Vijačne kontaktne povezave v električni opremi. Navodila za namestitev kontaktnih povezav zbiralk med seboj in s sponkami električnih naprav
KLASIFIKACIJA KONTAKTNIH ELEKTRIČNIH PRIKLJUČKOV. SPLOŠNE TEHNIČNE ZAHTEVE GOST 10434-82
DRŽAVNI STANDARD ZVEZE ZSSR
KONTAKTNI ELEKTRIČNI PRIKLJUČKI
Razvrstitev. Splošne tehnične zahteve
Električni kontaktni priključki. Razvrstitev.
Splošne tehnične zahteve
GOST 10434-82
Datum snemanja 01.01.83
Ta standard se uporablja za ločljive in neločljive električne kontaktne povezave vodil, žic ali kablov (v nadaljnjem besedilu prevodniki) iz bakra, aluminija in njegovih zlitin, jekla, aluminijevo-bakrenih žic s sponkami električnih naprav, kot tudi kontaktne povezave vodnikov med seboj za tokove od 2,5 A. Za kontaktne povezave električnih naprav za tokove manjše od 2,5 A se priporočajo standardne zahteve. Zahteve standarda glede dovoljene vrednosti električnega upora in trajnosti kontaktnih povezav med prehodnimi tokovi veljajo tudi za kontaktne povezave v tokokrogih ozemljitvenih in zaščitnih vodnikov iz jekla.
Standard ne velja za električne kontaktne povezave električnih naprav za posebne namene.
Izrazi, uporabljeni v standardu, ustrezajo GOST 14312-79, GOST 18311-80.
1. RAZVRSTITEV
1.1. Glede na področje uporabe so električni kontaktni priključki (v nadaljevanju kontaktni priključki) razdeljeni v razrede v skladu s tabelo. 1.
Tabela 1
| Obseg kontaktne povezave | Kontaktni razred |
|---|---|
| 1. Kontaktne povezave tokokrogov, katerih prečni prerezi so izbrani glede na dovoljene dolgotrajne tokovne obremenitve (močnostni električni tokokrogi, daljnovodi itd.) | 1 |
| 2. Kontaktne povezave tokokrogov, katerih prečni prerezi so izbrani glede na odpornost proti tokovom, izgubo in odstopanje napetosti, mehansko trdnost in zaščito pred preobremenitvijo. Kontaktne povezave v tokokrogih ozemljitvenih in zaščitnih vodnikov iz jekla | 2 |
| 3. Kontaktne povezave tokokrogov z električnimi napravami, katerih delovanje je povezano s sproščanjem velike količine toplote (grelni elementi, upori itd.) | 3 |
Opomba. Standardi in tehnične specifikacije za posebne vrste električnih naprav morajo navajati, da razred 2 in 3 nista navedena;
1.2. Odvisno od klimatske različice in kategorije namestitve električnih naprav po GOST 15150-69 so kontaktne povezave razdeljene v skupine v skladu s tabelo. 2.
1.3. Po zasnovi so kontaktne povezave razdeljene na neločljive in zložljive.
1.4. Odvisno od materiala priključenih vodnikov in skupine kontaktnih povezav v skladu s klavzulo 1.2 so razstavljive kontaktne povezave razdeljene na:
- - ne zahtevajo uporabe sredstev za stabilizacijo električnega upora - glej odstavke. 2.1.6 in 2.1.8;
- ki zahtevajo uporabo sredstev za stabilizacijo električnega upora - glej odstavke. 2.1.7 in 2.1.8.
tabela 2
| Klimatska sprememba in kategorija namestitve električnih naprav | |
|---|---|
| 1. Vse klimatske izvedbe za kategorijo lokacije 4.1 z atmosferskim tipom II in I. Klimatske izvedbe U, UHL, TS za kategorijo namestitve 3 in klimatske izvedbe UHL, TS za kategorijo namestitve 4 v atmosferi tipa II in I |
A |
| 2. Vsaka kombinacija klimatske zasnove in kategorije namestitve, razen zgoraj navedenih, z atmosfero tipa II in I. Vsaka kombinacija klimatske zasnove in kategorije lokacije z atmosferskimi tipi III in IV |
B |
2. TEHNIČNE ZAHTEVE
2.1. Oblikovalske zahteve
2.1.1. Kontaktne povezave morajo biti izvedene v skladu z zahtevami tega standarda, standardi in tehničnimi specifikacijami za posebne vrste električnih naprav po delovnih risbah, potrjenih na predpisan način.
2.1.2. Sponke električnih naprav morajo ustrezati zahtevam GOST 24753-81.
2.1.3. Kontaktne vijačne sponke morajo ustrezati zahtevam GOST 25034-85, tipske sponke morajo ustrezati zahtevam GOST 19132-86.
2.1.4. Linearni priključki morajo izpolnjevati zahteve GOST 13276-79.
2.1.5. Trajne kontaktne povezave morajo biti izvedene z varjenjem, spajkanjem ali stiskanjem. Za posamezne vrste električnih naprav je dovoljena uporaba drugih metod, določenih v standardih ali tehničnih specifikacijah.
Primeri vzpostavljanja stalnih kontaktnih povezav so podani v prilogi 1.
2.1.6. Odstranljive kontaktne povezave, ki ne zahtevajo uporabe sredstev za stabilizacijo električnega upora, morajo biti izdelane z uporabo jeklenih pritrdilnih elementov, zaščitenih pred korozijo, v skladu z zahtevami GOST 9.303-84, GOST 9.005-72.
2.1.7. Odstranljive kontaktne povezave, ki zahtevajo uporabo sredstev za stabilizacijo električnega upora, morajo biti izvedene tako posamično kot v kombinaciji z naslednjimi sredstvi:
- 1) pritrdilni elementi iz barvnih kovin s koeficientom linearnega raztezanja od 18·10 -6 do 21·10 -6 1/°С;
2) diskaste vzmeti v skladu z GOST 3057-90 ali tehničnimi specifikacijami za določene vrste vzmeti;
3) zaščitne kovinske prevleke delovnih površin, izbrane po GOST 9.303-84, ob upoštevanju zahtev GOST 9.005-72.
Dovoljena je uporaba drugih vrst zaščitnih premazov, določenih v standardih ali tehničnih specifikacijah za posamezne vrste električnih naprav;
4) prehodni deli v obliki bakreno-aluminijevih plošč v skladu z GOST 19357-81, bakreno-aluminijastimi konicami v skladu z GOST 9581-80 in strojnimi objemkami iz platiranega aluminija v skladu s TU 34-13-11438-89;
5) prehodni deli v obliki plošč in konic iz aluminijeve zlitine z natezno trdnostjo najmanj 130 MPa (v nadaljnjem besedilu: trda aluminijeva zlitina);
6) konice zatičev po GOST 23598-79 iz trde aluminijeve zlitine;
7) konice zatičev po GOST 23598-79, baker-aluminij;
8) električno prevodna maziva ali drugi električno prevodni materiali, če je možnost njihove uporabe potrjena z rezultati preskusov v skladu z GOST 17441-84 in je določena v standardih ali tehničnih specifikacijah za določene vrste električnih naprav.
Pri uporabi sredstev 2)-8) morajo biti kontaktne povezave praviloma izvedene z jeklenimi pritrdilnimi elementi, zaščitenimi pred korozijo v skladu z zahtevami GOST 9.303-84, GOST 9.005-72.
Opomba. Potreba po nanosu zaščitne kovinske prevleke na delovne površine bakrenih vodnikov mora biti določena v standardih ali tehničnih specifikacijah za posamezne vrste električnih naprav.
(Spremenjena izdaja, sprememba št. 1, 2, 3).
2.1.8. Odstranljive kontaktne povezave, odvisno od skupine v skladu s klavzulo 1.2 in materiala priključenih vodnikov in sponk električnih naprav, morajo biti izdelane v skladu z zahtevami standarda:
- - za kontaktne povezave vodnikov s ploščatimi vodi, kot tudi kontaktne povezave vodnikov med seboj - v tabeli. 3;
- za kontaktne povezave vodnikov z nožnimi sponkami - v tabeli. 4;
- za kontaktne povezave vodnikov z vtičnicami - v tabeli. 5.
Tabela 3
| Kontaktna skupina | Material prevodnika | Standardna številka klavzule je odvisna od materiala priključka ali drugega vodnika | |||
|---|---|---|---|---|---|
| baker in njegove zlitine | trda aluminijeva zlitina | aluminij | jeklo | ||
| A | Baker, aluminij baker | 2.1.6 | 2.1.6 | ||
| Trdna aluminijeva zlitina | |||||
| Aluminij | 2.1.7 1) ali 2), ali 3), ali 4), ali 5), ali 8) | ||||
| B | Baker, aluminij baker | 2.1.6 | 2.1.6 | ||
| Trdna aluminijeva zlitina | 2.1.7* 3) ali 4), ali 5) in 3) | 2.1.6 | 2.1.7 4) ali 5) in 3) | ||
| Aluminij | 2.1.7 4) ali 5) in 3), ali 1) in 3), ali 2) in 3) | 2.1.7 1) ali 2), ali 3), ali 4), ali 5) | |||
Kontaktne povezave v skladu s klimatsko zasnovo in kategorijo namestitve električnih naprav, določeno v skladu z GOST 15150-69 in GOST 15543-70, morajo prenesti vpliv okoljskih podnebnih dejavnikov, določenih v GOST 15150-69, GOST 15543-70, GOST 15963-79, GOST 16350-80, GOST 17412-72 ali v standardih in tehničnih specifikacijah za posebne vrste električnih naprav.
Tabela 4
| Kontaktna skupina | Material prevodnika | Standardna številka klavzule je odvisna od materiala zatiča | ||
|---|---|---|---|---|
| baker ali medenina za nazivni tok | jeklo za nazivni tok do 40 A | |||
| do 630 A | nad 630 A | |||
| A | Baker, aluminij baker | 2.1.6 | ||
| Trdna aluminijeva zlitina | ||||
| Aluminij | 2.1.7 1) | 2.1.7 3) ali 4), ali 5) | 2.1.7 2) ali 3), ali 4), ali 5) | |
| B | Baker, aluminij baker | 2.1.6 | ||
| Trdna aluminijeva zlitina | 2.1.7 4) ali 5) in 3) | 2.1.7* 4) ali 5) in 3) | 2.1.7 4) ali 5) in 3) | |
| Aluminij | 2.1.7 4) ali 5) in 3) | |||
* Kontaktne povezave električnih naprav klimatskih izvedb U, UHL kategorij namestitve 1 in 2 se lahko izdelajo v skladu s točko 2.1.6.
Opomba. V vseh primerih je treba uporabiti bakrene ali medeninaste potisne matice za zatične sponke z oznako nad 40 A.
Tabela 5
| Kontaktna skupina | Material prevodnika | Standardna številka klavzule je odvisna od vrste jedra | |
|---|---|---|---|
| enožična | nasedla | ||
| A | baker | Direktna povezava | |
| Aluminijev baker | - | ||
| Aluminij | Neposredna povezava* ali 2.1.7 6) ali 7)** | ||
| B | baker | Neposredna povezava* ali 2.1.6*** | 2.1.6*** |
| Aluminijev baker | - | ||
| Aluminij | 2.1.7 7) ali 6) in 3) | ||
* Možnost neposrednega priklopa mora biti določena v standardih oziroma tehničnih specifikacijah za določen tip električne naprave.
** Dovoljeno je povezovanje aluminijastih jeder, zlitih v monolit z dodatkom legirnih dodatkov iz trdne aluminijeve zlitine.
*** Kontaktna povezava se izvede z zaključkom z bakrenimi konicami zatičev v skladu z GOST 22002.5-76, GOST 22002.12-76, GOST 22002.13-76, GOST 23598-79 ali s kositrenjem jeder s kositrno-svinčevimi spajkami v skladu z GOST 21931-76.
Po dogovoru s potrošnikom je dovoljeno uporabljati kontaktne povezave, ki se razlikujejo od tistih, navedenih v tabeli. 3-5.
Primeri izdelave zložljivih kontaktnih povezav so podani v Dodatku 2.
(Spremenjena izdaja, sprememba št. 1, 3).
2.1.9. Kontaktne povezave plošč iz trde aluminijeve zlitine in aluminijastega dela bakreno-aluminijevih plošč z aluminijastimi vodniki (vodniki) morajo biti izvedene z varjenjem ali spajkanjem, povezave nastavkov iz trde aluminijeve zlitine in aluminijastega dela bakreno-aluminijevih nastavkov. z aluminijastimi vodniki žic in kablov je treba izdelati z varjenjem ali stiskanjem.
2.1.10. Razstavljive kontaktne povezave enožilnih vodnikov žic in kablov s ploščatimi ali nožnimi sponkami je treba izvesti:
- - jedra s prečnim prerezom do 16 mm 2 - po zaključku z ušesi v skladu z GOST 7386-80 ali neposredno: z oblikovanjem v obroč ali brez njega, z zaščito v obeh primerih pred iztiskanjem z oblikovanimi podložkami ali drugimi metodami ;
- jedra s prečnim prerezom 25 mm 2 ali več - po zaključku z ušesi v skladu z GOST 7386-80, GOST 7387-82, GOST 9581-80 ali z oblikovanjem konca jedra v ploščat vpenjalni del z luknja za vijak.
2.1.11. Odstranljive kontaktne povezave nasedlih žic in kablov s ploščatimi ali nožnimi sponkami je treba izvesti:
- - žile s prečnim prerezom do 10 mm 2 - po zaključku z ušesi po GOST 7386-80, GOST 9688-82, GOST 22002.1-82, GOST 22002.2-76 - GOST 22002.4-76, GOST 22002.6-82, GOST 22002.7-76 - GOST 22002.11-76, GOST 22002.14-76 ali neposredno: z oblikovanjem v obroč ali brez njega, z zaščito v obeh primerih pred iztiskanjem z oblikovanimi podložkami ali drugimi metodami;
- žile s prečnim prerezom 16 mm 2 ali več - po zaključku z ušesi v skladu z GOST 7386-80, GOST 7387-82, GOST 9581-80, GOST 22002.1-82, GOST 22002.2-76, GOST 22002.6-82 , GOST 22002.7-76.
(Spremenjena izdaja, sprememba št. 1, 2).
2.1.12. Priporočljivo je, da na posamezno plosko sponko (vijak) ali zatič priključite največ dva vodnika, razen če je v standardih ali tehničnih specifikacijah za posamezne vrste električnih naprav določeno drugače.
2.1.13. V zložljivih kontaktnih povezavah je treba uporabiti pritrdilne elemente razredov trdnosti v skladu z GOST 1759.4-87 in GOST 1759.5-87, ki so navedeni v tabeli. 6. Pri kontaktnih povezavah je priporočljiva uporaba vijakov s cilindrično ali šesterokotno glavo.
Tabela 6
2.1.14. Zahteve za pripravo delovnih površin kontaktnih delov so podane v Dodatku 3.
2.2. Električne zahteve
2.2.1. Razmerje med začetnim električnim uporom kontaktnih povezav (razen kontaktnih povezav z nožnimi sponkami) in električnim uporom odseka priključenih vodnikov, katerih dolžina je enaka dolžini kontaktne povezave, ne sme presegati:
- - za razred 1 - 1, če v standardih ali tehničnih specifikacijah za posamezne vrste električnih naprav ni drugače določeno;
- za razred 2 - 2;
- za 3. - 6. razred.
Pri kontaktnih povezavah vodnikov z različno električno upornostjo se primerja s kontaktnim delom z večjim električnim uporom.
2.2.2. Začetna električna upornost kontaktnih povezav vodnikov razreda 1 z nožnimi sponkami ne sme presegati vrednosti, navedenih v tabeli. 7.
Tabela 7
Zahteve za kontaktne povezave razredov 2 in 3, če so potrebne, so določene v standardih ali tehničnih specifikacijah za posamezne vrste električnih naprav.
2.2.3. Električna upornost kontaktnih povezav (razen varjenih in spajkanih), preizkušena glede skladnosti z zahtevami standardov in druge tehnične dokumentacije po metodi, določeni v GOST 17441-84, ne sme presegati začetne vrednosti za več kot 1,5-krat. Električna upornost varjenih in spajkanih kontaktnih povezav mora ostati nespremenjena. Potreba po obvezni uporabi ključev za prikaz navora mora biti navedena v standardih ali tehničnih specifikacijah za posamezne vrste električnih naprav.
2.2.4. Ko teče nazivni (dolgotrajno dopustni) tok, največja dovoljena temperatura kontaktnih povezav razredov 1 in 2 ne sme presegati vrednosti, navedenih v tabeli. 8. V tem primeru se trenutne obremenitve vodnikov upoštevajo v skladu s "Pravili za gradnjo električnih naprav", ki jih je odobril Gosenergonadzor 12. aprila 1969, v skladu s standardi ali tehničnimi specifikacijami za določene vrste električnih naprav.
Tabela 8
| Značilnosti povezanih vodnikov | Najvišja dovoljena temperatura ogrevanja, °C v inštalacijah | |
|---|---|---|
| do 1000 V | St. 1000 V | |
| 1. Prevodniki iz bakra, aluminija-bakra, aluminija in njegovih zlitin brez zaščitnih premazov delovnih površin | 95 | Po GOST 8024-90 |
| 2. Prevodniki iz bakra, aluminija-bakra, aluminija in njegovih zlitin z zaščitnimi prevlekami delovnih površin z navadnimi kovinami | 110* | |
| 3. Prevodniki iz bakra in njegovih zlitin brez izolacije ali z izolacijo razredov B, F in H po GOST 8865-87 z zaščitno prevleko delovnih površin s srebrom | 135 | |
* Za vodnike iz bakra brez izolacije ali z izolacijo razredov B, F in H po GOST 8865-87 je dovoljeno zvišanje temperature na 135 ° C, če je možnost tega potrjena z rezultati preskusov po GOST 17441. -84 in je navedeno v standardih ali tehničnih specifikacijah za posebne vrste električnih naprav.
Temperatura kontaktnih povezav razreda 3 je določena v standardih ali tehničnih specifikacijah za določene vrste električnih naprav, odvisno od uporabljenih materialov, premazov, razreda izolacije priključenih vodnikov in pogojev delovanja.
(Spremenjena izdaja, sprememba št. 1, 2, 3).
2.2.5. (Izbrisano, sprememba št. 1).
2.2.6. Po prehodnem tokovnem načinu kontaktne povezave ne smejo imeti mehanskih poškodb, ki bi preprečile njihovo nadaljnje delovanje. Temperatura kontaktnih povezav v načinu pretoka ne sme biti višja od 200 °C za povezave vodnikov iz aluminija, bakra, aluminija in njegovih zlitin ter za povezave teh vodnikov z bakrom, 300 °C za povezave bakrenih vodnikov. in 400 °C za povezave jeklenih vodnikov.
2.2.7. Vrednost dovoljenega toka kontaktnih povezav ne sme biti manjša od dovoljenega toka posameznih vrst električnih naprav, ki je določen v standardih ali tehničnih specifikacijah za te naprave.
Če teh podatkov ni, mora vrednost enosekundne gostote toka ustrezati 165 A/mm 2 - za bakrene vodnike, 105 A/mm 2 - za aluminijaste in aluminijevo-bakrene vodnike, 90 A/mm 2 - za vodniki iz aluminijeve zlitine in 20 A/mm 2 - za jeklene vodnike.
(Spremenjena izdaja, sprememba št. 1).
2.3. Zahteve za odpornost na mehanske dejavnike
2.3.1. Kontaktne povezave morajo prenesti učinke mehanskih okoljskih dejavnikov v skladu s skupino delovnih pogojev v skladu z GOST 17516-72, ki morajo biti določene v standardih ali tehničnih specifikacijah za določene vrste električnih naprav.
Če takšnih navodil ni, morajo kontaktne povezave, ki so izpostavljene vibracijam, vzdržati vibracije 1 uro pri konstantni frekvenci od 40 do 50 Hz in amplitudi 1 mm.
2.3.2. Kontaktne povezave morajo prenesti učinke statičnih aksialnih nateznih obremenitev, ki povzročajo napetosti najmanj:
- - 90% natezne trdnosti celotnega vodnika - za kontaktne povezave vodnikov daljnovoda, ki delujejo v napetosti;
- 30% natezna trdnost celotnega vodnika - za trajne kontaktne povezave, ki ne delujejo na napetost, kot tudi za povezave vodnikov z vtičnicami, povezave nezaključenih žic in kablov s ploščatimi sponkami, opremljenimi z oblikovanimi podložkami.
Za vodnike s presekom do 1,5 mm2 ni dovoljeno uporabljati vijačne sponke, katere konec vijaka je zasukan vzdolž jedra.
2.3.1.-2.3.3. (Spremenjena izdaja, sprememba št. 1).
2.3.4. Razstavljive kontaktne povezave vodnikov z vodniki, kontaktne povezave z enim vijakom, ki so lahko izpostavljeni kratkostičnim tokovom, kot tudi razstavljive kontaktne povezave, ki so izpostavljene vibracijam ali se nahajajo v eksplozivnih območjih, je treba zaščititi pred samoodvijanjem z protimaticami, vzmetnimi podložkami. , diskaste vzmeti ali druga sredstva.
(Spremenjena izdaja, sprememba št. 2).
2.4. Zahteve glede zanesljivosti
2.4.1. Za oceno zanesljivosti kontaktnih povezav se določi gama-odstotni vir, razen če ni drugače določeno v standardih ali tehničnih specifikacijah za določene vrste električnih naprav.
Nižja vrednost gama odstotka vira mora zagotavljati delovanje električnih naprav v skladu z zahtevami glede zanesljivosti, določenimi v standardih oziroma tehničnih specifikacijah za te električne naprave.
(Spremenjena izdaja, sprememba št. 1).
2.5. Varnostne zahteve
2.5.1. Kontaktne povezave v smislu varnostnih zahtev morajo biti v skladu z GOST 12.2.007.0-75 in zagotavljati pogoje delovanja, ki jih določata "Pravila za tehnično delovanje potrošniških inštalacij" in "Varnostna pravila za delovanje potrošniških električnih inštalacij", ki jih je odobril Gosenergonadzor. 12. aprila 1969.
2.5.2. Kontaktne povezave morajo biti v skladu z zahtevami požarne varnosti v skladu z GOST 12.1.004-91, kar je zagotovljeno z izpolnjevanjem zahtev GOST 10434-82.
(Dodatno uvedena sprememba št. 3).
PRILOGA 1
Informacije
STALNE KONTAKTNE POVEZAVE
a - varjenje ali spajkanje; b - z varjenjem sponk; c - z varjenjem skozi prehodno bakreno-aluminijevo ploščo; d - povezava žičnih (kabelskih) žil skozi povezovalni tulec s stiskanjem; d - povezava jedra žice (kabla) s kabelskim čevljem s stiskanjem (varjenje, spajkanje); e - povezava žičnih žil v ovalnih konektorjih
1 - ploščati izhod (bus); 2 - pnevmatika; 3 - pin terminal; 4 - bakreno-aluminijasta plošča; 5 - žica (kabel); 6 - povezovalni tulec; 7 - kabelski čevelj; 8 - ovalni konektor
PRILOGA 2
Informacije
RAZSTAVLJIVI KONTAKTNI PRIKLJUČKI

a - s protimatico; b - z vzmetno podložko; c - enožično (večžično) jedro preseka žice (kabla). do 10 mm 2 z upogibanjem v obroč; g - prerez jedra enožilne (večžične) žice (kabla). do 10 mm 2 brez upogibanja v obroč.
1 - ploščati izhod (bus); 2 - vodilo (kabelski čevelj); 3, 4, 5 - jeklena podložka, vijak in matica; 6 - vzmetna podložka; 7 - vijak; 8 - oblikovana podložka (zvezdasta podložka); 9 - žica (kabel); 10 - oblikovana podložka (obokana podložka)

a - pritrdilni elementi iz neželeznih kovin z protimatico; b - pritrdilni elementi iz neželeznih kovin z vzmetno podložko; c - jekleni pritrdilni elementi s ploščato vzmetjo; d - jekleni pritrdilni elementi z zaščitnimi kovinskimi prevlekami na delovnih površinah s protimatico (vzmetna podložka); d - jekleni pritrdilni elementi skozi prehodno bakreno-aluminijasto ploščo z protimatico (vzmetna podložka); e - jekleni pritrdilni elementi skozi adaptersko ploščo iz trde aluminijeve zlitine z protimatico (vzmetna podložka).
1 - ploščati izhod (avtobus); 2 - vodilo (kabelski čevelj); 3 - 5 - podložka, vijak, matica iz neželeznih kovin; 6 - vzmetna podložka; 7 - jeklena matica; 8 - jekleni vijak; 9 - kolutna vzmet; 10 - jeklena podložka (povečana podložka); 11 - jeklena podložka; 12 - ploščati terminal (bus) z zaščitno kovinsko prevleko delovne površine; 13 - zbiralka (kabelski čevelj) z zaščitno kovinsko prevleko delovne površine; 14 - bakreno-aluminijasta plošča; 15 - plošča iz trde aluminijeve zlitine

a - vodnik iz bakra, trde aluminijeve zlitine ali aluminija z zaščitno kovinsko prevleko delovne površine; b, c, d - aluminijasti vodnik; d - aluminijast prevodnik skozi bakreno-aluminijevo prehodno ploščo; e - enožično (večžično) jedro preseka kabla. 10 mm 2 z upogibanjem v obroč.
1-polni bakreni ali medeninasti terminal; 2 - matica iz bakra ali medenine; 3 - zbiralka (kabelski čevelj) iz bakra, trde aluminijeve zlitine ali aluminija z zaščitno kovinsko prevleko delovnih površin; 4 - jeklena matica; 5 - pin bakreni terminal; 6 - jeklena podložka; 7 - aluminijasta zbiralka (kabelski čevelj); 8 - zatič iz medenine; 9 - pin jekleni terminal; 10 - kolutna vzmet; 11 - bakreno-aluminijasta plošča; 12 - žica (kabel); 13 - vzmetna podložka; 14 - podložka (zvezdasta podložka)

a, b - enožično (večžično, spojeno v monolit) jedro; c - pleteno jedro, zaključeno s kabelskim čevljem.
1 - številčnica; 2 - žica (kabel); 3 - izhod vtičnice; 4-polni kabelski čevelj
ZAHTEVE ZA PRIPRAVO DELOVNIH POVRŠIN KONTAKTNIH DELOV

1. Kontaktne dele, ki imajo dve ali več lukenj za vijake v prečni vrsti, je priporočljivo izdelati z vzdolžnimi rezi, kot je prikazano na risbi.
2. Delovne površine kontaktnih delov razstavljivih kontaktnih povezav in neločljivih kontaktnih povezav z linearnimi priključki je treba pripraviti neposredno pred montažo:
- - baker brez prevleke in aluminij-baker - oluščeni.
Pri odstranjevanju aluminijasto-bakrenih žic ne smete poškodovati bakrenega plašča;
- aluminij in aluminijeve zlitine - očiščene in mazane z nevtralnim mazivom (KVZ vazelin po GOST 15975-70, CIATIM-221 po GOST 9433-80 ali druga maziva s podobnimi lastnostmi).
Priporočeni čas med čiščenjem in mazanjem ni daljši od 1 ure;
- delovne površine z zaščitnimi kovinskimi prevlekami operemo z organskim topilom.
(Spremenjena izdaja, sprememba št. 3).
3. Delovne površine bakrenih kontaktnih delov, povezanih s stiskanjem, morajo biti očiščene, razen če ni drugače določeno v standardih ali tehničnih specifikacijah za posamezne vrste električnih naprav.
Delovne površine aluminijastih kontaktnih delov je treba očistiti in namazati s kremenčevo-vazelinsko pasto ali drugimi mazivi, pastami in spojinami s podobnimi lastnostmi.
4. Površine kontaktnih delov, povezanih z varjenjem ali spajkanjem, je treba najprej očistiti, razmastiti ali jedkati.
5. Lokacija in velikost lukenj za vijake v kontaktnih delih razstavljivih kontaktnih povezav je priporočljivo vzeti v skladu z GOST 21242-75.
Po dogovoru s potrošnikom se lahko izdelajo ovalne luknje.
(Dodatno uvedena sprememba št. 2).
NAVORI
Tabela 9
| Premer navoja, mm | Navor, Nm, za vijačno povezavo | |
|---|---|---|
| z utorno glavo (vijaki) | s šestrobo glavo | |
| M3 | 0,5+0,1 | - |
| M3.5 | 0,8±0,2 | |
| M4 | 1,2±0,2 | |
| M5 | 2,0±0,4 | 7,5±1,0 |
| M6 | 2,5±0,5 | 10,5±1,0 |
| M8 | - | 22,0±1,5 |
| M10 | 30,0±1,5 | |
| M12 | 40,0±2,0 | |
| M16 | 60,0±3,0 | |
| M20 | 90,0±4,0 | |
| M24 | 130,0±5,0 | |
| M30 | 200,0±7,0 | |
| M36 | 240,0±10,0 | |
Opomba. Za vijačne povezave vodnikov iz bakra in trde aluminijeve zlitine je priporočljivo uporabiti navore, katerih vrednosti so 1,5-1,7-krat višje od tistih, navedenih v tabeli.
(Spremenjena izdaja, sprememba št. 3).
INFORMACIJSKI PODATKI
1. RAZVIL IN UVEDAL Ministrstvo za inštalacije in posebna gradbena dela ZSSR
RAZVIJALCI
N. N. Džektser, dr. tehn. Znanosti (vodja teme); V. L. Fuks; O. V. Fesenko, dr. tehn. znanosti
2. ODOBRENA IN ZAČELA VELJAVITI z Resolucijo Državnega odbora ZSSR za upravljanje kakovosti izdelkov in standarde z dne 02/03/82 št. 450
3. NAMESTO GOST 10434-76
4. REFERENČNI REGULATIVNI TEHNIČNI DOKUMENTI
| Oznaka referenčnega tehničnega dokumenta | Številka artikla, nakazilo, aplikacija |
|---|---|
| GOST 9.005-72 | |
| GOST 9.303-84 | 2.1.6; 2.1.7, tč. 3, 8 |
| GOST 12.1.004-91 | 2.5.2 |
| GOST 12.2.007.0-75 | 2.5.1 |
| GOST 1759.4-87 | 2.1.13 |
| GOST 1759.5-87 | 2.1.13. |
| GOST 3057-90 | 2.1.7, 2. točka |
| GOST 7386-80 | 2.1.10; 2.l.11 |
| GOST 7387-82 | 2.1.10; 2.1.11 |
| GOST 8024-90 | 2.2.4 |
| GOST 8865-87 | 2.2.4 |
| GOST 9433-80 | Dodatek 3 |
| GOST 9581-80 | 2.1.7, točka 4; 2.1.10; 2.1.10; 2.1.11 |
| GOST 9688-82 | 2.1.11 |
| GOST 13276-79 | 2.1.4; 2.1.7 |
| GOST 14312-79 | Uvodni del |
| GOST 15150-69 | 1.2; 2.1.8 |
| GOST 15543-70 | 2.1.8 |
| GOST 15963-79 | 2.1.8 |
| GOST 15975-70 | Dodatek 3 |
| GOST 16350-80 | 2.1.8 |
| GOST 17412-72 | 2.1.8 |
| GOST 17441-84 | 2.1.7, točka 8; 2.2.3; 2.2.4 |
| GOST 17516-72 | 2.3.1 |
| GOST 18311-80 | Uvodni del |
| GOST 19132-86 | 2.1.3 |
| GOST 19357-81 | 2.1.7, točka 4 |
| GOST 21242-75 | Dodatek 3 |
| GOST 21931-76 | 2.1.8 |
| GOST 22002.1-82 | 2.1.11 |
| GOST 22002.2-76 - GOST 22002.4-76 | 2.1.11 |
| GOST 22002.5-76 | 2.1.8 |
| GOST 22002.6-82 | 2.1.11 |
| GOST 22002.7-76 - GOST 22002.11-76 | 2.1.11 |
| GOST 22002.12-76 | 2.1.8 |
| GOST 22002.13-76 | 2.1.8 |
| GOST 22002.14-76 | 2.1.11 |
| GOST 23598-79 | 2.1.7, seznam 6, 7; 2.1.8 |
| GOST 24753-81 | 2.1.2 |
| GOST 25034-85 | 2.1.3 |
| GOST 34-13-11438-89 | 2.1.7, točka 4 |
5. Obdobje veljavnosti podaljšano do 01.01.96 z Odlokom Državnega odbora ZSSR za upravljanje kakovosti izdelkov in standarde z dne 25.05.90 št. 1309
6. PONOVNA IZDAJA (oktober 1993) s spremembami št. 1, 2, 3, odobrenimi aprila 1985, junija 1987, maja 1990 (IUS 7-85, 10-87, 8-90)
Pravokotni vodniki so med seboj povezani s pomočjo sornikov, čepov ali sponk. Število vijakov je odvisno od velikosti pnevmatike. Bolj je smotrno zagotoviti tlačno silo kontaktnih površin z uporabo več vijakov manjšega prereza kot enega vijaka večjega prereza, saj je v prvem primeru število kontaktnih mest večje. Posledično se zmanjša kontaktni upor povezave in pride do bolj enakomerne porazdelitve toka po kontaktni površini. Ploščati in nožni kontaktni priključki električnih naprav so izdelani v skladu z GOST 21242-75.
Medsebojne povezave več faz se izvajajo tako, da se le-te polagajo v vez, in ne v parih, saj je v slednjem primeru kontaktna površina veliko manjša in prehodni upor večji.
Pri prehajanju električnega toka se deli kontaktne povezave zaradi segrevanja segrejejo in razširijo. Posebej močno segrevanje in raztezanje se pojavi med kratkim stikom. Razteznost ni enaka po vsej kontaktni povezavi, saj imajo njeni deli različne koeficiente linearne razteznosti.
Vijaki, ki povezujejo bakrene in aluminijaste zbiralke, delujejo v neugodnih pogojih, saj je koeficient linearnega raztezanja jeklenega vijaka manjši kot pri bakreni ali aluminijasti zbiralki: poleg tega se med kratkim stikom vijaki vedno segrejejo bistveno manj kot zbiralke.
V načinu kratkega stika na sornike delujejo dodatne sile, ki lahko, če se dodajo sili zategovanja sornika, povzročijo preostale deformacije in oslabitev kontaktne povezave ob padcu temperature. Debelejši ko je paket pnevmatik, večje so mehanske obremenitve, ki nastanejo v napenjalnih vijakih. Te napetosti je mogoče zmanjšati z uporabo diskastih vzmeti.
Vzmeti Belleville za električne namene so izdelane v skladu z GOST 17279-71 dveh vrst:
Ш - vzmeti za vzdrževanje kontaktnega tlaka v sklepih pnevmatik,
K - vzmeti za vzdrževanje kontaktnega tlaka pri povezavah kabelskih čevljev s sponkami električne opreme, ki imajo zmanjšano kontaktno ravnino v primerjavi s zbiralkami
Glavni parametri vzmeti so prikazani na sliki 1.

riž. 1. Ploščata vzmet.
Dovoljeno je izdelati povezave brez uporabe diskastih vzmeti, vendar z vgradnjo debele podložke pod glavo vijaka ali pod matico na strani aluminija. Dimenzije običajnih (GOST 11371-78) in povečanih (GOST 6958-78) podložk so podane v referenčnih tabelah.
Dolžina prekrivanja (prekrivanja) povezanih elementov v kontaktni povezavi z enim ali štirimi vijaki redko presega širino pnevmatike, pri dveh vijakih pa se giblje od 1,5 do 2-kratne širine pnevmatike.
Zmanjšanje kontaktnega upora kontaktne povezave se doseže s povečanjem tlaka in zmanjšanjem togosti.

Sl. 2. Kontaktna povezava pnevmatik z vzdolžnim prerezom.
Za zmanjšanje togosti kontaktne povezave so na pnevmatikah narejeni vzdolžni rezi širine 3-4 mm in dolžine 50 mm (slika 2).
Vijake v spoju izberemo glede na zahtevane specifične pritiske med kontaktnimi površinami, navidezno gostoto toka in dopustne natezne sile za sornike. Spodaj so podani priporočeni specifični tlaki v kontaktnih spojih, MPa, odvisno od materiala kontaktnega spoja.
Konzervirani baker - 0,5 - 10,0
Baker, medenina, bron, nekositreno - 0,6- 12,0
Aluminij - 25,0
Kositrano jeklo - 10,0 - 15,0
Nekositrano jeklo - 60,0
Dolžina vijakov je izbrana tako, da po montaži in zategovanju povezav ostaneta vsaj dva navoja prostega navoja.
Vijaki kontaktnih povezav so zategnjeni s ključem, pri čemer se zagotovijo vrednosti navora, navedene v referenčnih tabelah.
Vijake na povezavah z diskastimi vzmetmi zategnemo v dveh korakih. Najprej se vijak zategne, dokler se kolutasta vzmet popolnoma ne stisne, nato se zveza sprosti z vrtenjem ključa v nasprotni smeri za 1/4 obrata za vijake MB in M12 in za 1/6 obrata za preostale vijake.
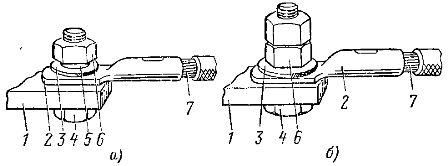
riž. 3. Povezava bakrenega vodnika s ploščatim vodnikom iz bakra ali aluminijeve zlitine: a - za vijake do M8, b - za vse velikosti vijakov, 1 - vodnik, 2 - konica, 3 - podložka, 4 - vijak, 5 - vzmetna podložka, 6 - matica, 7 - jedro.
Povezava ploščatih vodnikov s ploščatimi sponkami iz bakra ali aluminijeve zlitine (slika 3) se izvede z jeklenimi vijaki (GOST 7798-70), maticami (GOST 5915-70) in podložkami (GOST 11371-78) ter s sponkami. iz aluminija - z uporabo sredstev za stabilizacijo kontaktnega tlaka: diskaste vzmeti ali pritrdilni elementi iz bakra ali aluminijevih zlitin z linearnim razteznim koeficientom (18-21) x 10-6 °C-1 (slika 4).
Pri montaži povezave s kolutastimi vzmetmi se na strani aluminijastega priključka namesti povečana podložka, na strani bakrenega jezička konice pa običajna podložka. Protimatice se ne uporabljajo v povezavah s kolutastimi vzmetmi.

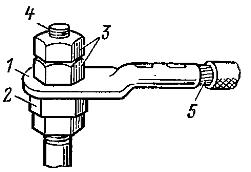
riž. 4. Povezava bakrenega vodnika s ploščatim aluminijastim priključkom: a - z uporabo diskastih vzmeti, b - z uporabo pritrdilnih elementov iz neželeznih kovin, 1 - priključek, 2 - bakrena konica, 3 - vzmetna podložka, 4 - jekleni vijak, 5 - jeklena matica, 6 - povečana jeklena podložka, 7 - diskasta vzmet, 8 - bakreno jedro, 9 - vijak iz neželeznih kovin, 10 - matica iz neželeznih kovin, 11 - podložka iz neželeznih kovin.
Če diskaste vzmeti ali vijaki in matice iz neželeznih kovin zahtevanih velikosti niso na voljo, se lahko povezava izvede z uporabo povečane podložke, pod pogojem, da sta kontaktni upor in temperatura segrevanja povezave v navedenih mejah.

riž. 5. Pritrditev dveh ušes na ploščati terminal.
V primerih, ko se kontaktne povezave izvajajo v prostoru z relativno vlažnostjo nad 80% in temperaturo najmanj 20°C ali v kemično aktivnem okolju, se izvajajo s prehodnimi ploščami baker-aluminij. Neposredna povezava bakrenega vodnika z aluminijastim priključkom se lahko izvede v primeru, da ima aluminijasti priključek zaščitno kovinsko prevleko.

riž. 6. Adapterski deli za priključitev več kot dveh čepov na sponke.
Pri priključitvi na ploščato sponko dveh kabelskih žil je treba čepke namestiti na obe strani ploščate sponke (slika 5), da zagotovite najmanjši prehodni upor in ohranite enakomernejšo porazdelitev toka. Če je treba na terminal priključiti več kot dva čepa ali če se luknja za terminal ne ujema z luknjo za čep, se uporabijo adapterski deli. Konice so simetrično povezane s prehodnim kosom (slika 6).
Priključitev ploščatih bakrenih vodnikov in čepov na čepe se izvaja s standardnimi maticami iz bakra in njegovih zlitin. Priključki z nazivnimi tokovi do 30 A so izvedeni z uporabo jeklenih matic, prevlečenih s kositrom, nikljem ali kadmijem.
riž. 7. Priključitev konice na pin terminal: 1 - konica, 2 - povečana bakrena matica, 3 - jeklene matice, 4 - pin terminal, 5 - jedro.

riž. 8. Povezava dveh čepov z zatičem: 1 - zatiči, 2 - matice, 3 - zatiči.
Aluminijasti ploščati vodniki pri tokovih do 250 A so povezani na enak način kot bakreni, pri tokovih od 250 do 400 A pa se za povezavo uporabljajo povečane potisne matice (slika 7).
Priključitev dveh konic na pin terminal (slika 8) mora biti izvedena simetrično, pri priključitvi več kot dveh konic pa se uporabljajo adapterski deli.
Za tokove nad 400 A je treba uporabiti bakreno-aluminijaste čepke ali pa morajo biti konci zbiralk ojačani (platirani).
Priključitev okroglih vodnikov na ploščate in nožne sponke se izvede po oblikovanju v obliki obroča z zvezdastimi podložkami. Pri zategovanju vijaka ali matice se kraki zvezdastih podložk ne smejo dotikati površine priključka ali potisne matice, tako da je jedrni obroč varno pritisnjen na objemko.
Obroč iz žice je nameščen pod glavo vijaka ali matice, tako da se pri zategovanju vijakov ali matic ne iztisne izpod njih (slika 9). V primerih, ko je aluminijasto enožično jedro zaključeno z obročasto konico (bat), se zvezdasta podložka ne uporablja.

riž. 9. Priključek aluminijastega vodnika s prečnim prerezom do 10 mm2 z vodniki: a - ploščat, b - nožica, 1 - vijak, 2 - vzmetna podložka, 3 - zvezdasta podložka, 4 - vodnik, upognjen v obroč, 5 - ploska objemka, 6 - sponka, 7 - matica.

riž. 10. Priključek bakrenega vodnika s prečnim prerezom do 10 mm2 s sponkami: a, b - ravno, c, d - zatič, 1 - vijak, 2 - vzmetna podložka, 3 - podložka, 4 - enožična prevodnik upognjen v obroč, 5 - ploščata objemka, 6 - zatična objemka, 7 - matica, 8 - jedro, zaključeno s ploščatim ali obročastim čepom.
Bakrene vodnike s prečnim prerezom do 10 mm2 priključimo na ploščate in nožne sponke z vijaki, podložkami, vzmetnimi podložkami in maticami (slika 10). Pri povezovanju jeder, zaključenih s konico (batom), se podložka ne uporablja.
riž. 11. Povezava aluminijastega vijačnega jedra s cilindrično objemko: a - s pomočjo konice zatiča, b - po zlitju konca jedra v monolit z dodatkom legirnih dodatkov, 1 - telo, 2 - vpenjalni vijak, 3 - konica zatiča, 4 - vijačno jedro, 5 - konec jedra, zlit v monolit.
Z vijačnimi sponkami za vtični priključek lahko aluminijaste ali bakrene vlečne vodnike povežemo po zaključku z nožno sponko ali po zlitju konca vodnika v monolit z dodatkom legirnih dodatkov.
KONTAKTNI ELEKTRIČNI PRIKLJUČKI
SPREJEMANJE IN PRESKUSNE METODE
GOST 17441-84
DRŽAVNI ODBOR ZSSR ZA STANDARDE
Moskva
DRŽAVNI STANDARD ZVEZE ZSSR
|
KONTAKTNI ELEKTRIČNI PRIKLJUČKI Sprejemanje in preskusne metode Električne kontaktne povezave. Sprejem in metode testiranja |
GOST V zameno |
Z Odlokom Državnega odbora ZSSR za standarde z dne 29. novembra 1984 št. 4050 je bil določen rok veljavnosti
od 01.01.86
do 01.01.91
Ta standard velja za razstavljive in neločljive električne kontaktne povezave (v nadaljnjem besedilu povezave), izdelane v skladu z GOST 10434-82.
1. PRAVILA SPREJEMA
1.1. Preverjanje povezav je treba opraviti med kvalifikacijskimi, prevzemnimi, periodičnimi in standardnimi preskusi električnih naprav, med sprejemnimi preskusi povezav nadzemnih električnih vodov, kablov itd.
1.2. Vrste preverjanj in velikost vzorca je treba določiti v preskusnih programih in metodah, standardih ali tehničnih specifikacijah za posebne vrste električnih naprav.
Če takih navodil ni, je treba vrste preskusov in velikosti vzorcev upoštevati v skladu s tem standardom.
2.2.2. Priključki so podvrženi kontroli, da se ugotovi njihova skladnost z zahtevami standardov, tehničnih specifikacij, risb in tehnoloških navodil glede materiala, dimenzij, popolnosti in kakovosti priprave površine.
2.2.3. Kakovost zaščitnega kovinskega premaza se preverja vizualno.
Šteje se, da so povezave uspešno opravile preskus, če sonda debeline 0,03 mm ne vstopi v parni utor delov pod napetostjo izven območja, omejenega z obodom podložke ali matice. Če so podložke različnih premerov, se območje določi s premerom manjše podložke. Pri kompresijskih spojih skupna dolžina odsekov, kjer je sonda z debelino 0,03 mm nameščena v spoju med parnimi ravninami vodnikov, ne sme presegati 25% oboda prekrivanja.
(Spremenjena izdaja in revizija št. 1).
2.2.5. Pri trajnih spojih, izvedenih s stiskanjem, se kontrolirajo geometrijske dimenzije stisnjenega dela.
2.3.2. Preskusne metode za povezave - po GOST 20.57.406-81 ali GOST 16962.1-89.
(Spremenjena izdaja in revizija št. 1).
(Dodano, in zm. št. 1).
PRILOGA 1
PRESKUSNA METODA ZA KONTAKTNE DELE ZA PREDVIDEVANJE ČASA DO IZPADA POVEZAVE
1. Oprema in materiali
1.1. Meritve se izvajajo na napravi, nameščeni na osnovi naprave PMT-3 ali PMT-5, v kateri je diamantna piramida nadomeščena z zlato elektrodo v obliki igle (risba). Dovoljeno je uporabljati pozlačeno iglo z debelino prevleke najmanj 3 mikrone, na primer pozlačene kontakte konektorjev tipa 2 PMAI . Pritrjen v držalo 1 z vijakom 2 zlata igla 3 s polmerom konice 0,5 mm. Vzorec 4 nameščen v trn 5, pritrjen na mizo 6 naprave PMT in izoliran od nje s tesnilom 7. Trn je opremljen z grelcem 8 . Temperatura vzorca se meri s termoelementom z uporabo instrumenta z razredom točnosti najmanj 1,5. Normalna obremenitev je nastavljena z utežmi in uporabljena prek nakladalne naprave naprave PMT. Dovoljena je uporaba druge nakladalne naprave, ki zagotavlja strogo navpično gibanje igle 3 in napaka uporabljene normalne obremenitve ni večja od 0,005 N. Namestitev mora biti izolirana od vibracij.

1.2. Testni vzorec je narejen iz materiala kontaktnega dela: z uporabo iste tehnologije kot pravi del. Delovna površina vzorca mora imeti hrapavost Ra £ 16 mikronov po GOST 2789-73.
1.3. Za pranje vzorcev pred preskušanjem uporabite bencin v skladu z GOST 443-76 in aceton v skladu z GOST 2603-79.
2. Testiranje
2.1. Vzorec in zlata igla se operejo s tekočinami, navedenimi v odstavku 1, in obrišejo s čisto bombažno krpo.
2.2. Vzorec postavite v trn na mizo naprave PMG.
2.3. Na zlato iglo deluje obremenitev 0,05 N.
2.4. Kontakt segrejte na temperaturo, ki ustreza dovoljeni vrednosti po GOST 10434-82.
2.5. Občasno se meri električni upor stika zlate igle in vzorca (glejte odstavek).
2.6. Izmerite čas, v katerem se kontaktni upor poveča na sprejemljivo vrednost GOST 10434-82 . Navedeni čas je čas brezhibnega delovanja enotočkovnega kontakta.
PRILOGA 2
PRESKUSNA METODA ZA KONTAKTNE POVEZAVE ZA NAPOVED POVPREČNE ŽIVLJENJSKE DOBE
1. Preskusi se izvajajo na vzorcu kontaktnih povezav vsake vrste v cikličnem načinu ogrevanja v skladu s klavzulo.
2. Vsakih 100 ciklov se nastavijo odmori, med katerimi se izvede dodatno segrevanje kontaktnih povezav z nazivnim tokom do stalne temperature v skladu z odstavkom, ki se meri in beleži.
3. Preskusi se nadaljujejo, dokler kontaktne povezave ne dosežejo dovoljene temperature v skladu z GOST 10434-82. Na podlagi dobljenih eksperimentalnih podatkov se po opravljenih pospešenih testih izriše odvisnost povprečne temperature od števila ciklov. Nato se izvede prehod iz rezultatov pospešenih testov na pričakovane rezultate v delovnih pogojih. Če želite to narediti, časovno prilagodite število ciklov (priporočeno merilo: 1 cikel ustreza 10-15 uram ogrevanja kontaktnih povezav z nazivnim tokom).
4. Na podlagi odvisnosti temperature od časa, dobljene za dano vrsto kontaktne povezave, se določi njena povprečna življenjska doba, tj. poiščite točko "a" glede na dovoljeno temperaturo ogrevanja, kot je prikazano na risbi.

(Dodano, in zm. št. 1).
Kontaktne povezave električnih tokokrogov so izdelane v skladu z
- GOST 10434-82"Električne kontaktne povezave"
- GOST 21242-75"Kontaktne sponke električnih naprav so ravne in nožne"
- "Navodila za namestitev kontaktnih povezav zbiralk med seboj in s sponkami električnih naprav" (Koncern Electromontazh, 1993; klasifikacijska številka MKC-III-A-2)
V skladu z GOST 10434-82 so kontaktne povezave glede na področje uporabe razdeljene v 3 razrede. Razred 1 vključuje povezave tokokrogov, katerih presek je izbran na podlagi dolgotrajnih tokovnih obremenitev - to so napajalni električni tokokrogi, daljnovodi (tj. Tokokrogi, povezani z ISS).
Glede na klimatsko izvedbo in kategorijo postavitve električnih naprav so priključki razdeljeni v skupini A in B. Klimatske izvedbe U, UHL za kategorijo postavitve 3 (kar ustreza pogojem ISS) spadajo v skupino A.
Torej vse zahteve GOST 10434-82 vzpostaviti stik s povezavami v zvezi z ISS mora ustrezati razredu 1 in skupini A.
Po zasnovi so kontaktne povezave razdeljene na:
- neločljivo, izvedeno z varjenjem, spajkanjem ali stiskanjem (priporočljivo je, da se povezave med zbiralkami in vejami iz njih izvedejo z varjenjem)
- zložljiv (privijačen), ki se uporablja za priključitev vodil na sponke električnih naprav. Odvisno od materiala elementov, ki se povezujejo, se zložljive povezave delijo na:
- ne zahtevajo uporabe sredstev za stabilizacijo električnega upora na mestu stika
- ki zahtevajo uporabo stabilizacijskih sredstev
Povezovanje ravnih kontaktnih površin(pravokotne zbiralke ali ušesa z ravnimi sponkami električnih naprav), izdelane iz bakra in njegovih zlitin ali iz trdih aluminijevih zlitin, ne zahtevajo uporabe stabilizacijskih sredstev in se izvajajo z jeklenimi pritrdilnimi elementi, zaščitenimi pred korozijo. Dovoljena je uporaba pomodrih jeklenih vijakov, matic in podložk.
Priključek zbiralke iz aluminija med seboj ali s ploščatimi sponkami električnih naprav, pa tudi z drugimi vodniki iz bakra in njegovih zlitin ali trdih aluminijevih zlitin, mora biti izvedeno eno od naslednjega:
- pritrdilni elementi iz barvnih kovin s koeficientom linearnega raztezanja od 18 * 10-6 do 21 * 10-6 1 / ° С (medenina);
- kolutne vzmeti;
- kovinske prevleke delovnih površin aluminijastih vodnikov;
- prehodne plošče baker-aluminij (ušesa baker-aluminij) ali adapterske plošče in ušesa iz trde aluminijeve zlitine.
Plošče iz aluminijeve zlitine in aluminijasti deli bakreno-aluminijevih plošč so povezani z aluminijastimi čepi z varjenjem.
Pri uporabi stabilizacijskih sredstev po točkah 2,3,4 se kontaktne povezave izvajajo tudi z jeklenimi pritrdilnimi elementi, zaščitenimi pred korozijo.
TO pin sponke, dokončano iz bakra ali medenine, pristop vodniki iz bakra ali trdih aluminijevih zlitin izvedeno brez stabilizacijskih sredstev, A aluminijasti vodniki - z uporabo stabilizacijskih sredstev: za tokove do 630 A - z uporabo medeninastih pritrdilnih elementov in za tokove nad 630 A - z uporabo kovinskih prevlek (poz. 3) ali adapterskih plošč (poz. 4).
Temperatura ogrevanja kontaktnih povezav ne sme presegati vrednosti, navedenih v tabeli
|
Material zbiralke (izhod). |
maks. sprejemljivo temperatura ogrevanja v napravah, °С |
|
|
do 1000 V |
nad 1000 V |
|
|
Baker, aluminij in njegove zlitine brez zaščitnih premazov |
||
|
Enako, vendar z zaščitnimi premazi iz ne-mestnih kovin |
||
|
Posrebreni baker |
||
Primeri razstavljivih povezav vodnikov z ravnimi kontaktnimi površinami
I. Izvedeno brez stabilizacijskih sredstev
z protimatico(levo) in z vzmetno podložko(na desni)
1,2 3,4,5 6 - vzmetna podložka
II. Povezave aluminijastih zbiralk, narejene s sredstvi stabilizacije med seboj ali z drugimi vodniki iz bakra ali trdih aluminijevih zlitin
z protimatico(levo) in z vzmetno podložko(na desni)

1,2 - priključne vodnike (pnevmatike, sponke naprav, čepke) iz bakra ali trdih aluminijevih zlitin, 3,4,5 - jeklene podložke, vijaki, matice, 6 - vzmetna podložka
s kolutasto vzmetjo(levo) in kovinsko prevlečene aluminijaste pnevmatike(na desni)

7,8,11 - jeklene matice, vijaki, podložke, 9 - kolutna vzmet, 10 - povečana jeklena podložka, 12,13 - kovinski premaz
povezava prek bakreno-aluminijeve plošče (levo) in povezava prek adapterske plošče iz trde aluminijeve zlitine (desno)

14 - bakreno-aluminijasta plošča, 15 - plošča iz trde aluminijeve zlitine
Primeri pin povezav
a) brez stabilizacijskih sredstev, b, c, d, e) s stabilizacijskimi sredstvi

1
- pin terminal (baker, medenina); 2
- matica (st); 3
- pnevmatika (baker, jeklo, aluminijeve zlitine); 4
- matica (baker, medenina); 5
- pnevmatika (aluminij); 6
- aluminijasta pnevmatika s kovinsko prevleko; 7
- prehodna plošča baker-aluminij; 8
- plošča iz aluminijeve zlitine.
Potisne matice (4) so v vseh primerih izdelane iz neželeznih kovin.
Dimenzije lukenj v vodilih morajo ustrezati premeru sponke:
|
Premer čepa izhod, mm |
||||||||||||
|
Velikostluknje v pnevmatiki, mm |
Glavne mere osnovnih različic morajo ustrezati tistim, navedenim v tabeli:

Splošne zahteve za kontaktne povezave
Odvisno od premera vijakov so luknje v pnevmatikah izdelane v skladu s tabelo
Dovoljene so ovalne luknje.
- Pri povezovanju (razvejanju) zbiralk širine do 50 mm se uporablja en vijak (s premerom 10 mm - za širino zbiralke 25-30 mm; 12 mm - za širino 40 mm in 16 mm - za širino 50 mm), dva vijaka (s premerom 10 mm - s širino pnevmatike 60 mm; 12 mm s širino 80 mm in 16 mm s širino 100-120 mm). Stična območja pnevmatik s širino 60 mm ali več, ki imajo dve luknji v prečni vrsti, je priporočljivo narediti z vzdolžnimi rezi, širokimi največ 5 mm.
- Priporočljivo je, da na vsak lopasti vijak ali priključni zatič ne priključite več kot dva vodnika.
- Dolžina vijakov mora biti takšna, da po zategovanju ostaneta vsaj dva navoja prostega navoja.
- Pri povezovanju bakrenih zbiralk se pod glave vijakov in matice namestijo čiste jeklene običajne podložke v skladu s tabelo:
|
Premer vijaka, mm |
Notranji premer podložke, mm |
Zunanji premer podložke, mm |
Debelina podložke, mm |
Pri povezovanju aluminijastih vodil se pod glave vijakov in matice namestijo posebne povečane podložke v skladu s tabelo:
|
Premer vijaka, mm |
Notranji premer podložke, mm |
Zunanji premer podložke, mm |
Debelina podložke, mm |
Pri priklopu bakrenih zbiralk na aluminij se povečane podložke namestijo samo ob strani aluminijaste zbiralke.
Če ni posebnih povečanih podložk, je dovoljeno namestiti dve običajni podložki namesto ene povečane.
- Snemljive kontaktne povezave morajo biti zaščitene pred samoodvijanjem z protimaticami, vzmetnimi podložkami ali diskastimi vzmetmi. Vzmetne podložke niso priporočljive za spajanje aluminijastih vodil. V ISS se praviloma uporabljajo protimatice.
- Priporočljivo je, da vijake zategnete z indikatorskimi ključi z navorom v skladu s tabelo:

S kontaktnimi povezavami (CC) so elementi električnega tokokroga povezani med seboj ter z viri in porabniki električne energije.
Električni kontakt se imenuje stik elementov, ki zagotavlja kontinuiteto električnega tokokroga. Z drugimi besedami, to je strukturna enota, ki tvori stik, povezavo.
Električni stik med prevodniki se izvede s pritiskom enega tokovnega elementa na drugega s pomočjo sornikov, vijakov, sponk, vzmeti, zakovic, deformacije spoja (stiskanje, zvijanje), pa tudi z varjenjem, spajkanjem ali lepljenjem - lepljenjem.
Kontaktne povezave so razdeljene na neločljive, zložljive in ločljive. Stalne kontaktne povezave- povezave, ki ne morejo biti
razstaviti brez uničenja vsaj enega od spojenih delov ali materiala, ki se povezuje (varjeni, spajkani, kovičeni, stisnjeni in lepljeni spoji).
Razstavljivi kontaktni priključki– razstaviti brez uničenja spojenih delov (sorbne, vijačne in klinaste povezave).
Snemljive kontaktne povezave– naprave, sestavljene iz vtiča in vtičnice. Povezave glede na vrsto povezave delov pod napetostjo lahko razdelimo na
popolnoma kovinski s fizičnim varjenim stikom in stiskanje z mehanskim (tlačnim) stikom. Kompresijske povezave so lahko preproste ali kompleksne. Prvi so oblikovani med dvema prevodnikoma neprekinjene strukture, drugi - med nasedlo žico in konico (tulec itd.) Ali med dvema nasedlima žicama.
Po namenu se kontaktni priključki, ki delujejo v odprtih in zaprtih razdelilnih napravah, delijo na priključke, priključke in odcepe.
Za dolgotrajni prenos tokov v normalnem načinu in kratkotrajne tokove v zasilnih načinih se uporabljajo kontaktne povezave tokovnih delov električnih instalacij, katerih parametri in značilnosti morajo biti v skladu s standardi in tehničnimi specifikacijami.
Upornost kontaktne povezave po izdelavi ne sme biti večja od upornosti enakovrednega odseka celotnega prevodnika. Če kontaktno povezavo tvorijo vodniki iz različnih materialov, je treba njeno upornost primerjati z upornostjo enakovrednega odseka prevodnika, ki ima nižjo prevodnost.
Med delovanjem upor kontaktne povezave ne sme biti večji od 1,8 vrednosti upora celotnega jedra.
Vrste kontaktnih povezav
Obstajajo različne tehnološke metode za izdelavo kontaktnih povezav tokovnih delov električnih instalacij: električno varjenje s kontaktnim ogrevanjem in ogljikovo elektrodo, plinsko električno, plinsko, termitno, kontaktno sočelno in hladno tlačno varjenje, spajkanje, stiskanje, zvijanje, zategovanje. s sorniki (vijaki) itd.
Električno varjenje s kontaktnim ogrevanjem se uporablja za zaključek, povezavo in
veje aluminijastih žic s prečnim prerezom do 1000 mm2, kot tudi za povezovanje aluminijastih vodnikov z bakrenimi; varjenje s kontaktnim segrevanjem z uporabo dodajnih materialov - za povezovanje in zaključevanje aluminijastih vijačnih žic
vodniki žic in kablov s prečnim prerezom do 2000 mm2, električno varjenje z ogljikovo elektrodo - za povezovanje aluminijastih vodil različnih prerezov in konfiguracij; plinsko-električno varjenje - predvsem za povezovanje aluminijastih in bakrenih vodnikov. Prednost plinsko-električnega varjenja je, da se izvaja brez fluksov, pomanjkljivost pa je razmeroma zajetna oprema in uporaba dragega plina. Zaradi tega se plinsko-električno varjenje uporablja predvsem za kontaktno povezavo zbiralk iz aluminijevih zlitin in bakrenih zbiralk.
Plinsko varjenje se uporablja za povezovanje bakrenih in aluminijastih žic različnih prerezov in konfiguracij (za to je potrebna obsežna oprema).
Termitno varjenje se uporablja za spajanje jeklenih, bakrenih in aluminijastih žic in vodil vseh prerezov. Njegova najprimernejša uporaba je za povezovanje golih vodnikov daljnovodov v terenskih razmerah. Za izvedbo termitnega varjenja potrebujete preprosto opremo, ki je tehnološko enostavna, vendar ima povečano nevarnost požara. Druga zahteva je ustvarjanje posebnih pogojev za shranjevanje termitnih kartuš in vžigalic. Za spajanje jeklenih trakov ozemljitvenih zank in strelovodnih kablov se uporablja termitno varjenje.
Kontaktno sočelno varjenje se uporablja pri povezovanju aluminijastih zbiralk z bakrenimi zbiralkami.
Varjenje s hladnim pritiskom se uporablja za spajanje aluminijastih in bakrenih zbiralk
srednji odseki in enožične žice s presekom do 10 mm 2. Ne potrebuje dodatnih materialov ali kontaktnih nastavkov.
Povezave aluminijastih in bakrenih žic katerega koli preseka so izdelane s spajkanjem; Ta metoda ne zahteva zapletene opreme, vendar je delovno intenzivna.
Stiskanje se uporablja za izdelavo kontaktnih povezav aluminijastih, jekleno-aluminijevih in bakrenih izoliranih in neizoliranih vodnikov s presekom do
1000 mm2 v kabelskih in nadzemnih vodih. Pri zaključevanju in povezovanju vodnikov je potrebno skrbno izbrati konice, tulke, pa tudi luknjače in matrice.
Zvijanje žic in njihovo povezovanje s konektorji se uporablja na komunikacijskih linijah.
Uporaba kontaktnega načina povezovanja je odvisna od materialov vodnikov, ki jih povezujemo, preseka, oblike in napetosti električne napeljave ter pogojev vgradnje.
Nadzemni vodi (žice) do 1 kV v razponu so povezani z zvijanjem v ovalnih ceveh; enožične žice se lahko povezujejo z zvijanjem, ki mu sledi
spajkanje ali prekrivno varjenje (čelno varjenje enožičnih žic ni dovoljeno). V zankah so žice sidrnih nosilcev povezane s sidrnimi in odcepnimi klini
vpenjanje, zvijanje v ovalne cevi, matrice ali strojne stiskalne spone in varjenje.
Priprava vodnikov za kontaktno povezavo se izvede glede na način izvedbe povezave. Tako se pri spajanju ali zaključevanju vijačnih žic s spajkanjem konci odrežejo stopničasto ali s poševnino pod kotom 55°, tako da nastane stik med cevastim delom konice (tulce) in žicami posamezne plasti. Pri zaključevanju ali povezovanju sektorskih ali segmentnih jeder s posebnim orodjem ali s kleščami se le-ta zaokrožijo tako, da jedro zlahka vstopi v votlino cevastega dela konice ali tulca. Priprava kontaktnih koncev ploščatih vodnikov za varjenje vključuje ravnanje in obdelavo robov.
Da bi zagotovili kovinski stik med povezanimi vodniki, se njihove kontaktne površine najprej očistijo vseh vrst filmov s pranjem, kemičnim raztapljanjem filmov in mehanskim čiščenjem; te metode se pogosto uporabljajo skupaj. Učinkovito je mehansko čiščenje v kombinaciji s spiranjem ali raztapljanjem. Metode čiščenja površin so izbrane glede na materiale kontaktnih elementov, prisotnost zaščitnih kovinskih prevlek na njih, vrsto filmov in način izdelave kontaktne povezave.
Površine najlažje očistimo mehansko, z uporabo jeklenih krtač in krtač za karton. Posebej skrbno očistimo kontaktne površine aluminijastih vodnikov, pri čemer najprej nanesemo plast tehničnega vazelina ali drugih zaščitnih maziv, da preprečimo ponovno oksidacijo površin spojenih elementov. Pod plastjo maziva s posebnimi notranjimi ščetkami očistijo kontaktne površine aluminijastih ovalnih ali cevnih konektorjev. Na specializiranih žetvenih območjih se za čiščenje kontaktnih površin uporabljajo vrtljive krtače.
Površine prekrite z oljnimi filmi najprej razmastimo s topili in nato mehansko očistimo do kovinskega sijaja.
Za preprečitev ponovne kontaminacije se površine, ki se spajajo, zaščitijo. Zaščito izberemo glede na način izvedbe kontaktne povezave, material kontaktnih elementov in obratovalne pogoje priključkov. Tako so pri kontaktnem varjenju ali spajkanju površine elementov, ki se povezujejo, zaščitene pred oksidacijo s talili, in če se uporablja povezava s sorniki, stiskanjem ali zvijanjem, potem s kontaktnimi mazivi.
Zaščitna kontaktna maziva (paste) morajo imeti visoko oprijemljivost, imeti relativno visoko stopnjo padanja, biti kemično nevtralna, stabilna v času in elastična. Kot zaščitna kontaktna maziva se uporabljajo kondenzatorski vazelin, pasta iz kremenčevega vazelina itd. Maziva se nanašajo v tankem sloju.
Pravilna in kakovostna izvedba povezovalnih, razvejanih in zaključnih žil žic in kablov določa zanesljivost delovanja notranje in zunanje električne napeljave. Ti elementi ožičenja morajo imeti potrebno mehansko trdnost in nizek električni upor, ki ohranjajo te lastnosti za celotno obdobje delovanja.
Za električno napeljavo se uporabljajo žice in kabli z aluminijastimi in bakrenimi vodniki. Zaradi ekonomskih razlogov se električna napeljava običajno izvaja z žicami in kabli z aluminijastimi vodniki. Vendar ima aluminij lastnosti, ki malo prispevajo k zanesljivosti povezave. Eden od njih je povečana (v primerjavi z bakrom) fluidnost in oksidacija s tvorbo neprevodnih filmov. Aluminijev oksid ustvarja visoko kontaktno odpornost, kar vodi do slabega električnega kontakta in prekomernega segrevanja. Oksidni film povzroča težave pri spajkanju in varjenju žic, saj ima tališče 2050 °C, medtem ko je tališče samega aluminija le 660 °C.
Film s kontaktnih površin je treba odstraniti in ukrepati proti njegovemu sekundarnemu pojavu. V ta namen se uporabljajo kremenčev vazelin ali cinkov vazelinske paste ter mazivo ZES.
Bakreni vodniki so tudi prekriti z oksidnim filmom, vendar le malo vpliva na kakovost kontaktne povezave in se zlahka odstrani.
Do okvare kontakta pride tudi zaradi velike razlike v koeficientu linearne toplotne razteznosti aluminija v primerjavi z drugimi kovinami. Zato aluminijastih žic ni mogoče stisniti v bakrene čepke ali povezati z bakrenimi kontakti naprav. Tudi med normalnim delovanjem je treba po določenem času žice na mestih vijačnih in vijačnih povezav aluminijastih vodnikov občasno zategniti, saj se lahko ob spremembi temperature okolice zelo segrejejo.
Pri dolgotrajni uporabi začne aluminij »pretekati« iz območja z visokim pritiskom v sosednje območje z nižjim pritiskom. Zato vijačne in vijačne kontaktne povezave aluminijastih vodnikov ne smejo biti stisnjene.
IN Posebej neugodne razmere so stiki aluminijastih vodnikov z drugimi kovinami v zunanji električni napeljavi. Pod vplivom vlage v okolju se na kontaktnih površinah pojavi vodni film z lastnostmi elektrolita in na stičišču nastane tako imenovani galvanski par. Aluminij tukaj deluje kot negativni pol in "izgublja" kovinske delce, postopoma razpade in stik se uniči. Še posebej neugodne so v tem pogledu spojine aluminija z bakrom in medenino. Takšne kontaktne površine je potrebno zaščititi pred vdorom vlage s kremenčevo vazelinsko pasto, mastjo ZES ali premazati s tretjo kovino – kositrnim ali pospajkom.
IN Med delovanjem je treba vijačne in vijačne sponke priključkov aluminijastih in bakrenih žic spremljati in občasno zategovati. Vendar pa je za električno napeljavo, na primer v podeželskih hišah, ta način povezovanja vodnikov najbolj primeren, saj je preprost in ne zahteva posebnih orodij in opreme za povezovanje žic.
Zasnova sponke za povezovanje aluminijastih vodnikov mora zagotavljati naslednje lastnosti:
– stalni pritisk na žice, ko se pojavi njihova tekočnost;
– naprava, ki ščiti žice pred širjenjem izpod kontaktnega vijaka;
– galvansko prevleko delov.
Te zahteve izpolnjuje objemka, ki je posebej zasnovana za povezovanje aluminijastih vodnikov. Podložka vzmetne spone zagotavlja stalen pritisk
priključene žice, prislon pa preprečuje, da bi se žica iztisnila izpod kontaktne objemke. Pri nekaterih izvedbah sta vzmetna podložka in omejevalnik, ki omejuje trosenje, izdelana v obliki ene same zvezdaste podložke. Objemko je treba sestaviti z vsemi deli, saj bo odsotnost katerega koli od njih zagotovo povzročila slab stik.
riž. 30. Objemka za povezovanje aluminijastih žic:
1 – vijak; 3 – podložka kontaktne sponke; 5 – omejevalnik širjenja aluminijastega vodnika
Zaključek aluminijastih vodnikov za vijačno objemko se izvede v obliki obroča, za bakrene vodnike - v obliki obroča in palice.
Zaporedje povezovanja aluminijastih vodnikov s presekom do 10 mm 2:
1) odstranite izolacijo s konca jedra do dolžine, ki zadostuje za izdelavo obroča. Nož je usmerjen pod kotom 10–15 ° na površino žice, tako da z rezanjem izolacije drsi po površini jedra. Noža ne morete držati pravokotno na žico, kot v tem primeru
Jedro lahko izrežete in zlomite. Za odstranitev izolacije iz žic s prečnim prerezom do 4 mm 2 se uporabljajo posebne klešče KSI;
2) jedro očistimo z brusnim papirjem ali steklenim papirjem do kovinskega sijaja in namažemo s tanko plastjo kremenčevo-vazelinske paste;
3) Pripravljen konec jedra z okroglimi kleščami upognemo v obroč. Žice naj bodo upognjene v smeri urinega kazalca, to je v smeri vrtenja vijaka. Notranji premer obroča mora biti nekoliko večji od premera kontaktnega vijaka;
4) žico vpnemo z vijakom na kontaktno priključno ploščo, jo privijemo v izrezano luknjo ali zategnemo z matico.
Gibki bakreni vodniki s presekom 1–2,5 mm2 so zaključeni v obliki obroča, ki mu sledi polovica v naslednjem vrstnem redu. Z žice odstranimo približno 25–30 mm izolacije, žice obrusimo z brusnim papirjem do kovinskega sijaja, žice zvijemo v palico, upognemo v obroč, obroč prelijemo s kolofonijo ali njeno raztopino v alkoholu, nato potopite v staljeno spajko POS-40 za 1–2 s. Po ohlajanju se žica izolira na obroč.
Vpleteno bakreno tokovno jedro s prečnim prerezom 1,0–2,5 mm2 v nekaterih vrstah

Priključki so zaključeni v obliki palice s spajkalnikom POS-40.
Kontaktne sponke vtičnic do 10 A in stikala od 4 A in več omogočajo priključitev bakrenih in aluminijastih vodnikov s presekom od 1 do 2,5 mm2 in za
Stikala 1 A - samo bakrene žice s presekom od 0,5 do 1 mm2. Priključitev aluminijastih žic v objemko je treba izvesti s
ki se konča v obliki obroča, baker - v obliki obroča in palice. Pred namestitvijo v stik se obroček iz aluminijaste žice očisti in namaže s kremenčevim vazelinom ali cinkovo vazelinsko pasto. V vtičnicah do 10 A je lahko en kontakt
priključite največ dve bakreni ali aluminijasti žici s prečnim prerezom do 4 mm2. Priključitev aluminijastih ali bakrenih električnih žic na bakrene žice
svetlobna oprema se izvaja s posebnim vpenjalnim blokom. Žice so vpete med plošče, ki imajo zareze in navojne luknje za vpenjalne vijake. Vijaki morajo biti opremljeni z vzmetnimi razcepnimi podložkami.
riž. 31. Zaključek žic.

riž. 32. Stiskanje aluminijastih žic z GAO tulci:
a – enostransko stiskanje, b – dvostransko stiskanje. Pri svetilkah imajo podnožja za žarnice kontaktne sponke in
tudi vtični tip za povezovanje ravnih koncev bakrenih žic. Pri povezovanju žic se morate spomniti, da je osrednji kontakt vložka povezan s fazno žico, kontakt, povezan z osnovnim tulcem, pa z nevtralno žico.
Razširjen je način povezovanja in zaključevanja aluminijastih in bakrenih žic in kablov s stiskanjem, ki zagotavlja zanesljiv električni kontakt in potrebno mehansko trdnost ter je enostaven za izvedbo. Stiskanje se izvaja z ročnimi kleščami, mehanskimi in hidravličnimi stiskalnicami z uporabo zamenljivih matric in luknjačev. Objemke se uporabljajo za povezovanje žil žic in kablov, čepi pa za zaključek.
Tehnološki postopek stiskanja aluminijastih vodnikov v veznih tulcih in zaključevanju s kabelskimi čevlji:
1) glede na presek tokovnih vodnikov žic in kablov izberite vrsto in dimenzije priključnih tulcev in kabelskih čevljev. Za stiskanje jeder s prečnim prerezom
od 2,5 do 10 mm2 se uporabljajo povezovalne aluminijaste tulke tipa GAO; za odseke
več kot 10 mm2 – priključne tulke tipa GA. Zaključevanje žil in kablov se izvaja s cevnimi aluminijastimi čevlji tipa TA ali bakreno-aluminijastimi čevlji tipa TAM;
2) izberite matrice in luknjače v skladu s standardnimi velikostmi povezovalnih tulcev in konic;
3) preverite prisotnost tovarniškega maziva v rokavih in konicah. Če ni mazanja, se tulci in konice očistijo s kovinsko "krtačo" in namažejo z zaščitnim
kremenčev vazelin ali cinkova vazelinska pasta;
4) odstranite izolacijo s koncev žil: pri zaključku - na dolžini, ki je enaka dolžini cevastega dela konice, pri povezovanju - na dolžini, ki je enaka polovici tulca;
5) konce tokovnih žic očistite z brusnim papirjem ali kordolentno krtačo do kovinskega sijaja, obrišite s krpo, namočeno v bencin, in takoj pokrijte s kremenčevo-vazelinsko pasto;
6) na pripravljene in stisnjene vodnike položite konico ali tulec. Pri zaključevanju se vodnik vstavi v konico, dokler se ne ustavi, tako da se konci povezanih vodnikov dotikajo med seboj na sredini tulca;
7) namestite cevni del konice ali tulca v matrico in ga pritisnite;
8) Po obdelavi ostrih robov rokavov je povezava izolirana.
Bakrene konice ni dovoljeno pritiskati na aluminijasto jedro, saj bo povezava krhka zaradi velike razlike v koeficientu linearne toplotne razteznosti med bakrom in aluminijem.
Postopek stiskanja bakrenih žil in kablov:
Odstranite izolacijo z več- in enožilnih žic na dolžino 20–25 mm, povezane žice položite vzporedno, ne da bi jih zvijali skupaj. Nato jih zavijemo v dve plasti bakrene ali medeninaste folije debeline 0,2 mm in širine 18–20 mm ter na stičišču stisnemo s stiskalnimi kleščami.
Stiskanje eno- in večžilnih vodnikov s presekom 4 mm2 ali več se izvaja v bakrenih cevastih čepih tipa T ali v povezovalnih bakrenih tulcih tipa GM. Vse operacije se izvajajo v enakem zaporedju kot pri aluminijastih žicah in kablih, z izjemo nanašanja kremenovega vazelina in cinkove vazelinske paste.
Prepovedano je stiskanje s kladivom in dletom.
Spajkanje in varjenje se uporabljata za povezovanje in razvejanje žic v primerih, ko vseh drugih ni mogoče uporabiti - stiskanje, vijačne sponke in varjenje. Zahteve za spajkanje so enake: zagotavljati mora zanesljiv električni stik in potrebno trdnost.
Za visokokakovostno spajkanje je potrebno, prvič, izbrati pravo spajko in drugič, odstraniti oksidni film kontaktnih površin, ki jih povezujemo. Pri spajanju bakrenih vodnikov se oksidni film odstrani pred spajkanjem, pri spajanju aluminijastih vodnikov se oksidni film odstrani med spajkanjem.
Spajkanje ustvari dober električni kontakt, vendar je ta povezava krhka, zato je treba žice pred spajkanjem zviti.
Spajkanje bakrenih vodnikov s prečnim prerezom 1,0-10 mm2 se izvaja s spajkalnikom. Za spajkanje se uporabljajo mehke kositrno-svinčeve spajke znamke POS.
Pri spajkanju bakrenih žic se oksid odstrani z brušenjem površin z brusnim papirjem ali pilo. Kot talilo se uporablja kolofonija ali njena raztopina v alkoholu (razmerje delov 1: 1), pa tudi spajkalna maščoba.
Temperatura ogrevanja območja spajkanja mora biti 30–50 °C višja od temperature taljenja spajke in talila. Nizka temperatura povzroči tako imenovano hladno spajkanje, ki ima nizko mehansko trdnost in ustvarja nezanesljivo elektriko
Da bi preprečili poškodbe izolacije, odsek jedra, dolg 2–3 mm pred rezom izolacije, ni pokositrjen.
Med postopkom spajkanja se oksidni film s površine povezanih žil odstrani mehansko (pod plastjo staljene spajke) ali kemično (s posebnimi talili). Pri določeni temperaturi uničijo oksidni film. To je posebnost spajkanja in varjenja aluminijastih vodnikov.
Po končanem spajkanju je treba ostanke talila skrbno odstraniti, saj lahko povzročijo uničenje kontakta.
Spajkanje spojev aluminijastih vodnikov v pogojih vlažnega zraka ni priporočljivo zaradi možne korozije. Spajkalna mesta so zaščitena pred vlago z zaščitnimi oblogami.
Spajkanje enožilnih vodnikov s prečnim prerezom 2,5-10 mm2 se lahko izvede s spajkalnikom A s spajkalnikom ali z drugimi spajkami (TSO-12, TsA-15) z uporabo bencinskega pihalnika. Spajka A je odporna proti koroziji in je primerna za spajkanje in kositranje jeder. Film aluminijevega oksida se mehansko uniči, ko žico drgnemo s spajkalno palico, zato pri spajkanju talilo ni potrebno.
Povezava in razvejanje bakrenih vodnikov s prečnim prerezom do 6 mm2 (slika 33) se izvede s spajkanim zvijanjem. Sukanje, ki mu sledi spajkanje, je metoda povezovanja in razvejanja enožilnih bakrenih in večžilnih žic PR, PV, PRVD,
PRD s prečnim prerezom 1,5 × 6 mm2 v odprti električni napeljavi na valjih in izolatorjih. Ta način povezovanja in razvejanja se uporablja tudi v električnih napeljavah, izdelanih s ploščatimi žicami PPV in drugimi, kadar razvodne omarice nimajo oblog s kontaktnimi sponkami, pa tudi v nekaterih drugih primerih. Na primer pri povezovanju
odcep bakrene žice iz nadzemnega voda s presekom 4?6 mm2 z bakrenimi žicami
vhod s presekom 2,5 mm2.
Metoda povezovanja žic z zvijanjem je enostavna za izvedbo, vendar zahteva naknadno spajkanje povezave, saj ima celo visokokakovostno zvijanje prehodni kontaktni upor nekajkrat večji kot pri drugih načinih povezovanja - stiskanje, spajkanje, varjenje, vijačenje ali vijaki povezave.

riž. 33. Povezava in odcep bakrenih žic znamk PV, PR, PRD, PRVD
Ko so zvite, imajo žice malo stičnih točk in ko tok teče skozi povezavo, se lahko kontakt pregreje, kar včasih povzroči požar. Zaradi tega zasukane povezave brez spajkanja niso dovoljene.
Tehnologija povezovanja in razvejanja bakrenih žic je naslednja. Če želite povezati 2 kosa žice, morate žice tokovnih jeder tesno zasukati, da se ne odvijajo, in prečkati žice. Konec leve žice naredi 8-10 zavojev okoli desne, konec desne žice pa 8-10 zavojev okoli leve žice, vendar v drugo smer. Zasukane povezave morajo biti vsaj 10–15-krat večje od premera povezovalnih žic. Priključek stisnemo s kleščami in spajkamo s spajkalnikom POS-30 ali POS-40. Spajkani zasuk je izoliran po celotni dolžini povezave z obveznim zajemanjem nezaščitene izolacije žice. Povezava med dvema zvitima žicama je izvedena zamaknjeno.
Pri spajkanju enožilnih aluminijastih vodnikov s prečnim prerezom 2,5-10 mm2 sta povezava in odcep izvedena v obliki dvojnega zasuka z utorom (slika 34). Izolacijo odstranimo z vodnikov, očistimo do kovinskega sijaja z brusnim papirjem ali vrvičnim trakom in prekrijemo z dvojnim zasukom, da nastane utor na mestu stika vodnikov.

riž. 34. Povezovanje enožilnih aluminijastih žic z dvojnim spajkanjem
zvit z utorom
Spoj se segreva s pihalnikom ali spajkalnikom, dokler se spajka ne začne topiti. Spajkalno palico A s silo drgnemo na eni strani. Zaradi trenja se oksidni film odtrga, utor pa se začne kositriti in polniti s spajkanjem. Enako pocinkamo vodnike in na drugi strani utor zapolnimo s spajko. Hkrati se kositrajo zunanje površine in mesta zvijanja jeder. Po ohladitvi je spoj izoliran.
Varjenje se uporablja za zaključevanje in povezovanje tokovnih vodnikov žic in
kabli vseh odsekov in za aluminijaste vodnike z bakrenimi vodniki s presekom vodnika največ 10 mm2. Ta metoda spajanja zahteva uporabo posebnih talil, varilnih strojev in druge posebne opreme.