Kako variti polietilenske cevi. Oprema za varjenje cevi iz polietilena (HDPE).
Najpogostejše cevi iz kovin in zlitin v preteklosti nadomeščajo izdelki iz visokomolekularnih spojin, to je plastike, predvsem polietilena. Med prednostmi takšnih izdelkov so lahka teža, enostavnost in zanesljivost povezovanja cevnih segmentov v sistem.
Eden najpogostejših načinov fiksiranja, ki daje enoten zaključek na koncu operacije. hermetična povezava, - varjenje polietilenskih cevi; Spodaj bomo govorili o strojih za varjenje plastike.
Orodja za pripravo cevi za varjenje
Pred uporabo varilne opreme neposredno za polietilenske cevi, morate pripraviti naslednja orodja:
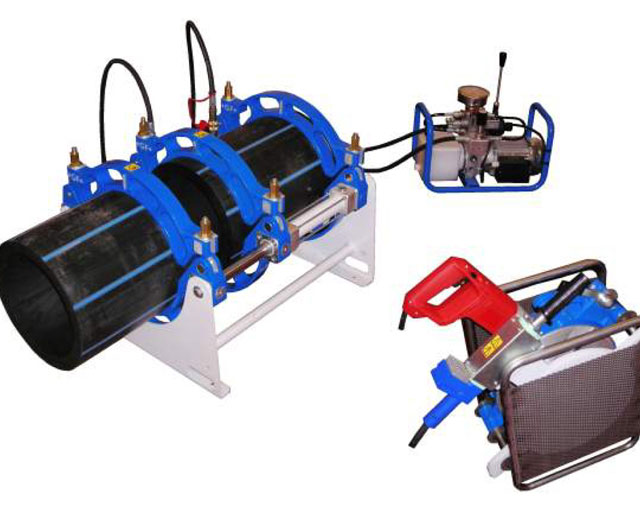
- Komplet, ki vključuje stroj za varjenje polietilenskih cevi in več šob. Celoten nabor različnih kompletov je zelo različen: lahko kupite tako profesionalno zbirko za skoraj vse priložnosti kot orodje z dvema ali tremi šobami.
- Rezalnik cevi - kot pove že ime, je zasnovan za natančno in enakomerno rezanje cevi.
- Posnetek - potreben za ustvarjanje posnetkov na koncih rezov cevi, ki olajšajo povezavo izdelkov (podrobnosti: "").

Sam postopek varjenja je hiter, zato imate vse potrebna orodja zagotavlja, da pri delu ne bo zamud.
Možnosti za varjenje plastičnih cevi
Do danes obstajajo trije najpogostejši načini spajkanja:
- zadnjica;
- v vtičnico;
- elektrofuzija.

Značilnosti vsakega od njih bodo obravnavane spodaj.
Čelno varjenje
Med prednostmi tehnike lahko imenujemo nizke stroške postopka zaradi relativne nizke cene na napravah za čelno varjenje polietilenskih cevi in širok razpon premerov čelno spajkanih cevi - od 5 do 1200 mm.
Operacija se izvaja v več fazah:
- Priprava cevi. Na tej stopnji se elementi želene dolžine razrežejo z rezalnikom cevi in z njih posnamejo s pomočjo rezalnika.
- Izbira šob za premere cevi in njihova namestitev v zadnjico varilnik za polietilenske cevi.
- Predgretje naprave.
- Namestitev koncev cevi na šobe in segrevanje na zahtevano temperaturo.
- Hkratno odstranjevanje ostankov in njihova povezava med seboj. Med povezavo morate paziti, da so konci enakomerno pritrjeni drug na drugega in se po stiku ne premikajo, dokler se popolnoma ne ohladijo.
Kot rezultat, s skrbnim izvajanjem postopka dobimo homogen hermetični spoj brez por in drugih napak.
Varjenje vtičnic
Ta tehnika ni tako pogosta, čeprav njena zanesljivost ni slabša od prejšnje metode. Pri spajkanju v vtičnico se ogrevane obrobe polimernih izdelkov ne povezujejo neposredno med seboj, temveč prek spojk, tudi plastičnih.

Varjenje z elektrofuzijo
Kot pove že ime, je ta vrsta spajkanja plastični izdelki zahteva poleg varilnega stroja za PE cevi prisotnost posebnih električnih spojk. Metoda se uporablja, ko je treba izdelati cevovode velike dolžine, ko je soletno spajkanje tehnično neizvedljivo ali na mestih s povečano potresno aktivnostjo.
Za vsak poseben namen je treba izbrati metodo spajkanja, ki temelji na namenu prihodnjega cevovoda, razpoložljivosti potrebne opreme in finančnih zmožnosti: nekatere metode so cenejše, druge dražje.
Različne vrste varilnih strojev
Na splošno so vse naprave za ustrezen namen razdeljene v dva razreda:
- naprave za varjenje polietilenskih cevi od konca do konca ali v vtičnico;
- naprave za povezavo s pomočjo električne spojke.
Tako te kot druge naprave so sestavljene iz naslednjih elementov:
- transformator.
- Napajalni blok.
- Krmilna enota za ogrevanje.
Vsak varilni stroj je zasnovan za delovanje iz standardnega napajalnika z izhodno napetostjo približno 220 V.
Stroji za čedno spajkanje
Naprave so razvrščene glede na posledično kakovost povezave:
- Ročne naprave. Uporabljajo se za povezovanje cevi z majhnimi odseki. Povezava ostankov po segrevanju se izvede ročno.
- Polavtomatske naprave . Primerno za izdelke z velikimi premeri, kakovost spajkanja je boljša kot v prvem primeru. Cevi se polagajo ročno in povezujejo samodejno z uporabo hidravlična enota. V tem primeru je centriranje cevi veliko natančnejše.
- Avtomatske naprave. Postopek je popolnoma avtomatiziran, vključno z izbiro želenega načina varjenja. Edina stvar, ki se zahteva od osebe, je, da navede nekaj začetnih parametrov.

Zagotovljen je šiv najvišje kakovosti, kot morda ugibate, avtomatske naprave praktično ne dovolijo poroke.
Naprave za elektrofuzijsko povezavo
Varilne naprave za spajkanje polietilenskih cevi po metodi elektrofuzije so bolj zapletene pri načrtovanju in uporabi.
Na površini katere koli električne spojke se nanese črtna koda, ki vsebuje podatke, potrebne za varjenje. Preden začnete s postopkom, morate te podatke vnesti v napravo. To se izvaja v dveh načinih: ročno ali avtomatsko.

Nekateri stroji uporabniku ponujajo možnost kopiranja predhodno vnesenih podatkov, na primer na bliskovno kartico, ali shranjevanja v pomnilnik naprave. To vam omogoča, da informacij ne vnašate vsakič znova, zato prispeva k dodatnemu pospeševanju dela.
Zaslon naprave običajno prikazuje podatke o indikatorjih temperature, času spajkanja in porabljeni moči. Po pritrditvi cevnih rezov naprava odda ustrezen zvočni signal.
Cena aparata za elektrofuzijsko varjenje in samih spojk je zelo visoka, zato jih uporabljajo samo strokovnjaki, ki zaslužijo z ustvarjanjem cevovodov.
Običajni varilni stroj je zelo primeren za domačega mojstra.
Trenutno za različne vrste cevovodov, se najpogosteje uporabljajo polietilenske cevi, ki imajo številne pomembne prednosti pred kovinskimi cevmi. Varjenje velja za najbolj zanesljiv način spajanja polietilenskih cevi. Ta postopek bo zahteval posebno napravo za varjenje polietilenskih cevi.
Oprema za varjenje cevi
Pred namestitvijo sistema morate kupiti posebno opremo za varjenje polietilenskih cevi:
- Komplet, sestavljen iz naprave za varjenje PE cevi in različnih šob.
- Rezalnik cevi - zasnovan za rezanje cevi na želeno velikost.
- Posnetek je orodje, ki se uporablja za posnemanje koncev cevi, ki jih je treba variti.

Če je vse pripravljeno potrebno opremo, bo postopek varjenja enostaven in hiter.
Metode varjenja
Profesionalni monterji cevovodnih sistemov razlikujejo med več vrstami varjenja PE cevi:
- čelno varjenje;
- varjenje vtičnic;
- elektrofuzijsko varjenje.
Čelno varjenje
Ta metoda varjenja velja za najpogostejšo vrsto cevne povezave. To je posledica relativne poceni metode (spajkalnik za čelno varjenje ima nizke stroške) in zmožnosti povezovanja cevi različnih premerov od 0,5 cm do 120 cm.
Za čelno varjenje boste morali iti skozi več stopenj:
- pripravite cevi: razrežite na velikost in posnite konce;
- segrejte aparat za varjenje PE cevi;
- vstavite konce cevi v pripravljeno opremo in segrejte na želeno temperaturo;
- hkrati odstranite oba sklepa in se med seboj povežite;
- držite, dokler se povezava ne ohladi.
Ta način varjenja se ne uporablja široko, čeprav je povezava cevi zanesljiva. Varjenje vtičnice ne pomeni neposredno povezovanje cevi z drugo cevjo, kot pri sočelnem varjenju, temveč varjenje z nastavkom. Ker so potrebne dodatne armature, postane postopek ustrezno dražji.
Najpogosteje se ta metoda uporablja za namestitev cevovoda v zaprtih prostorih in, če je na voljo, veliko število različni ovinki in veje.

Elektrofuzijsko varjenje
Elektrofuzijsko ali elektrofuzijsko varjenje se izvaja s pomočjo varilnega stroja in posebnih elektrofuzij. Ta način povezovanja cevi se uporablja predvsem za vgradnjo dolgih cevovodov, ko čelno varjenje ni možno na območjih potresne aktivnosti.
Na stičišče cevi je nameščena spojka, ki je povezana z varilnim strojem in ogrevana skupaj s konci cevi.

Izbira najprimernejšega načina varjenja polietilenskih cevi je odvisna od zasnove sistema in vpliva zunanjih dejavnikov.
Vrste naprav
Za različne načine vgradnje cevovodov je potrebno izbrati poseben varilni stroj za PE cevi. Vse naprave lahko razdelimo v dve skupini:
- naprave za čelno varjenje in vtičnico;
- naprave za elektrofuzijsko povezavo.
Obe vrsti varilne opreme sestavljata:
- transformator;
- napajalni blok;
- kontrolna enota.
Vse naprave lahko delujejo od običajnih električno omrežje z napetostjo 220 vatov.
Varilni stroji za čelno varjenje
Glede na premer polietilenskih cevi in zahtevana kakovost njihove spojine se razlikujejo:
- Ročni varilni stroji. Tak stroj se lahko uporablja za povezovanje cevi majhnih premerov. Postopek varjenja poteka s segrevanjem naprave in vloženim naporom monterja.

- Polavtomatski varilni stroj za PE cevi. Naprednejša zasnova, ki omogoča varjenje cevi dovolj velikih premerov. Poleg tega je kakovost varilnega šiva veliko boljša kot pri ročnem stroju. Polavtomatsko pomeni ročno nastavitev parametrov, potrebnih za varjenje in hidravlično izvedbo postopka spajanja cevi. Avtomatski sistem cevi se med seboj dovajajo popolnoma centrirano, kar popolnoma odpravlja premike in nastanek nekvalitetnih šivov.

- Avtomatska oprema. Uporaba avtomatska oprema celoten postopek varjenja cevi poteka v avtomatskem načinu. Pred začetkom povezave z opremo se z računalnikom nastavijo vsi potrebni parametri. Stroj bo sam izbral želeni način varjenja in po tem brez človeškega posredovanja izvedel potrebna dejanja.
Glede na vrsto varilnega stroja se razlikujejo tudi njegovi stroški. Ročni aparati so najcenejši, polavtomatski nekoliko dražji, avtomatska oprema pa najdražja.
Pri uporabi avtomatske opreme za varjenje cevi je možnost napake in pridobitev podstandardnega zvara popolnoma odpravljena.
Varilni stroji za elektrofuzijsko povezavo
Varilni stroj za polietilenske cevi, s katerim lahko naredite elektrofuzijski spoj, je v primerjavi z opremo za čelno varjenje bolj zapletena naprava.
Vsaka sklopka vsebuje informacije, potrebne za njeno namestitev, v obliki črtne kode. Pred varjenjem je treba te podatke vnesti v stroj. To je mogoče storiti, odvisno od modela naprave, ročno ali samodejno. Večina naprav je opremljenih z obema načinoma vnosa.

Odvisno od modela in zmogljivosti strojev so lahko z možnostjo shranjevanja potrebnih podatkov in zapisa na bliskovno kartico ali brez nje. Če naprava podpira takšno funkcijo, potem pri uporabi iste vrste sklopk ni treba večkrat vnašati informacij.
Na zaslonu naprav se praviloma prikazujejo informacije o temperaturni režim, čas varjenja, moč ogrevanja. Po neposredni povezavi cevi naprava odda zvočni signal.
Stroški naprav za elektrofuzijske povezave, pa tudi samih elektrofuzij, so zelo visoki, zato jih uporabljajo specializirane ekipe ali podjetja, ki se profesionalno ukvarjajo s polaganjem različnih cevovodov.
Priključitev cevi s pomočjo električnih spojk se izvaja le v izjemnih primerih, ko je čelno varjenje glede na pogoje nesprejemljivo.
Izbira naprav za varjenje polietilenskih cevi je odvisna od zahtev za vgradnjo cevovoda in okolice. naravnih razmerah. Pri polaganju cevi v zaprtih prostorih za gospodinjske potrebe Dovolj je imeti osnovno napravo za varjenje.
PE cevi imajo številne prednosti. So trpežni, okolju prijazni, niso podvrženi korozijskim procesom, so odporni na kemično aktivna okolja in njihovi notranja površina sčasoma ne raste. Polietilen (HDPE) je med drugim material, ki je popolnoma varljiv. V katalogu CSP lahko kupite ustrezen varilni aparat za plastične cevi in še veliko več opreme.
Glavne metode varjenja cevi iz polietilena (HDPE).
Povezava cevi iz polietilena poteka s pomočjo posebnih strojev in naprav. Dve najbolj priljubljeni vrsti varjenja polietilenskih cevi (HDPE): čelno in elektrofuzijsko.
Elektrofuzijsko varjenje cevi iz polietilena (HDPE).
V primerjavi z metodo zadnjice je ta metoda dražja, saj njena izvedba vključuje uporabo dražjih armatur, opremljenih z vgrajenimi grelnimi elementi. Prednost elektrofuzijskega varjenja je zmožnost dela v zaprtih prostorih. Uporaba čelnih varilcev HDPE v utesnjenih razmerah včasih preprosto ni mogoča in spojke so pogosto edina alternativa.
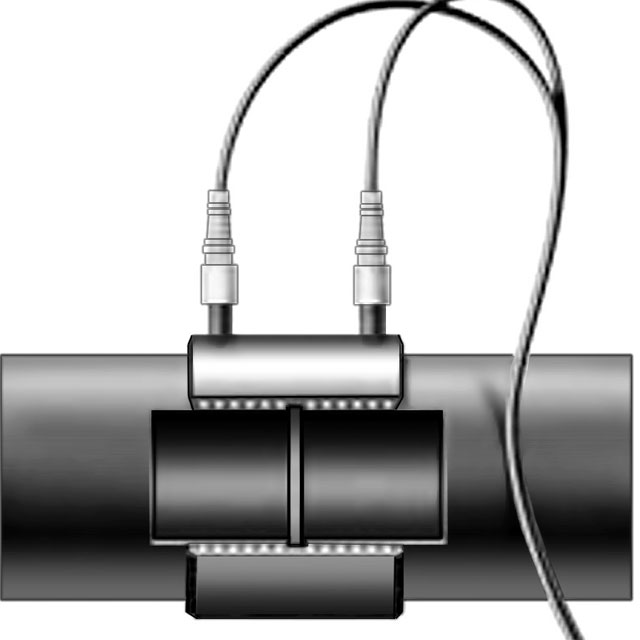
Metoda elektrofuzijskega varjenja je naslednja: na varjeni spoj se namesti spojka (fiting), opremljena z vgrajenim grelcem. Varjenje polietilenskih cevi se izvaja s posebnim aparatom. Na grelni element naprava je pod napetostjo. Ko se segreje, topi površino cevovoda in spojke, s čimer tvori močno in tesno povezavo. Glavne prednosti naprav za varjenje HDPE po metodi spajanja so lahkotnost in kompaktnost. Poleg tega ne porabijo velike količine električne energije in so enostavni za upravljanje.
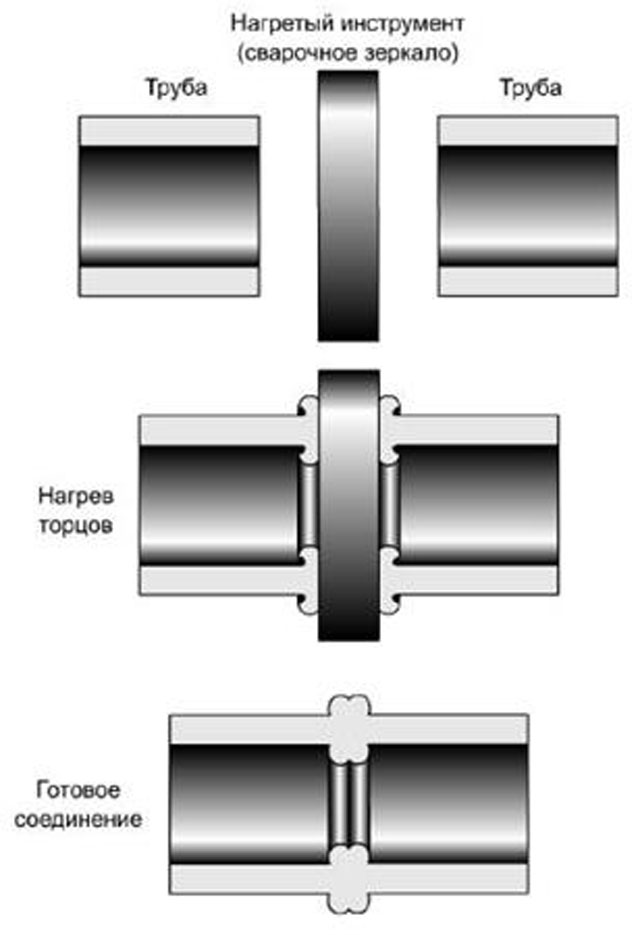
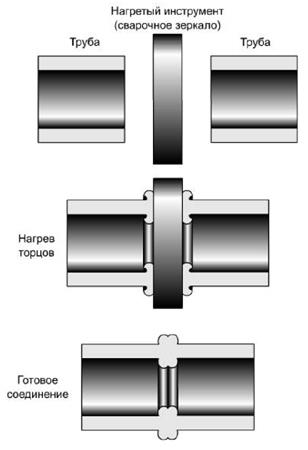
Čelno varjenje cevi iz polietilena (HDPE).Pri ustvarjanju trajnih povezav ta metoda velja za najbolj priljubljeno in vsestransko. Nastali čelni zvari so skoraj tako močni kot sosednja območja. Sam cevovod se po fleksibilnosti, tesnosti in zanesljivosti ne razlikuje veliko od celotnega izdelka.
PE cevi so povezane s čelnim spojem v naslednjem zaporedju:

- Cevi, ki jih je treba variti, se s svojimi konci vgradijo v stroj za varjenje polietilenskih cevi.
- Konci cevi se očistijo in obdelajo z obrezovalnikom.
- Med konci, ki jih je treba variti, je nameščeno ogledalo, konci se segrejejo in stopijo, ki jih pritisnemo na varilno napravo HDPE.
- Cevi se odstranijo iz delovno območje ogledala.
- Staljena konca pritisnemo drug proti drugemu z določeno silo in držimo, dokler se spoj ne ohladi pod določenim pritiskom.
Prednosti spajanja z uporabo čelnega stroja za varjenje polietilenskih cevi (HDPE) vključujejo naslednje dejavnike:
- Za dokončanje dela nista potrebna več kot dva delavca.
- Ni potrebe po uporabi specializirane opreme ali težkih strojev.
- Nizki stroški energije. Polaganje polietilenskega cevovoda nizek pritisk(HDPE) je lažja in hitrejša kot namestitev njegovega kovinskega dvojnika. Slednji dejavnik je še posebej pomemben pri polaganju dolgih cevi, kar omogoča zmanjšanje števila varilnih operacij do 100-krat.

Pri izdelavi čelnega spoja je treba paziti, da so naslednji parametri za fitinge in cevi enaki: debelina stene, premer in kakovost polimera. Hkrati je kakovost dela v veliki meri odvisna tudi od pravilne izbire HDPE varilnega aparata in usposobljenosti varilca.
V Centru za varjenje plastike lahko kupite opremo za varjenje polietilenskih cevi. Nudimo sodobne in učinkovite stroje za predelavo polietilenskih izdelkov po optimalne cene. Naročite lahko tudi stroje za izdelavo armature, tračne žage, ročne varilne ekstruderje, stroje za varjenje HDPE v nastavek in številne druge opreme za obdelavo ali varjenje polietilenskih cevi.
Polietilenske cevi najdemo danes široka uporaba. Uporabljajo se za vgradnjo cevovodov za domače in industrijske namene. Za montažo inženirska omrežja posebna oprema se uporablja za varjenje polietilenskih cevi ali montažnih delov - spojk, prirobnic itd. Od izvedbe inštalacijska dela ne zahtevajo visoke kvalifikacije, se lahko izvajajo brez sodelovanja strokovnjakov. Samo kupiti ali najeti morate aparat za varjenje polietilenskih cevi.
Pri sestavljanju cevovodov iz polietilenskih cevi se uporabljata dve vrsti povezav - zložljivi in nezložljivi. Prvi se pogosteje uporabljajo pri ustvarjanju breztlačnih omrežij (na primer pri gradnji gravitacijske kanalizacije), slednji so potrebni pri vgradnji vodovodnega sistema ali drugih sistemov, v katerih se tekočina dovaja pod tlakom.
Za izvedbo neločljivih povezav se najpogosteje uporabljajo enote za čelno varjenje polietilenskih cevi ali nadzemne električne spojke. Varjenje vtičnic se redkeje uporablja, za to je potrebno uporabiti posebne priključne armature - spojke, kote, T-je.
Metode varjenja polietilenskih cevi
Čeprav je cevi mogoče variti različne metode, vsi temeljijo na istem principu – taljenje plastike in njena razpršena povezava na ravni molekularnih struktur.
Za taljenje plastike in povezovanje delov se uporablja stroj za varjenje polietilenskih cevi. Ta oprema je enostavne zasnove in z njo ni težko delati. Obstaja več vrst povezovanja polietilenskih cevi z varjenjem:
- Čelno varjenje. Načelo tega postopka je preprosto - konci cevi se segrejejo, dokler se ne začne taljenje, nato pa pritisnejo drug proti drugemu in počakajo, da se plastika ohladi. Rezultat je močna monolitna povezava, ki po moči ni slabša od trdne cevi. Ta metoda se lahko uporablja, če je premer cevi večji od 50 mm in debelina stene večja od 5 mm.
- Elektrofuzijsko varjenje. V tem primeru se za povezavo uporabljajo dodatni deli - spojke. Oblečejo se na stičišče in, ko se stopijo in nato ohladijo, dodatno okrepijo šiv. Spojka je nesnemljiva, ostane nameščena na priključku, kar zagotavlja dodatno trdnost cevovodu.
- Ekstruzijsko varjenje. Ta vrsta povezave polietilenskih cevi spominja na varjenje jeklene cevi z uporabo elektrod. V tem primeru se uporablja dodatek, ki ima sestavo identično cevi, to je polietilenska palica. Ko se stopi, ta šoba zavari šive in jih dodatno utrdi.

- Varjenje vtičnic. Pri uporabi te metode se cev z manjšim premerom zlije v cev ali del večje velikosti. Uporablja se za povezavo dveh delov cevi. sklopka z zvončki na obeh koncih. Z vogalom z vtičnico lahko zasukate cevovod. In s pomočjo križa je enostavno pritrditi dodatno vejo na deblo.
Pri izvajanju katere koli od naštetih vrst varjenja se nujno uporablja naprava za varjenje polietilenskih cevi. Brez uporabe opreme je varjenje nemogoče, zato se morate seznaniti z načeli njegovega delovanja.
Varilni stroji in načela njihovega dela
Vsi stroji za varjenje plastičnih cevi uporabljajo tehnologijo segrevanja delov in njihove naknadne povezave pod določenim tlakom. Pri izbiri vrste varjenja je treba upoštevati velikost cevi in število zvarjenih spojev.
Torej, za cevi s premerom do 50 mm se uporablja elektrofuzijsko ali ekstruzijsko varjenje ali vtičnica, za cevi velikih velikosti pa je bolje uporabiti čelno metodo. Pri izbiri stroja za varjenje PE cevi je pomembno biti pozoren na to, s kakšnimi velikostmi cevi je namenjen za delo.
Nasvet! običajno, domači mojster se morajo ukvarjati s cevmi majhnega premera. Zato je on primerna naprava, na katerega je mogoče variti cevi od 40 do 160 mm.
Aparat za varjenje cevi s čelno metodo
Pri uporabi čelne metode je potreben varilni stroj za varjenje PE cevi za segrevanje koncev cevi do prehoda polietilena v viskozno stanje in naknadnega povezovanja delov pod pritiskom. Povezava delov se izvede po odstranitvi grelnika. Celoten postopek varjenja lahko razdelimo na več stopenj:

- Priprava cevi za varjenje.
- Konce segrejte pred taljenjem.
- Odstranitev grelnika in povezovalnih delov.
- Hlajenje zvarjenega spoja.
Lahko se pojavi vprašanje, kako rezati cevi pred čelnim varjenjem, saj se bo po povezovanju delov dolžina segmenta zmanjšala. Če želite izvedeti, kakšen dodatek je treba narediti, morate prebrati navodila, ki so priložena stroju za čelno varjenje. Za vsako velikost cevi so navodila. Če navodil ni, lahko preprosto izmerite dolžino šobe na orodju.
Konci cevi se ogrevajo brez pritiska, vendar so v tesnem stiku z grelno ploščo. Po odstranitvi plošče je treba dele čim hitreje združiti, da se plastika nima časa ohladiti.
Poleg tega je pomembno, da so cevi spojene brez neusklajenosti, dovoljena neusklajenost ni večja od 10% debeline stene cevi. Prav tako je pomembno preprečiti, da bi prah in druge onesnaževalce prišle na mesto varjenja, saj to močno zmanjša kakovost spojev. Priporočljivo je uporabiti posebno napravo za spajanje - centralizator, saj je cevi težko ročno povezati brez poševnosti.

Pri uporabi metode sočelnega varjenja za PE cevi sta zunanji in notranji šiv. Ko se plastika popolnoma ohladi, se povešanje na mestu šiva odstrani s posebno napravo. Ta operacija omogoča doseganje največje gladkosti znotraj cevovoda in odlično videz zunaj.
Nasvet! Ne zanemarjajte operacije za odstranjevanje povešenosti znotraj cevi. Ker se bo ta povešanje (še posebej, če so cevi majhnega premera) zmanjšalo pretočnost cevovod in lahko celo povzroči zamašitev.
Postopek varjenja pri uporabi električnih spojk
Pri uporabi te metode povezave je stroj za varjenje PE cevi precej kompaktna naprava - je spojka iz polietilena in opremljena s posebno grelno napravo (električne tuljave).
Povezava delov nastane zaradi dejstva, da se na elektrospirale dovaja napetost, kar vodi do zvišanja temperature v območju sklepov. Polietilen cevi in sama sklopka se topi, in ko se ohladi, se na stičišču oblikuje močna povezava.
Nasvet! Postopek varjenja cevi je treba izvesti pod pogojem toge pritrditve delov, ki jih je treba variti. Dokler se plastika popolnoma ne ohladi, je nemogoče premikati cevi in drugače vplivati na spoj.
Varjenje cevi iz polietilena ni posebej zapleten proces vendar zahteva posebno opremo. Zato bo moral domači mojster bodisi pridobiti opremo za varjenje in bo lahko opravil delo z lastnimi rokami, bodisi poiskati pomoč pri profesionalnih monterjih. Če morate variti enkrat, potem ne morete kupiti varilnega stroja, ampak ga najeti. Številna podjetja ponujajo storitve najema.