Hogyan készítsünk gépet a hab göndör vágására és feldolgozására saját kezűleg. Házi készítésű habvágó - vásároljon vagy csináljon egyedül? DIY hab vágóasztal
A hungarocell egy népszerű építőanyag, amelyet fűtőtestként vagy dekorációs felületként használnak. A látszólagos könnyű megmunkálás ellenére nem ajánlott olyan szerszámmal vágni, amelynek a vágóelem nagy forgási sebessége van, a tárcsás csiszolók és szúrófűrészek nem alkalmasak. Ennek fő oka a hab elszíneződése a széleken. Az otthoni darabokra fűrészeléshez kis mennyiségű tányért, vékony fűrészt vagy irodai kést használnak, minden más esetben tanácsos saját kezűleg elvégezni, vagy vásárolni egy vagy több filamentes gépet.
A termékek szép éleinek kialakításához vékony forró élt vagy zsinórt használnak. Simán vágja a polisztirolhabot adott irányban, a munkaterület méretei és a termelékenység a hosszától függ. A habvágó gépekben a szálak elrendezésének száma és jellege eltérő lehet: minél több van, annál nagyobb a hatékonyságuk. A 2D és 3D módban dolgozni képes fejlett modellekben legfeljebb 12 fűtött húr van telepítve. A gyártó utasításai szerint egy személy elegendő a folyamatos folyamat biztosításához ezen a berendezésen.
A gépek típusai
A felépítés típusától és a teljesítménytől függően minden gép a következőkre oszlik:
- Hordozható, kirakósra emlékeztető modellek. Ezt a fajtát a legegyszerűbb saját kezűleg összeszerelni.
- Polisztirolhab nagy mennyiségben történő vágására tervezett CNC gépek.
A feldolgozási módszertől függően megkülönböztetik a hosszirányú vagy keresztirányú vágáshoz szükséges berendezéseket és az összetett alakos termékek előállítására szolgáló modelleket. Különböző szerszámokban vagy a cérna vagy az anyag mozog.

A népszerű modellek áttekintése
A termékeket orosz cégek mutatják be, a habvágó gép kiválasztásakor figyelembe veszik annak teljesítményét, a teljesítmény beállításának és a számítógépes vezérléshez való csatlakozás lehetőségét, a munkaterület méretét és a menetek számát, mindezeket az adatokat feltüntetik. az utasításokban. A népszerű fél- és professzionális felszerelések közé tartozik:

A berendezés költségét és a főbb jellemzőket a táblázat foglalja össze:
| Modell név | Névleges teljesítmény, kW | A gép méretei, mm | Súly, kg | Ár, rubel |
| SFR-szabvány | ≤2,5 | 2400×1250×1200 | 140 | 140 000 |
| FRP-05 | ≤3 | 1300×700×1300 | 75 | 290 000 |
| SRP-3420 lap | 1,7 | 2 hely: Fa keret 1300×690×490 Karton 340×480×210 | 90 | 143 000 |
| SRP-3220 Maxi | 1,5 | 2200×1250×1100 | 97,7 | 176 000 |
Gép készítés saját kezűleg: útmutató a cselekvéshez
Egy készülék otthoni létrehozásához szüksége lesz: asztalra, nikróm menetre, 220/12 V-os transzformátorra és reosztátra vagy LATR-re (állítható laboratóriumi autotranszformátor), vasrugókra. Egy rétegelt lemez, forgácslap, OSB lapok, régi bútorok falai támaszként szolgálhatnak. A munkafelület szélességét a hab méretének figyelembevételével választják ki, és a hossza 1,5-2-szer nagyobb.
Ezután meg kell jelölni: körülbelül az asztal közepén, de legalább 15 cm távolságra a szélétől, az izzószál állványait fel kell szerelni (célszerű előre elkészíteni az eszköz rajzát). A legegyszerűbb esetben ez lehet egy hosszú csavar vagy egy anyával rögzített csap, amivel a szükséges forgácsolási paramétereket beállítják. Az egyik állványhoz vágószál van rögzítve a kívánt magasságban. A másodikhoz egy rugó, amelyet ugyanazon izzóelem rögzítése követ. A húr megfeszítésére van szükség, mivel a hevítés során a fém kitágul és megereszkedik. Feszítőként hagyományos ellensúly használata megengedett.

A habosított műanyag zsinórral vagy huzallal történő vágásához a nikróm fémötvözetek a legalkalmasabbak. Használják a legtöbb háztartási készülékben - elektromos kemencékben, hajszárítókban, vasalókban vagy külön vásárolhatók meg. A nikrómszálat 1200 ° C-ra melegítik a mechanikai és fizikai tulajdonságok észrevehető elvesztése nélkül, ellentétben a közönséges acél- vagy rézhuzallal, az ebbe az elembe történő befektetés határozottan megtérül.
Ezután csatlakoztatjuk az áramkör fő elemét - az áramvezető vezetéket. Megbízható csatlakozási módokat választanak ki: merev csavarás, sorkapocson vagy csavaron keresztül. Figyelembe kell venni a jelentős áramerősséget, a megengedett legkisebb keresztmetszet 1,5 mm 2 és afeletti. Áramforrásként 220 V-tól 12 V-ig terjedő lecsökkentő transzformátort használnak, otthoni anyagvágáskor gondoskodni kell a biztonságos működésről.
Az IP házi készítésű géphez való csatlakoztatásának séma egyszerű: az elsődleges tekercs - a kimenethez, a transzformátor kimeneti végei - sorosan a reosztáton keresztül a fűtőszálhoz. Ideális esetben csak LATR-t használunk. Az áramforrás paramétereinek kiszámítása elektrotechnikai ismeretek nélkül lehetetlen, de a legegyszerűbb esetben figyelembe vesszük, hogy egy 1 mm vastag nikrómszál 1 cm-éhez körülbelül 2,5 watt kimenő teljesítmény szükséges. . Ha a menet hosszát megszorozzuk 2,5-tel, akkor megkapjuk az áramforrás kívánt értékét.
Az utolsó szakaszban egy reosztát vagy LATR segítségével szabályozzák a menet melegítési hőmérsékletét, és kiválasztják az optimális anyagelőtolási sebességet (ami viszont meghatározza a vágás vastagságát). Ha önállóan kell létrehozni egy gépet a habtermékek figurális modellezéséhez, a rendszer bonyolultabbá válik. Különösen további menetek kerülnek a rajzba a munkaalapra merőlegesen. A vágóasztal saját kezű készítése sokat takaríthat meg, a szükséges elemek becsült költsége 10 000-12 000 rubel, míg a félprofesszionális berendezések ára eléri a 140 000-et.
| Gép modell | Penorez-1+5 | Penorez-2+5 | Penorez-3+5 | Penorez-4+5 | Penorez-5+5 | Penorez-6+5 |
|---|---|---|---|---|---|---|
| tengely mozgás, XxYxZ (mm) | 1100x1100x1100 | 1100x2100x1100 | 2100x1100x1100 | 2100x2100x1000 | 1100x2100x1600 | 2100x3100x2100 |
| Keret | fém hegesztett | fém hegesztett | fém hegesztett | fém hegesztett | fém hegesztett | fém hegesztett |
| spirális állvány | X,Y | X,Y | X,Y | X,Y | X,Y | X,Y |
| Golyós csavarok | Z | Z | Z | Z | Z | Z |
| Hullámos védelem | X és Y | X és Y | X és Y | X és Y | X és Y | X és Y |
| Útmutató típusa | sín, 20 mm | sín, 20 mm | sín, 20 mm | sín, 20 mm | sín, 20 mm | sín, 20 mm |
| Táblázat típusa | alumínium hornyoló asztal | alumínium hornyoló asztal | alumínium hornyoló asztal | alumínium hornyoló asztal | alumínium hornyoló asztal | alumínium hornyoló asztal |
| Szorító csavar mérete | M8 | M8 | M8 | M8 | M8 | M8 |
| teljes sebesség huzalvágás legfeljebb (mm/perc) | Nem | Nem | Nem | Nem | Nem | Nem |
| Léghűtéses orsó teljesítménye (kW) | 2.2 | 2.2 | 2.2 | 2.2 | 2.2 | 2.2 |
| A léptetőmotor X, Y, Z tengelyeinek tartásának pillanata (N/m) | 8.5 | 8.5 | 8.5 | 8.5 | 8.5 | 8.5 |
| Az erő forrása | 220V ~ 50Hz 380V ~ 50Hz | 220V ~ 50Hz 380V ~ 50Hz | 220V ~ 50Hz 380V ~ 50Hz | 220V ~ 50Hz 380V ~ 50Hz | 220V ~ 50Hz 380V ~ 50Hz | 220V ~ 50Hz 380V ~ 50Hz |
| A megmunkálási tengelyek száma | 5 tengely | 5 tengely | 5 tengely | 5 tengely | 5 tengely | 5 tengely |
| CNC rendszer | CNC blokk | CNC blokk | CNC blokk | CNC blokk | CNC blokk | CNC blokk |
| Csatlakozási felület | párhuzamos LPT port | párhuzamos LPT port | párhuzamos LPT port | párhuzamos LPT port | párhuzamos LPT port | párhuzamos LPT port |
| Adatformátum + | G-kód vagy HPGL.DXF. Vannak konverterek a 3Ds MAX modellezéshez, különféle gépi formátumokban és technológiával az átalakításukhoz. Bármilyen formátum kérésre elérhető | G-kód vagy HPGL.DXF. Vannak konverterek a 3Ds MAX modellezéshez, különféle gépi formátumokban és technológiával az átalakításukhoz. Bármilyen formátum kérésre elérhető | G-kód vagy HPGL.DXF. Vannak konverterek a 3Ds MAX modellezéshez, különféle gépi formátumokban és technológiával az átalakításukhoz. Bármilyen formátum kérésre elérhető | G-kód vagy HPGL.DXF. Vannak konverterek a 3Ds MAX modellezéshez, különféle gépi formátumokban és technológiával az átalakításukhoz. Bármilyen formátum kérésre elérhető | G-kód vagy HPGL.DXF. Vannak konverterek a 3Ds MAX modellezéshez, különféle gépi formátumokban és technológiával az átalakításukhoz. Bármilyen formátum kérésre elérhető | |
| Operációs rendszer | Windows XP/7 (32) | Windows XP/7 (32) | Windows XP/7 (32) | Windows XP/7 (32) | Windows XP/7 (32) | Windows XP/7 (32) |
| Szoftver | Mach, Artcam | Mach, Artcam | Mach, Artcam | Mach, Artcam | Mach, Artcam | Mach, Artcam |
| meghajtó típusa | 1/16 mikro léptetőmotorok | 1/16 mikro léptetőmotorok | 1/16 mikro léptetőmotorok | 1/16 mikro léptetőmotorok | 1/16 mikro léptetőmotorok | |
| Üzemi hőmérséklet (°C) | +10...+45 | +10...+45 | +10...+45 | +10...+45 | +10...+45 | +10...+45 |
| Befogóbilincs | ER-20 | ER-20 | ER-20 | ER-20 | ER-20 | ER-20 |
| Orsó fordulatszám (rpm) | 6000-24000 | 6000-24000 | 6000-24000 | 6000-24000 | 6000-24000 | 6000-24000 |
| Orsó hűtés | levegő | levegő | levegő | levegő | levegő | levegő |
| Súly, NETTÓ (kg) | 1150 | 1400 | 2100 | 2600 | 1600 | 3200 |
| Súly, BRUTTÓ (kg) | 1250 | 1500 | 2250 | 2750 | 1700 | 3300 |
| A gép teljes mérete (mm) | ||||||
| Csomagolás mérete (mm) | ||||||
| Garancia | 12 hónap | 12 hónap | 12 hónap | 12 hónap | 12 hónap | 12 hónap |
*A 4. és 5. tengely használatakor a munkaterület csökkenhet!
** A gyártó fenntartja a jogot a gép javítására a vásárló beleegyezése nélkül.
*** A kiegészítő felszerelést rendelésenként EGYÉNI megbeszéljük!
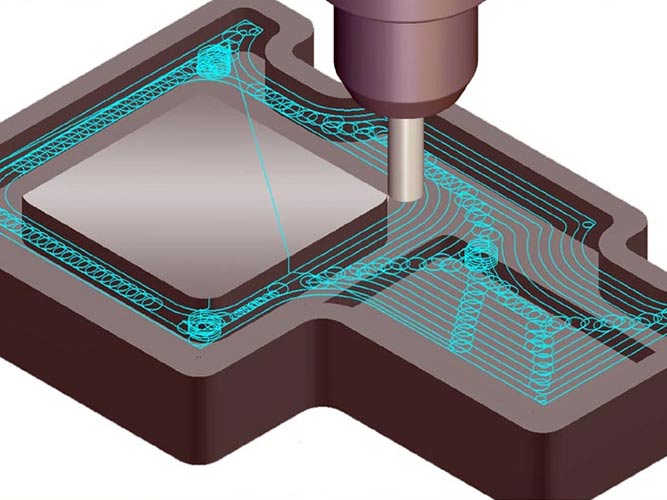
A Kamensk Szerszámgépgyár 5 tengelyes CNC gépeket gyárt a Penorez+5 sorozatú habműanyag formázott vágására. A szerszámgépek lehetővé teszik összetett alakú termékek létrehozását habból, expandált polisztirolból, habgumiból és más hasonló anyagokból. A gép által végzett 5D feldolgozás összetettebb, mint a legtöbb CNC gépben használt szabványos 3D feldolgozás.
Az 5 koordinátás megmunkálásnak köszönhetően nem csak domborzati felület, hanem különféle alámetszések is létrehozhatók, amikor a vágó tetszőleges szögben dolgozza fel az anyagot, és nem csak egy függőleges helyzetben van, miközben a vágó a szöget változtathatja nem egy, hanem két síkban.
A gépek a CNC habműanyag művészi 5 koordinátás vágásával lehetővé teszik épületek belső és homlokzati díszítésére szolgáló művészi panelek, céglogók, reklámtermékek készítését. A gép teljesen hegesztett vázát gyárunkban szereljük össze, és vezető gyártók alkatrészeiből készítjük. Asztalok munkaméreteinek széles választéka.
Miután megvásárolt egy 5 tengelyes habvágót + 5, szinte bármilyen alakú habműanyagból háromdimenziós figurákat készíthet. Ez különösen igaz az olyan területekre, mint a kültéri reklámok, színházi díszletek, mozi, fotó- és videófelvételek, valamint az épületek külső díszítése.
5 KOORDINÁTÁS CNC HABOSÍTÓ GÉP MEGKÜLÖNBÖZŐ TULAJDONSÁGAI
Menetsebesség: akár 10 000 mm/perc;
Vágási sebesség: akár 6000 mm/perc;
Z-tengely hajtásrendszer: golyós csavar;
Hajtásrendszer az X és Y tengely mentén: fogasléc, fogaskerék, sebességváltó.
Eredményeink













































Erős acélváz 5 koordináta CNC habgép
A Twitte üzemből származó hab 5 koordinátájú feldolgozására szolgáló CNC gépek alapja egy erős acélváz. 10 mm vastag acélból készült. Az erős váznak köszönhetően a gép nagy merevséggel rendelkezik, amely biztosítja a megfelelő működést és a nagy megmunkálási pontosságot.
A keret kialakítása biztosítja a gép stabilitását statikus és dinamikus terhelésekkel, valamint rezgésekkel szemben. Az üzem szakemberei nagy pontossággal végzik a vezetők emelvényeinek feldolgozását. Amit a maróhelyeken végeznek gyártásunk CNC gépeivel.
Ezek az előnyök nagy feldolgozási pontosságot biztosítanak a CNC habvágó gép számára.
Erőteljes Steel Gantry 5 koordinátás CNC habgép
A Twitte üzemből származó hab 5 koordinátájú feldolgozására szolgáló CNC gépeken megnövelt merevségű acélportált telepítenek. A portál akár 10 mm vastag acéllemezből készül! Akár több tonnás terhelést is kibír.
Az erős acélportál csak a vezetők tengelye mentén továbbítja a terhelést. Lehetővé teszi a feldolgozás során fellépő vibráció káros hatásainak kiküszöbölését.
Tekintettel arra, hogy az 5 tengelyes habműanyag CNC gép kialakítását fokozott merevség jellemzi, lehetővé teszi a különleges keménységű és sűrűségű habműanyag feldolgozását.
Nagy pontosságú sínvezetők nagy CNC gépekhez

Nagyméretű CNC gépeken Kamensky szerszámgép üzem sínvezetőket szerelnek fel, és itt is alkalmazzák a fogaskerekeket. A sínvezetők nagyobb merevséget biztosítanak a kerek vezetékekhez képest, ami lehetővé teszi a feldolgozást megmunkáló központ kő és acél. A sínvezetők minimalizálják a vibrációt, és ellenállóbbá teszik a kőmegmunkáló központot a statikus és dinamikus terhelésekkel szemben.
A sínvezetők karbantartása is kevésbé szeszélyes, mint a kerek vezetők. Ezen tényezők hatására jelentősen megnő CNC megmunkáló központunk élettartama.
Professzionális ipari orsó 2,2 kW teljesítménnyel és 24 000 ford./perc fordulatszámmal

A világ vezető gyártóinak kiváló minőségű professzionális orsóit szerelik fel a Twitte szerszámgépgyár által gyártott 5 tengelyes CNC habműanyag-megmunkáló gépekre.
Gyártásunk 5 tengelyes CNC gépeire szerelt orsó forgási frekvenciája 24000 ford./perc. A CNC habműanyag gépek 2,2 kW-os orsókkal vannak felszerelve.
Vezérlőegység 5 tengelyes CNC gépekhez habműanyaghoz
A CNC gépek 5 koordinátájú habszivacshoz gyárunk által gyártott vezérlőegységekkel vannak felszerelve. A vezérlőegység egy szükséges elektronikus kapcsolat, amely összeköti a gép mechanikáját a számítógéppel, amelyre szoftver van telepítve.
Elektronikájának megbízhatósága biztosítja az egész gép megbízhatóságát és megfelelő működését. Blokkoink kiváló minőségű alkatrészekből készülnek, és CNC gépekre történő beszerelés előtt tesztelték.
Vásárolhat professzionális CNC állványt vagy számítógépet, vagy hozhatja be saját számítógépét a beállításhoz.
Az 5 tengelyes CNC gépre kiváló minőségű léptetőmotorok vannak felszerelve

A Twitte üzem 5 tengelyes habvágó CNC gépeinek tervezése során léptetőmotorokat használnak az orsó, a féknyereg és a portál mozgatására. A léptetőmotorok nagyon nagy mozgási pontosságot tesznek lehetővé alacsony áron. Ez a funkció lehetővé teszi, hogy a szerszámgépek olcsó modelljeiben használják őket, miközben kiváló minőségű termékeket állítanak elő.
A léptetőmotorok jellemzője, hogy tekercselései egymás után aktiválódnak. Ennek eredményeként a motor forgása diszkréten "lépések" formájában történik.
Rugalmas kábelcsatornás 5 koordinátás CNC gépek habszivacsokhoz

A rugalmas kábelcsatornákat (kábelrétegeket) a Twitte Kamensky üzem 5 tengelyes CNC habműanyag gépein szerelik fel, hogy a gépeken használt kábelek a mozgó alkatrészek mozgásakor megfelelően legyenek lefektetve, ne gabalyodjanak össze és ne zavarják a gépek működését. maga a gép.
Üzemünk a világ vezető gyártóinak kábelcsatornáit használja, időtálló. Üvegtöltésű poliamidból készülnek, ami rugalmassá és egyben erőssé, valamint ütés- és olajállóvá teszi őket. A kábelrétegek jó dielektromos kapacitással rendelkeznek.
Szoftver
Kamensk Szerszámgépgyár Twitte A szállított berendezési szoftvereken mindennel ellátja gépeit vásárlóit, ami a teljes értékű munkához szükséges.
Ha gépet vásárol, megbízható, bevált programokat kap a számítógépére, teljesen konfigurálva és előkészítve. Ezen kívül az üzem szakemberei tanfolyamot tartanak a géppel és a szoftverrel való munkavégzésről.
Szállítási csomagolás
![]()
A Kamensk Szerszámgépgyár minden szállított termék csomagolását gyártja. A kiszállítást szállító cégek végzik.
Minden szállított berendezés műanyag csomagolásba van csomagolva, amely a CNC gép kiálló részeit további védelemmel látja el.
A vevő kérésére felár ellenében lehetőség van a gépek speciális szállítási csomagolására.
- 1 Gép.
- 2 Vezérlőblokk.
- 3 Vágókészlet.
- 4 Digitális adathordozó utasításokkal.
- 5 Csatlakozó kábel a vezérlőegységhez.
- 6 Szerszám visszaállítás érzékelő.
- 7 Véginduktív érzékelők minden tengelyen.
- 8 Munkadarab bilincsek - 4 db.
- 9 Orsó hűtőrendszer (szivattyú).
- 10 Kefe forgácsok eltávolításához az orsón.
- 11 Orsó kulcsok.
A polisztirolhabot (extrudált polisztirolhabot) külső és belső dekoráció hőszigetelésére, áruk csomagolására vagy előregyártott szerkezetek gyártására használják. Az anyagot lapok formájában állítják elő, amelyeket a helyszínen vágnak és a felületek méretéhez igazítják. A hab gyors vágásához speciális eszközre lesz szüksége, amely lehetővé teszi egyenes vagy göndör vágás készítését.
A habműanyag kézi feldolgozása lehetséges otthon és kis műhelyekben egy egyszerű, rögtönzött anyagokból összeállított eszközzel. Az extrudált polisztirolhab meglehetősen sűrű szerkezetű, így fémszerszámmal vághatja le a lemezeket egy bizonyos hőmérsékletre melegítjük. Vágófelületként olyan elektromos áramot adó vezeték megfelelő, melynek betáplálásával jár a fő összeszerelési nehézség.
 A saját készítésű gép lehetővé teszi, hogy megfelelő vastagságú csempéket vagy rudakat kapjon szokásos habból csomagoláshoz, és azokat különféle szerkezetekben felhasználja. Egy ilyen eszközzel habszivacsot vagy hasonló anyagokat is vághat, amelyek a kárpitozott bútorok gyártásához vagy javításához szükségesek. A polisztirol saját kezű, nikróm segítségével történő vágására szolgáló készülék kompakt méretei lehetővé teszik a gép felszerelését egy kis műhelyben vagy akár egy erkélyen.
A saját készítésű gép lehetővé teszi, hogy megfelelő vastagságú csempéket vagy rudakat kapjon szokásos habból csomagoláshoz, és azokat különféle szerkezetekben felhasználja. Egy ilyen eszközzel habszivacsot vagy hasonló anyagokat is vághat, amelyek a kárpitozott bútorok gyártásához vagy javításához szükségesek. A polisztirol saját kezű, nikróm segítségével történő vágására szolgáló készülék kompakt méretei lehetővé teszik a gép felszerelését egy kis műhelyben vagy akár egy erkélyen.
A hab otthoni vágásához olyan szerkezetre lesz szüksége, amely bármely vaskereskedésben elérhető egyszerű anyagokból összeállítható. Először meg kell határoznia az egyes elemek paramétereit, figyelembe véve a feldolgozandó hablemezek méreteit . A legtöbb esetben a következő adatok elegendőek:
- Az alap sűrű rétegelt lemezből, forgácslapból vagy masszívumból. Rendelhet új alkatrészeket, vagy használhat régi bútorelemeket (ajtók, falak, polcok). Habbal való munkához elegendő egy 400 x 600 mm-es alap.
- Húr vagy huzal termikus kés formájában polisztirolhoz.
- Fémoszlopok, csavarok, rugók vagy közönséges szögek a vezeték rögzítéséhez. A vágó beépítési magassága a kész deszkák várható vastagságától függ.
- Rögzítések az alkatrészekhez az alapon. Néhány önmetsző csavar elegendő a szerkezeti elemek rögzítéséhez.
A termikus vágó összeszerelése akár egy órát is igénybe vesz. A szerkezeti elemek mindegyike gyorsan cserélhető a berendezés javítása vagy bővítése során.
Akció algoritmus
Hab vagy hasonló anyagok vágására szolgáló eszköz elkészítéséhez a legáltalánosabb eszközökre (kalapács, csavarhúzó, fogó) van szükség. Bárhol dolgozhat, ahol elegendő hely van (erkély, szoba, előszoba, garázs stb.). Nincs szükség asszisztensek vagy külső szakértők bevonására.
Az összeszerelés a következő sorrendben történik:

Lábak rögzíthetők az alapra, ami növeli a stabilitást a hab zsinórral történő vágásakor.
Hogyan válasszunk vágóhuzalt
Nikróm huzalból (X20H80) készíthető megfelelő vágó, amelyet a legtöbb háztartási készülék tervezésénél fűtőelemként használnak. Mechanikai jellemzőit tekintve a nikróm a közönséges acéléhoz hasonlítható, ugyanakkor nagy az ellenállása és a melegítési határa +1200 ºC-ig terjed. Vágószerelvények gyártásához akár 10 mm-es huzalátmérők is elérhetők.

Pontos és sima habfaragás akkor lehetséges, ha a vágóvonalat az olvadási küszöb (+270 ºC) két-háromszorosára melegítjük. Nem szabad megfeledkezni arról, hogy egy ilyen folyamat magában foglalja az energiafogyasztást és az anyag hőfelvételét a sűrűségével arányosan. Ezért a hatékony és biztonságos vágás érdekében megfelelő vastagságú huzalt kell kiválasztani, hogy kizárjuk a fémolvadást maximális melegítésnél.
Az elektromos rész számítása, elkészítése
 A készülék biztonságos működése érdekében helyesen kell felszerelni azokat a vezetőelemeket, amelyek a rögzített kapcsokon keresztül csatlakoznak az áramforráshoz. Az anyag vágásához váltakozó vagy egyenáramot használhat. A forrás teljesítményét azon tény alapján számítják ki, hogy 10 mm-es huzal (500 mm - 125 V esetén) hatékony vágásához legfeljebb 2,5 W-ra lesz szükség.
A készülék biztonságos működése érdekében helyesen kell felszerelni azokat a vezetőelemeket, amelyek a rögzített kapcsokon keresztül csatlakoznak az áramforráshoz. Az anyag vágásához váltakozó vagy egyenáramot használhat. A forrás teljesítményét azon tény alapján számítják ki, hogy 10 mm-es huzal (500 mm - 125 V esetén) hatékony vágásához legfeljebb 2,5 W-ra lesz szükség.
A feszültség arányos az ellenállással, és képletek vagy táblázatok segítségével számítják ki. Átlagosan azonban 0,8 mm-es vezetékátmérő, 500 mm hosszú és 2,2 ohmos ellenállás esetén 12 V-os áramforrásra lesz szüksége 12 A terhelőárammal. A hossz felfelé vagy lefelé történő megváltoztatásához hasonló a feszültség növekedése vagy csökkentése azonos erősségű áram mellett.
Áramforrások és csatlakozási rajz
A biztonságos vágást a normál 220 V-os háztartási hálózatra való csatlakozás biztosítja autótranszformátoron keresztül. Az egyetlen primer tekercsben a feszültség beállításához egy fogantyú van, amellyel a grafitkerék mozgatható, és a feszültség eltávolítható a megfelelő szakaszról. Ez a paraméter 0 és 240 V között változtatható. Az áramforráshoz való csatlakozás a kapocsdobozon keresztül történik.
Ha házi készítésű habvágó gépet csatlakoztat a hálózathoz, ügyelnie kell arra, hogy a fázis ne essen egy közös vezetékre. Minden szükséges paraméter és bekötési rajz megtalálható a transzformátor házán. Mielőtt csatlakozna a hálózathoz, multiméterrel ellenőriznie kell az eszköz működését.
A vezeték áramellátásának egyszerűbb módja a hagyományos lecsökkentő transzformátorok használata a szekunder tekercsekből származó csapokkal. Ebben az esetben nem kell a feszültséget állítani, mivel ez az érték mindig állandó és elegendő ahhoz, hogy a vezetéket a kívánt hőmérsékletre melegítse. A kívánt értéket a transzformátor kezdeti beállítása során választhatja ki, biztosítva bizonyos számú tekercsfordulatot az áramkörben.
A huzalt a polisztirol vágásához háztartási készülékekkel is felmelegítheti. Ebben az esetben a következő árnyalatokat veszik figyelembe:

Figyelembe kell venni, hogy a vágószerszám feszültség alatt azonnal felforrósodik, ezért a hőmérséklet ellenőrzéséhez nem szabad hozzányúlni.
Termikus kés készítése habszivacshoz vagy habgumihoz nem igényel jelentős időt és erőfeszítést. Ehhez szinte bármilyen átmérőjű vezeték alkalmas, de ismeretlen paraméterekkel (átmérő, ellenállás) fokozatosan növelni kell a teljesítményt, csatlakoztatva az első kis teljesítményű áramforrásokat. Nagyon fontos az érintkezők megbízható leválasztása és a vezetékhez nem csatlakoztatható fázis helyzetének szabályozása.
Az építőanyagok modern piacán a polisztirolhabból, expandált polisztirolból és más polimer anyagokból készült termékek széles körű népszerűségre tettek szert. A kiváló hőszigetelő és dekoratív tulajdonságokkal rendelkező anyagok jellegzetes gyártási és feldolgozási jellemzőkkel rendelkeznek.
A polimer anyagok feldolgozásának jellemzői
A polimer anyagok vágásának a következő jellemzői vannak:
- a polimer anyagok nagy rugalmassági tulajdonságokkal rendelkeznek;
- a polimer anyagoknak alacsony a plaszticitási együtthatója;
- a mechanikai roncsolás folyamata plasztikus áramlás nélkül megy végbe, és csomós jellegű;
- a polimer anyag feldolgozásának folyamata kis vágóerő hatását igényli.
Az ilyen anyagok nagy rugalmassági jellemzői a vágási felületen belüli réteg reverzibilis deformációját okozzák. Ez a vágószerszám és az anyag közötti kölcsönös érintkezéshez vezet, és ennek eredményeként a köztük lévő súrlódási erők növekedése. Emiatt a habműanyag megmunkálása csak élezett és olajozott szerszámmal javasolt.
Az alkalmazott erő nagysága befolyásolja a feldolgozás pontosságát és minőségét. Ennek az erőfeszítésnek a helyes kiszámítása lehetővé teszi a berendezés optimális paramétereinek hozzárendelését és a feldolgozási hiba nagyságának értékelését.

CNC gépek típusai hab vágásához
A polimer termékek feldolgozására használt CNC gépeket több szempont szerint osztályozzák.
A kialakítástól függően a CNC berendezések lehetnek:
- hordozható;
- helyhez kötött.
Hordozható. Ezeket a modelleket a tervezés egyszerűsége és az akadálytalan mozgás lehetősége jellemzi. Ezenkívül kézzel is összeszerelhetők. Az ilyen egységeket kis számú feladat elvégzésére és kis árutételek előállítására használják.

Helyhez kötött. Hosszú ideig vannak felszerelve, és nagy súly, méret, az eszköz összetettsége és sokoldalúság jellemzi őket. Az ilyen gépeket gyakran numerikus vezérléssel (CNC) szerelik fel, amellyel automatizálják a nagy mennyiségű termék vágásának folyamatát.

A feldolgozási módszer szerint a CNC gépek a következők:
- Hosszanti és/vagy keresztirányú 2D vágással. Az ilyen típusú gépeknél a vágómechanizmus mozgása az egyik térbeli tengelyen történik.
- Összetett térfogati alakos termékek előállítása (3D vágás).
Az ilyen típusú gépeknél a vágószerkezet a térbeli koordinátarendszer X és Y tengelye mentén mozog számítógépes programvezérléssel vezérelt mechanizmusok segítségével.
Osztályozás vágószerszám szerint
A vágószerszám típusától függően a CNC gépek lehetnek:
- fémfűrészek (vágóelemként élezett fémfűrészlapot használnak);
- marógépek (a fő vágótest a keményfém marók);
- tárcsa (a vágást fogakkal ellátott keményötvözet tárcsák végzik);
- huzal (zsinór);
- (az anyagot lézersugárzással vágják).




A legszélesebb körben használt CNC habvágóval ellátott huzalberendezés. Vágószerszámként vékony nikrómszálakat használnak, amelyek megnövelt áramvezetőséggel és szakítószilárdsággal rendelkeznek.
Információért. A kör alakú 3d termékek gyártása minden CNC berendezés készletében szerepelhet.
A népszerű modellek áttekintése
A polimer anyagok ipari feldolgozásának modern körülményei között hazai és külföldi gyártású CNC gépeket használnak. A legnépszerűbb hazai fejlesztések közé tartoznak az Apparatus, SRP, Cyberstack, Antum habvágó CNC gépei.

A hazai gyártók CNC habvágó gépeinek legnépszerűbb modelljeit a táblázat tartalmazza.
| Modell név | A feldolgozott termékek típusa | Munkamód | Vágás eszköz | Munkaterület | Áramfelvétel, W | A gép súlya, kg | Költség, ezer rubel |
| Termékek az Apparatustól | |||||||
| ARPU-3(4)D-60-60-60 | hungarocell, expandált polisztirol, lemez műanyag | 2D, 3D | 60x60x60 | 400-tól 1300-ig | 70 | 65 | |
| ARP-4D-90-60 | 2D, 3D | Nikróm szál | 90x60 változó zsinórhosszúsággal | nem több, mint 350 | 45 | 85 | |
| Antum termékei | |||||||
| FCM6060 | Sztirohab, expandált polisztirol, extrudált polisztirol | 2D, 3D | Nikróm menet, marógép | 60x60x60 | 400-tól 1300-ig | 65 | 85 |
| A06-U | Sztirohab, expandált polisztirol, extrudált polisztirol | 2D, 3D | nikróm szál, | 120x60 változó zsinórhosszúsággal | nem több, mint 400 | 50 | 50 |
| Cyberstack termékek | |||||||
| CNC habvágó - 2017 | Sztirohab, expandált polisztirol, extrudált polisztirol | 2D, 3D | Nikróm szál | 100x135x250 | nem több, mint 2000 | 110 | 190-200 |
| SRP termékek | |||||||
| SRP-3221 "MaxiUniversal" | Sztirohab, expandált polisztirol, extrudált polisztirol | 2D, 3D | Nikróm szál | 150x125x220 | nem több, mint 1500 | 100 | 180-200 |
A CNC szerszámgépek külföldi gyártóitól a cégek termékei jól beváltak:
- Proxxon (Németország);
- FUBAG (Németország);
- SPARKY (Bulgária);
- Megaplot (Lengyelország).




A közelmúltban Kínában, például a Limac cég által gyártott CNC szerszámgépek mintái jelentek meg az orosz piacon.
Gép készítés otthon
A gyárilag gyártott CNC gépek magas költségei miatt egyes kézművesek olyan módszereket találtak ki, amelyekkel ilyen berendezéseket saját kezűleg készíthetnek el.
A 2D habvágás otthoni gépének létrehozásához a következő anyagokat kell használni:
- munkapad (munkaasztal);
- leléptető transzformátor 220/12V;
- reosztát vagy LATR (állítható laboratóriumi autotranszformátor);
- nikróm huzal 0,5 m hosszú;
- fém rugók.

Csináld magad habvágó gép diagramja
Berendezések tartószerkezeteként rétegelt lemez, farostlemez, forgácslap, 10-20 mm vastag és a tervezett termék méreteinek megfelelő méretű textolit platform használható.
A munkaasztal közepén egy alaplapot helyeznek el, amelynek szélei mentén az izzószál állványai vannak felszerelve. Az egyik állvány kívánt magasságában egy vágóhuzal van rögzítve. A vágóhuzal második vége az ellensúlyhoz csatlakoztatott rugóval a második oszlophoz van rögzítve. A rugó ebben az esetben úgy van kialakítva, hogy megfeszítse a menetet a melegítés során.

A transzformátor primer tekercsének végeit sorba kötve a 220 V-os táphálózatra, és a transzformátor kimeneti végeit reosztáton (LATR) keresztül a nikróm izzószál végeihez kapcsolva felmelegítjük. A reosztát (LATR) segítségével beállítja a menet melegítési hőmérsékletét és kiválasztja az optimális anyagelőtolást.
A 3D habvágó gép saját kezű megépítéséhez a nikróm szálak számának növelése szükséges, az elektromos áramkör megfelelő komplikációjával.
A polimer anyagok feldolgozására szolgáló gép saját kezű készítése segít megtakarítani a fogyóeszközök vásárlására fordítható pénzeszközök jelentős részét.
A hatalmas mennyiségű szigetelőanyag (amely egyébként folyamatosan növekszik), valamint az ásványgyapot növekvő népszerűsége ellenére a polisztirol továbbra is vezető szerepet tölt be, és nem tervezi feladni őket. Ha egy lakásban vagy pincében tervezik a padló szigetelését, akkor a polisztirolhab vágása teljesen rögtönzött eszközök segítségével történik, de ha jelentős mennyiségekről vagy szokatlan feladatokról beszélünk, akkor speciális eszközre van szükség - habvágásra. gép.
Habvágó gép
A gépek osztályozása
A mai piacon az ilyen gépeket meglehetősen nagy választékban mutatják be. Ebben az esetben vásárolhat egy speciális lézervágó gépet, vagy próbáljon meg valami hasonlót készíteni saját kezével.
Mellesleg, az összes gépet feltételesen a következő kategóriákba sorolják:
- hordozható egységek (homályosan késre hasonlítanak);
- CNC egységek;
- keresztirányú vagy vízszintes vágáshoz.
Tervezési jellemzők és működési elv
Annak ellenére, hogy a gépek sokféle változatban léteznek, a működési elve általában mindegyiknél ugyanaz. A magas hőmérsékletre felmelegített él a kívánt irányban áthalad a habrétegen, mint a forró kés a vajan. A legtöbb esetben horgászzsinórt használnak ilyen élként. A legegyszerűbb modellekben csak egy ilyen fűtőszál van, míg a fejlettebb készülékekben egyszerre több is lehet (legfeljebb hat húr).
Jegyzet! Ha öntött elemek vágását tervezzük, akkor különös figyelmet kell fordítani a feldolgozható termékek hosszára.
Példaként: az ismertetett anyag vágására is használt SRP gép 2 méternél hosszabb húrokkal van felszerelve, és egy menetben körülbelül 12 lineáris métert tud vágni. méter anyag.
Speciális gépek és áraik
A habot gyakran nem szigetelésre vagy hangszigetelő szerkezetekre használják, hanem reklámok készítésére vagy belsőépítészetre. Ez a göndör vágáshoz tervezett speciális gépek használata miatt lehetséges. Jellemző, hogy egy ilyen berendezés segítségével egyidejűleg 2 vagy akár 3 vetületben is meg lehet dolgozni az anyagot. Kívánság szerint elkészítheti a legösszetettebb elemeket, például fogaskerekeket, sakkot, miniatűr autómodelleket, különféle figurákat, bármilyen dekoratív díszt.
Az alábbiakban bemutatjuk a hazai piacon legnépszerűbb készülékeket, valamint ezek átlagos piaci árát.
FRP-01
Ez az egység hatalmas népszerűségét a tervezés egyszerűségének és a sokoldalúságának köszönheti. Lehetőség van öntött elemek, ábrák és betűk gyártására cégtáblákhoz, szigetelőtáblákhoz stb. A készülék működésének vezérlése a készletben található számítógépes program segítségével történik.
Az egység hozzávetőleges költsége 110-115 ezer rubel.

FRP-01 gép hab vágásához
SRP-K "Kontur"
Egy másik nagyszerű modell, amely lehetővé teszi a homlokzati dekoráció és a zsaluzat különféle alkatrészeinek elkészítését a habarcs öntéséhez. Ebben az esetben a vezérlés kézi, de az áramfelvétel viszonylag alacsony (kb. 150 V), és nagyon kényelmes a szállítása.



Az átlagos piaci érték valahol ott van 42,5 ezer rubel.
Saját készítésű vágógép
A habvágó gép elkészítésének számos módja van – a legegyszerűbbtől (kéziszerszámok) a rendkívül bonyolult kivitelezésig. Tekintsük röviden mindegyiket.
1. módszer. Sztirohab kézi vágása
- A legegyszerűbb és egyben megfizethető módszer az anyag késsel történő vágása. Fontos, hogy az ehhez használt kés fogazott legyen, és a munka megkezdése előtt meg kell kenni autóolajjal (ez csökkenti a zajt és optimalizálja magát az eljárást). Azt is érdemes megjegyezni, hogy ez a leglassabb a módszerek közül, így csak kis anyagmennyiség esetén célszerű.
- A hungarocellt forró zsinórral is el lehet vágni. Ehhez verjen be néhány szöget, húzzon közéjük egy nikróm vezetéket, és csatlakoztassa a tápegységet. Ennek a módszernek a fő előnye a nagy sebesség (egy métert 7-8 másodperc alatt vágnak le) és a szép vágás. De van egy jelentős hátránya: egy ilyen eljárás káros az emberi egészségre.
- A harmadik módszer „hidegszálas” vágásként ismert. Ebben az esetben az acélszálat ugyanúgy használjuk, mint a kétkezes fűrészlapot. Ez a módszer meglehetősen produktív.
- Hasonlóképpen vághatja le a habot egy hagyományos fémfűrésszel.
- Végül van egy professzionális kézi hangszer, a fent említett hot húrhoz hasonló kivitelben, csak fejlettebb. Egy ilyen eszközzel a munka hatékonyan és gyorsan történik, göndör fúvókák használhatók.
Videó - Polisztirolhab vágása nikrómmal
Második módszer. Házi készítésű gép az asztalon
Bárhogy is legyen, a polisztirolhab kézi vágása, még a fenti eszközök egyikével is, meglehetősen nehéz. Az anyag szétrepedhet vagy széteshet, ez ellen nem lehet mit tenni. A forró zsinór részben megoldja a problémát, de mi van, ha túl nagy a munka mennyisége? Van egy kiút - otthoni vágógépet építhet.
Először is minden szükséges elő van készítve. Egy ilyen eszköz létrehozásakor szüksége lesz:
- egy nagy asztal (ideális esetben mindkét oldal legalább 2 méter legyen);
- megnövelt ellenállású zsinór (régi elektromos fűtőtest jelenlétében eltávolítható róla);
- vasrugók, amelyeket alacsony elektromos vezetőképesség jellemez;
- laboratóriumi transzformátor (LATR), amely a 220 voltos áramot 24 voltossá alakítja.
Ezen kívül szükség lesz egy húrmagasság-szabályozóra is. Lehetnek mondjuk egy pár gerenda, és ezek között mozog a vágószál a tartóval együtt.
Jegyzet! A transzformátor nem mindig szükséges. Ez a pillanat kizárólag attól függ, hogy milyen anyagot használtak a szál gyártásához. És ha krómozott, akkor 220 voltos áram is használható. Bár megjegyezzük, hogy ha ilyen erővel dolgozik, szigorúan be kell tartania a biztonsági szabályokat, különben a következmények a legszomorúbbak lehetnek.
Ha a habvágó gép csak 24 V-ról működik, akkor a testet nem fenyegeti veszély. Egyszerűen nem fog érezni ekkora áramot, és egy véletlen elváltozás után csak le kell öblítenie vízzel az érintett bőrfelületet.
Emlékeztetünk arra is, hogy ha a habot forró fémmel vágják, akkor elkerülhetetlenül mérgező anyagok szabadulnak fel. Emiatt a munkát kizárólag speciális maszkban kell végezni, és a helyiséget jól szellőztetni kell; különben mérgezést kaphat. Bár a szabadban történő vágás előnyösebb, ezt csak akkor lehet megtenni, ha van saját udvara.
Annak érdekében, hogy kényelmesebb legyen a szerkezet összeszerelése az előkészített alkatrészekből, az alábbiakban bemutatjuk a jövőbeli gép részletes diagramját.

A hab előállításához szükséges berendezések Korábban beszéltünk a hab előállításához szükséges berendezésekről, ezen a cikken kívül azt tanácsoljuk, hogy ismerkedjen meg ezzel az információval.
Harmadik módszer. Házi készítésű gép (megfelelő asztal hiányában)
Ha nem rendelkezik megfelelő méretű asztallal, akkor rétegelt lemezből, normál lapból vagy forgácslapból készíthet alapot az egységhez. A műveletek algoritmusának ebben az esetben a következőnek kell lennie.
Minden szükséges előkészítése
A gép fent leírt működési elve szintén a forró fém használatán alapul. Ha forró drótot vezet át az anyagon, könnyen vágható, a vágások pedig tökéletesen egyenletesek lesznek. Ebben az esetben a munkafolyamatban a következőkre lesz szüksége:

A vágóelem egy nikróm spirál lesz. Mint már említettük, megvásárolható vagy eltávolítható a régi fűtőtestből. Jellemző, hogy ennek a spirálnak a vastagsága 0,5-1 mm között változhat, bár jobb lenne, ha 0,7 mm lenne. Ami a hosszt illeti, az a vágandó anyag méretétől függ.
Jegyzet! Fontos elem a laboratóriumi transzformátor. Ha nincs, akkor egy régi trafóból és autós akkumulátortöltőből is készíthet hasonlót.
Van egy másik lehetőség - tápegységet vehet fel egy számítógépről, ahol 12 voltos vezetékek (fekete és sárga) csatlakoznak a spirálhoz.

Házi készítésű géphez 7-12 voltos kimeneti feszültség elegendő. Egy másik fontos szempont: az izzószál vastagságát/hosszát a feszültséghez kell igazítani. Ha túl erős a hő, a cérna akár el is repedhet. Ugyanakkor, ha a bemelegítés gyenge, a vágási eljárás észrevehetően lelassul.
Végül maga az autó akkumulátora szolgálhat áramforrásként. Ez akkor hasznos, ha nincs áram.

Közvetlen összeszerelés
Az alábbiakban az egység összeszerelési útmutatója található lépésről lépésre.
Első lépés. Vegyünk egy szálat a nikrómból, és rögzítjük a rugókhoz. Magukat a rugókat az M-4 csavarokra helyezik, és azokat az előkészített állványokba csavarják.

második lépés. A vasállványokat előre préseljük forgácslap lapba, munkalapba, rétegelt lemezbe (vagy más olyan felületbe, amely egy habvágó gép alapjául szolgál). Az alap vastagságát, valamint az oszlopok magasságát a felhasználó igényei alapján kell meghatározni. A 18 milliméteres alapvastagság és 28 milliméteres támasztómagasság esetén a csavar teljesen becsavarva nem tud áthaladni az alapon; és fordítva, teljesen lecsavarva, 50 milliméter vastagságú anyagot tud majd vágni.

Jegyzet! Ha vastag lemezek további vágására van szükség, akkor a kis csavarokat eltávolítjuk, és helyette hosszabbakat csavarunk be.
Harmadik lépés. Az alapba préselés céljából lyukakat készítünk. Fontos, hogy ezeknek a furatoknak az átmérője körülbelül 0,5 mm-rel kisebb legyen, mint magának az állványnak az átmérője. Ezután egy kalapáccsal beütjük az állványokat a lyukakba, de az éles végéleket előkezeljük csiszolópapírral (ez nagyban leegyszerűsíti ezt az eljárást).
Negyedik lépés. Mielőtt a csavart az állványba csavarnánk, veszünk valamilyen megfelelő szerszámot, és egy kalappal kis hornyot vágunk alá (a csavart). Ehhez csavarhúzóval befogjuk az egyik végét, a kalap alá reszelőt teszünk, és elindítjuk a forgatást. Mire való ez a barázda? Mindenekelőtt azért, hogy a vezetéket mozdulatlanul rögzítse, különben a beállítási folyamat során elmozdulhat.
Ötödik lépés. Rögzítjük a vezetéket: először a rugókhoz, és csak azután magukhoz a csavarokhoz. Erre azért van szükség, hogy ne ereszkedjen meg, ne melegedjen fel, és ennek megfelelően valamelyest megnyúljon.

Hatodik lépés. Miután befejeztük az összes rögzítőelemet, vesszük a nikrómhuzalt és rögzítjük. Az általunk használt rögzítési módot „préselt csavarásnak” nevezzük: ez lehetővé teszi az áramot vezető kábel és a vezeték közötti legmegbízhatóbb érintkezést. Az is fontos, hogy a rézkábel keresztmetszete legalább 1,45 mm² legyen.
hetedik lépés. Kb. 2 centiméterrel megtisztítjuk a szigetelőréteget a kábelek végétől. A rézvezetőket rátekerjük a huzalra, ahol az már rögzítve van a rugókon. Az egyik végét fogóval erősen fogja meg és tekerje be vele a vezetőt. Egy ilyen tekercs lehetővé teszi, hogy elérje a huzal és a huzal érintkezésének maximális területét, és amikor a gép végre elkezd működni, a csatlakozások nem melegednek túl.
Nyolcadik lépés. Ezután kivonjuk az elektromos áramot hurok formájában vezető vezetőket, hogy a jövőben szabályozható legyen a habvágás eljárása. Ezenkívül lyukakat készítünk az alapon, és vezetékeket vezetünk át rajtuk, hogy működés közben ne keveredjenek össze. Ezt követően kapcsok segítségével rögzítjük őket a másik oldalon.

Jegyzet! A szakértők azt tanácsolják, hogy a kábeleket fektesse össze és csavarja össze, így nem túl szoros köteget képez. Ebben az esetben biztosan nem fognak összezavarodni.

Kilencedik lépés. A vezetékek végére forrasztjuk a kivezetéseket, amelyek a felhasznált energiaforráshoz kapcsolódnak.

Tehát a habvágó gép majdnem készen áll. Vegye figyelembe, hogy a fenti séma szerint létrehozott kialakítás elég otthoni használatra. Ezen túlmenően, kívánság szerint, polisztirolhab göndör vágására szolgáló eszközként is használható.
Videó - Készülék létrehozása polisztirolhab vágásához
- A vágási folyamat során a hab átlagos mozgási sebességére van szükség. Ha túl gyorsan mozog, nagy valószínűséggel összeomlik, és ha túl lassan, akkor a lapok végei elkezdenek olvadni.
- Ha elektromos áram nélkül végeznek munkát, akkor 3 db 9 voltos koronát kell összekötni és energiaforrásként használni. Ebben az esetben a gép körülbelül 35-40 percig lesz képes dolgozni.
- Nem kívánatos ehhez autóakkumulátorokat használni, mivel a jelentéktelen feszültség ellenére nagy árammal is megkülönböztethetők, amely károsíthatja a húrt. És jó, ha egyszerűen szétrobban, mert megeshet, hogy felfröccsen a forró fém.
- A fürdő szigetelésére használt habnak vastagnak kell lennie. Ráadásul a vastag anyagot könnyebb előállítani (és nem különösebben népszerű), ami azt jelenti, hogy olcsóbb lesz, mint a vékony anyag.