Ako variť polyetylénové rúry. Zariadenie na zváranie polyetylénových rúr
V súčasnosti za rôzne druhy potrubia, najčastejšie sa používajú polyetylénové rúry, ktoré majú oproti kovovým množstvo významných výhod. Najspoľahlivejšia metóda dokovania polyetylénové rúry zvažuje sa zváranie. Tento proces si bude vyžadovať špeciálne zariadenie na zváranie polyetylénových rúr.
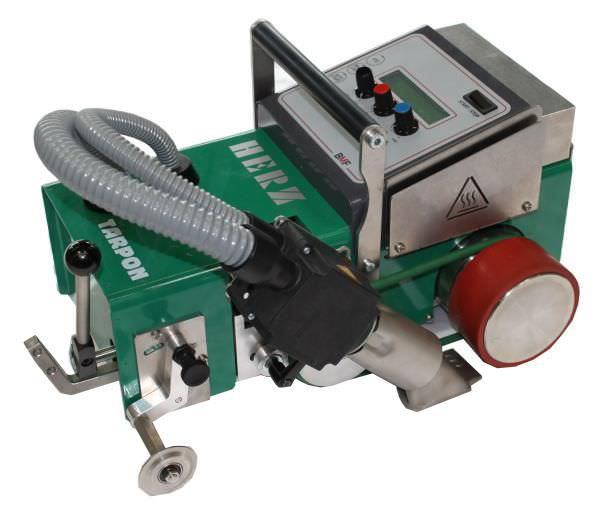
Zariadenie na zváranie rúr
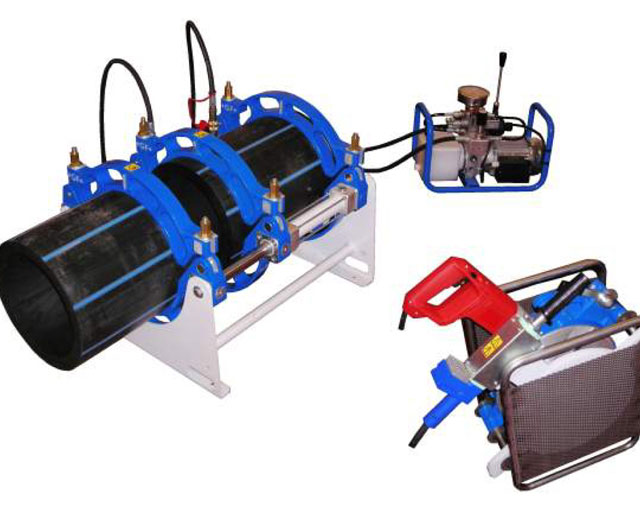
Pred inštaláciou systému by ste si mali zakúpiť špeciálne vybavenie na zváranie polyetylénových rúr:
- Súprava pozostávajúca zo zariadenia na zváranie PE rúr a rôznych trysiek.
- Rezačka rúr - určená na rezanie rúr na požadovanú veľkosť.
- Skosenie je nástroj, ktorý sa používa na skosenie koncov rúr, ktoré sa majú zvárať.

Ak je všetko potrebné vybavenie pripravené, proces zvárania bude jednoduchý a rýchly.
Spôsoby zvárania
Profesionálni inštalatéri potrubných systémov rozlišujú medzi niekoľkými typmi zvárania PE rúr:
- zváranie na tupo;
- zásuvkové zváranie;
- elektrofúzne zváranie.
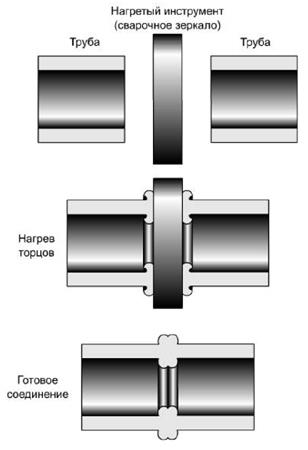
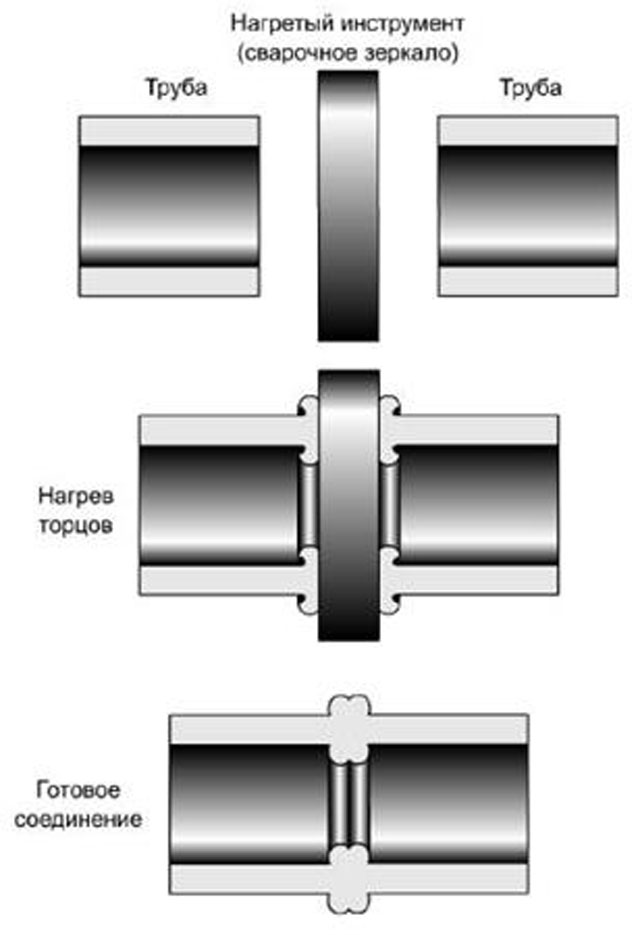
Zváranie na tupo
Táto metóda zvárania sa považuje za najbežnejší typ pripojenia potrubia. Je to spôsobené relatívnou lacnosťou metódy (spájkovačka na zváranie na tupo má nízku cenu) a schopnosťou spájať rúry rôznych priemerov od 0,5 cm do 120 cm.
Pri zváraní na tupo budete musieť prejsť niekoľkými fázami:
- pripravte rúry: narežte na požadovanú veľkosť a skoste konce;
- zahrejte prístroj na zváranie PE rúr;
- vložte konce rúrok do pripraveného zariadenia a zahrejte na požadovanú teplotu;
- súčasne odstráňte oba spoje a navzájom sa spojte;
- podržte, kým spojenie nevychladne.
Tento spôsob zvárania nie je široko používaný, aj keď je spojenie rúrok spoľahlivé. Hrdlové zváranie neznamená priame spojenie potrubia s iným potrubím, ako pri zváraní na tupo, ale zváranie hrdlom. Pretože sú potrebné dodatočné armatúry, proces sa zodpovedajúcim spôsobom predražuje.
Najčastejšie sa táto metóda používa na inštaláciu potrubia v interiéri a ak je k dispozícii, Vysoké číslo rôzne ohyby a vetvy.

Elektrofúzne zváranie
Elektrofúzne alebo elektrofúzne zváranie sa vykonáva pomocou zváracieho stroja a špeciálnych elektrofúzií. Tento spôsob spájania potrubí sa používa hlavne pri inštalácii dlhých potrubí, keď nie je možné zváranie na tupo v oblastiach so seizmickou činnosťou.
Na spojku rúrok je nasadená spojka, ktorá je pripojená k zváračke a ohrievaná spolu s koncami rúrok.

Výber najvhodnejšej metódy zvárania polyetylénových rúr je určený konštrukciou systému a vplyvom vonkajších faktorov.
Typy zariadení
Pre rôzne spôsoby inštalácie potrubia je potrebné zvoliť špeciálny zvárací stroj na PE rúry. Všetky zariadenia možno rozdeliť do dvoch skupín:
- zariadenia na zváranie na tupo a pripojenie zásuviek;
- zariadenia na elektrofúzne pripojenie.
Oba typy zváracích zariadení pozostávajú z:
- transformátor;
- blok napájania;
- kontrolná jednotka.
Všetky zariadenia môžu fungovať od bežných elektrickej siete s napätím 220 wattov.
Zváracie stroje na zváranie na tupo
Na základe priemeru polyetylénových rúr a požadovaná kvalita ich zlúčeniny sa rozlišujú:
- Ručné zváracie stroje. Takýto stroj je možné použiť na pripojenie rúrok malých priemerov. Proces zvárania prebieha zahrievaním zariadenia a vynaloženým úsilím inštalatéra.

- Poloautomatický zvárací stroj na PE rúry. Pokročilejšia konštrukcia, ktorá umožňuje zváranie rúr dostatočne veľkých priemerov. Navyše kvalita zvaru je oveľa lepšia ako u ručného stroja. Poloautomatický znamená manuálne nastavenie parametrov potrebných na zváranie a hydraulické vykonávanie procesu spájania rúr. Automatický systém Rúry sú k sebe privádzané úplne vycentrované, čo absolútne eliminuje posuny a tvorbu nekvalitných švov.

- Automatické zariadenie. Použitím automatické zariadenie celý proces zvárania rúr prebieha v automatickom režime. Pred spustením pripojenia k zariadeniu sa pomocou počítača nastavia všetky potrebné parametre. Stroj si sám zvolí požadovaný režim zvárania a potom bez ľudského zásahu vykoná potrebné úkony.
V závislosti od typu zváracieho stroja sa jeho cena tiež líši. Ručné zariadenie je najlacnejšie, poloautomatické je o niečo drahšie a automatické zariadenie je najdrahšie.
Pri použití automatického zariadenia na zváranie rúr je úplne vylúčená možnosť chyby a získania nekvalitného zvaru.
Zváracie stroje na elektrofúzne spojenie
Zváračka na polyetylénové rúry, s ktorou môžete vytvoriť elektrofúzny spoj, je v porovnaní so zariadením na zváranie na tupo zložitejším zariadením.
Každá spojka obsahuje informácie potrebné na jej inštaláciu vo forme čiarového kódu. Pred zváraním je potrebné tieto informácie zadať do stroja. V závislosti od modelu zariadenia to možno vykonať ručne alebo automaticky. Väčšina zariadení je vybavená oboma spôsobmi vstupu.

V závislosti od modelu a možností strojov môžu byť s možnosťou uložiť potrebné údaje a zapísať ich na flash kartu alebo bez nej. Ak takúto funkciu zariadenie podporuje, nie je potrebné pri použití rovnakého typu spojok zadávať informácie niekoľkokrát.
Na displeji zariadení sa spravidla zobrazujú informácie o teplotný režim, čas zvárania, vykurovací výkon. Po priamom pripojení potrubí zariadenie vydá zvukový signál.
Náklady na prístroje na elektrofúzne prípojky, ako aj samotné elektrofúzie sú veľmi vysoké, preto ich využívajú špecializované tímy alebo firmy, ktoré sa profesionálne venujú kladeniu rôznych potrubí.
Spojenie potrubí pomocou elektrických spojok sa vykonáva iba vo výnimočných prípadoch, keď je zváranie na tupo podľa podmienok neprijateľné.
Výber zariadení na zváranie polyetylénových rúr je určený požiadavkami na inštaláciu potrubia a okolia prírodné podmienky. Pri ukladaní potrubia v interiéri pre potreby domácnosti Stačí mať základné zariadenie na zváranie.
V minulosti najbežnejšie rúry z kovov a zliatin sa nahrádzajú výrobkami z vysokomolekulárnych zlúčenín, teda plastov, najmä polyetylénu. Medzi výhody takýchto produktov patrí nízka hmotnosť, jednoduchosť a spoľahlivosť pripojenia potrubných segmentov k systému.
Jeden z najbežnejších spôsobov fixácie, ktorý na konci operácie poskytuje jednotnú povrchovú úpravu. hermetické spojenie, - zváranie polyetylénových rúr; Nižšie budeme hovoriť o strojoch na zváranie plastov.
Nástroje na prípravu rúr na zváranie
Pred priamym použitím zváracieho zariadenia na polyetylénové rúry je potrebné pripraviť nasledujúce nástroje:
- Súprava, ktorá obsahuje stroj na zváranie polyetylénových rúr a niekoľko trysiek. Kompletná sada rôznych súprav je veľmi odlišná: môžete si kúpiť profesionálnu kolekciu pre takmer všetky príležitosti a nástroj s dvoma alebo tromi dýzami.
- Rezačka rúr - ako už z názvu vyplýva, je určená na presné a rovnomerné rezanie rúr.
- Skosenie - potrebné na vytvorenie skosenia na koncoch rezov rúr, ktoré uľahčujú spájanie výrobkov (podrobnosti: "").

Samotný proces zvárania je rýchly, takže máte všetko potrebné nástroje zaručuje, že nedôjde k oneskoreniam v priebehu práce.
Možnosti zvárania plastových rúr
K dnešnému dňu existujú tri najbežnejšie spôsoby spájkovania:
- zadok;
- do zásuvky;
- elektrofúzia.

Funkcie každého z nich budú diskutované nižšie.
Zváranie na tupo
Medzi výhody techniky možno nazvať nízke náklady na proces, vzhľadom na relatívne nízke ceny na zariadeniach na zváranie polyetylénových rúr na tupo a široký rozsah priemerov rúr spájkovateľných na tupo - od 5 do 1200 mm.
Operácia sa vykonáva v niekoľkých etapách:
- Príprava potrubia. V tomto štádiu sa prvky požadovanej dĺžky odrežú pomocou rezačky rúr a z nich sa pomocou úkosovačky skosia.
- Výber dýz pre priemery rúr a ich inštalácia v zváracom stroji na tupo pre polyetylénové rúry.
- Predhrievanie zariadenia.
- Inštalácia koncov rúr na trysky a ohrev na požadovanú teplotu.
- Súčasné odstraňovanie zvyškov a ich vzájomné spojenie. Počas pripojenia sa musíte uistiť, že konce sú k sebe pripevnené rovnomerne a po kontakte sa nepohybujú, kým úplne nevychladnú.
Výsledkom je, že pri starostlivom vykonaní procesu sa získa homogénny hermetický spoj bez pórov a iných defektov.
Zásuvkové zváranie
Táto technika nie je taká bežná, hoci jej spoľahlivosť nie je nižšia ako predchádzajúca metóda. Pri spájkovaní do zásuvky nie sú vyhrievané odrezky polymérových výrobkov spojené priamo navzájom, ale pomocou spojok, tiež plastových.

Zváranie elektrofúziou
Ako už názov napovedá, tento typ spájkovania plastové výrobky vyžaduje okrem zváracieho stroja pre PE rúry aj prítomnosť špeciálnych elektrických spojok. Metóda sa používa vtedy, keď je potrebné vytvárať potrubia veľkých dĺžok, keď je spájkovanie na tupo technicky nerealizovateľné, alebo v miestach so zvýšenou seizmickou aktivitou.
Pre každý konkrétny účel je potrebné zvoliť techniku spájkovania na základe účelu budúceho potrubia, dostupnosti potrebné vybavenie a finančné možnosti: niektoré metódy sú lacnejšie, iné drahšie.
Druhy zváracích strojov
Vo všeobecnosti sú všetky zariadenia na príslušný účel rozdelené do dvoch tried:
- zariadenia na zváranie polyetylénových rúr medzi sebou alebo do hrdla;
- zariadenia na pripojenie pomocou elektrickej spojky.
Tieto aj ďalšie zariadenia pozostávajú z nasledujúcich prvkov:
- Transformátor.
- Napájací blok.
- Riadiaca jednotka kúrenia.
Akýkoľvek zvárací stroj je navrhnutý tak, aby fungoval zo štandardného napájacieho zdroja s výstupným napätím asi 220 V.
Stroje na spájkovanie na tupo
Zariadenia sú klasifikované podľa výslednej kvality pripojenia:
- Ručné zariadenia. Používajú sa na pripojenie potrubí s malými časťami. Spojenie zvyškov po zahriatí sa vykonáva ručne.
- Poloautomatické zariadenia . Vhodné pre výrobky s veľkými priemermi, kvalita spájkovania je lepšia ako v prvom prípade. Rúry sa kladú ručne a pripájajú sa automaticky pomocou hydraulická jednotka. V tomto prípade je centrovanie rúrok oveľa presnejšie.
- Automatické zariadenia. Proces je plne automatizovaný vrátane výberu požadovaného režimu zvárania. Jediná vec, ktorá sa od osoby vyžaduje, je špecifikovať niekoľko počiatočných parametrov.

Je poskytnutý šev najvyššej kvality, ako by ste mohli hádať, automatické zariadenia manželstvo prakticky neumožňujú.
Zariadenia na elektrofúzne pripojenie
Zváracie zariadenia na spájkovanie polyetylénových rúr elektrofúznou metódou sú zložitejšie v prevedení a použití.
Na povrchu akejkoľvek elektrickej spojky je nanesený čiarový kód obsahujúci údaje potrebné na zváranie. Pred spustením procesu musíte zadať tieto informácie do zariadenia. Vykonáva sa v dvoch režimoch: manuálny alebo automatický.

Niektoré stroje ponúkajú používateľovi možnosť skopírovať predtým zadané údaje napríklad na flash kartu alebo ich uložiť do pamäte zariadenia. To vám umožňuje nezadávať informácie zakaždým znova, a preto to prispieva k ďalšiemu zrýchleniu práce.
Na obrazovke zariadenia sa zvyčajne zobrazujú údaje o indikátoroch teploty, čase spájkovania a spotrebovanom výkone. Po upevnení rezov potrubia vydá zariadenie príslušný zvukový signál.
Cena prístroja na elektrofúzne zváranie a samotných spojok je veľmi vysoká, preto ich používajú iba profesionáli, ktorí zarábajú na vytváraní potrubí.
Bežný zvárací stroj je celkom vhodný pre domáceho majstra.
Kvalita vykonaných spojení, pevnosť, spoľahlivosť a životnosť celého systému závisí od toho, ako správne je zvolené zariadenie na zváranie polyetylénových rúr. Keďže existuje pomerne široká škála zváracích zariadení, je veľmi ľahké sa zmiasť a vybrať si nesprávny prípravok. Preto pred výberom a nákupom zváracieho stroja musíte preštudovať celý sortiment takýchto výrobkov, pochopiť ich vlastnosti, rozsah, výhody a nevýhody.
Vlastnosti podľa výberu
Zváranie sa používa nielen na opravy, ale aj na kladenie potrubí z PE (polyetylénu). Samotné vybavenie sa dá ľahko zvládnuť, hlavnou vecou je jeho správny výber. Princíp fungovania takýchto výrobkov spočíva v tom, že zváracia jednotka ohrieva konce rúrok resp tvarované výrobky ktoré treba zosúladiť. V tomto prípade získa materiál potrubia viskózny tekutý stav, ktorý umožňuje spojenie dvoch koncov. Kvôli miešaniu polymérny materiál na oboch koncoch po stuhnutí hustý monolitická konštrukcia. Napriek tomu, že sa na mieste zvárania objavuje šev, pevnosť tejto oblasti nie je horšia ako pevné kusy rúr.
Výber zváracieho zariadenia pre termoplastové potrubia závisí od toho, akú prácu chcete vykonávať. Pri výbere jednotky je tiež potrebné zvážiť priemer prvku, účel potrubia a množstvo vykonanej práce.
Všetky zváracie prípravky sú klasifikované na základe nasledujúcich parametrov:
- rozmery jednotky;
- metóda zvárania;
- rozmery rúrkových prvkov vyrobených z PE;
- typ ovládania (automatické alebo manuálne);
- či existuje alebo nie je funkcia protokolovania;
- typ pohonu.
Jednotky na zváranie na tupo

Pre rúry je možné použiť zariadenie na zváranie na tupo iný priemer. Na vykonanie práce musí byť obrobok upevnený v špeciálnom držiaku. Konce rúr sú ohrievané ohrievačom. Potom sa navzájom spoja. Konce výrobkov by mali byť pevne stlačené, kým šev úplne nevychladne.
Dôležité: Na zváranie rúr s priemerom 31,5 cm alebo viac je vhodná iba jednotka na zváranie na tupo. Bez ohľadu na priemer musí byť hrúbka steny rúr, ktoré sa majú pripojiť, minimálne 5 mm.
Zariadenia na zváranie na tupo sú rozdelené do nasledujúcich typov:
- Manuálny;
- mechanický;
- hydraulické.
Pozrime sa bližšie na vlastnosti každého z nich.
Manuálne agregáty

Ručná zváračka polyetylénových rúr je vhodná pre výrobky s malým priemerom (4-12,5 cm). Niektoré ručné zváracie jednotky dokážu pracovať s obrobkami až do šírky 30 cm.Toto kompaktné, ľahko použiteľné zariadenie je vhodné na domáce použitie.
zadok manuálna jednotka pozostáva z nasledujúcich komponentov:
- centralizátor, ktorý umožňuje zarovnať polohu častí, ktoré sa majú spojiť;
- na rezanie rúrok sa používa trimmer;
- na roztavenie materiálu sa používa vyhrievacia platňa.
mechanické zariadenia

Mechanická jednotka na zváranie polyetylénových rúr na tupo vám umožňuje pracovať s prvkami s priemerom nie väčším ako 25 cm.Spravidla pomocou takýchto rúrok tlakové systémy nízky tlak.
Ak sa na vybavenie netlaku použije podobné zariadenie na zváranie na tupo inžinierske komunikácie, potom môže byť priemer rúrok väčší - až 31,5 cm Tieto výrobky je možné použiť na zváranie na mieste pokládky alebo v špeciálnych dielňach.
Hlavnou výhodou takýchto zariadení, pre ktoré sú tak cenené, je ich nízka hmotnosť, ktorá zaručuje mobilitu produktu a spoľahlivosť neprerušovaná práca. Pre niektorých výrobcov sa takýto zvárací stroj vyrába s užitočným doplnková funkcia- možnosť vytvárania plastových ohybov.
Hydraulické zariadenia

Jednotka na zváranie na tupo tejto odrody má centralizátor, ktorý je vybavený hydraulickým pohonom. Vďaka tomuto dizajnu môže zariadenie pripojiť potrubia akéhokoľvek priemeru (4-200 cm). Väčšina zariadení je však navrhnutá pre maximálny priemer zváraných rúrok rovný 1,6 m.
Hydraulické jednotky sú zase rozdelené do troch typov podľa stupňa automatizácie:
- Ručné hydraulické zariadenia. Rozsahom takéhoto zariadenia je kladenie potrubí stredného a nízkeho tlaku. Jednotka je riadená a teplota topenia sa nastavuje manuálne. Ostatné parametre zvárania je potrebné zvoliť a nastaviť podľa špeciálnych zváracích tabuliek. Tieto zariadenia nemajú funkciu protokolovania.
- poloautomatický hydraulické zariadenia . Tieto zariadenia so strednou úrovňou automatizácie sa najčastejšie používajú na zváranie obrobkov veľkých a stredných priemerov. Takéto zariadenie je vybavené elektronickou jednotkou, ktorá berie údaje o teplote z vykurovacej platne a určuje tlak oleja v hnacom mechanizme. Po kontrole prijatých údajov programom jednotka zobrazí signály pre obsluhu. Po dokončení procesu zvárania sa vydá protokol.
Dôležité: niektoré poloautomatické zariadenia sa predávajú bez logovacieho modulu, ale v prípade potreby ním môžu byť vybavené.
- Automatické hydraulické jednotky. Ide o moderné high-tech zariadenia, v ktorých je proces zvárania plne automatizovaný a riadený špeciálnym elektronickým modulom. Obsluhe stačí nastaviť údaje rúr, ktoré sa majú zvárať – materiál, priemer a pod dôležité parametre, po ktorom samotné zariadenie zvolí vhodný režim zvárania, berúc do úvahy teplotu okolia. Po dokončení procesu zariadenie vydá zvárací protokol, v ktorom sú uvedené všetky dôležité parametre.
Dôležité: automatizácia procesu zvárania úplne eliminuje možnosť chýb, ktoré sa často vyskytujú počas ručné zváranie. Tiež poskytnuté najvyššia kvalita zvar. Takéto zariadenie sa používa na usporiadanie plynovodov a ropovodov, ako aj iných vysokotlakových systémov, kde sú kladené prísne požiadavky na kvalitu švu.
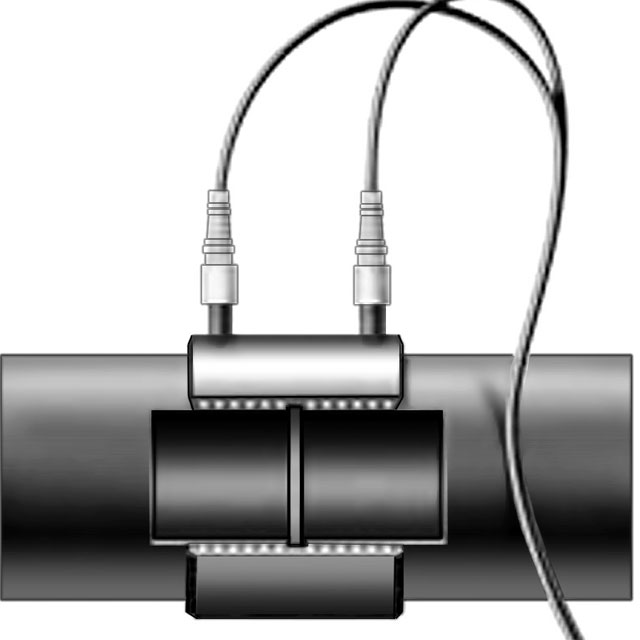
Elektrofúzne zváranie

Elektrická spojka je armatúra so zabudovaným ohrievačom. Táto metóda zvárania sa vykonáva pomocou špeciálnych strojov, ktoré sa používajú na zváranie PE rúr. Na spojenie koncov polotovarov sa používa spojka - tvarovaná časť, do ktorej sú z oboch strán vložené rúry. Ohrev materiálu sa vykonáva pomocou elektrický prúd, ktorý vstupuje do špirály spojky a ohrieva plast. Keď materiál dosiahne viskózny stav, časti sa roztavia a spoja do jednej štruktúry.
Tento typ zvárania sa najčastejšie používa na usporiadanie tlakových potrubí z prvkov malého priemeru (nie viac ako 16 cm), ako aj v beztlakových systémoch z polotovarov s priemerom nie väčším ako 31,5 cm.Na predaj sú jednotky s elektrickými spojkami z PE prírezov s veľkým priemerom, dosahujúcim až 63-160 cm.
výhody:
- Tento spôsob zvárania je vhodné použiť, ak potrebujete spájať dlhé termoplastické obrobky stočené do zvitkov.
- Toto mobilné zariadenie je vhodné na opravu ťažko prístupných úsekov potrubí vo výkopoch alebo stenách.
- Môžete pracovať s takým zariadením ako v zima zima a v letných horúčavách, pretože rozsah prevádzkových teplôt je pomerne široký - od -20 do +50 stupňov.
Jednotky, ktoré používajú zváracie armatúry, sú rozdelené do dvoch typov:
- Manuálny. Na použitie tohto zariadenia musí operátor nezávisle zadať parametre napätia a trvanie procesu zvárania. Takéto zariadenia nemajú funkciu protokolovania.
- Automaticky. Tieto jednotky majú špeciálny skener, ktorý im umožňuje čítať informácie z čiarového kódu elektrickej spojky. Na základe prijatých údajov prístroj sám nastaví parametre zvárania pre každý diel a uloží ich do pamäte. Údaje protokolu je možné vytlačiť na mieste alebo uložiť na flash disk a preniesť do počítača.
Dôležité: pri výbere elektrofúzneho zvárania musíte vziať do úvahy náklady na samotné tvarovky, preto je na vykonanie značného množstva práce lepšie použiť zváranie na tupo s príslušným zariadením.
Polyetylénové rúry sa dnes nachádzajú široké uplatnenie. Používajú sa na inštaláciu potrubí pre domáce a priemyselné účely. Pre montáž inžinierske siete na zváranie polyetylénových rúr alebo montážnych dielov sa používa špeciálne zariadenie - spojky, príruby a pod inštalačné práce nevyžadujú vysokú kvalifikáciu, môžu sa vykonávať bez zapojenia odborníkov. Stačí si kúpiť alebo prenajať zariadenia na zváranie polyetylénových rúr.
Pri montáži potrubí z polyetylénových rúr sa používajú dva typy pripojení - skladacie a neskladacie. Prvé sa častejšie používajú pri vytváraní beztlakových sietí (napríklad pri výstavbe gravitačných kanalizácie), druhé sú potrebné pri inštalácii vodovodného systému alebo iných systémov, v ktorých sa kvapalina dodáva pod tlakom.
Na vykonávanie nerozoberateľných spojení sa najčastejšie používajú jednotky na zváranie polyetylénových rúr na tupo alebo sa používajú nadzemné elektrické spojky. Zváranie hrdla je menej bežne používané, na to je potrebné použiť špeciálne spojovacie armatúry - spojky, uholníky, T-kusy.
Spôsoby zvárania polyetylénových rúr
Hoci sa rúry dajú zvárať rôzne metódy, všetky sú založené na rovnakom princípe – tavení plastu a jeho difúznom spojení na úrovni molekulárnych štruktúr.
Na roztavenie plastu a spojenie dielov sa používa stroj na zváranie polyetylénových rúr. Toto zariadenie má jednoduchý dizajn a nie je ťažké s ním pracovať. Existuje niekoľko typov spájania polyetylénových rúr zváraním:
- Zváranie na tupo. Princíp tohto procesu je jednoduchý - konce rúrok sa zahrievajú, kým sa nezačne taviť, a potom sa pritlačia k sebe a čakajú, kým plast nevychladne. Výsledkom je pevné monolitické spojenie, ktorého pevnosť nie je nižšia ako pevná rúra. Túto metódu možno použiť, ak je priemer potrubia väčší ako 50 mm a hrúbka steny je väčšia ako 5 mm.
- Elektrofúzne zváranie. V tomto prípade sa na vytvorenie spojenia používajú ďalšie diely - spojky. Navliekajú sa na spoj a po roztavení a následnom ochladení ešte viac spevnia šev. Spojka je neodnímateľná, zostáva nasadená na spoji, čo dodáva potrubiu dodatočnú pevnosť.
- Vytláčacie zváranie. Tento typ spojenia polyetylénových rúrok pripomína zváranie oceľové rúry pomocou elektród. V tomto prípade sa používa prísada, ktorá má zloženie identické s rúrkami, to znamená polyetylénová tyč. Po roztavení táto tryska zvarí švy a ďalej ich spevní.

- Zásuvkové zváranie. Pri použití tejto metódy sa rúrka s menším priemerom zataví do rúrky alebo časti s väčším rozmerom. Používa sa na spojenie dvoch častí potrubia. spojka so zvončekmi na oboch koncoch. Pomocou rohu so zásuvkou môžete potrubie otáčať. A pomocou kríža je ľahké pripevniť ďalšiu vetvu na kmeň.
Pri vykonávaní ktoréhokoľvek z uvedených typov zvárania sa nevyhnutne používa inštalácia na zváranie polyetylénových rúr. Bez použitia zariadenia je zváranie nemožné, preto by ste sa mali oboznámiť so zásadami jeho fungovania.
Zváracie stroje a princípy ich práce
Všetky stroje na zváranie plastových rúrok využívajú technológiu ohrevu dielov a ich následného spojenia pod určitým tlakom. Pri výbere typu zvárania treba brať do úvahy veľkosť rúr a počet zvarových spojov.
Takže pre rúry s priemerom do 50 mm sa používa elektrofúzne alebo extrúzne zváranie alebo hrdlové spojenie a pre rúry veľkých rozmerov je vhodnejšie použiť metódu na tupo. Pri výbere stroja na zváranie PE rúr je dôležité venovať pozornosť tomu, na aké veľkosti rúr je určený.
Poradte! zvyčajne domáci majster sa musia vysporiadať s rúrkami s malým priemerom. Preto on vhodné zariadenie, na ktorú je možné zvárať rúry od 40 do 160 mm.
Zariadenie na zváranie rúr metódou na tupo
Pri použití metódy na tupo je potrebný zvárací stroj na zváranie PE rúr na ohrev koncov rúr až do prechodu polyetylénu do viskózneho stavu a následného spojenia dielov pod tlakom. Spojenie častí sa vykoná po odstránení ohrievača. Celý proces zvárania možno rozdeliť do niekoľkých etáp:

- Príprava rúr na zváranie.
- Zahrievanie koncov pred roztavením.
- Demontáž ohrievača a spojovacích častí.
- Chladenie zvarového spoja.
Môže vzniknúť otázka, ako rezať rúry pred zváraním na tupo, pretože po pripojení dielov sa dĺžka segmentu zníži. Ak chcete zistiť, aké tolerancie je potrebné vykonať, musíte si prečítať pokyny dodané so strojom na zváranie na tupo. Pre každú veľkosť potrubia sú pokyny. Ak neexistuje žiadna inštrukcia, môžete jednoducho zmerať dĺžku dýzy na nástroji.
Konce rúr sú ohrievané bez tlaku, ale sú v tesnom kontakte s vykurovacou doskou. Po vybratí dosky by sa mali diely čo najrýchlejšie spojiť, aby plast nestihol vychladnúť.
Okrem toho je dôležité, aby boli rúry spojené bez nesúosovosti, prípustná odchýlka nie je väčšia ako 10 % hrúbky steny rúry. Je tiež dôležité zabrániť vniknutiu prachu a iných nečistôt do miesta zvárania, pretože to výrazne znižuje kvalitu spojov. Na spájanie sa odporúča použiť špeciálne zariadenie - centralizátor, pretože je ťažké manuálne pripojiť potrubia bez zošikmenia.

Pri použití metódy zvárania na tupo pre PE rúrky sú vonkajšie aj vnútorný šev. Po úplnom ochladení plastu sa ochabnutie v mieste švu odstráni pomocou špeciálneho zariadenia. Táto operácia umožňuje dosiahnuť maximálnu hladkosť vo vnútri potrubia a vynikajúcu vzhľad vonku.
Poradte! Nezanedbajte operáciu na odstránenie priehybu vo vnútri potrubia. Pretože tieto priehyby (najmä ak majú rúry malý priemer) sa znížia priepustnosť potrubia a môže dokonca spôsobiť upchatie.
Proces zvárania pri použití elektrických spojok
Pri použití tohto spôsobu pripojenia je stroj na zváranie PE rúr pomerne kompaktným zariadením - je to spojka vyrobená z polyetylénu a vybavená špeciálnym vykurovacím zariadením (elektrické cievky).
Spojenie častí nastáva v dôsledku skutočnosti, že na elektrické cievky sa aplikuje napätie, čo vedie k zvýšeniu teploty v oblasti spoja. Polyetylén rúr a samotnej spojky sa roztaví a po vychladnutí sa na spoji vytvorí pevné spojenie.
Poradte! Proces zvárania rúr sa musí vykonávať pod podmienkou pevného upevnenia častí, ktoré sa majú zvárať. Kým plast úplne nevychladne, nie je možné pohybovať rúrkami a inak ovplyvňovať spoj.
Zváranie rúr vyrobených z polyetylénu nie je zvlášť zložitý proces ale vyžaduje špeciálne vybavenie. Preto bude musieť domáci majster buď získať zariadenie na zváranie a byť schopný robiť prácu vlastnými rukami, alebo vyhľadať pomoc od profesionálnych inštalatérov. Ak potrebujete zvárať jednorazovo, nemôžete si kúpiť zvárací stroj, ale prenajať si ho. Mnoho spoločností ponúka služby prenájmu.