Duplicarver fa rajzokon. Házi készítésű másológép
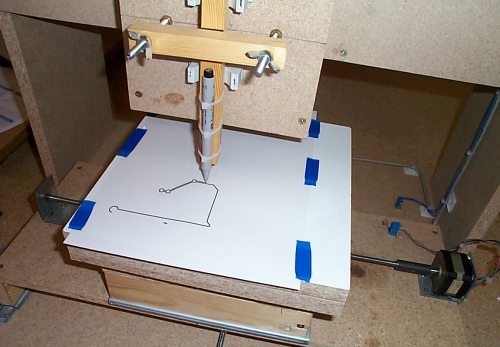
Az áramszedő olyan eszköz, amellyel nagy pontossággal és a kívánt léptékben lehet tervet vagy térképet, rajzot vagy rajzot stb. rajzolni (1. ábra).
Egy ilyen házi készítésű áramszedő számos szakma szakemberei számára érdekes - építészek, művészek, mérnökök, feltalálók, újítók.
Az áramszedő a paralelogramma-mechanizmus elvét alkalmazza, amely lehetővé teszi, hogy egy mereven rögzített véggel a mechanizmus két pontján pontosan ugyanazokat a mozgásokat hajtsák végre. A kiválasztott váll méretétől függően a kép léptéke eltérő lehet, és a kívánt irányba változhat. A skála fix, a megfelelő digitális jelöléssel ellátott jelek szerint van beállítva.
Hogyan készítsünk áramszedőt - csináld magad, házi készítésű áramszedő
Bárki elkészíthet saját kezűleg megfelelő minőségű áramszedőt, feltéve, hogy minden alkatrész pontos méretét betartják (2. ábra).
A házi készítésű áramszedő kialakítása, amelyre szeretnénk felhívni a figyelmet, négy vonalzó karból áll (három hosszú és egy rövid), amelyekbe meghatározott sorrendben lyukakat fúrnak a tengelyek rögzítéséhez. A vonalzók furataiba sárgaréz perselyeket helyeznek.
Az áramszedő szerkezet tengelyei különböző kialakításúak, a két központi tengely csap, sapkával. A ceruzát (másológépet) és a követőrúd rögzítésére szolgáló tengelyek úgy készülnek, mint egy eszköz, amellyel a ceruzát az iránytű lábába rögzítik. Követőrúdként célszerű műanyag hegyet használni. Az ilyen hegy nem rontja el az eredetit, és jó csúszó lágyságot biztosít. Egy tengely (extrém) egy sarokkal, amelyen az áramszedő szerkezet nyugszik, és végül egy tengely, amely a teljes mechanizmust az alapkiemelkedésen rögzíti.
Minden tengelyen van egy gyűrű alakú horony a felső részen, amely a huzalcsap-bilincs rögzítésére szolgál.
A főnök fém. Alulról három szúrás (gramofon tű) van beágyazva a főnökbe, így könnyen rögzíthető az alap a rajzlapon.
A vonalzók legjobban műanyagból készülnek, például plexiből (plexiből), 5 mm vastagságúak. A legfontosabb művelet a vonalzókban lévő lyukak jelölése, fúrása, ezért kiemelt figyelemmel kell kezelni. A nagy pontosság és a lyukak igazítása érdekében elegendő egy vonalzón megjelölni, az összes vonalzót egy zacskóba tenni, és a megjelölt vonalzóval egyszerre fúrni lyukakat az összes vonalzóba. Próbálja meg úgy kialakítani a lyukak átmérőjét, hogy a perselyek szorosan illeszkedjenek hozzájuk, enyhe interferenciával.
A perselyek sárgarézből vannak megmunkálva az ábrán megadott méretek szerint. 2. Tengelyek - acél. A tengelyek hossza egyenesen arányos a hüvely hosszával. Hajlítsa meg a huzalcsapokat-bilincseket 1,2-1,5 mm átmérőjű acélhuzalból.
Az alapfej 39 mm vastag alumínium blokkból készülhet. A kifúvó alsó részén szúrjunk három tűt a zsákfuratokba (a gramofonból lehetséges), hogy a hegyük 2-3 mm-t kilógjon.
Házi készítésű áramszedő alkatrészek specifikációja
| Cikkszám | a részlet neve | Mennyiség | Méretek mm-ben | ||
|---|---|---|---|---|---|
| Hossz | Szélesség | Vastagság | |||
| DE | Nagy vonalzó | 3 | 406 | 20 | 5 |
| B | Vonalzó kicsi | 1 | 220 | 20 | 5 |
| NÁL NÉL | Bázis (főnök) | 1 | 60 | 40 | 30 |
| G | persely | 12 | 8 | - | Ø8 |
| D | Tengelyrögzítés | 1 | - | - | - |
| E | Tengelytámasz sarokkal | 1 | - | - | - |
| ÉS | A fénymásoló tengelye (eredeti) | 2 | - | - | - |
| W | Tengely középső | 2 | - | - | - |
| És | hajtűcsipesz | 6 | - | - | 1,2-1,5 |
Amikor minden részlet készen áll, szerelje össze a mechanizmust. Az alkatrészek összeszerelésekor és felszerelésekor próbálja meg elérni a mechanizmus összes láncszemének könnyű mozgását, amihez a dörzsölő felületük enyhén kenhető.
A házi készítésű áramszedő saját kezű készítésének végső művelete a lyukak megjelölése a vonalzón, amely szerint könnyű lesz kiválasztani a másolat nagyításának (kicsinyítésének) mértékét.
Ügyeljen arra, hogy empirikusan ellenőrizze, hogy a jelölés megfelel-e a kapott méreteknek.
A modern világban gyakran válik szükségessé valami másolat létrehozása vagy reprodukálása és megismétlése. Erre a célra sok vállalkozás széles körben használ másoló-marógépeket, amelyek olyan termékek létrehozására szolgálnak, amelyek alakja leginkább megfelel az adott kezdeti mintának. Lehetővé teszik az alkatrészek nagy mennyiségben történő gyártását, miközben biztosítják az egyes elemek gyors feldolgozását és gyártását.
Az őrlési eljárás jellemzői
A marás az egyik elterjedt megmunkálási mód. Acélból, színesfémből, öntöttvasból és műanyagból készült munkadarabok formázott és egyszerű felületeinek marásával, nagyolásával, simításával és félsimításával történik. A marást magas termelékenység jellemzi, amely lehetővé teszi a végeredmény megfelelő geometriai alakú termékek előállítását.
A marást kétféleképpen lehet végrehajtani: felmarás (előtolás ellen), amikor az előtolás ellentétes a maró forgási irányával, és emelkedő marás (előtolással), amikor a maró és az előtolás forgásiránya egybeesik. . Modern forgácsoló anyagokkal (ásványi kerámia, szintetikus szuperkemény) felszerelt marókkal nagy keménységűre edzett anyagokat dolgozhat fel, ezzel helyettesítve a köszörülési eljárást.

A marógépeket karok, lécek, házak, burkolatok és konzolok felületeinek marására tervezték egyszerű konfigurációjú, összetett kontúrkonfigurációjú (pl. sablonok, bütykök), karosszériaelemek felületeinek marására. A marógépek két fő kategóriába sorolhatók: általános célú gépek és speciális gépek. Az első csoportba tartoznak a hosszanti marógépek, a konzolos, a konzol nélküli és a folyamatos marógépek. A második kategóriába tartoznak a menetmarógépek, a fogaskerekes marógépek, a spline marógépek, a kulcshornyos marógépek és a másolómaró gépek.
A másoló-marógép célja
A másoló-marógépek általában térfogati és síkbeli, valamint térfogati másolási munkák elvégzésére szolgálnak háromdimenziós modellekkel és a megfelelő fénymásolókkal, különböző alakú profilok, minták, díszek és feliratok gravírozására, valamint könnyű marásra. munka. Az ilyen egységek vitathatatlan előnye, hogy hihetetlenül összetett mintákat képes végrehajtani saját egyszerű eszközével.
A gépen acél, öntöttvas és színesfémek különféle marási munkái végezhetők nagy- és kisüzemi gyártásban gyors- és keményötvözet szerszámokkal. Az ilyen gépeken hajócsavarokat, turbóhajtóművek és gőzturbinák lapátjait, hidraulikus turbina járókerekeit, lyukasztó- és kovácsolószerszámokat, prés- és öntőformákat, különféle bütyköket, szerszámokat, öntőformákat, fémmodelleket és nyersdarabokat gyártanak.

Az ilyen berendezéseket lyukak fúrására is használják fogantyúkhoz, zárakhoz, reteszekhez, fém zsanérokhoz, valamint bármilyen méretű tükrök és csatornák kereteinek készítéséhez műanyag és alumínium profilokon, mint a másoló-marógépekről szóló videóban. Az univerzális gépeken az ilyen termékek feldolgozásának eljárása szinte lehetetlen.
A másoló-marógép ívelt részek marására szolgál olyan sablon szerint, amelyről a leendő termék alakját másolják. A sablonok használata lehetővé teszi az emberi tényező hatásának kizárását egy ilyen összetett művelet során, és ennek eredményeként minden kész alkatrész azonos alakú.
Több teljesen azonos termék gyártásához nem csak egyetlen sablont használhat, hanem az összes további alkatrészt is elkészítheti az első modelljének megfelelően. A legpontosabb ismétlés érdekében azonban ajánlatos a gépet egy áramszedőnek nevezett másoló berendezéssel kiegészíteni. Kialakítása eltérő, de a funkciója minden esetben ugyanaz - pontosabb a másolófej mozgását a profil mentén közvetíteni a vágóberendezés felé.
A másoló-marógép kialakítása
A másoló-marógépet a termékek profiljainak (síkmarás) vagy domborműveinek (térfogatmarás) feldolgozására tervezték keményfém vágószerszámmal - maróvágóval. A vágó a terméken reprodukálja a beállító eszköz - a másológép - kontúrját vagy felületét. A kézi másoló-maró gép mesterberendezése pneumatikus, mechanikus vagy hidraulikus összeköttetéssel rendelkezik egy nyomkövető rendszerrel, amely egyrészt a forgácsolószerszám irányáért felelős, másrészt az erősítőre hat, másrészt befolyásolja a vágószerszám irányát. a végrehajtó szerv.
Másolóként működhet egy lapos sablon, térmodell, referencia alkatrész, kontúrrajz, másolóként pedig szonda, másolóhenger vagy ujj, fotocella. A másolatminták készülhetnek fémből, műanyagból vagy fából. A munkadarab és a fénymásoló egy forgóasztalra van rögzítve.

A végrehajtó szerv lehet orsó, csavar, mágnesszelep, elektromágneses tengelykapcsoló, differenciálmű. A másoló-marógépek erősítő berendezéseiben elektromágneses, hidraulikus vagy elektrooptikai reléket használnak. A munkadarab felületi érdessége és a profil pontossága a követés mozgási sebességétől függ: 6-os érdesség és 0,02 mm-es profilpontosság érhető el. A működtető áramkört egy nagy teljesítményű hidraulikus henger és egy villanymotor hajtja meg.
Az előírt léptékű másolás egy speciális eszközzel, úgynevezett áramszedővel történik. Ha érdekli, hogyan készítsen másoló-marógépet otthon, akkor kiegészítheti ezzel az eszközzel. Az áramszedőnek van egy szerkezetileg vezető ujja, amely a tengelyen helyezkedik el, és a fénymásoló, a forgástengely és a szerszámorsó mentén mozog. Amikor az ujj másolója mentén mozog a munkadarabon, az orsó geometriailag hasonló alakot ír le. A másolás mértékét pedig az áramszedő karjainak arányai határozzák meg.
A másoló-maró gépek típusai
A hajtás típusa szerint a másoló-marógépek következő fő típusait különböztetjük meg: áramszedővel, amelyet 2 és 3 dimenziós működésre terveztek; univerzális készülékek áramszedővel, amely függőleges síkban forgatható hüvelyen van elhelyezve; egy- és többorsós egységek négyszögletes és kerek asztallal; mechanikus betáplálással, elektromos és hidrofikált, valamint fénymásolás.

Többféle hasonló maró- és másológép létezik, amelyek különböznek az automatizálás és a munkadarab rögzítésének szintjétől:
- Kézi vagy asztali másoló-marógép mechanikus profilbilincssel. Segítségével lehetőség van a különféle formájú lyukak sablon szerinti fúrására, de a hármas lyukak esetén háromorsós fúvókára lesz szüksége egy gépen vagy fúrógépen.
- Automata (helyhez kötött) maró és másológép pneumatikus profilrögzítéssel. Az ilyen gépek szintén nem engedik meg a háromszoros lyukat a fogantyúkhoz, és általában alumínium szerkezetek gyártására használják.
- Automata (helyhez kötött) másoló-marógép pneumatikus profilrögzítéssel és 3 orsós fúvókával hármas furatok fúrásához.
A másoló-marógép működési elve
A termékek másoló-marógépen történő feldolgozása egy mestereszköz (másoló) szerint történik, amelynek hatása egy speciális vágószerszám megfelelő mozgását okozza a munkadarabhoz képest a másolón keresztül. A másolón keresztül a másoló a végrehajtó szervekre hat, míg a munkadarab és a vágó egymáshoz viszonyított mozgásban hozza létre a másolóra helyezett felületet.
A fő mozgások az orsó forgatása, az asztal és a szán mozgása a kontúr mentén, az orsófej mozgása zuhanás közben. Segédmozgások - a szán, az orsófej és az asztal mozgásának felgyorsítása, beépítési mozgások a nyomkövető asztal asztalára, megállók, másoló ujj és az orsófej befogása.

Az alumínium másoló-marógépek 2 nyomkövetési sémával képesek dolgozni: visszacsatolásos és egyszeri művelettel. A másoló szonda és a vágó az egyműködésű sémában mereven össze vannak kötve egymással, és a vágó átkerül a szonda mozgásába a másoló mentén. A másoló szonda eltérése egy visszacsatoló áramkörben eltérést okoz a másoló szonda helyzetében a vágóhoz képest.
Az ilyen eltérés eredménye egy speciális nyomkövető rendszerbe kerül, amely jelet ad az aktuátornak a szerszám pályájának korrigálására. Ebben az esetben a vágó és a fénymásoló között nincs merev kapcsolat, és a fénymásoló nem érzékeli a vágóerőt, csak a megfelelő jelet továbbítja a végrehajtó szerveknek.
Kétféle másolási marás létezik - térfogati és kontúrmarás. A kontúrmásolás során a másológörbe a vágó tengelyével párhuzamos vagy merőleges síkban helyezhető el. Az asztal első esetben a fénymásolóval és a munkadarabbal hosszirányban mozog, a görbe változásának szabályozása a bemetszés és a fénymásoló ujj függőleges mozgása miatt történik. Az asztal a másológéppel és a második esetben a munkadarabbal a fénymásoló íves vonalának alakja szerint mozog kereszt- és hosszirányban.

A munkadarab összetett térbeli felületét a térfogatmásolás során a maró szekvenciálisan, több párhuzamos asztalmozgatással dolgozza fel, azaz minden munkaütéssel kontúrmásolást hajt végre. Az átmenet végén a maró a vonalra merőlegesen a munkadarabhoz képest a keresztirányú előtolás értékével elmozdul, majd következik a következő munkalöket.
Léteznek közvetlen működésű másoló-marógépek is, amelyekben a vágófej szondája továbbítja a mozgást az áramszedőn. Az ilyen gépeket elsősorban könnyű gravírozási és marási munkákhoz használják. Áramszedő használatakor a másoláson kívül lehetőség van a másológéphez viszonyított nyersdarabok méretarányának csökkentésére is. A másoló szonda mozgása a másológépen, amely a gépasztalra van felszerelve, átkerül az orsóra, amely a munkadarab feldolgozásakor egy geometriai másolóhoz hasonló kontúrt ír le.
DIY másoló-marógép
Jelenleg különböző kialakítású és bonyolultságú maró- és másológépek vannak a piacon. Vásárolni azonban nem mindig lehet, a másoló-marógép ára is elég magas. Ezért gyakran szembesülünk azzal a kérdéssel, hogyan készítsünk másoló-marógépet otthon.
Természetesen a házi készítésű gépek nem versenyezhetnek teljesen az ipari modellekkel, de mégis hatékonyak és lehetővé teszik a kiváló minőségű másolatok készítését. Azonnal szeretném megjegyezni, hogy nagyon nehéz lesz egy másolóeszközt ipari marókészülékhez igazítani, és ez mindenekelőtt a teljes berendezés gyökeres megváltoztatására vonatkozik. Ezért a legegyszerűbb egy házi készítésű másoló-marógépet gyakorlatilag a nulláról összeszerelni vonórendszerrel és egy vágó tokmányos villanymotorral.
Sokféle másoló-marógép lehet. A berendezés tipikus felépítése a következő: a gép szerkezetileg munkaasztalból, tartókeretből és marófejből áll. A munkafelület magassága állítható, a marófej elektromos hajtómotorral és kétfokozatú hajtóművel van felszerelve, amely két sebességet biztosít a marótengely számára.
Sok lakástulajdonos panaszkodik, hogy a termék másolásakor a kapott alkatrésznek sok hibája és következetlensége van, amelyek a vágó irányának megváltoztatásakor, a tartószerkezet vibrációja és remegése során jelentkeztek. A problémát a munkadarab hajlítása és görbülete növeli, amelyek a fa mintavétele miatti belső feszültség növekedésével járnak. Lehetetlen elkerülni az összes hiányosságot a házi készítésű másoló-marógép gyártásában. Egyszerűen ajánlott, hogy a másoló keskeny profilú legyen, és ne univerzális.

A házi készítésű másoló-marógépet olyan konkrét termékek előállítására kell optimalizálni, amelyekre szüksége van. Például a pisztoly farészének és a légcsavarnak a hatékony gyártásához különféle műszaki megoldások szükségesek, ezek nem kombinálhatók egy gépben, és nehezen korrigálható mellékhatások léphetnek fel. Így célszerűbb egyes konkrét feladatokhoz gépeket összeszerelni. Ezzel a módszerrel sok költséget és nehézséget takaríthat meg.
Fontos tényező a gép mérete. Minél nagyobb a feldolgozni kívánt termék, annál masszívabbnak kell lennie a tervezésnek. Szükséges, hogy a vágógép hajtásából származó rezgéseket elnyelje a gép tartószerkezetének súlya. A terheléseket a vezetőtengelyeknek kell tartaniuk, amelyeknek szintén biztonsági ráhagyással kell rendelkezniük, és nem kell megereszkedniük. A másoló-marógép tervezésének optimális paramétereit saját kezűleg empirikusan választják ki, ez biztosítja a vágó zökkenőmentes működését.

Másoló-marógép tervezésekor határozza meg a gyártani kívánt alkatrészek típusát. A gravírozási munkák elvégzéséhez és a hosszú termékek marásához eltérő munkaasztal és sablonos nyersdarabok rögzítési módja szükséges. A vágószerszám különböző síkjaiban a mozgás szabadsága az asztal típusától függ.
A vágógépet forgató, házi készítésű másoló-marógépre szerelt villanymotor teljesítménye a gyártott alkatrészektől és azok anyagától függ. Fatermékek gravírozásához, marásához elegendő egy 150-200 wattos egyenáramú villanymotor.
A pontos másolási eljárás érdekében a másoló szondát és a készüléket mereven össze kell kötni egymással, rögzítve benne a vágószerszámot. Ugyanakkor a magasságuknak és az asztal feletti síkoknak teljesen egybe kell esniük. A létrehozott merev szerkezetet úgy kell az asztal fölé telepíteni, hogy függőleges és vízszintes síkban el tudjon mozogni az asztal oldalai által feltételesen létrehozott tengelyek mentén.
Nézzünk körül közelebbről, és meglátjuk, hány egyforma tárgy van körülöttünk. Úgy tűnik, hasonlítanak egymásra, de különböznek méretben, színben ...
Az ilyen hasonlóságot hasonlóságnak nevezzük, i.e. olyan fogalom, amely a tárgyak alakjának egységességét jellemzi, függetlenül azok méretétől. Sok ilyen figura van körülöttünk. Hasonlóság vesz körül bennünket. Íme néhány példa az életünkből. 
A gyermekfestőkönyvekben sok rajz hasonlít egymáshoz.

Ezek megrajzolásához használhatunk egy áramszedőnek nevezett eszközt. 
Ma mi magunk készítjük el a legegyszerűbb áramszedőt koktélcsövekből.

- 4 szívószál egy koktélhoz (hullámok nélkül)
- 4 varrótű
- Keskeny szalag
- Olló
- 2 jelző
Hogyan készítsünk rajzos áramszedőt

- A csöveket a végén csappal összekötjük (a csap a forgástengely)
- Fogjuk a harmadik csövet, félbehajlítjuk, csapokkal rögzítjük az első két cső közepéhez.
- A negyedik tubusnál vágjunk le egy 3 cm hosszú darabot, és ragasszuk rá a harmadik tubus redőjére (ide filctollat vagy ceruzát helyezünk be).
- A 4 cső fennmaradó részét 3 cm hosszúságban a vége mentén levágjuk (mint az ábrán).
- Megragadta a filctoll levágott végeit, és becsomagolta szalaggal.
- Helyezzen be egy biztosítótűt az első csőbe (a szabad végén).
- A második cső szabad végébe 2 cm-es bemetszést ejtünk, a második cső bemetszett végére filctollal a 4. csövet tesszük fel.
- Így meghosszabbítottuk az áramszedő karját.
- Az alapba 1 csőben rögzítőcsapot szúrunk. A 3 tubus tartójába filctollat helyezünk. És rajzolunk! Azt látjuk, hogy egy filctoll hosszú vállon (4 tubus) hasonló ábrát rajzol, csak nagyobbat.
Miért kell filctollal rajzolni? Igen, mert a kialakítás meglehetősen törékenynek bizonyult, és minimális erőfeszítést igényel. A filctollakat pedig, mint tudjuk, meglehetősen könnyen rajzolom, nyomás nélkül.
De a szó áramszedő sok jelentése van. Készítettünk egy készüléket a rajzok nagyításához vagy kicsinyítéséhez.
Ezek is áramszedők: manipulátor a be- és kirakodási műveletekhez („mechanikus kar”)
Maráskor fénymásolókat, azaz áramszedőket használnak, amelyek költsége magas. Saját kezűleg összeállíthat egy áramszedőt egy útválasztóhoz.
Áramszedő készítés
Az áramszedővel felszerelt maró lehetővé teszi a munkadarab párhuzamos vonalainak megismétlését a folyamat során. Ez az eljárás megkönnyíti a formázott alkatrészek, különféle díszek és minták gyártását. Ezenkívül egy áramszedő segítségével különféle feliratokat készíthet fém és fa lemezekre.
Házi készítésű áramszedőt nem nehéz elkészíteni, ehhez mindössze 4 vonalzókarra van szükség. E karok közül háromnak hosszúnak, egynek pedig rövidnek kell lennie. Ezenkívül több lyukat kell készíteniük a tengelyek felszereléséhez.

A tengelyek a mechanizmus felszerelésére és a rúd rögzítésére szolgálnak. Az axiális mechanizmus egy hajtű, melynek végén kalap található. A másolási résznek hasonlítania kell arra az iránytű elemre, amelyhez a ceruza rögzítve van. Egy ilyen magrész egy műanyag kötőtű hegyéből készíthető. Az ilyen hegy finoman csúszik működés közben, és nem rontja el az eredeti alkatrészt.
Szüksége lesz egy tengelyre is, amelyen a készülék teljes mechanikus része nyugszik. Fel kell szerelni egy sarokkal, amely ütközőként működik. Az utolsó vagy extrém vezető az egész szerkezet rögzítőjeként működik egy speciális főnök segítségével.
Egy ilyen főnöknek alumínium hengerből kell készülnie. Alsó részén 3 szúrást kell rögzíteni, amelyeket kis bútorszegekből lehet készíteni. Az ilyen körmök segítségével az alapot a feldolgozott lemezre rögzítik.
Vissza az indexhez
A munkák befejezése
A következő lépés az útválasztó másolási mechanizmusának összeállítása. Ehhez készítse elő a következő összetevőket:
- 4 vonalzó;
- 8 sárgaréz persely.
A vonalzók plexiből vagy műanyagból készüljenek, vastagságuk 4-5 mm. A plexi üveg vonalzók gyártásához is felhasználható. Ezután meg kell jelölni ezeket a lineáris részeket. Ezt a folyamatot nagyon óvatosan kell megközelíteni, mivel a legkisebb méretbeli hiba az áramszedő helytelen működéséhez vezethet.
A jelöléseken lyukakat fúrnak. Ebben az esetben figyelni kell az igazításukat. Ennek eléréséhez össze kell rakni az összes vonalzót, és egyszerre kell lyukakat fúrni rajtuk.
Ezután sárgaréz perselyeket kell behelyezni az előkészített lyukakba. Beszerelésükkor ügyelni kell az enyhe tömítettségre: ez segíti a perselyek szorosabb rögzítését a vonalzókban. Az axiális részek perselyekben történő rögzítéséhez speciális bilincseket kell készíteni. Edzett acélhuzalból készülhetnek, melynek átmérője 1-1,5 mm legyen.
Ezután megtörténik a főnök összeszerelése. Alsó részében zsákfuratok vannak kialakítva, mely maggal lyukasztható. A szögeket úgy kell felszerelni, hogy 2-3 mm-rel kilógjanak a tartó testéből.
Az áramszedő összes szükséges alkatrészének előkészítése után össze kell őket szerelni.
A folyamat során ügyelni kell arra, hogy minden mozgó alkatrész simán és könnyen mozogjon.
Ebben az esetben minden előkészített lyukat meg kell jelölni. Ennek a jelölésnek megfelelően méretezheti az alkatrész gyártott példányát.
A másoló típusú berendezést olyan esetekben alkalmazzák, amikor egy kis tételen belül meghatározott sablon szerint kell alkatrészeket gyártani. Bizonyos esetekben másoló-marógépet használnak nagyüzemi gyártási körülmények között, mint például a CNC változat. Ez annak köszönhető, hogy a szóban forgó gép képes olyan termékeket készíteni, amelyek formája leginkább megegyezik az eredeti mintával, a CNC gépekhez hasonlóan a maró mozgása automatikusan beáll. A másoló-marógép fő jellemzője a nagy feldolgozási sebesség.
célja
Gyakran egy kulcsvágó gépet használnak térfogati és lapos munkák elvégzésére, működése hasonló a CNC rendszerrel rendelkező opciókhoz. Ugyanakkor a speciális modellek lehetővé teszik a fa térfogat szerinti feldolgozását, amikor egy háromdimenziós modellt másolóként használnak. A fafeldolgozás területén a mennyiségi feldolgozás lehetővé teszi:
- dísztárgyakat és különféle feliratokat készíteni.
- gravírozás alakú profilok.
- összetett mintákat hozzon létre, amelyek lapjai vagy síkjai különböző síkokban helyezkednek el.
A szóban forgó famegmunkáló gépet gyakran használják a bútoriparban. Sok bonyolult alakú díszítőelemet hasonló géppel készítenek.
Működés elve
Az összetett termékek gyártási folyamatának jelentős felgyorsításának lehetőségét a másoló-marógép által végzett munka jellemzői határozzák meg. A fémmegmunkáláshoz hasonlóan a famegmunkálásnál is vágószerszámot használnak, amelyet "marónak" neveznek.
A munka fő pontjai a következők:
- A vágó kontúrt vagy felületet hoz létre, amelyeket másológéppel állítunk be.
- A vágószerszám és a nyomkövető eszköz közötti kapcsolat egy mechanikus, hidraulikus, pneumatikus rendszer. A famegmunkáló gépek leggyakrabban mechanikus előtoló- és vezérlőrendszerrel rendelkeznek.
- Másolóként lapos sablon, korábban készített referenciamodell, térmodell, fotocella, kontúrrajz szolgálhat. Egyes esetekben ezek a gépek CNC-vel vannak felszerelve, ami sokoldalúvá teszi őket.
- A sablonként szolgáló minták készülhetnek fémből, fából, műanyagból vagy más anyagból.
A másoló-marógép a következőképpen működik: különféle típusú mintát szerelnek fel, amelyhez nyomkövető eszközt szállítanak, amely egy bizonyos típusú csatlakozáson keresztül továbbítja a szükséges erőt a vágószerszámnak.
Osztályozás
- fa áramszedő maróhoz. ez az opció 2 vagy 3 dimenzióban működhet;
- univerzális típus, amelyet áramszedőnek is neveznek, és forgókarral rendelkezik. általában a hüvely függőleges síkban helyezkedik el;
- vannak olyan végrehajtási lehetőségek, amelyeknek több orsójuk van a feldolgozási folyamat felgyorsítására;
- mechanikus, elektromos, hidraulikus betáplálással;
- fénymásoló nézet a kontúr átviteléről a vágószerszám irányához.
Ezenkívül a famegmunkáló gépek különböznek a gyártási folyamat automatizálási szintjétől. A CNC-t ebben az esetben meglehetősen ritkán telepítik, mivel a sablonfeldolgozási módszer nem igényel numerikus vezérlőrendszert a vágószerszám pályájának jelzéséhez.
Gép készítése saját kezűleg
Nagyon sok másoló típusú famegmunkáló gép létezik, amelyeket áramszedőnek neveznek, és rendelkeznek CNC rendszerrel (univerzális lehetőség, amely lehetővé teszi a másoló vagy program szerinti feldolgozást). Azonban nem mindenki vásárolhat ilyen berendezéseket, ami nagyon magas költséggel jár. A CNC hozzáadásával a berendezés csak a nagy gyártók számára elérhető, ha a berendezés megtérülési ideje kevesebb, mint 5 év. Ezért sokan kíváncsiak - hogyan készítsünk gépet saját kezűleg?
A munka megkezdése előtt érdemes megjegyezni, hogy a "csináld magad" szerszámgépek jelentősen rosszabbak, mint az ipari modellek. Ugyanakkor lehetetlen önállóan CNC verziót készíteni. Azt is sokan megjegyzik, hogy a szokásos marási változatot is nagyon nehéz barkácsolni másolóvá alakítani, és sokszor könnyebb a nulláról kezdeni. Nem nehéz saját kezűleg áramszedőt készíteni, de vannak bizonyos nehézségek ebben a folyamatban.

Számos séma létezik, amelyek szerint saját kezűleg készíthet másoló-marógépet. Egy tipikus változat általában a következő elemekből áll:
- Asztali;
- hordozó keret;
- marófej.
A vágási mód megváltoztatására vonatkozó eljárás végrehajtásához az asztal magasságát megváltoztatják, a vágófejnek elektromos hajtása van, amely mozgásba hozza a vágószerszámot, gyakran a sebességváltó átviteli mechanizmust tartalmazzák a rendszerben.
Maga az áramszedő a következőképpen készíthető:
- Egy fáról. Egy ilyen áramszedőt saját kezűleg is létrehozhat, de ugyanakkor alacsony feldolgozási pontossággal rendelkezik, mivel a fa részek hurokkal vannak összekötve. A hurokkal történő rögzítést holtjáték jellemzi.
- Fémből készült áramszedő rajz - lehetővé teszi különböző méretarányú másolatok készítését, de nem használható háromdimenziós másolatok készítésére.
Ha saját kezűleg hoz létre egy gépet, meg kell jegyezni, hogy sok alkatrésznek lehetnek hibái és méretbeli eltérései. Ez a helyzet az alap rezgésével és remegésével jár, amit meglehetősen nehéz elkerülni. A vágó mozgásirányának megváltoztatásakor hibák is előfordulhatnak. A fa munkadarab belső feszültsége miatt a munkadarab meghajolhat. Ezért csak keskeny profilú gyártáshoz ajánlatos ilyen berendezéseket létrehozni, amikor a gépet egy alkatrész létrehozására tervezik. Szinte lehetetlen elkerülni a szóban forgó problémákat, de ha ugyanazt az alkatrészt dolgozzák fel, akkor lehetséges a tervezés fokozatos javítása.