Электросварные муфты для полиэтиленовых труб: виды, достоинства, метод монтажа. Монтаж труб пнд при помощи электросварных фитингов
Электросварные фитинги или фитинги с закладным электронагревательным элементом используются при монтаже систем водоснабжения различного назначения, газопроводов, а также незаменимы при аварийно-ремонтных работах.
Электросварные фитинги для труб ПНД бывают следующих типов:
Чтобы узнать цены на электросварные фитинги, оставьте заявку на нашем сайте и наши менеджеры проконсультируют Вас по всем вопросам.
Монтаж труб ПНД при помощи электросварных фитингов
В нашем ассортименте представлены электросварные фитинги лучших мировых производителей: Georg Fischer Piping Systems Ltd (Швейцария), AGRU (Австрия), Elofit (Италия), Plasson Ltd (Израиль), Frialen (Германия), Plastitalia S.p.a. (Италия). Все они соответствуют российским стандартам качества и имеют полный пакет документов.
Седелка электросварная или седелочный отвод эл/св
Различают несколько типов электросварных седелок - седелка с поворотной головной частью, седелка с фрезой, накладной седелочный уход, седелка с ответной нижней частью и т.д. Мы предлагаем Вам купить седелки электросварные любой конфигурации как типовые седелки небольшого диаметра, так и седелочные отводы большого диаметра до 2000 мм.
Наиболее популярны седелки электросварные 110х63, 160х63, 225х63.
Кроме этого, мы предлагаем купить головные части 63х32 с фрезой для электросварных седелок. Такая головная часть электросварной седелки является поворотной, а значит вы можете перед приваркой определить направление трубы, а также такая поворотная головная часть позволяет врезаться в ПЭ трубу, которая находится под давлением, как в газопровод, так и в водопровод.
Электросварная заглушка
Электросварная заглушка используется для того, чтобы заглушить напорный газопровод или водопровод. Заглушки 32 мм, 63 мм, 90 мм и 110 мм используют как правило электросварные, а заглушки 160 мм, 225 мм, 315 мм и большего диаметра как правило используют литые, применяя при их монтаже или стыковой сварочный аппарат для ПНД труб или при помощи электросварной муфты.
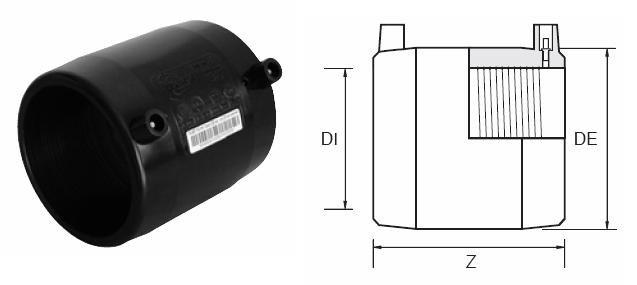
 Электросварная пнд муфта - самый незаменимый элемент трубопровода, так как муфта полиэтиленовая электросварная соединяет трубы друг с другом, а также электросварная пнд муфта соединяет литые фитинги и сегментные фитинги с ПНД трубами.
Электросварная пнд муфта - самый незаменимый элемент трубопровода, так как муфта полиэтиленовая электросварная соединяет трубы друг с другом, а также электросварная пнд муфта соединяет литые фитинги и сегментные фитинги с ПНД трубами.
На сегодняшний день заводы производят муфты электросварные пэ100, как правило, это или муфта электросварная пэ100 sdr11 или муфта электросварная пэ100 sdr17.
Мы предлагаем Вам купить электросварные муфты разного диаметра (от 20 мм до 1200 мм). У нас в ассортименте только качественные электросварные муфты пэ 100 ведущих европейских производителей.
Электросварные муфты незаменимы при ремонте поврежденного участка трубопровода. Вырезаем участок поврежденного пэ трубопровода, например 110 мм в диаметре. Берем две электросварные муфты 110 мм и новый кусок трубы. Электросварная муфта 110 мм надвигается на трубу, а после того, как новую трубу вставили вместо старой поврежденной, пнд муфты сдвигаются и привариваются сварочным муфтовым аппаратом.
Также часто применяется электросварная муфта 160 мм, 225 мм и 315 мм.
Отвод электросварной
 Электросварной отвод часто используют при монтаже труб пэ. В нашем ассортименте отвод электросварной 90 и отвод электросварной 45 градусов. Отвод пэ электросварной бывает от 20 мм до 225 мм. Как правило, это - отвод электосварной пэ100 sdr11.
Электросварной отвод часто используют при монтаже труб пэ. В нашем ассортименте отвод электросварной 90 и отвод электросварной 45 градусов. Отвод пэ электросварной бывает от 20 мм до 225 мм. Как правило, это - отвод электосварной пэ100 sdr11.
Переход электросварной или редукция
Муфта переходная электросварная или переход с закладным нагревателем (переход ЗН) используется, если надо перейти с одного диаметра трубы на другой.
Например, очень востребован переход электросварной 110х63, 63х32, 160х110 мм.
Тройник электросварной или тройник с закладным нагревателем (тройник ЗН).
Как правило, сегодня в продаже можно встретить тройник электросварной ПЭ100. Бывает тройник электросварной равносторонний, а также можно купить тройник электросварной редукционный. У нас можно купить тройник электросварной ПЭ100 SDR11 и ПЭ100 SDR17.
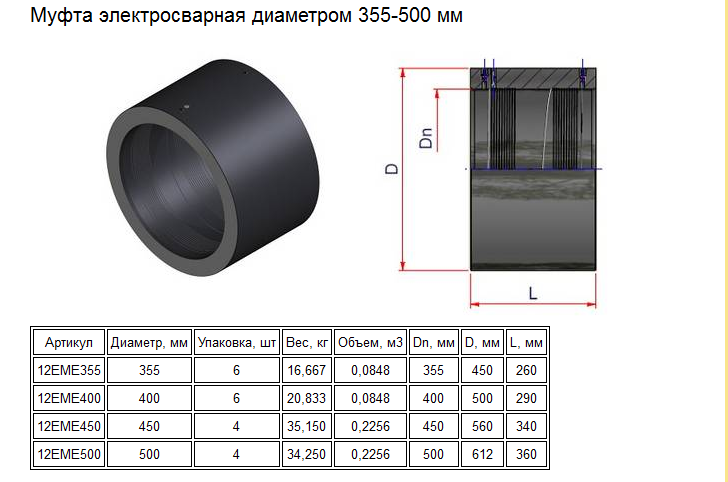
Муфты электросварные для монтажа водо/газопроводов различных диаметров. Материал изготовления: полиэтилен низкого давления ПНД (ПЭ 100). На выбор доступны муфты SDR 17 и SDR 11. Диапазон рабочего давления (PN) от 6 до 16 атмосфер. Типоразмеры DN (OD) от 20 до 1200 мм. Изделия соответствуют ГОСТ: Р ИСО 12176-2-2011.
В каталоге компании «Труба-Пласт
» представлены электросварные муфты ПНД для соединения полиэтиленовых водопроводов и газопроводов из ПЭ 100 и ПЭ 80 по низкой цене. Продукция сертифицирована по стандартам ISO и ГОСТ.
Характеристики :
- наружный диаметр соединяемых труб: от OD 25 до OD 1200 мм;
- SDR(соотношение диаметра и стенки) муфты: 7.4, 11, 17 (возможен монтаж труб с более тонкой стенкой, SDR 41, 33, 21, 17.6 и т.д.)
- клеммы: 4 мм;
- максимальное напряжение сварки: 40 V;
- рабочее давление: от 6 до 16 атмосфер.
Муфты могут применяться при ремонте или строительстве трубопроводов.
Технология сварки
Процесс сварки электросварных муфт ПНД проходит в несколько этапов:
- Обрезка концов трубы.
- Снятие скребком верхнего слоя трубы на месте стыков.
- Обезжиривание поверхностей трубы и муфты
- Уменьшение диаметра трубы хомутом для свободного вхождения в муфту.
- Подключение сварочного аппарата, который считывает информацию со штрих-кода муфты. Оборудование автоматически устанавливает необходимое напряжение и время.
- Остывание (длится 20 минут).
Об окончании процесса сварки оповещает индикатор. Для проверки герметичности соединений необходимо нанести на стыки пену и ввести внутрь сжатый воздух. Доказательством правильно выполненной инструкции является отсутствие пузырьков на пене.
Преимущества
Муфты имеют следующие особенности:
- отсутствие предварительного нагрева сокращает длительность монтажа;
- монтаж в труднодоступных местах;
- устойчивость к повреждениям и химическим веществам;
- эксплуатация при диапазоне температур от -20 до +50 градусов;
- легко удаляемый ограничитель.
Образцы каждой партии деталей проходят контроль прочности и свариваемости. Доказательством качества является сертификат, предоставляемый при покупке товара.
Для получения дополнительной информации об электросварных муфтах для ПНД труб обращайтесь в компанию «Труба-Пласт » по телефону или через форму обратного звонка.
Муфта пэ
Электросварные муфты подразделяются на несколько категорий, в зависимости от назначения. Каждая из них, оснащена электронагревательным устройством, которое встраивается в муфту. Этот факт, облегчает сварку полиэтиленовых труб или других материалов друг с другом.
Какие бывают электросварные муфты для полиэтилена
Сборка трубопроводов и сетей, производится с применением фитингов. Их используют в следующих случаях:
- при масштабном строительстве газового трубопровода;
- в системах , а также водопровода с технической водой;
- при перевозке различных химических элементов, каковые не контактируют с полиэтиленом.
Данные изделия производятся в нескольких конфигурациях. Смотря, какой диаметр и размер требуется для монтажа технических изделий. В зависимости от того пойдёт муфта на воду или на газ, диаметр будет колебаться в пределах от 20 миллиметров до 3,15 см. Впрочем, немалой популярностью пользуются универсальные материалы, которые нашли широкое применение при сборке любого вида трубопроводов.
 Муфта электросварная. ПЭ 100 SDR 11 и SDR 17
Муфта электросварная. ПЭ 100 SDR 11 и SDR 17
Структура электросварных изделий из полиэтилена
Все электросварные материалы наделены довольно непростой структурой. Спираль, каковая находится в , делается из специального сплава. Она отталкивает разнообразные , образующиеся во время эксплуатации. Помимо того, спираль служит своеобразным критерием качественной сварки. Так как сплав спирали не отдает температуру на внешние компоненты - сварочные работы на электросварных муфтах проходят быстро и без проблем. На выходе получается одно цельное устройство.
 муфта для сварки полиэтиленовых труб
муфта для сварки полиэтиленовых труб
Главные преимущества и недостатки электросварных муфт, предназначенных для полиэтилена
1. Служить такие муфты будут не менее 50 лет.
2. Доступность для широких слоев населения.
3. Нет никаких ограничений для работы и сборки конструкции на малодоступных участках прокладки труб.
4. Составляющие, которые подойдут для всех форм полиэтиленовых труб, благодаря своей универсальности.
5. Полный сбор всех частей устройства, выполняется за считанные часы.
6. Трубопроводные устройства, выполненные с участием электросварных муфт, отличаются особой прочностью и надежностью.
7. предусматривают укороченный период сборки.
 муфта электросварная переходная
муфта электросварная переходная
Но кроме немалых достоинств, муфты включают и несколько недостатков, каковые иногда несколько ограничивают в работе с таким материалом:
1. Если место соединения на трубе будет подвержено влиянию щелочной либо кислой среды, то этот фактор может, крайне негативно сказаться на используемом материале.
2. Они не переносят высокого давления в рабочем состоянии.
3. Нельзя применять их в системах отопления и при подаче горячей воды, потому как более 40 градусов по шкале Цельсия, для них губительно.
Однако все вышеперечисленные недостатки частей из благодаря, своим качествам таким, как прочность и простота монтажного подключения, стираются. А с каждым годом, сфера их применения, только расширяется.
 Чтобы соединить трубы между собой и с фасонными элементами из ПЭ используется электросварная муфта для полиэтиленовых труб ПНД.
Чтобы соединить трубы между собой и с фасонными элементами из ПЭ используется электросварная муфта для полиэтиленовых труб ПНД.
Как происходит монтаж с применением электросварных деталей
Монтажные работы производятся путем подачи электрического тока на нагревательную часть, которая есть в муфтах со встроенными деталями нагрева. Последующее повышение температуры, дает внутренним стенкам изделия и части трубопровода спаяться, вследствие чего, образуется граница, обладающая полной герметизацией и высококачественной спайкой материала.
Сам монтаж с использованием фитингов, включает следующие пункты:
- с самого начала, трубу, которую необходимо присоединить к общей конструкции, срезают четко под прямым углом. Категорически нельзя оставлять какие-либо неровности и шершавости. После ровного среза, изделие чистят от налипшей грязи;
- далее, место среза, тщательно зачищается специальным техническим инструментом. При этом соблюдают диаметр для входа в электросварной фитинг.После, все соединительные детали должны быть обезжирены, для чего применяют кусок чистой ткани с нанесенным на нее ацетоном либо другим растворителем;
- стороны, предназначенные для сварки, аккуратно фиксируют в . В некоторые модификациях фитингов уже присутствуют эти крепления, в которые потом вставляются торцы полиэтиленовых труб. Нельзя забывать, что расстояние между свариваемыми трубами, расположенными в середине муфты никак не должно превышать толщину стен полиэтиленовой трубы ;
- сварочные работы выполняются , для последовательной смычки труб. Сварка проходит автоматически, умный аппарат самостоятельно может задавать температуру соответствующую данному типу сварки вдобавок, выставлять процент напряжения и временной лимит сварки. В процессе, клеммы сварки соединяют с контактами электросварного участка, при этом идет автоматическая передача всей информации со штрихкода. Этот код имеют все электросварные муфты;
- как только сварочные работы закончены, сразу проверяют стыки. Они обязаны быть полностью герметичными. Для проверки, стыки намыливают и после этого подают по трубе сжатый воздух.
Чтобы смонтированная система служила продолжительный период времени, работы должны производиться квалифицированными мастерами. Если использовать в процессе электросварные муфты, предназначенные специально для полиэтиленовых трубопроводов, то на выходе получают крепкую и монолитную конструкцию.
 муфта электросварная sdr17
муфта электросварная sdr17
В каких областях нашли применение электросварные муфты
Из-за того, что монтаж таких соединений проводится достаточно быстро, они просто незаменимы при аварийных и экстренных работах. В случае невозможности использования других элементов при стыковой сварке на строительстве трубопровода повышенной сложности, применяют муфты. А встроенная спираль в электросварных муфтах дает возможность проводить монтаж в тяжелых условиях, к примеру — траншеях.
 Муфта электросварная ПЭ100 SDR17
Муфта электросварная ПЭ100 SDR17Рабочее давление: 6 bar Газ — 10 bar Вода
SDR 17
Тип полиэтилена: PE100
На каких электросварных муфтах остановить выбор
Специалисты советуют приобретать итальянские, немецкие и австрийские муфты. Изделия этих стран отлично себя зарекомендовали. Известные фирмы производители не изготавливают фитинги их различного вторичного сырья что, безусловно, положительно сказывается на качестве элементов. Стоит обратить внимание и на российских изготовителей, детали которых широко представлены на отечественном рынке.
 Муфта электросварная ПЭ 100 SDR 11
Муфта электросварная ПЭ 100 SDR 11Рабочее давление: 10 bar Газ — 16 bar вода,
SDR: 11
Полиэтилен: PE100
 муфта полиэтиленовая электросварная
муфта полиэтиленовая электросварная
 муфта электросварная 63
муфта электросварная 63
Подводя итоги
Если в ближайшем будущем, в планах есть монтаж и ремонт трубопровода либо некоторого его участка, то приобретение муфт со встроенным нагревательным элементом, будет правильным решением. Ведь каждый, желает получить надежную, крепкую и долговечную конструкцию, не требующую дополнительных усилий при её обслуживании.
В этой статье вы узнаете, что такое электросварная муфта для полиэтиленовых труб. Как осуществляется сварка фитингов ПНД типа. Что представляет из себя электросварный ПНД фитинг и его сопряжение.
Электросварная муфта применяется в процессе формирования неразъёмного участка в трубопроводе. При этом в большинстве случаев элементы магистрали монтируются на сварку с учётом наиболее нагруженных участков, у которых имеется особый список требований к стыковочному шву.
За счёт электросварочных швов можно обеспечить наиболее высокопрочное соединение на стыке, так как оно достигает примерно 90-95 процентов от полного монолита. Именно поэтому данная технология стыковки стала так популярна при монтаже труб, как из металла, так и полиэтиленовых.
Металлические электросварные фитинги
Соединительные элементы из металла производятся в рамках двух форматов - для резьбовых соединений, и для сварки. Резьбовые фитинги предполагают, что на их торцах будет нарезка наружной или внутренней резьбы. А вот торцы сварного фитинга не включают в себя ничего кроме фасок, с помощью которых куда легче сформировать сварочный шов.При этом основная часть фитингов для ПЭ100 устанавливается в саму магистраль при помощи соединения встык или внахлест.
Под первым вариантом предполагается, что труба и фитинг будут сопрягаться в соответствии со своими торцами, то есть наружная часть соединительных элементов должна быть идентичная диаметру трубы.
А вот второй вариант подразумевает, что труба вводится в фитинг. То есть при этом требуется соответствие между внутренним диаметром элемента, и наружным - в трубе.
С другой стороны, каждый из этих вариантов имеет идентичное продолжение - стык заваривается с помощью электродуговых или аргонодуговых сварок, при использовании рутилового электрода. При этом у аргонодуговой технологии сваривания труб есть масса преимуществ, так как она позволяет обеспечить куда более качественные швы, по сравнению со стандартной электродуговой сваркой.
Электросварные фитинги из полиэтилена
Как известно, у полимерного трубопровода есть масса преимуществ за счёт его универсальности и возможности применять электросварные элементы соединения. И в первую очередь такой ПНД фитинг монтируется на трубопроводы, которые изготавливаются с применением материалов низкого давления.

Электросварный ПНД фитинг также сопряжён с двумя видами монтажа - встык и внахлест. При этом учитываются термопластичные характеристики полиэтиленовых труб, то есть при монтаже встык применяется паяльник, а каждый из элементов должен удерживаться с помощью специального зажима. К слову, таким же способом и происходит формирование соединений внахлест, но для этого предварительно прогревается муфта с трубой с помощью особого калибра, после чего разогретая труба прессуется в ПНД фитинг.
При этом применение как одного, так и другого метода, производится на основе одних и тех же физических эффектов - полимерные цепочки разрушаются на уровне молекул, для чего требуется нагреть материал до 170 градусов, после чего образовываются уже новые связи, когда полимер остывает. В результате, электросварка ПНД затрагивает молекулярный уровень, поэтому и такое соединение будет столь же прочным, сколь и сама труба.
Муфты с электроэлементом
Тот способ монтажа, что описывался выше, предполагает необходимость пользоваться особыми паяльниками для сварки труб, которые будут прогревать саму область контакта. Тем не менее, с помощью современных технологий можно отбросить необходимость работать с таким громоздким оборудованием, достаточно лишь воспользоваться электрофитингом ПЭ100. Разница между таким фитингом и обычным электросварным элементом сводится к тому, что он располагает внутренним нагревателем.
То есть процесс сварки при соединении внахлест, будет проходить внутри самих полиэтиленовых элементов. При этом, по сути, речь будет идти о той же технологии, что и в случае с пайкой - легкосплавный элемент нагревает слой труб вместе с внутренним пространством фитинга, а после того, как снизится температура - между молекулами трубы и фитинга будет образовано несколько новых полиэтиленовых цепочек.

В итоге при использовании электрофитинга ПЭ100 в процессе сварки труб из полиэтилена, с гарантией выдаётся требуемый результат, и в процессе монтажа безнапорных или напорных видов водовода, и даже во время сборки промышленного трубопровода, который требует высочайшую прочность труб (работа с газом или химически активными веществами).
Ну, а у самих электросварных ПЭ100 имеются такие немаловажные преимущества:
- Такой ПНД фитинг 100 может быть установлен на любую из полиэтиленовых труб, наружный диаметр которой составляет 20-400 миллиметров.
- Швы, создаваемые в таких фитингах, способны выдержать давление вплоть до 16 атмосферных сил.
- Полиэтиленовые ПНД фитинги проявляют инертность практически ко всем химическим веществам, поэтому такое соединение будет актуально также и для труб, которые используются в технических или питьевых целях.
- За счёт высоких показателей прочности в сварочных швах, трубопровод выдерживает достаточно серьёзные удары гидравлического характера.
- За счет широкого разброса по диаметрам, ПНД фитинги можно использовать практически с любыми трубами SDR17.
- У каждого фитинга ПЭ100 имеется несколько стандартных клемм, которые соединяются с помощью легкоплавких элементов, заложенных в само тело элемента. Поэтому в процессе монтажа фитинга ПЭ100, можно воспользоваться типовыми генераторами сварочного тока.
Как происходит монтаж электросварного фитинга 110
Перед тем, как начнётся сварка фитингов ПНД типа, требуется подготовка самого соединительного элемента, сварочного аппарата и труб SDR17. Сделать это можно таким образом:
- Трубу SDR17 необходимо подрезать таким образом, чтобы её угол с центральной осью был равен 90 градусам. Торец фитинга ПЭ100 также перпендикулярен, это контролируется производителем, поэтому соединительные элементы подрезать необходимости нет.
- После того, как обработается торец SDR17, с одного из её краёв снимается фаска с помощью специальных инструментов - фаскоснимателей.
- SDR17 необходимо ввести в ПЭ100, а показатель глубины погружения необходимо зафиксировать с помощью маркера. Данная отметка нужна для того, чтобы можно было легче собрать сварное соединение.
- Дальше всё, что останется сделать - это протереть трубу SDR17, а также ПНД фитинг, обязательно с использованием какого-то растворителя - чтобы обезжирить будущие сварочные ванны.
Стоит обратить внимание, что данная операция проделывается обязательно два раза, так как под сварным монтажом SDR17, предполагается необходимость одновременно зафиксировать трубы - как на входной, так и на выходной части 110 фитинга. Ну а саму сварку можно выполнить таким образом:
- SDR17 необходимо зафиксировать в 110 фитинге на месте маркировки, причём с другого конца 110 проделывается та же манипуляция.
- После этого происходит фиксация трубы в специальном устройстве, которое должно отслеживать, насколько верно соотношение между 110 фитингом и входящими-выходящими ветвями в трубопроводе.
- Далее на клеммы фитинга 110 устанавливается устройство для сварки. В его блоке задаётся информация касательно диаметра и толщины деталей. К слову, эти данные могут задаваться в процессе формирования сварных соединений, что будет рассчитано в соответствии с габаритами трубы и 110 фитинга.
- Закончив эти манипуляции, устройство включается в прогревочном режиме и через полчаса отключается от уже готовых деталей. При этом, на протяжении периода нагревания, запрещается касаться, как фитинга 110, так и труб.
После того, как снимется трансформатор и позиционер, конструкция считается готовой, и вполне может эксплуатироваться. Посмотреть сварочные параметры можно прямо на муфте. Там есть наклейка со штрих-кодом, которая содержит всю нужную информацию. В соответствии с ней можно настроить сварочный аппарат.