेत दिया जाता है)। फिर उत्पादों को स्क्रैप में भेज दिया जाता है, या प्रतिभागी सदस्यता के लिए भुगतान करता है)
अपनी सीटें पहले से बुक करें! अक्सर बुनियादी बढ़ईगीरी पाठ्यक्रम शुरू होने से 1-2 सप्ताह पहले ही कोई स्थान नहीं होता है।
सफल वृक्षारोपण के नियम
1. अपना समय लें
क्षतिग्रस्त भागों को बचाने की कोशिश में अपना समय और तंत्रिका बर्बाद न करें यदि वे आवश्यकता से छोटे हैं, या यदि आपके उपकरण हमें अपने कार्यों को दोहराने की अनुमति नहीं देते हैं। आप उन सामग्रियों की सूची का ध्यानपूर्वक अध्ययन करके समस्याओं से बच सकते हैं जिनके लिए भत्ते के साथ रिक्त स्थान काटे जाते हैं। यदि आप परियोजना में अन्य फिटिंग का उपयोग करना चाहते हैं, तो उत्पाद के डिजाइन में बदलाव करने के लिए तैयार रहें। किसी भी मामले में, यदि आप अनुशंसित फिटिंग का उपयोग करने या उन्हें अपनी पसंद के अनुसार बदलने की योजना बनाते हैं, तो परियोजना पर काम शुरू करने से पहले उन्हें खरीद लें।
2. सामग्री तैयार करें
यदि आपको सीधे और सपाट भागों की आवश्यकता है (उदाहरण के लिए, एक फ्रेम या ढाल के लिए), सभी बोर्डों को एक तरफ काट लें, और फिर उन्हें एक मोटाई के माध्यम से पास करें। प्लानर बोर्ड के एक चेहरे को संरेखित और समतल करता है, और प्लानर पर प्रसंस्करण के बाद, विपरीत चेहरा पहले के समानांतर हो जाता है और संरेखित भी हो जाता है। भागों को बनाने और इकट्ठा करने से पहले, मोटाई सेटिंग्स को बदले बिना मोटाई के लिए सभी वर्कपीस को कैलिब्रेट करें।
3. एक बनावट पैटर्न चुनें
शुरुआती आमतौर पर बनावट पैटर्न की परवाह नहीं करते हैं और सभी बोर्डों को समान मूल्य के मानते हैं, लेकिन विशेषज्ञ प्रत्येक बोर्ड के गुणों को बेहतर ढंग से सामने ला सकते हैं। आकर्षक बॉक्स ढक्कन या दरवाजे के पैनल के लिए दिलचस्प पैटर्न वाले बोर्ड चुनें। पैनल रिक्त स्थान और फ़्रेम भागों के लिए अलग-अलग स्ट्रेट-लेयर बोर्ड सेट करें। ढाल को चिपकाने से पहले, भूखंडों का सबसे अच्छा संयोजन चुनने में कुछ समय बिताएं, जिसमें पड़ोसी भागों का पैटर्न मेल खाता है, और जोड़ कम ध्यान देने योग्य हो जाते हैं।

4. चौड़ाई में एक छोटा भत्ता छोड़ दें
जब बोर्डों को अलग-अलग हिस्सों में लंबाई में देखा जाता है, तो चौड़ाई में लगभग 1 मिमी का भत्ता छोड़ दें। चौड़ाई को उसकी अंतिम चौड़ाई तक लाने के लिए, आरी के निशान हटाने के लिए प्लेनर पर एक या दो लाइट पास बनाएं।

प्लाईवुड या अन्य शीट सामग्री के पैनल डालने के लिए सीम या स्लॉट काटने से पहले, अंतिम रेत के टुकड़ों की मोटाई की दोबारा जांच करें और ऑफकट्स पर परीक्षण कटौती करें। फ़ैक्टरी लेबल और टिकटों पर बहुत अधिक भरोसा न करें - सामग्री की वास्तविक मोटाई घोषित एक से भिन्न हो सकती है।

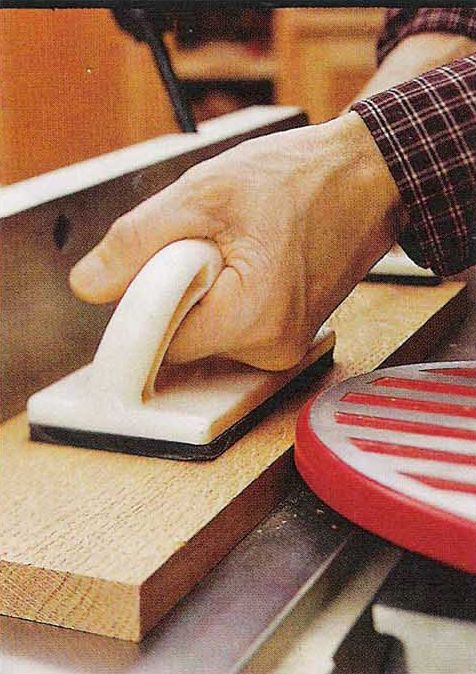
6. स्टॉप से शुरू करें
अधिकांश परियोजनाओं में, समान लंबाई के दो या अधिक भाग या समान लंबाई के एकाधिक भाग बनाने की आवश्यकता होती है। सटीक मिलान प्राप्त करना सुनिश्चित करने के लिए, सरलतम स्टॉप का उपयोग करें। कई मामलों में, यह एक आरा मशीन, मैटर आरा या राउटर टेबल के समानांतर या कोणीय स्टॉप पर एक क्लैंप के साथ एक बार या बोर्ड के एक टुकड़े को जकड़ने के लिए पर्याप्त है, जैसा कि फोटो में दिखाया गया है।

उत्पाद की असेंबली के अंत तक अलग-अलग हिस्सों की पीसने और टिनिंग को स्थगित न करें। उदाहरण के लिए, दरवाजे की असेंबली के साथ आगे बढ़ने से पहले फ्रेम के अंदरूनी किनारों और पैनल के प्रोफाइल हिस्से को पहले से रेत करना बेहतर होता है। यदि आप उत्पाद को रंगने जा रहे हैं, तो पैनल के बाद में सूखने पर अप्रकाशित धारियों की उपस्थिति को रोकने के लिए असेंबली से पहले पैनल पर दाग लगा दें।

8. सूखी विधानसभा की जाँच करें
जब एक जटिल असेंबली प्रक्रिया के बीच में, दो टुकड़े एक साथ फिट नहीं होते हैं, तो कठिन निराशा से बचें। प्रत्येक कनेक्शन के बनने के तुरंत बाद उसकी जाँच करें। फिर पूरे उत्पाद को इकट्ठा करें, केवल क्लैंप के साथ भागों को ठीक करें। यदि यह असुविधाजनक है, तो सूखे को इकट्ठा करें और फिर अलग-अलग विधानसभाओं को गोंद दें और उन्हें अंतिम विधानसभा के लिए फिट करने के लिए फिट करें।
यदि आप और सभी जोड़ों को निचोड़ा हुआ गोंद के साथ दाग दिया गया है, तो आप बहुत अधिक गोंद लगा रहे हैं। गोंद की एक पतली परत के साथ प्रत्येक कनेक्शन के कुछ हिस्सों में से केवल एक को लुब्रिकेट करें। गोंद की इष्टतम मात्रा को लागू करते समय, इसे क्लैंप के साथ संपीड़न के बाद छोटी बूंदों या पतले रोलर के रूप में जोड़ से थोड़ा निचोड़ा जाता है। लगभग आधे घंटे के बाद, जब गोंद सूखने लगे, रबरयुक्त हो जाए, तो पेंट खुरचनी से अतिरिक्त हटा दें। उत्पाद की सतह पर चिपकने से बचने के लिए खुरचनी को अक्सर कागज़ के तौलिये से साफ करें।

10. धैर्य रखें
+20 डिग्री सेल्सियस के तापमान पर, बढ़ई के गोंद से चिपके एक जोड़ को एक क्लैंप्ड अवस्था में एक घंटे के एक्सपोजर की आवश्यकता होती है और अधिकतम बंधन शक्ति प्राप्त करने के लिए एक और दिन की आवश्यकता होती है। लेकिन अगर आप ठंडे गैरेज में काम कर रहे हैं, तो आपको प्रत्येक 10° से नीचे +20°C के लिए क्लैम्प्स में होल्डिंग समय को दोगुना करना चाहिए। यद्यपि आधुनिक गोंद +5 डिग्री सेल्सियस के तापमान पर काम कर सकता है, लकड़ी का तापमान हवा के तापमान से अधिक महत्वपूर्ण है। यदि बोर्ड पूरी रात ठंड में पड़े रहे हैं, तो उनसे हीटर का उपयोग करके इष्टतम तापमान तक जल्दी गर्म होने की अपेक्षा न करें।

1. मूड मायने रखता है
यदि आप थके हुए हैं, बुरे मूड में हैं, या यदि आपके विचार अन्य चीजों में व्यस्त हैं तो कार्यशाला में प्रवेश न करें। सबसे अच्छा, आपकी बढ़ईगीरी की सफलता प्रभावशाली नहीं होगी, और कम से कम, यह चोट में समाप्त हो सकती है।
2. आंख, कान और फेफड़ों को सुरक्षा की जरूरत है
मशीनरी और बिजली उपकरणों का संचालन करते समय हमेशा कम से कम 22dB की शोर में कमी रेटिंग (NKK) के साथ आंख और कान की सुरक्षा पहनें। डस्ट मास्क कुछ नहीं से बेहतर है, लेकिन N95 रेटेड रेस्पिरेटर पसंद किया जाता है। पेंटिंग उपकरण के साथ काम करते समय, श्वासयंत्र को N95 या N99 रेट किया जाना चाहिए।
3. दूसरों की मदद लें
अधिकांश बढ़ई अपने अनुभव साझा करने और सलाह देने को तैयार हैं। एक साथी बढ़ई या सिर्फ एक पड़ोसी के साथ बात करने में कुछ मिनट बिताए, और एक जटिल प्रक्रिया सरल और सुखद हो जाएगी। आप ऑनलाइन फोरम समुदाय से भी मदद मांग सकते हैं।
4. रेस्टॉक
वर्कशॉप में मास्किंग टेप, दो तरफा टेप, हाथ की सफाई करने वाला पेस्ट, मैग्नीफाइंग ग्लास के साथ चिमटी, एक प्राथमिक चिकित्सा किट और एक अग्निशामक सहित आवश्यक वस्तुओं की पर्याप्त आपूर्ति हमेशा रखें।
5. ज्यादा संगठित न हों
अपनी आवश्यकताओं के अनुरूप अपनी खुद की अलमारियाँ, अलमारियां और ट्रे खरीदें या बनाएं। जब सब कुछ क्रम में होगा, काम विवादास्पद और आनंददायक होगा, और आप उपकरण और आपूर्ति की तलाश में कम समय व्यतीत करेंगे।
6. अतिरिक्त
अगली परियोजना के लिए घातक को देखते समय, कुछ अतिरिक्त बनाएं और उपकरण की जांच और ट्यून करने के लिए उनका उपयोग करें। बचे हुए स्क्रैप का उपयोग दाग और अन्य फिनिश का परीक्षण करने के लिए किया जा सकता है ताकि यह सटीक अंदाजा लगाया जा सके कि वे तैयार उत्पाद पर कैसे दिखेंगे।
7. हर पैसा मत बचाओ
मितव्ययिता एक अच्छी आदत है, लेकिन आपको तर्क की सीमा को पार नहीं करना चाहिए। लकड़ी एक अक्षय प्राकृतिक संसाधन है, और यदि आप गलती से किसी टुकड़े को बर्बाद कर देते हैं, तो आप एक नया चमक खरीद सकते हैं। 5-10 मिनट में सैंडपेपर खराब हो जाता है। गोंद का एक सीमित शैल्फ जीवन होता है (आमतौर पर एक लक्ष्य या दो)। पेंट और वार्निश के डिब्बे, जिनकी सतह पर एक घनी परत बन गई है, को त्याग दिया जाना चाहिए।
संबंधित लेख: 8. एक खराब कार्यक्षेत्र को सहने के लिए जीवन बहुत छोटा है
चाहे आप एक पूर्व-निर्मित कार्यक्षेत्र खरीद रहे हों या अपना खुद का बना रहे हों, सुनिश्चित करें कि यह काफी मजबूत है, एक सपाट काम की सतह है, और कम से कम एक भारी शुल्क है।
9. उत्तम परिणामों की अपेक्षा न करें।
एक भी दोष के बिना एक परियोजना बनाने की इच्छा "आपको परेशान कर सकती है", क्योंकि ऐसा करना लगभग असंभव है। इसलिए उन गलतियों के बारे में ज्यादा चिंता न करें जो आप अनिवार्य रूप से करेंगे। इसके बजाय, उन्हें खत्म करना सीखें और भविष्य में उनकी घटना को रोकें।
10. तैयारी के लिए समय निकालें
कभी-कभी यह एक या दो घंटे खर्च करने लायक होता है, जो एक ऑपरेशन को करने के लिए एक विशेष उपकरण तैयार करता है जिसमें पांच सेकंड लगते हैं। डिवाइस प्रदर्शन किए गए कार्यों की सुरक्षा, सटीकता और दोहराव प्रदान करते हैं।
11. सामग्री की बर्बादी की तुलना में उत्पाद की उपस्थिति अधिक महत्वपूर्ण है
सामग्री का तर्कसंगत उपयोग करने के लिए बोर्डों और चादरों पर चाक के साथ काटे जाने वाले वर्कपीस की स्थिति को चिह्नित करें। हालांकि, कभी-कभी इस तरह से कटौती करना बेहतर होता है जैसे कि दोषपूर्ण क्षेत्रों को खत्म करना और एक शानदार बनावट पैटर्न या रंग से लाभ उठाना। लकड़ी खरीदते समय, कचरे के रूप में 10-20% खोने की योजना बनाएं।
12. चिपकने वाला + चिकनी सतह = मजबूत बंधन
एक बार की आम राय को भूल जाइए कि अच्छी ग्लूइंग के लिए खुरदरापन जरूरी है। चिकनी सतहें खुरदरी सतहों की तुलना में बेहतर तरीके से आपस में चिपकती हैं। भागों की संभोग सतहों को एक दूसरे के खिलाफ चिकनी और तंग बनाने के लिए समय निकालें। याद रखें कि गोंद जली हुई सतहों का पालन नहीं करता है, इसलिए उनसे बचें।
13. चिपिंग से कैसे बचें - चिप्स से निपटने में दो आसान उपाय मदद करेंगे
चिप्स वर्कपीस को अपूरणीय क्षति पहुंचा सकते हैं। उनकी घटना को रोकने के लिए, उपयुक्त एड्स का उपयोग करके वर्कपीस को रिवर्स साइड से सपोर्ट करें। अपने सर्कुलर आरी, बैंड आरा, मैटर आरा (नीचे देखा गया टेस्ट मैटर), ड्रिल प्रेस के लिए अपने स्वयं के स्प्लिंटर गार्ड खरीदें या बनाएं। वर्कपीस के पिछले किनारे पर छिलने से रोकने के लिए लकड़ी के एक टुकड़े को कोने के स्टॉप पर संलग्न करें। मिलिंग करते समय, उपयुक्त कट का उपयोग करके वर्कपीस से कटर के निकास बिंदु का भी समर्थन करें।
विभिन्न आरा ब्लेड कोणों और मशीन सेटिंग्स, जैसे बेवलिंग और ग्रूविंग के लिए विशेष एंटी-स्प्लिंटर लाइनर बनाएं।
14. रफ बोर्ड को कैसे प्रोसेस करें - सही प्रक्रिया
यहां बताया गया है कि सही आकार पाने के लिए अनियोजित सामग्री को कैसे संसाधित किया जाए।
- अंत की दरारों से छुटकारा पाने के लिए, रिक्त स्थान को कम से कम 6 मिमी की लंबाई के साथ काटें।
- एक प्लानर पर एक चेहरा समतल करें।
- एक मोटाई पर, दूसरे चेहरे को पहले के समानांतर बनाएं और वर्कपीस को अंतिम मोटाई में काट लें, दोनों तरफ से समान मात्रा में सामग्री को हटा दें।
- प्लानर पर एक किनारे पर काम करें, जिससे यह चेहरे पर लंबवत हो।
- वर्कपीस को एक गोलाकार आरी पर अंतिम चौड़ाई तक देखना।
- वर्कपीस को अंतिम लंबाई तक काटें।
15. कुछ भी सटीक मार्कअप की जगह नहीं लेता
न तो गोंद और न ही पोटीन कमजोर कनेक्शन को बचाने में मदद करेगा। इसलिए, उच्च गुणवत्ता वाले अंकन उपकरण प्राप्त करें - एक संयुक्त वर्ग, एक स्टील शासक, एक अंकन चाकू और एक मोटाई - और सीखें कि उनके साथ कैसे काम करना है।
16. योजनाकारों पर कृत्रिम सामग्री न काटें
मिश्रित सामग्री, जैसे प्लाईवुड, चिपबोर्ड और एमडीएफ, उनकी उच्च चिपकने वाली सामग्री के कारण, लकड़ी की तुलना में सुस्त प्लानर और मोटाई वाले चाकू बहुत तेज होते हैं।
17. टेम्प्लेट तेज़ और सटीक परिणामों की गारंटी देते हैं
जब आपको कटआउट या घुमावदार आकृति के साथ कई समान भागों को बनाने की आवश्यकता होती है, तो आप काम को गति दे सकते हैं और उन्हें एक बैग में देखकर सटीकता प्राप्त कर सकते हैं और उन्हें एक मिलिंग टेबल पर एक टेम्पलेट के अनुसार संसाधित कर सकते हैं।

दो तरफा टेप के साथ कई रिक्त स्थान को जकड़ें। रॉड स्टॉप पैकेज को पैसेज की शुरुआत में रखने में मदद करेगा।
18. पहले विधानसभा, फिर गोंद
चिपकने वाला लगाने से पहले हमेशा सूखी इकट्ठा करें। चिपकने वाला लगाने के बाद आप खराब फिट जोड़ों या अनियमितताओं को नहीं ढूंढना चाहते हैं।
19. प्री-सैंडिंग भुगतान करता है।
असेंबली से पहले, जितना संभव हो उतने भागों को सैंड करना समाप्त करें, विशेष रूप से उनकी आंतरिक सतहों को, जो असेंबली के बाद एक्सेस करना मुश्किल होगा।
20. क्लैंप के बारे में पसंद न करें
हम में से अधिकांश को शायद ही सस्ती, समय-परीक्षणित पाइप क्लैंप की तुलना में अधिक परिष्कृत कुछ भी चाहिए। 30 लंबे क्लैंप के सेट पर स्टॉक करें; 60; 90 और 120 सेमी, प्रत्येक आकार के चार टुकड़े। लंबी क्लैंप प्राप्त करने के लिए, उन्हें कपलिंग के साथ एक दूसरे से कनेक्ट करें या पाइप के लंबे टुकड़े खरीदें और बस उनके बीच क्लैंप को पुनर्व्यवस्थित करें। उसमें 15 और 30 सेमी लंबाई में कुछ आसान "वन-हैंडेड" क्लैम्प्स (जैसे क्विक-ग्रिप) जोड़ें। अन्य क्लैम्प्स को केवल आवश्यकतानुसार ही खरीदें।
21. हार्डवेयर स्थापित करें, फिर निकालें और पुनः स्थापित करें
एक दाग या स्पष्ट कोट लगाने से पहले, उत्पाद को इकट्ठा करें और यह सुनिश्चित करने के लिए धातु के हिस्सों को स्थापित करें कि सब कुछ ठीक उसी तरह काम करता है जैसा उसे करना चाहिए। फिर सभी हार्डवेयर को हटा दें, फ़िनिश लागू करें और हार्डवेयर को फिर से स्थापित करें। यह सुनिश्चित करता है कि कोटिंग धातु के हिस्सों को छोड़कर, उत्पाद की सभी सतहों पर लागू होती है।
22. "लगभग समकोण" कोण का अर्थ वर्ग नहीं है
समकोण के साथ उत्पादों को असेंबल करते समय, पूर्ण वर्गता प्राप्त करना महत्वपूर्ण है, खासकर अगर इस आइटम में इनसेट दरवाजे या दराज हैं। इसलिए, माउंटिंग ब्रैकेट खरीदें या बनाएं जो एक साफ असेंबली सुनिश्चित करें। उनके बिना, आप बाकी प्रोजेक्ट के लिए बग्स को ठीक करने के लिए बर्बाद हैं।
23. लकड़ी के बारे में जानें और इसे कैसे देखा जाए
सबसे आम पेड़ प्रजातियों को जानें (विशेषकर वे जो आपके क्षेत्र के मूल निवासी हैं)। यह आपके "आंतरिक रडार" को महान सौदों की तलाश में सेट करने में मदद करेगा। आप स्थानीय चीरघरों और लकड़ी के डिपो में बिना कटे हुए बोर्ड खरीदकर पैसे बचा सकते हैं। सबसे पहले, काटने के तरीकों के बीच अंतर करना सीखें। रेडियल सॉ बोर्ड सबसे महंगे हैं, लेकिन साथ ही वे युद्ध के प्रतिरोधी हैं और कम से कम अपशिष्ट उत्पन्न करते हैं। दूसरी ओर, स्पर्शरेखा वाले सावन बोर्ड सस्ते होते हैं, लेकिन वे विकृत होते हैं और अधिक अपशिष्ट उत्पन्न करते हैं। मिश्रित आरा लकड़ी वर्णित दो प्रकारों के बीच मध्यवर्ती है।

रेडियल कट
स्पर्शरेखा काटने का कार्य
मिश्रित कट
24. लकड़ी आयाम बदलती है - इसे ध्यान में रखें!
हवा की नमी में मौसमी उतार-चढ़ाव के कारण लकड़ी सिकुड़ जाती है और सूजन आ जाती है। आकार में परिवर्तन मुख्य रूप से तंतुओं की दिशा में होता है, और केवल उनके साथ थोड़ा सा होता है। उत्पाद बनाते समय इसे ध्यान में रखें, अन्यथा पुर्जे फट जाएंगे, जोड़ टूट जाएंगे और चलने वाले हिस्से जाम हो जाएंगे। इन समस्याओं को काम पर जाने से पहले कुछ दिनों के लिए बैठने की अनुमति देकर सामग्री को आपकी कार्यशाला में नमी के अनुकूल होने की अनुमति देकर कम किया जा सकता है।

यहां तक कि जब लकड़ी में नमी की मात्रा एक स्थिर स्तर तक पहुंच जाती है, तो पर्यावरण के समान ही, मौसमी आर्द्रता में उतार-चढ़ाव के कारण पेड़ अभी भी अपने आयाम बदलता है।
25. "घन क्षमता" की अवधारणा का वास्तविक अर्थ जानें
हाइपरमार्केट के बाहर, लकड़ी के फ्लेल्स प्रति घन मीटर (1x1x1m मापने वाले घने ढेर के बराबर मात्रा की एक इकाई) सेट किए जाते हैं। माप निम्नानुसार किए जाते हैं: बोर्ड की मोटाई को चौड़ाई और लंबाई से गुणा किया जाता है, जिसे मीटर में व्यक्त किया जाता है। उदाहरण के लिए, एक बोर्ड 50x150x6000 मिमी का आयतन 0.05x0.15x6=0.045 मीटर 3 है। एक क्यूबिक मीटर (1: 0.045 = 22.2) में ऐसे 22 बोर्ड होंगे।
26. तेज का मतलब सुरक्षित
लकड़ी काटते समय सुस्त चाकू और छेनी को अधिक प्रयास की आवश्यकता होती है। बल बढ़ाने से यह अधिक संभावना है कि उपकरण फिसल जाएगा या आप इसका नियंत्रण खो देंगे, और इससे अक्सर चोट लग जाती है। इसलिए अपने हाथ के औजारों को नियमित रूप से तेज करें।
27. जानिए कब खर्च करना है और कब बचाना है
यदि आप दशकों से उनका उपयोग करने का इरादा रखते हैं तो उच्च-गुणवत्ता वाली मशीनें और उपकरण खरीदें (मिलिंग कटर, गोलाकार आरी और मोटाई वाली मशीनें)। उपकरण जो केवल कभी-कभी उपयोग किया जाता है (ऑसिलेटिंग और बेल्ट सैंडर्स, वायवीय स्टेपलर) महंगा नहीं होता है।
स्टील उपकरण जंग। जंग को हटाने और रोकने का तरीका जानें, खासकर यदि आप उच्च आर्द्रता वाले वातावरण में रहते हैं। घर के बने व्यंजनों को अलग रखें और एंपायर टॉप सेवर रस्ट रिमूवर और प्रोटेक्टर, बोशील्ड रस्ट-फ्री रस्ट रिमूवर, बोशील्ड टी-9 प्रोटेक्टर जैसे आजमाए हुए और सच्चे जंग से लड़ने वाले उत्पादों में से एक को आजमाएं।
29. मोटा होना बोर्डों को समतल नहीं करेगा।
थिकनेस मशीन बोर्ड के दो विमानों को समानांतर बनाती है, लेकिन यह बकलिंग या हेलिकल ट्विस्टिंग (पंखों) को खत्म करने में सक्षम नहीं है। सबसे पहले आपको बोर्ड के एक चेहरे को एक प्लानर पर संसाधित करने की आवश्यकता है, इसलिए आपके पास ये दोनों मशीनें होनी चाहिए। सस्ते अनियोजित बोर्डों के साथ काम करने की क्षमता के कारण बचत में लागत का भुगतान होगा।
30. हाथ के उपकरण कभी-कभी बिजली वाले की तुलना में तेजी से काम कर सकते हैं।
आइए केवल दो उदाहरण दें। एक छोटे से चम्फरिंग में आमतौर पर कटर स्थापित करने और राउटर स्थापित करने की तुलना में कम समय लगता है। एक अच्छा हैकसॉ आपको आरा मशीन की तुलना में अर्ध-अंधेरे में एक टेनन पर एक कगार काटने की अनुमति देगा।
31. धूल निष्कर्षण प्रणाली के लिए बेहतर फिल्टर के लिए अतिरिक्त लागत की आवश्यकता है
चिप ब्लोअर खरीदते समय, याद रखें कि निस्पंदन की डिग्री विकसित वायु प्रवाह (एल/मिनट) या इंजन शक्ति की तुलना में उतनी ही महत्वपूर्ण (यदि अधिक महत्वपूर्ण नहीं है) है। अधिकांश चिप ब्लोअर एक मानक 30 माइक्रोन फिल्टर के साथ आते हैं, जो आपके द्वारा सांस लेने वाली हवा में बहुत अधिक धूल डालता है। 5 माइक्रोन से अधिक की शुद्धि दर वाला फिल्टर खरीदें, और यदि संभव हो तो 1 या 2 माइक्रोन।
32. एक सेट में राउटर खरीदना लाभदायक है
यदि आप केवल एक राउटर का खर्च उठा सकते हैं, तो एक सेट के हिस्से के रूप में एक मध्यम शक्ति मॉडल (1300 से 1700 डब्ल्यू) चुनें जिसमें एक डुबकी आधार और एक निश्चित आधार शामिल है। राउटर टेबल में फिक्स्ड बेस स्थापित करें, और मैनुअल मिलिंग के लिए, इलेक्ट्रिक मोटर को प्लंज बेस पर ले जाएं।
33. सस्ते और उच्च गुणवत्ता वाले कटर दोनों के अपने उपयोग हैं।
कटर के बड़े सेट, जिसमें एक कटर की कीमत 1-2 डॉलर है, अगर आप उन्हें बार-बार इस्तेमाल करते हैं तो इसे खरीदना समझ में आता है। वे कटर जिनका आप लगातार उपयोग करते हैं (ज्यादातर राउंडिंग, कॉपीिंग, स्ट्रेट, हेलिकल, चम्फरिंग और रिबेट कटर) कंजूस होने के बिना अलग से खरीदना बेहतर होता है। वे क्लीनर काटते हैं, लंबे समय तक तेज रहते हैं और लंबे समय तक चलते हैं।
34. मशीन टूल्स को भी देखभाल की जरूरत है
उच्च सटीकता प्राप्त करने के लिए लगभग किसी भी नई मशीन को समायोजित करने की आवश्यकता होती है। नियमित रखरखाव के दौरान, समय-समय पर आपके द्वारा की गई सेटिंग्स की जांच करें (और यदि आवश्यक हो तो सही करें)। तो, एंगल स्टॉप के लिए स्लॉट और आरा मशीन के समानांतर स्टॉप को आरा ब्लेड के समानांतर सेट किया जाना चाहिए। यह काटने का कार्य की सटीकता और सुरक्षा सुनिश्चित करेगा।

आरा टेबल को ब्लेड के समानांतर सेट करने के लिए, डायल इंडिकेटर या संयोजन वर्ग का उपयोग करें। यदि डिस्क के आगे और पीछे के किनारों पर माप समान हैं, तो तालिका सही ढंग से सेट की गई है।
35. तैलीय सामग्री से आग लग सकती है
दाग या तेल-आधारित वार्निश में भिगोए गए लत्ता और ब्रश को एक कप में छोड़ दिया जाता है या नम होने पर फेंक दिया जाता है, तो आग लग सकती है। उन्हें अलग से लटकाएं और उनसे छुटकारा पाने से पहले सूखने दें।
36. संकोचन समस्याओं से बचने के लिए असेंबली से पहले पैनल खत्म करें
ठोस लकड़ी से बने अलमारियाँ के दरवाजे या साइड पैनलिंग को विधानसभा से पहले चित्रित और समाप्त किया जाना चाहिए। इस मामले में, पैनल के अपरिहार्य सुखाने के साथ, इसके अधूरे किनारों को उजागर नहीं किया जाएगा।
37. छिड़काव करते समय पीछे की दीवार को हटा दें
एक स्प्रे बंदूक से एक कोटिंग को पीछे की दीवार के साथ एक शरीर पर लागू करते समय, अतिरिक्त संरचना (ओवरस्प्रे) आपके चेहरे पर ठीक से उड़ जाएगी - एक अप्रिय संभावना। इसके बजाय, पिछली दीवार को हटा दें और इसे अलग से पेंट करें।
38. हैंड सैंडिंग आपको बेहतरीन लुक देगी।
बड़े होने के बावजूद, अंतिम चरण में अनुप्रस्थ खरोंच-जोखिम को खत्म करने के लिए तंतुओं के साथ दिशा में मैन्युअल रूप से पीसना आवश्यक है।
39. खत्म करने का सबसे अच्छा तरीका खोजें
सभी मौजूदा प्रकार के कोटिंग्स को लागू करने के लिए प्रौद्योगिकियों में महारत हासिल करना आवश्यक नहीं है। एक या दो फ़िनिश खोजें जो आपके लिए काम करें (जैसे, उन वस्तुओं के लिए एक तेल-आधारित फ़िनिश जो शायद ही कभी संभाली जाती हैं, और उन वस्तुओं के लिए पॉलीयुरेथेन जिन्हें बहुत अधिक सुरक्षा की आवश्यकता होती है) और उनके साथ काम करना सीखें।
40. अतिरिक्त पीसने से सिरों को काला होने से बचाने में मदद मिलेगी
चेहरे और किनारों से एक नंबर अधिक सैंडपेपर के साथ दृश्यमान छोर को रेत दें। इस मामले में, छोर कम दाग को अवशोषित करेंगे और पूरे उत्पाद के रंग से बेहतर मेल खाएंगे।
41 उत्पादों को दागने के लिए अतिरिक्त पॉलिशिंग की आवश्यकता होती है
नियोजित भागों को सैंड करते समय, 120 ग्रिट सैंडपेपर से शुरू करें, फिर 150 और 180 ग्रिट अपघर्षक पर जाएं। यदि आप तेल या स्पष्ट वार्निश लगाने जा रहे हैं, तो 180 नंबर की सैंडिंग के बाद रुकें। हालाँकि, यदि आप टुकड़े को टोनिंग कर रहे हैं, तो डाई लगाने के बाद दिखाई देने वाले छोटे खरोंचों को हटाने के लिए इसे 220 ग्रिट तक सैंडपेपर से रेत दें।
42. समय में काटने के उपकरण के निशान देखें
प्राकृतिक प्रकाश के तहत मुश्किल से दिखाई देने वाले, काटने के उपकरण (गड़गड़ाहट, लहर और एक मोटाई मशीन में प्रसंस्करण के बाद कदम) द्वारा छोड़े गए निशान आपके उत्पाद के सामने की तरफ दुबक सकते हैं, खत्म होने की प्रतीक्षा कर रहे हैं। उनकी पहचान करने के लिए, तिरछी रोशनी के तहत भागों का निरीक्षण करें, और यदि दोष पाए जाते हैं, तो उन्हें सैंडपेपर, एक प्लेनर या एक साइकिल से हटा दें।
कारीगरों के लिए पत्रिका से सामग्री के आधार पर "वुड मास्टर" (उत्कृष्ट संस्करण)
अभ्यास करें: बॉश जीसीएम 12 जीडीएल मैटर सॉ टेस्ट (विज्ञापन नहीं)
मैटर देखा, जिसका हमने ऊपर उल्लेख किया है, एक भाग को संसाधित करते समय छिलने के खिलाफ लड़ाई का उल्लेख करते हुए, परिचालन तैयारी और आरा ब्लेड कोणों के त्वरित पुन: समायोजन के कारण छोटे और बड़े दोनों प्रकार के काम करते समय सुविधाजनक और प्रभावी होता है। काटने की सटीकता और गुणवत्ता में कटौती यह सुनिश्चित करती है कि कार्य बिना समय और सामग्री को बर्बाद किए पहली बार पूरा किया जाए।
पैकेज में GCM 12 GDL प्रोफेशनल मैटर शामिल है, जिसमें खुद को माउंटेड आरा ब्लेड, बेड के रोटेशन के कोण को ठीक करने के लिए एक हैंडल, वर्कपीस को क्लैंप करने के लिए एक क्लैंप, एक डस्ट बैग और दो हेक्स कीज़ के साथ देखा गया है। यदि आपको एल्यूमीनियम भागों को काटने की आवश्यकता है, तो आपको अतिरिक्त रूप से विशेष आरा ब्लेड खरीदना चाहिए जिसमें एक ट्रेपोजॉइडल दांत तेज हो।
तैयारी
मंच को ज्यादा समय नहीं लगा। एक मजबूत रसोई की मेज का उपयोग कार्यक्षेत्र के रूप में किया जाता था। हमने चार M8 बोल्ट के साथ आरा को इसके कवर से सुरक्षित रूप से जोड़ा। अगला कदम एक हैंडल स्थापित करना है जो बिस्तर के रोटेशन के कोण को ठीक करता है। धूल इकट्ठा करने के लिए सक्शन पाइप पर एक विशेष बैग लगाया गया था। वर्कपीस को ठीक करने के लिए, स्क्रू बन्धन के साथ एक क्लैंप का उपयोग किया जाता है। यह अच्छा है कि डिजाइनरों ने बिस्तर के विस्तार के लिए प्रदान किया। यह उनकी चरम स्थिति के लिए धन्यवाद था कि वर्कपीस को सुरक्षित रूप से ठीक करना संभव था, हालांकि यह लंबा था।
हमने बाद के तत्वों के कनेक्शन कोणों की पहले से गणना की, और अब यह केवल उन्हें अंशांकन अंग पर सटीक रूप से सेट करने के लिए बना रहा। काम करने वाले बिस्तर को मोड़कर, हमने पहला कोना सेट किया और इसे ठीक किया।
ट्रस तत्व के वर्कपीस पर, कट की शुरुआत के निशान पहले से ही लगाए गए थे। वर्कपीस को बिस्तर पर रखा गया था और इसे पहले से तय किया गया था। उसके बाद, कार्यशील निकाय के स्थानिक आंदोलन के तंत्र को अनलॉक किया गया था। लॉकिंग लीवर को स्थानांतरित करके, आरा ब्लेड को वर्कपीस पर उतारा गया और, बाद के बन्धन को ढीला करके और इसे स्थानांतरित करते हुए, आरा दांतों को निशान के साथ जोड़ दिया। यह आरा को नेटवर्क से जोड़ने और स्टार्ट बटन को चालू करने के लिए बनी हुई है
प्रक्रिया की आसानी और कट की उच्च गुणवत्ता से मुझे पहली बार सुखद आश्चर्य हुआ। आरा तल को आगे बढ़ाने के लिए लगभग किसी प्रयास की आवश्यकता नहीं होती है। काम करने वाले उपकरण को स्थानांतरित करने के लिए लीवर तंत्र कॉम्पैक्ट है और वास्तव में उपयोग में आसान है। काटने का कोण बदलना त्वरित और आसान था। काटने के कोण में कोई बदलाव नहीं देखा गया था - राफ्टर्स की बाद की विधानसभा ने प्रत्येक तत्व के काटने के कोण के निष्पादन में उच्च सटीकता दिखाई, जिससे उनकी अंतिम विधानसभा के लिए समय काफी कम हो गया।
देखा नियंत्रण सचमुच हाथ में है: देखा ब्लेड कोण लॉक बाईं ओर बिस्तर के किनारे पर है, रोटेशन कोण लॉक दाईं ओर है, और यादृच्छिक आंदोलन लॉक बटन केंद्र में है।
एक डबल लेजर मार्कर सुविधाजनक है - रेखाएं कट की वास्तविक चौड़ाई दिखाती हैं, न कि इसके मध्य को। यह आपको अधिक सटीक रूप से काटने की अनुमति देता है, जो बहुत महत्वपूर्ण भी है। सामान्य तौर पर, इस उपकरण के साथ काम करना खुशी की बात है। आंदोलन आसान, चिकना है, बिना ठेला के, निश्चित भाग कठोर हैं, स्नातक पैमाने को पढ़ना आसान है, मानक ब्लेड बहुत सटीक रूप से कटता है। हालांकि, इंजन की आकस्मिक शुरुआत को रोकने के लिए एक बटन की अनुपस्थिति पर विशेष ध्यान देने की आवश्यकता होती है, विशेष रूप से नवीनता में महारत हासिल करने की प्रक्रिया में। यह भी ध्यान में रखा जाना चाहिए कि प्रक्रिया के अंत में अधिकतम काटने वाले कोणों पर, आरी का गतिमान भाग आर्म लॉक लीवर या क्लैंप पोस्ट को छू सकता है।
लकड़ी की गुणवत्ता की जांच कैसे करें और गुणवत्ता का चयन कैसे करें? कुछ टिप्स।
खरीदार प्रत्येक लॉग को इस तरह से काटते हैं कि उसमें से अधिकतम संख्या में बोर्ड या बीम प्राप्त होते हैं, जो गुणवत्ता में काफी भिन्न होते हैं।
अच्छी लकड़ी में गांठें कम होती हैं और जंग लगने की संभावना कम होती है।
अच्छे डेक बोर्डों में, लकड़ी के दाने आमतौर पर बोर्ड की सतह के समानांतर या सतह से 45° तक के कोण पर होते हैं (चित्र 2)। बोर्ड की सतह पर लकड़ी के तंतुओं की अनुप्रस्थ व्यवस्था के साथ लकड़ी निर्माण लकड़ी का एक निम्न ग्रेड है।
फर्श बनाते समय, बोर्ड को उस तरफ रखने की कोशिश करें जो पेड़ की छाल के करीब हो।
अन्यथा, युद्ध करते समय बोर्ड के किनारे उठ जाएंगे, और यह और भी अधिक पानी जमा कर देगा, जिससे लकड़ी सड़ जाएगी।
निर्माण लकड़ी ताजा या सूखी हो सकती है। विशेष ओवन में सुखाई गई लकड़ी ताज़ी लकड़ी की तुलना में बहुत अधिक महंगी होती है, और आपके द्वारा बनाई गई लकड़ी की संरचना अंततः सड़क पर अपने आप सूख जाएगी।
रिक्त स्थान चुनते समय, सुनिश्चित करें कि उनके पास अनुदैर्ध्य और अनुप्रस्थ दरारें, प्रदूषण और लकड़ी के विभाजन नहीं हैं।
ये दोष न केवल बोर्डों की भार-वहन क्षमता को कमजोर करते हैं, बल्कि उन्हें भद्दा भी बनाते हैं, और खतरनाक छींटे भी पैदा कर सकते हैं।
इसके अलावा, विकृत, विकृत या मुड़ी हुई लकड़ी खरीदने से बचने की कोशिश करें।

चावल। 2. लकड़ी के रिक्त स्थान और दोष: 1 - लकड़ी के रेशे बोर्ड के चेहरे के समानांतर होते हैं; 2-लकड़ी के फाइबर बोर्ड के चेहरे के कोण पर स्थित होते हैं; 3-लकड़ी के रेशे बोर्ड की सतह पर स्थित होते हैं; 4 - दरारें; 5 - लकड़ी का स्तरीकरण; 6 - वर्कपीस में विभाजन; 7 - बोर्ड का ताना-बाना; 8 - बोर्ड घुमा; 9.10 - विभिन्न अक्षों के सापेक्ष बोर्ड की वक्रता।कपड़ों को फोल्ड करने के लिए सुविधाजनक उपकरण ... ओवरहैंग्स को कैसे और कैसे सुरक्षित रखें ...
जैसा कि मेरे शिक्षक बचपन में कहा करते थे, आपको शुरुआत करने की जरूरत है
उपकरण, और अधिमानतः एक उपकरण बॉक्स और एक कार्यक्षेत्र से।
लकड़ी का काम: लकड़ी का उपयोग करके कुछ बनाने की प्रक्रिया।
अधिकांश मधुमक्खी पालक बढ़ई बन जाते हैं या उनकी सेवाओं का उपयोग करते हैं।
वुडवर्किंग का शिल्प कौशल सबसे प्राचीन और व्यापक प्रकार की मानवीय गतिविधियों में से एक है। प्राचीन काल से, जब कोई व्यक्ति लकड़ी के उपयोग की सभी संभावनाओं को सीखना शुरू कर रहा था, वह पहले से ही इस सामग्री के सभी रूपों और रूपों से जुड़ा हुआ था। मानव जाति की वृद्धि और विकास काष्ठकला की कला के विकास और लकड़ी के उपयोग के अवसरों के विकास की संभावना के साथ घनिष्ठ रूप से जुड़ा हुआ था।
पहले से ही समय की शुरुआत में, लकड़ी का उपयोग मुख्य रूप से आवास निर्माण, उपकरण, हथियार, बर्तन और जीवन के लिए आवश्यक अन्य वस्तुओं के निर्माण के लिए किया जाता था। मानव जाति के विकास के साथ, लकड़ी का उपयोग विलासिता की वस्तुओं और सजावट के लिए किया जाने लगा। राफ्ट और सभी प्रकार के जहाजों का निर्माण शुरू हुआ। इससे नई भूमि के विकास में बहुत तेजी आई।
लकड़ी के गुणों के बारे में कौशल और ज्ञान की वृद्धि के साथ, यह सामग्री लगभग हर जगह मानव गतिविधि के सभी क्षेत्रों में उपयोग की जाने वाली मुख्य सामग्रियों में से एक बन गई है। लकड़ी के साथ काम करने में प्रतिभा दिखाने वाले सम्मानित कारीगर और कारीगर बन गए। उनके हितों को एकजुट करने और उनकी रक्षा करने के लिए, जुड़ने वालों और बढ़ई की कार्यशालाएँ और गिल्ड बनाए गए। अर्जित कौशल और ज्ञान को संरक्षित करने के लिए, उन्होंने छात्रों और प्रशिक्षुओं को प्रशिक्षण के लिए भर्ती करना शुरू किया। अनुभव और कौशल पीढ़ी दर पीढ़ी हस्तांतरित होने लगे।
वुडवर्किंग के उस्तादों के बीच, उनके विशेषज्ञ बाहर खड़े होने लगे, प्रत्येक के पास अपने स्वयं के उपकरण, प्रोजेक्ट और वुडवर्किंग के रहस्य थे। यहां उनमें से कुछ दिए गए हैं:
व्हील मास्टर - लकड़ी के पहियों और तीलियों के निर्माण के लिए बढ़ई।
बोंदर एक शिल्पकार है जो बैरल, टब और अन्य इकट्ठे बर्तन बनाता है।
वुड कार्वर लगभग एक कलाकार होता है जो छेनी से लकड़ी के टुकड़े से एक उत्कृष्ट कृति बना सकता है।

लकड़ी का टर्नर - एक खराद और कटर, बस मास्टर को गोल और सममित उत्पाद बनाने की आवश्यकता होती है, जैसे कि कुर्सियों और तालिकाओं के लिए पैर, कैंडलस्टिक्स, बेलस्टर, लकड़ी के बर्तन।
बढ़ई लकड़ी का काम करने वाला होता है। उसे पेड़ के बारे में सब कुछ पता होना चाहिए और वह सब कुछ बनाने में सक्षम होना चाहिए जो एक व्यक्ति को उससे जीने के लिए चाहिए।
कैबिनेटमेकर - महंगा फर्नीचर मुख्य रूप से महोगनी का बना होता था, इसलिए फर्नीचर बनाने वालों को कैबिनेटमेकर कहा जाने लगा।
शिपबिल्डर - पहले सभी जहाज लकड़ी के बने होते थे, लेकिन अब भी इस पेशे की जरूरत है - कभी-कभी लकड़ी से नावें, नावें और नौकाएँ बनाई जाती हैं।
लकड़ी की छत फर्श - विभिन्न प्रकार की लकड़ी के रंगों और बनावट को मिलाकर, लकड़ी के फर्श को स्टैक्ड लकड़ी की छत से बनाता है।
काम करने के लिए, एक बढ़ई को एक बोर्ड की आवश्यकता होती है, आप इसे खरीद सकते हैं या इसे स्वयं काट सकते हैं।
आप घर के बने चीरघरों से इस तरह काट सकते हैं
या अधिक पेशेवर रूप से आधुनिक चीरघर के साथ
हमारे समय में, इनमें से कुछ पेशे दुर्लभ हो गए हैं, लेकिन वे कभी भी पूरी तरह से गायब नहीं हो सकते। हालांकि स्टील, प्लास्टिक, कंक्रीट और अन्य सामग्रियों ने बड़े पैमाने पर लकड़ी की जगह ले ली है, एक व्यक्ति कभी भी एक पेड़ से पूरी तरह से अलग नहीं होगा। लकड़ी के उत्पाद हमेशा हमारे लिए जीवंत, गर्म और अधिक आकर्षक लगते हैं। कोई भी प्लास्टिक की मूर्ति को संग्रहालय में नहीं रखेगा, लेकिन लकड़ी की मूर्ति कला के रूप में स्वतंत्र रूप से मौजूद है।
लकड़ी का उपयोग हमारे जीवन के कई क्षेत्रों में किया जाता है, जिसमें आवासीय और औद्योगिक निर्माण, फर्नीचर निर्माण शामिल हैं। कई मायनों में लकड़ी के उत्पादों का उपयोग न केवल व्यावहारिक विचारों के कारण होता है, बल्कि मुख्य रूप से हमारे समाज की खुशी, उपस्थिति, परंपराओं और हमारे घर की सुंदरता में गर्व के कारण होता है।
कई लोगों के लिए, आज भी लकड़ी से काम करना आजीविका प्रदान करता है। लेकिन अधिक से अधिक लोग अपनी छुट्टियों के दौरान विभिन्न प्रकार के लकड़ी के काम में लगे हुए हैं, यह उन्हें खुशी और आनंद लाता है, यह आत्मा के लिए आराम, उनका उपयोगी शौक बन जाता है।
ऐशे ही!!!

यह भी लकड़ी से बना है
इसके अलावा, हमारे समय में, उपकरण, प्रौद्योगिकियां और उपकरण विकास के एक नए स्तर पर पहुंच गए हैं, और अधिक परिष्कृत हो गए हैं। एक नौसिखिया जॉइनर या बढ़ई अपने व्यवसाय के लिए उपकरणों और जुड़नार के विशाल चयन से चकित हो जाएगा।
एक अनुभवी बढ़ई मानता है कि उसकी शिल्प कौशल कई वर्षों के अनुभव और लंबे प्रशिक्षण का परिणाम है। एक सुंदर बक्सा, नक्काशी से सजी मेज, सुंदर घर बनाने के लिए ज्ञान और अनुभव की आवश्यकता होती है।
हालांकि, यह नहीं जानना कि एक परियोजना कहां से शुरू की जाए, किस पर ध्यान केंद्रित किया जाए, कई लोगों को हतोत्साहित करता है शुरुआती बढ़ई
और बढ़ई, वे जल्दी से रुचि खो देते हैं और इस व्यवसाय को छोड़ देते हैं, यह विश्वास करते हुए कि यह उनके लिए नहीं है। दूसरी ओर, एक ऐसी परियोजना शुरू करना जो एक ऐसे उपकरण के साथ बहुत जटिल है जो काफी उपयुक्त नहीं है, नौसिखिया मास्टर उसी निष्कर्ष पर आता है - यह उसका व्यवसाय नहीं है और किसी अन्य प्रकार की गतिविधि के लिए छोड़ देता है।
सौभाग्य से, एक अनुभवी काष्ठकार की युक्तियाँ और तरकीबें आकांक्षी बढ़ई को उसके प्रयासों में मदद करेंगी। वुडवर्किंग का व्यापक ज्ञान प्राप्त करने के लिए, हमें कड़ी मेहनत करनी चाहिए, विशेषज्ञों से परामर्श करना चाहिए, उनसे लकड़ी के साथ काम करने की पेचीदगियों को सीखना चाहिए, उनके कई वर्षों के अनुभव से उपयोगी सब कुछ लेना चाहिए।
आप एक फिल्म देख सकते हैं कैसे एक दरवाजा बनाने के लिए
एक बोर्ड होगा, आप बढ़ईगीरी कर सकते हैं, लेकिन आपको इसे किसी तरह देखने की जरूरत है
मुख्य प्रकार के औजारों का उपयोग करते हुए, आपको मुख्य प्रकार के लकड़ी के काम से शुरू करने की आवश्यकता है। बहुत जटिल परियोजनाओं से शुरू न करें। सरल से जटिल तक - यह आपका नियम होना चाहिए। विभिन्न प्रकार की लकड़ी का मजबूत ज्ञान, मुख्य प्रकार के औजारों के साथ काम करने की क्षमता, सभी सुरक्षा नियमों का अनुपालन - यह सब आपको इस व्यवसाय में सफलता की ओर ले जाएगा।
मेरे ज्यादातर परिचित पहले बढ़ई थे, फिर उन्होंने छत्ता बनाना शुरू किया।
और मधुमक्खी पालन में संलग्न हैं।
आज हम बात करेंगे कि लकड़ी के साथ कैसे काम किया जाए। बेशक, हम एक लेख में लकड़ी के हिस्सों के प्रसंस्करण के लिए तकनीकों और विधियों के पूरे शस्त्रागार को कवर करने में सक्षम नहीं होंगे, इसलिए हम केवल उन युक्तियों को स्पर्श करेंगे जो बढ़ईगीरी कार्यशाला में आपके लिए उपयोगी होंगी।
(चित्र .1)। सबसे महत्वपूर्ण लकड़ी के ढांचे में, सिरों पर या कोण पर चिपके हुए हिस्सों को भी ताकत के लिए शिकंजा के साथ मजबूत किया जाता है। इन मामलों में कई नौसिखिए शिल्पकार, बिना किसी और हलचल के, बस विवरणों में छेद करते हैं और उनमें लंबे पेंच लगाते हैं। पेंच सिर बाहर रहता है।
लेकिन एक स्वाभिमानी मास्टर इस तरह की तकनीक का उपयोग करने की संभावना नहीं है - सिर उत्पाद की उपस्थिति को खराब कर देता है। हां, और इस संबंध का प्रभाव छोटा है। आमतौर पर अनुभवी बढ़ई इस तकनीक का इस्तेमाल करते हैं।
क्लैम्प के साथ ग्लूइंग के लिए तैयार किए गए भाग में, वे बोर्ड के एक टुकड़े को 75 ° के कोण पर साइड कट के साथ गोंद करते हैं। ड्रिलिंग सीमक को आवश्यक स्तर पर सेट किया जाता है (यदि वे एक ड्रिल के साथ काम नहीं करते हैं, लेकिन एक मशीन पर) और एक उथले अंधा छेद को स्क्रू हेड के आकार से मेल खाने वाली ड्रिल के साथ ड्रिल किया जाता है - परिणाम एक साफ "जेब" है " फिर ड्रिल को एक पतले (पेंच के व्यास के अनुसार) में बदलें और एक छेद के माध्यम से ड्रिल करें।

चिपके हुए हिस्से शिकंजा से जुड़े होते हैं, और भागों में छेद पोटीन से ढके होते हैं।
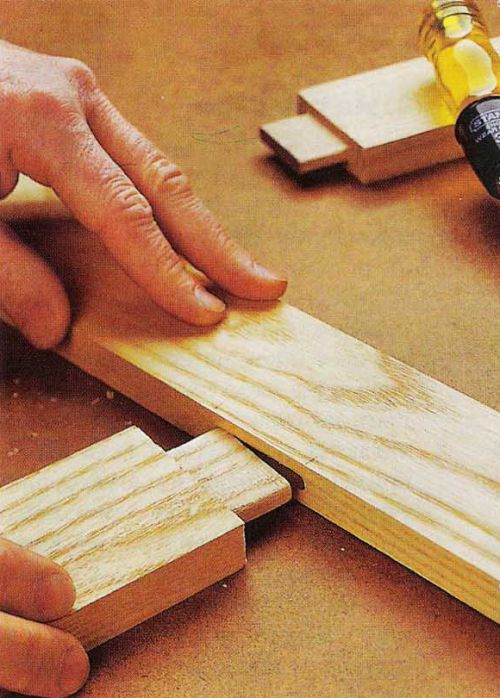
(रेखा चित्र नम्बर 2)। एक बोर्ड के लंबे हिस्से को एक कोण पर काटने के लिए एक स्थिर हाथ और एक सटीक आंख की आवश्यकता होती है। लेकिन कभी-कभी कैबिनेट निर्माताओं द्वारा उपयोग की जाने वाली एक छोटी सी चाल, इस ऑपरेशन में सभी को महारत हासिल करने में मदद करेगी।

बोर्ड की ऊपरी सतह पर संसाधित किया जा रहा है, कट लाइन के बगल में, 50x100 मिमी बार को क्लैंप के साथ मजबूत किया जाता है - एक हैकसॉ उस पर आराम करेगा। जब देखा जाता है, तो हैकसॉ को एक कोण पर रखा जाता है और सुनिश्चित करें कि दांत बिल्कुल मार्कअप के साथ जाते हैं। वांछित बेवल स्वचालित रूप से प्राप्त होता है (चित्र 2 देखें)।
(अंजीर। 3)। अनुभवी कारीगर इसे दो चरणों में ड्रिल करते हैं: पहले एक तरफ से बीच तक, फिर दूसरी तरफ से अंत तक। साफ हो जाओ और यहां तक कि छेद भी।

(अंजीर। 4)। ताकि बार, जिसका अंत एक कोण पर देखा जाता है, स्टॉप के साथ स्लाइड नहीं करता है, साधन संपन्न कारीगर सैंडपेपर को सहायक सतह पर गोंद करते हैं।

(अंजीर। 5)। यदि आपको आयताकार फ्रेम बनाना है, तो आलसी मत बनो और इस काम के लिए एक साधारण उपकरण बनाओ।

एक गोलाकार आरी पर गाइड के साथ प्लाईवुड शीट के बीच में, एक कट बनाएं (प्रसंस्कृत वर्कपीस की चौड़ाई के आधार पर) और, इससे 5 - 6 मिमी पीछे हटते हुए, समकोण पर चिपके हुए दो तख्तों को नेल करें, स्टॉप को ठीक करें ताकि प्रत्येक तख्ती कट लाइन से ठीक 45° के कोण पर हो। सहायक सतहों को सैंडपेपर से ढक दें ताकि पुर्जे फिसले नहीं और काम पर लग जाएं।
(अंजीर। 6)। आरी से 10 - 15 सेमी की मेज पर बना एक निशान आपको वर्कपीस को बड़ी सटीकता के साथ सेट करने और फिर काटने में मदद करेगा।

कटौती करने के लिए दो विकल्प(अंजीर। 7 और 20)। ये टिप्स अच्छे हैं यदि आपको कई समान भागों को तिरछे कट या कट के साथ बनाना है, जैसा कि बढ़ई उन्हें कहते हैं।
पहला उपकरण इस मायने में भी सुविधाजनक है कि यह आपको वांछित घास काटने को स्वचालित रूप से निर्धारित करने की अनुमति देता है। उदाहरण के लिए, आपको 25x300 मिमी की कटौती करने की आवश्यकता है। डिवाइस के पैरों को स्थापित करें ताकि उनके बीच की दूरी निशान के करीब 25 मिमी हो। अब फिक्स्चर के खिलाफ भाग को दबाएं जैसा कि चित्र में दिखाया गया है और इसे काट लें: 25 और 300 मिमी के किनारों के साथ एक बेवल प्राप्त करें।

दूसरी स्थिरता (चित्र। 20) मामले को बहुत सरल करती है जब आपको सभी पक्षों पर समान बेवल वाले भागों को बनाने की आवश्यकता होती है, उदाहरण के लिए, टेबल पैर।
चित्र दिखाता है कि इस स्थिरता में पैर कैसे काटे जाते हैं। भाग को पहले चरण पर स्थापित किया जाता है और एक तरफ काट दिया जाता है, जबकि दूसरे चरण पर विपरीत पक्ष को संसाधित किया जाता है।
पतली सामग्री को कैसे काटें और सीधा करें(अंजीर। 8 और 9)। यहां तक कि अनुभवी कारीगरों को कभी-कभी विशेष उपकरणों के बिना पतली सामग्री की एक बड़ी शीट को समान रूप से काटने में मुश्किल होती है। इसलिए, उनमें से कई, भाग्य को लुभाने के लिए, ऐसे मामलों में जोर बार का उपयोग नहीं करते हैं। वे सामग्री को क्लैंप के साथ स्टॉप पर संलग्न करते हैं और, इसे टेबल के किनारे के खिलाफ आराम करते हुए, शीट को काटते हैं।

लेकिन, यदि आपको विभिन्न आकारों की पतली सामग्री के ट्रिमिंग को संरेखित करने की आवश्यकता है, तो बढ़ई एक अन्य उपकरण का उपयोग करते हैं - एक गाइड और एक जोर वाला बोर्ड। उन्होंने तुरंत बोर्ड पर तीन या चार रिक्त स्थान रखे, उन्हें एक तरफ संरेखित किया और दूसरे को काट दिया, जिससे एक गोलाकार आरी के साथ तालिका में खांचे के साथ स्थिरता का नेतृत्व किया।
आप ड्रम पर भी हिस्सा फिट कर सकते हैं(अंजीर। 10)। गोलाकार सतह के लिए भागों को आमतौर पर अर्ध-गोलाकार फ़ाइल के साथ काटा जाता है। और अगर आप इसे पीसने वाले ड्रम पर करने की कोशिश करते हैं? हमें यकीन है कि यह तेज और बेहतर होगा।

(अंजीर। 11)। यह ज्ञात है कि जब सतहों को एक साथ कसकर दबाया जाता है तो वे बेहतर तरीके से बंधी होती हैं। लेकिन समकोण पर चिपके दो तख्तों को कैसे संपीड़ित करें? स्पाइक्स के साथ क्लिप हो सकते हैं। और इसे सरल तरीके से किया जा सकता है। आप इसे तस्वीर में देखें।

प्रिज्म को तख्तों से फिसलने से रोकने के लिए, उन्हें सैंडपेपर से गोंद दें या भागों पर क्लैंप के साथ फिक्स करके, उन पर गोंद की एक बूंद गिराएं।
(अंजीर। 12)। छेनी और हथौड़े से एक ही विवरण में चौड़े मैनहोल बनाए जा सकते हैं। लेकिन अगर आपके पास गोलाकार आरी है, तो ऐसे काम के लिए इसका इस्तेमाल करें।

प्लाईवुड या बोर्ड काटने से, "कदम" के साथ एक साधारण स्टॉप बनाएं। बोर्ड में "कदम" काटें ताकि उनमें से प्रत्येक की चौड़ाई आरी की चौड़ाई के बराबर हो। पहले और आखिरी "चरणों" के बीच की दूरी नाली की चौड़ाई है। प्रत्येक "चरण" पर वैकल्पिक रूप से वर्कपीस को स्थापित करना और कटौती करना, आपको एक समान आयताकार खांचा मिलेगा।
(अंजीर। 13)। लकड़ी के घेरे के किनारों को आमतौर पर मजबूती के लिए धातु के रिम से प्रबलित किया जाता है। रिम को सर्कल की कामकाजी सतह के ऊपर रखा जाता है, और ताकि यह बाहर न निकले, इसे रिकवर किया जाए, यानी सर्कल की परिधि के साथ पेड़ में एक उथले खांचे को खटखटाया जाता है, जो चौड़ाई के बराबर होता है रिम

इस ऑपरेशन के लिए, अक्सर काफी जटिल विशेष उपकरणों का उपयोग किया जाता है। लेकिन यह पता चला है कि आप डिस्क के किनारे के साथ एक ही कगार को बहुत आसान बना सकते हैं, उदाहरण के लिए, सीधे एक गोलाकार आरी पर (चित्र देखें)। काम को तेजी से आगे बढ़ाने के लिए, हम स्टॉप पर सर्कल को संसाधित करने की सलाह देते हैं।
(अंजीर। 14)। यदि आप जोर देने के लिए त्रिकोणीय कटआउट वाले बोर्ड का उपयोग करते हैं तो लकड़ी के डिस्क को ड्रिल करना बहुत आसान होगा। इसके अलावा, आपको इसे टेबल पर रखने की आवश्यकता है ताकि ड्रिल कटआउट कोण के द्विभाजक पर हो।

लिबास खराब न करने के लिए(अंजीर। 15)। विनियर के साथ समाप्त हुए बड़े पैनल को फिट करते समय, मास्टर सबसे पहले सोचता है: सबसे पहले, भाग की सतह को कैसे खराब न करें (विनियर को न काटें) और, दूसरी बात, कट को अधिक समान रूप से कैसे बनाया जाए। यदि हम चित्र में दिखाए गए तरीके को अपनाएं तो दोनों समस्याएं तुरंत गायब हो जाएंगी। जैसा कि आप देख सकते हैं, सब कुछ सरल है: नीचे से, बोर्ड का एक टुकड़ा क्लैंप के साथ टैबलेट से जुड़ा हुआ है - लिबास बरकरार है, और समान रूप से कटौती करना आसान है।

(अंजीर। 16)। यदि आप टैबलेट को अलग-अलग बोर्डों से चिपकाते हैं और पेड़ की कुछ विशेषताओं को ध्यान में नहीं रखते हैं, तो काम अपूरणीय रूप से खराब हो सकता है।
पहली आज्ञा: रिक्त स्थान को चिपकाते समय, बोर्डों को व्यवस्थित करें ताकि लकड़ी के तंतुओं की दिशा वैकल्पिक हो। दूसरा: एक के माध्यम से बारी-बारी से, दोनों तरफ क्लैम्प्स रखें।

(अंजीर। 17)। नुकीले आरी से चौड़े बोर्ड को देखना आसान है। लेकिन अगर आप बढ़ईगीरी में नए हैं तो एक तेज आरी भी आपकी मदद नहीं करेगी। इसलिए, सबसे पहले, जब तक हाथ मजबूत न हो जाए, एक स्टैंड का उपयोग करें - एक बार जब देखा जाए।

(अंजीर। 18)। परास्नातक जानते हैं कि यह कितना कठिन, थकाऊ काम है। लेकिन इसे सरल बनाया जा सकता है यदि आप एक ही गोलाकार आरी का उपयोग करते हैं। न्यूनतम जुड़नार: क्लैंप के साथ एक जोर और एक छोटा मापने वाला फ्रेम, और आप अपनी जरूरत के अवकाश बनाने के लिए एक सरल और सुविधाजनक उपकरण के मालिक हैं।

आंकड़ा दिखाता है कि कट की चौड़ाई उस कोण पर निर्भर करती है जिस पर आरी के संबंध में वर्कपीस सेट किया गया है। इस कोण को निर्धारित करने के लिए, एक विशेष मापने वाले फ्रेम का उपयोग किया जाता है।
(अंजीर। 19)। पतले समान भागों, उदाहरण के लिए, प्लाईवुड से, प्रत्येक भाग को अलग-अलग या एक साथ चिह्नित करते हुए, एक समय में एक को देखा जा सकता है: एक टेम्पलेट के अनुसार पैकेज में। अनुभव से पता चलता है कि दूसरी विधि बहुत अधिक सुविधाजनक है, खासकर जब आपको बड़ी सटीकता के साथ भागों को बनाने की आवश्यकता होती है।

टेम्प्लेट को रिक्त स्थान से खिसकने से रोकने के लिए, नीचे से पतले कीलों को उसमें डाला जाता है, फ्लिप-फ्लॉप को वायर कटर से काट दिया जाता है और छड़ को तेजी से तेज किया जाता है।