Аппараты для сварки пнд труб. Как правильно сварить ПНД трубы и какие нужны инструменты
Сварка полиэтиленовых ПНД труб - это процесс получения неразъемного соединения посредством взаимного проникновения под давлением и последующего остывания расплавленных торцов двух полиэтиленовых элементов. Полное название этого метода - "Контактная сварка плоским нагретым инструментом встык". Название в обиходе - "Стыковая сварка ПНД труб".
Компания «ДВН-Строй» оказывает услуги по стыковой сварке следующих типов труб:
1. Сварка ПНД труб;
2. Сварка полиэтиленовых труб;
3. Сварка ПЭ труб.
Сварка труб выполняется на Omicron и Rothenberger. Диаметр труб ПНД 110, 160, 225, 315. Так же мы свариваем трубы больших диаметров 400, 500, 630 мм.

Стыковая сварка полиэтиленовых труб производится квалифицированной бригадой.
Со стоимостью услуг по стыковой сварке ПЭ труб вы можете ознакомиться в разделе
Оборудование для сварки полиэтиленовых ПЭ труб
Установка для стыковой сварки ПНД труб состоит из трёх основных элементов:
- Станина с центратором для зажима труб, в котором создается требуемое осевое усилие в торцах ПЭ труб. Привод центратора бывает механическим или гидравлическим. Первый приводится в действие вручную, второй - с помощью гидравлического агрегата.
- Электромеханический торцеватель для выравнивания торцов труб перед этапом нагревания.
- Нагревательный элемент - сварочное зеркало (в обиходе "сковорода") - это элемент, с помощью которого нагреваются и расплавляются торцы ПНД труб.
В комплект стыкового сварочного оборудования могут быть включены некоторые второстепенные вспомогательные элементы.
Все сварочное оборудование можно разделить на несколько групп:
Сварочные зеркала. Самый недорогой способ сварки ПНД труб. В виду отсутствия центратора и торцевателя не рекомендуется применять для сварки напорных трубопроводов.
Сварочные установки с механическим приводом. Это оборудование предназначается для стыковой сварки труб диаметром до 160мм и отличается оптимальным сочетанием цена/качество.
Сварочные установки с гидравлическим приводом. Данное оборудование предназначается лдя профессиональной сварки труб всех диаметров.
Элементы автоматизации и протоколирования. Предназначены для автоматизации и протоколирования соответственно сварочного процесса. Это требуется при сварке особо ответственных труб, а так же когда протоколы сварки стыков требуются в составе исполнительной документации.
Так же всё сварочное оборудование можно разделить по типу свариваемых материалов:
- для сварки труб из полипропилена (ПП трубы);
- для сварки труб из полиэтилена (ПЭ трубы);
- для сварки труб из поливинилденфторида (ПВДФ трубы);
- для сварки труб из полибутена (ПБ трубы);
Технология стыковой сварки полиэтиленовых ПНД труб
Стыковая сварка на сварочном оборудовании методом «встык» - наиболее востребованный и эффективный метод монтажа ПНД труб. Стыковая сварка выполняется в том случае, если диаметр материала более 50мм, а толщина стенки более 4мм.
Не разрешается сварка из неоднородных полимерных материалов.
Идея способа стыковой сварки ПЭ труб состоит в том, что торцы во время сварки нагреваются до состояния вязкого полиэтилена непосредственным контактом с электрическим нагревательным элементом. После этого расплавленные торцы труб соединяются гидравлическим давлением и выдерживаются некоторое время до полного остывания.
Перед процессом нагрева торцы свариваемых труб подвергаются механической очистке и обработке для удаления загрязнений.
Всего существует пять этапов стыковой сварки труб:

- а)Монтаж и центровка в кольцевых зажимах сварочного аппарата концов свариваемых труб;
- б)Торцевание перед сваркой специальными ножами с механическим приводом (на рис.1);
- в)Производится визуальная проверка на точность совпадения торцов, контролируется величина зазора (на рис. С);
- г)Нагреваются и оплавляются поверхности предварительно нагретым инструментом (на рис.2);
- д)Нагревательный элемент удаляется из области сварки, трубы соединяются под давлением. Происходит осадка стыка;
Во время стыковой сварки труб необходимо контролировать следующие основные параметры:
- Температура нагревательного элемента;
- Время нагрева соединяемых поверхностей;
- Величина оплавления полиэтилена (высота грата);
- Контактное давление во время нагрева и во время охлаждения;
После того, как процесс стыковой сварки труб ПНД завершен, в процессе охлаждения сварной шов достигает требуемой прочности, а так же обеспечивается однородность материала в месте соединения.
Основные правила стыковой сварки полиэтиленовых труб ПНД
Стыковая сварка ПНД труб выполняется только на твердой ровной поверхности, например из досок, либо на асфальте или железобетонном основании.
Во время сварки полиэтиленовых труб безусловно должна обеспечиваться соосность труб. Разница в осях свариваемых труб не должна превышать 10 процентов толщины стенки трубы.
Обратные торцы труб ПНД во время сварки закрываются заглушками для избежания сквозняка внутри труб, с целью поддержания заданной температуры стыковой сварки полиэтиленовых труб.
До фиксации в зажимах их торцы протираются неворсистой тряпкой изнутри и снаружи. Так же протираются зажимы центратора.
Полиэтиленовые трубы (ПНД) с диаметром от 20 до 1200 мм получили широкое распространение благодаря своим преимуществам и легкости монтажа. Их используют для прокладки газо- и водопроводов, внутренней, наружной, ливневой канализации. В зависимости от поставленных целей полиэтиленовые трубы могут быть напорными или безнапорными. Вторые как раз применяются для канализационных систем.
Соединять полиэтиленовые трубы можно тремя способами, один из которых является разъемным (соединение посредством фланцев и фитингов), два других же относятся к сварным неразъемным (сварка специальным оборудованием встык или с применением электромуфт). Сварное соединение наиболее прочное, швы герметичны и устойчивы к воздействию химически агрессивных сред.
Подготовительный процесс перед сваркой труб ПНД
Вне зависимости от вида сварки ПНД труб, следует провести ряд подготовительных мер перед работой. А именно:
- закупить и привезти на рабочую площадку сами трубы и крепеж (фитинги прямые, угловые, тройники и другие соединительные элементы), зажимы и редукционные вкладыши, соответствующие диаметру свариваемых труб;
- обустроить и освободить от посторонних предметов рабочую площадку, на которой будет размещено сварочное оборудование;
- механически обработать торцы ПНД труб и всех фасонных деталей.
Сварочное оборудование перед работой следует тщательно проверить на исправность и работоспособность. Порядок подготовки оборудования заключается в следующем:
- узлы сварочного аппарата осматривают визуально, заземлители и электрические провода проверяют на исправность, ножи торцевателя проверяют на степень заточки;
- далее подготавливают электрогенератор, заправляя его топливом и проводя тестовое включение;
- детали оборудования (скребок, торцеватель, нагреватель) перед работой очищают от имеющихся загрязнений и следов приставшего полиэтилена, затем обезжиривают все поверхности растворителем;
- на гидросистеме сварочного оборудования обязательно проверяют наличие масла и его уровень, проводят испытание на работоспособность подвижного зажима, после чего смазывают все трущиеся детали оборудования специальными составами;
- проводят проверку всех имеющихся контрольно-измерительных приборов.

Если сравнивать электромуфтовую и стыковую сварку, то первая экономически менее выгодна, однако производить ее очень удобно в тех случаях, когда работа производится в стесненных обстоятельствах при минимальном количестве рабочего пространства. Электромуфтовую сварку часто применяют для ремонта ПНД труб (особенно для труб диаметром до 160 мм) и установки разветвления в уже имеющемся трубопроводе. Сварные швы после качественно проведенных работ выдерживают давление до 16 атмосфер.
Принцип метода электромуфтовой сварки

Электромуфта представляет собой фасонную деталь из полиэтилена с вживленными в корпус муфты электрическими спиралями. Муфты производят для труб различного диаметра и калибруют штрих-кодом, на котором обозначены условия температурного режима, продолжительность нагрева и прочая информация для работы. Если производится прямолинейная сварка ПНД труб, то муфту используют простой формы, для монтажа прочих конструкций существуют тройники электрофузионные, седловые отводы и другие детали из полиэтилена с аналогичными электроспиралями.

Принцип заключается в следующем: после подачи электрического тока на спирали муфты происходит повышение температуры близлежащего слоя полиэтилена и его плавление. После этого нагреваются торцы полиэтиленовой трубы под муфтой. При этом труба расширяется, образуется необходимое для качественной сварки давление. После отключения электропитания труба остывает, а сварной шов с приваренной муфтой, затвердевая, образуют жесткое герметичное соединение.

Технология сварки ПНД труб электромуфтой
Перед процессом сварки проводят подготовку: удаляют загрязнения с труб, зачищают их края, обезжиривают внутреннюю поверхность электромуфты.
После этого края труб вставляют в муфту и фиксируют всю эту конструкцию в позиционере.
Чтобы узнать параметры сварки, считывают штрих-код на фасонной детали или вручную вводят указанные значения на электрический сварочный аппарат.
Контакты электромуфты и сварочного аппарата соединяют между собой и подают напряжение.
После окончания процесса соединения муфты и торцов труб питание отключают, а конструкцию оставляют остывать, строго соблюдая ее неподвижность. После того, как труба остынет, ее извлекают из позиционера и распечатывают протокол сварки.
Если свариваемая труба имеет большой диаметр, в технологию может быть добавлен пункт дополнительного подогрева деталей.
Видео — Электромуфтовая сварка труб ПНД
Стыковая сварка ПНД труб своими руками

Стыковая сварка технологически более сложный процесс, нежели соединение ПНД труб электромуфтой. За работу можно браться, только имея квалификацию сварщика и соответствующий опыт работы.

При стыковой сварке образуется монолитный шов, не уступающий по техническим параметрам прочим поверхностям полиэтиленовых труб, не нарушающий гибкости конструкции. Таким способом соединяют трубы между собой, а также производят монтаж фитингов и других деталей.

Стыковая сварка применима только для соединения деталей одинаковой марки полиэтилена, диаметра, SDR с толщиной стенок более 4,5 мм и диаметром более 50 мм. Температурный режим для работы должен соответствовать диапазону от -15°С до +45°С.
Технология стыковой сварки полиэтиленовых труб
На подготовительном этапе проверяют овальность полиэтиленовых труб, сравнивают толщину их стенок, соответствие SDR свариваемых деталей. После этого с торцов ударяют сколы, неровности (можно использовать электроторцеватель, который обрежет трубы под углом 90°), очищают от загрязнений (пыли, песка, влаги и т.д.).

После этого производят формирование первичного грата путем расплавления торцов труб на аппарате для сварки.
Нагревателем воздействуют на торцы ПНД труб. При этом тепло распространяется вглубь полиэтилена, начинается процесс его плавления.
После выдерживания нагревательной части сварочного аппарата на торцах труб в течение определенного времени, которое выбирается в зависимости от размера и толщины изделий, ее аккуратно удаляют, а нагретые трубы стыкуют между собой. Важно, чтобы время, затраченное на удаление сварочного аппарата и стыковку нагретых концов труб было минимальным.
На горячем полиэтилене после стыковки образуется окончательный грат. Надлежащее давление обеспечивает машинка с гидродинамическим перемещателем.
Когда полиэтилен остынет, получится равномерный герметичный шов — бурт. В случае допущения ошибок в технологическом процессе / монтаже, шов получается неоднородным или кривым. Важно не допускать сдвига стенок труб относительно друг друга более чем на 10% от толщины их стенок.

Видео — Стыковая сварка полиэтиленовых труб
Сварка ПНД труб встык – процесс получения неразъемного соединения при помощи взаимного проникновения торцевых кромок при воздействии повышенных температур и давления с последующим о стыванием в контролируемых условиях.
Достоинства стыковой сварки труб
Стыковая сварка труб ПНД, осуществляемая компанией "Комфортная дача" – достаточно дешевый и практичный метод соединения трубопроводов, позволяющий получить трубопровод с высокой степенью герметичности. Кроме того, стыковое соединение по составу и структуре не отличается от состава и материала тела трубы, потому срок службы такого стыка равен сроку службы самой трубы и превышает 50 лет.
На сегодняшний день нашей компанией осуществляется стыковая сварка для труб от 50 до 1600 мм. Это позволяет сваривать любые трубы бытового и промышленного назначения.
Высокая герметичность и долговечность достигается при строжайшем соблюдении технологического процесса сварки, обеспечиваемого специалистами нашей компании.
Основные этапы сварки
Сварка ПНД труб производится в несколько этапов, каждый из которых принципиально важен и должен быть выполнен очень тщательно и предельно внимательно.
- - подготовка рабочего места.
- - подготовка труб.
- - установка и центровка труб.
- - оплавление торцов ПНД труб.
- - сваривание торцов труб и охлаждение стыка
Ниже мы рассмотрим все эти этапы подробнее.
Оборудование
Установка для стыковой сварки, используемая нашей компанией, состоит из нескольких узлов - станины, укомплектованной центратором, торцевателем и нагревательым элементом.
Станина и центратор предназначены для надежного зажима труб, недопущения сдвига торцов друг относительно друга, а также для обеспечения необходимого усилия, направленного вдоль оси трубы. По типу привода могут быть механическими или гидравлическими.
Назначением торцевателя является выравнивание торцевых частей труб для максимально плотного прилегания поверхностей. По типу привода такие устройства могут быть механическими или электромеханическими.
Задачей нагревательного элемента является нагрев торцов труб до заданной температуры и прогрев тела трубы на необходимую глубину.
Механический привод, в отличие от гидравлического и электромеханического, имеет свои ограничения. В частности, он не применим для сварки труб диаметром более 160 мм. Объясняется это тем, что механический метод не позволяет создать давление, необходимое для качественной сварки труб большего диаметра.
Подготовка рабочего места и инструмента
На этом этапе специалистами компании "Комфортная дача" подбирается оборудование, соответствующее диаметру ПНД труб. В частности, выбираются зажимы, вкладыши и нагревательные элементы, имеющее второе название – нагревательное зеркало. Все соприкасающиеся с трубой детали должны быть тщательно очищены от грязи, жира, окислов и пыли. Также проверяется работа оборудования, в том числе торцевателя.
После этого подготавливается рабочее место. При сварке труб большого диаметра и имеющих большой удельный вес необходимо установить подставки, позволяющие удерживать трубу и не давать ей прогибаться.
Для обеспечения высокого качества такого процесса, как стыковая сварка труб ПНД, очень важно обеспечить чистоту свариваемых поверхностей и температурный режим. Поэтому в солнечную, сырую или ветреную погоду, а также в случае, если температура окружающей среды меньше -10 или выше +30 градусов Цельсия, процесс сварки производится в палатке, защищающей стык от всех перечисленных факторов.
Торцы труб, противоположные свариваемым, закрываются специальными заглушками. Это необходимо для того, чтобы не допустить движения воздуха внутри трубы, оно может повлиять на скорость застывания шва.
Инструмент, применяемый для резки труб, очищается от жира, чтобы не допустить его перенос на поверхность трубы. Для этого можно применять любые обезжиривающие средства.
Компания «Комфортная дача» имеет самое современное и высококачественное оборудование для сварки ПНД труб, обеспечивающее точное соблюдение технологического процесса и позволяющее контролировать все параметры, такие как температура, давление и пр.
Подготовка труб
Торцы труб перед сваркой соответствующим образом подготавливаются. В случае наличия на торцах выбоин, вмятин или других дефектов их необходимо обрезать таким образом, чтобы торцевой срез был ровным и без дефектов.
Для обеспечения качества сварки концы труб очищаются от пыли, грязи, смазки, графита, воды и прочих элементов, которые могут оказать свое влияние. Очистка производится на обоих свариваемых торцах с внутренней и наружной сторон трубы на расстояние не менее 30 мм от торца. При необходимости торцы труб обезжириваются при помощи ацетона или спирта.
Технология сварки при прокладке труб ПНД предусматривает наличие зазоров между торцами труб не более чем 0,5 мм (диаметр до 110 мм) или 0,7 мм (диаметр более 110 мм). Для достижения такой точности края труб торцуются на торцевателе. Для торцевания труба надежно фиксируется в сварочной установке. Все отходы, получившиеся в процессе торцевания, необходимо удалить из трубы при помощи чистой ветоши или полотна.
Важно помнить, что для очистки труб не подходят тряпки, используемые для вытирания рук, т.к. они содержать масла и смазки, которые будут перенесены на поверхность трубы.
Установка и центровка труб
Непосредственно перед началом сварки трубы устанавливаются в сварочный аппарат, их концы надежно фиксируются в центраторах. При этом выступающие части труб должны быть равны примерно 60-70мм. Зажатие трубы в центраторе производится таким образом, чтобы не нарушить геометрию трубы и не вызвать ее эллипсность, что приведет, во-первых, к напряжению в материале трубы, а, во-вторых, к несовпадению торцов. Смещение краев труб друг относительно друга не должно превышать 1/10 от толщины стенки. Так, если толщина стенки составляет 15мм, то смещение торцов труб не должно превышать 1,5мм.
Оплавление торцов труб
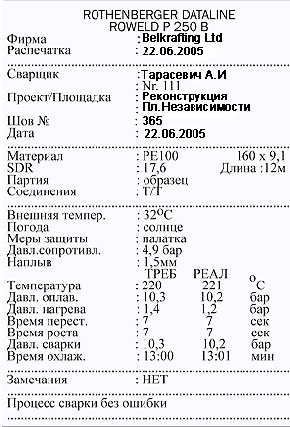
Сварка труб происходит в процессе взаимопроникновения материалов торцов труб друг в друга и образования единого целого. Для достижения этой цели свариваемые поверхности необходимо расплавить при определенных условиях. Для этого между торцами труб вставляется круглый нагревательный элемент, нагретый до определенной температуры. Температуры нагревательных элементов и продолжительность нагрева, а также ряд других параметров указаны в приведенной ниже таблице. Отклонение указанной температуры зеркала не должно быть выше 100С. В процессе нагрева температура торцов ПНД труб должна достигнуть 2200 С.
Приведенные в таблице данные о времени нагрева являются ориентировочными. Время нагрева зависит от температуры окружающей среды, в связи с чем при низких температурах необходимо увеличить время прогрева, а при высоких снизить на 10 секунд на каждый градус отклонения от 20⁰С.
Затем трубы прижимаются к нагревательному элементу при определенном давлении и выдерживаются в таком положении до образования грата (выступающей над поверхностью трубы кромки расплавленного полиэтилена) высотой 2мм. После этого давление ослабляется и в таком положении труба выдерживается до окончания времени прогрева, указанного в таблице. Время указано для температуры окружающей среды, равной 200 С. Нагрев трубы после расплавления торца необходим для того, чтобы тело трубы прогрелось вглубь на несколько десятков миллиметров. В противном случае расплавленная кромка затвердеет очень быстро, и сварной шов будет очень слабым или вообще не образуется.
Сваривание труб и охлаждение стыка
После достаточного прогрева трубы разводят на 5-6 мм и вынимают нагревательный инструмент. После этого осуществляется осадка – трубы снова сводят и прижимают друг к другу с определенным давлением. Описанная выше операция должна быть осуществлена очень быстро, время от изъятия зеркала до прижима труб не должно превышать 2 секунд. В противном случае поверхность расплава может застыть, и сварной шов будет дефектным.
В таком положении трубы выдерживают до полного застывания полиэтилена. Время это зависит от температуры окружающей среды и толщины стенки трубы. Для разных труб оно может колебаться от 3 до 15 минут.
Опыт специалистов компании "Комфортная дача" позволяет утверждать, что спешка на этом, как и на всех других этапах стыковой сварки ПНД труб, недопустима. Поговорка «тише едешь – дальше будешь» в этом случае верна как никогда.
Во время процесса охлаждения трубы запрещается перемещать и проделывать с ними любые другие манипуляции, которые могут привести к смещению труб, пусть даже и минимальному. Это неизбежно приведет к потере прочности стыка и нарушению его герметичности.
Компанией «Комфортная дача» предлагается прокладка труб ПНД и сварка трубопроводов в полном соответствии с технологией, что гарантирует нашим клиентам высокое качество водопроводов из ПНД труб и их долговечность. Для выполнения данных работ у нас есть все необходимое:
- квалифицированные сотрудники, имеющие большой опыт стыковой сварки труб;
- необходимый инструмент;
- всевозможные вспомогательные материалы и приспособления, позволяющие осуществить монтаж в любой местности и при любых погодных условиях.
Работая с нами, вы получаете высокое качество за небольшую цену.
Полиэтиленовые трубы для устройства системы водопровода используются все чаще благодаря свойствам материала. Основными характеристиками полиэтилена являются пластичность, прочность, устойчивость к агрессивным средам (для туб из полиэтилена низкого давления ПНД) и инертность к перепадам температур. Именно поэтому напорные полиэтиленовые элементы пригодны для монтажа наружной части системы водоснабжения или газопровода частного дома. А для соединения магистрали в единое целое используется сварка полиэтиленовых труб.
Как выполняется соединение трубных элементов из ПЭ (полиэтилена) своими руками, разбираем в материале ниже.
Типы соединений труб из ПЭ
Полиэтиленовые трубы можно соединять в единую магистраль при помощи разных способов. При этом каждый из них пригоден для конкретных условий.
- Так, стыковка туб из ПНД при помощи фитингов и муфт (раструбная сварка) используется в основном для устройства внутренней части системы водопровода в доме.
- Монтаж трубопровода своими руками с помощью стыковой сварки . Этот способ используется для монтажа протяженного участка коммуникации наружного назначения. При этом трубы можно укладывать и по поверхности грунта, и в траншею с последующим закрытием их грунтом.
- Электромуфтовая сварка . Этот способ соединения туб из ПНД производят с помощью специальных пластиковых муфт со встроенными в них спиральными элементами, которые нагреваются в результате подачи тока к ней.
Рассмотрим подробнее каждый из способов.

Полиэтиленовые трубы можно сваривать при помощи специального оборудования, именуемого паяльником. При этом существует ряд определенных правил, которые позволят сделать соединение элементов ровным, качественным и герметичным.
Требования выглядят следующим образом:
- Перед выполнением работ стоит изучить характеристики ПНД для каждой трубы и убедиться из сертификатов об их соответствии. В противном случае тубы просто не состыкуются в единую герметичную конструкцию.
- Внутренний просвет туб (диаметр) должен быть идентичным у каждого отреза, предназначенного для монтажа коммуникации.
- Концы труб из ПЭ перед сваркой своими руками необходимо очистить от пыли и грязи, а также обезжирить.
- Процедуру сварки нужно выполнять только в сухом прогреваемом помещении, в котором исключены сквозняки и повышенная влажность.
- После стыкования двух элементов из ПЭ следует избегать любой подвижности магистрали до полного остывания трубопровода, чтобы не допустить нарушения просвета коммуникации.
- К тому же стоит укрывать сварочный шов от прямого попадания солнечных лучей.
Важно: концы туб, с противоположной стороны от свариваемых, следует надежно закрывать для предотвращения попадания в просвет холодного воздуха. Низкая температура способна нарушить технологию сварки труб из ПНД.
Сварка в раструб (муфтовая)

Соединение труб с помощью муфт и фитингов показано для труб из ПНД диаметром до 63 мм. Для этих целей используют ручной бытовой паяльник (сварочный аппарат). Тубы ПЭ большего диаметра сваривают с помощью механического аппарата промышленного.
Важно: перед выполнением раструбной сварки необходимо запастись нужным количеством фитингов плюс небольшой запас на случай брака в работе.
Для проведения раструбной сварки кроме паяльника нужно подготовить труборез и рулетку.
Работу по сварке ПНД туб выполняют таким образом:
- Сварочный аппарат устанавливают на платформу и надёжно закрепляют его. На нагревательную поверхность крепят насадки нужного диаметра при помощи специального ключа. Сварочный аппарат устанавливают на нужную температуру. Для труб из ПЭ (полиэтилена) она должна быть 220-230 градусов.
- Подготовленные к сварке детали надевают на насадки и удерживают до качественного прогревания пластика. Как правило, это 5-7 секунд.
- После того как детали прогрелись, необходимо не спеша, но до упора соединить два элемента и удерживать их в таком состоянии не менее 10 секунд, чтобы фитинг и труба не изменили своего сваренного положения.
- После таких манипуляций внутренний просвет трубы остаётся гладки и герметичным, а полимер, обработанный сварочным аппаратом, образует единое целое.
Важно: следует избегать чрезмерного перегрева труб. Иначе при соединении двух элементов пластик просто сложится в гармошку, что нарушит и внутренний просвет труб, и качество соединения.
Совет: после выполнения каждой процедуры сварки нужно обязательно счищать плавленый полимер с тефлоновой поверхности насадок. Иначе он будет мешать следующему процессу сварки. Причём снимать пластик нужно исключительно деревянным шпателем. Так можно сохранить тефлон целым и невредимым. Убирать пластик в холодном виде и металлическими предметами запрещено.
Стыковая сварка

Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом. Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление. Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Важно: для стыковой сварки пригодны тубы, толщина стенок которых не менее 5 мм, а диаметр превышает 50 мм.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
Важно: при разметке туб и их резке стоит брать во внимание техническое уменьшение длины трубы после сварки. Для того чтобы правильно высчитать коэффициент сокращения длины, можно воспользоваться данными ниже:
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;
- Элементы 25 мм - 16 мм;
- Для туб диаметром 32 мм - 18 мм;
- Для туб сечением 40 мм - 20 мм;
- Трубы с диаметром 50 мм - 23 мм.
Сварка электромуфтовая

Сварка полиэтиленовых труб электромуфтовым способом используется в том случае, если магистраль монтируется в ограниченном пространстве, где мастер не имеет возможности передвигаться свободно. Кроме того такой способ сварки применим для соединения туб с разной толщиной стенок, с различными диаметрами или для монтажа систем канализации.
Электромуфтовая сварка полиэтиленовых труб считается самой дорогостоящей, но при этом соединения, полученные таким способом, пригодны для эксплуатации при давлении 16 атм. Работа по стыковке туб таким методом выполняется с использованием специальных муфт, в конструкции которых имеется нагревательный спиральный элемент.
Сварка выполняется таким образом:
- В первую очередь подготавливают все необходимые отрезы труб с их обязательным обезжириванием и очисткой от грязи, пыли. Таким же образом обрабатывают и внутреннюю часть электромуфты. Желательно в этих целях использовать специальные салфетки, пропитанные спиртовым летучим веществом.
- Концы свариваемых труб следует освободить от производственной окиси методом механической зачистки. При этом те же концы следует ровно обрезать, чтобы соединение было максимально плотным и предотвращало протекание пластика вовнутрь туб.
- Трубы помещают в позиционер и надевают на стык электромуфту. Концы труб с противоположной стороны магистрали на момент выполнения сварки своими руками следует закрыть, чтобы избежать теплопотерь.
- К выводам надетой электромуфты подводят электрический ток и доводят процесс до плавления ПЭ-трубы и качественного её соединения.
Важно: сваренная таким образом ПНД труба должна оставаться недвижимой до полного остывания. Иначе есть риск нарушить геометрию сварного шва.
Контролируем качество работ

Сварка полиэтиленовых труб - дело хоть и не сложное, все же требует тщательного контроля над качеством сварного шва. Поскольку полимер имеет повышенную вязкость при плавлении, то и шов может получиться не всегда ровным. Поэтому при выполнении работ следует внимательно осматривать результаты:
- Полученный сварной шов должен быть приблизительно ровным. Исключается чрезмерная впалость или выпусклость шва.
- Сам шов не должен критично смещаться относительно уровня магистрали в целом. Смещение вовнутрь (прогиб) допустимо в пределах 10% от толщины стенок свариваемой тубы. Выпуклость допускается в пределах 2,5 мм для трубы со стенками 5 мм. Для толщины стенок тубы 6-20 мм допускается толщина выпуклости в пределах 5 мм.
Соответствие этим параметрам контроля позволит получить рабочую и правильно сваренную магистраль, которая прослужит не одно десятилетие.
Широкое применение и распространения полиэтиленовых труб требует использование специальных стыковочных элементов, которые среди профессионалов принято называть фитинги. На сегодняшний день множество компаний-производителей предлагают свои услуги по их производству. Фитинги для труб позволяют мастерам максимально быстро и эффективно осуществить монтаж системы. Существует множество их видов, среди которых следует выделить сварные фитинги. Они должны соответствовать следующим требованиям:
- Значительная надёжность крепления.
- Прочность и долговечность.
- Высокая герметичность и водонепроницаемость.
- Выраженная износоустойчивость.
- Устойчивость к действию коррозии и агрессивных химических соединений.
Сварные фитинги с успехом применяются в водонапорных системах. Они позволяют выполнить разветвления различного рода, повороты и подъёмы системы водоснабжения. Крепёжные элементы данного вида имеют вид сегмента полиэтиленовой трубы с особенными характеристиками, которые с помощью сварочной аппаратуры под любым углом соединяются стыковой методикой. Данный вид фитингов производится с помощью различных способом, которые на каждом этапе производства тщательно проверяются и проходят проверки. Потому при покупке данного вида крепежа каждый клиент получает гарантированное качество.
Фитинги ПНД сварные
Часто применяются специальные фитинги для труб из полиэтилена низкого давления. Основными преимуществами является высокое заводское качество и приемлемая себестоимость товара. Выполняются фитинги ПНД сварные из высококачественной меди или латуни, которые проходят сертификацию по международным стандартам.
С помощью этих фитингов хорошо производится соединение труб с одинаковыми и различными диаметрами. Они подойдут для различных по сложности разветвлений и поворотов, для установки заглушек на полиэтиленовую трубу. Фитинги ПНД сварные различаются по жесткости и разъемности. Их диаметр колеблется от 63 до 315 миллиметров.
Невысокая себестоимость сварных фитингов позволяет использовать их во многих системах. Без них не обходится благоустройство водо- и газопровода. Следует обязательно учитывать, что транспортируемая жидкость не должна превышать температуру в 40 градусов. Фитинги ПНД сварные обеспечивают высокую герметичность системы, и предохраняют пользователей от нежданных порывов и утечек.
Сварные фитинги цена
Благодаря высокому качеству фитинги применяются во многих системах водоснабжения, как для технических потребностей, так и для питьевых нужд. Они относятся к экологически чистым продуктам, не изменяют органолептические свойства воды и не накапливают в себе токсические компоненты. Для максимального удобства и высокой герметичности стоит приобрести сварные фитинги. Цена таких крепёжных элементов будет зависеть от поставщика, вида материала и основных характеристик фитингов. Обязательно следует учитывать диаметр и вид фитингов.
Компании-производители предлагают купить сварные фитинги, цена которых имеет хорошее соотношение с высоким качеством. Каждый желающий может приобрести нужное количество сварных фитингов, которые всегда находятся на складских помещениях предприятий. Их высокое качество и сертифицированное производство позволяет сэкономить каждому клиенту, избежать последующих частых ремонтных работ и нежелательных порывов в системе. Легкость конструкции обеспечивает быструю транспортировку и простой монтаж, который не требует особых навыков и большого опыта.