التدفئة التعريفي. سخان الحث - ما هو وكيفية تجميع الجهاز بنفسك
من ويكيبيديا، الموسوعة الحرة
توجد أو مراجع خارجية في هذه المقالة أو القسم ، لكن مصادر البيانات الفردية تظل غير واضحة بسبب عدم وجود الحواشي السفلية.
تاريخ التسخين التعريفيافتتاح الحث الكهرومغناطيسيفي عام 1831 مملوكة من قبل فاراداي. عندما يتحرك موصل في مجال المغناطيس ، يتم إحداث EMF فيه ، تمامًا كما يحدث عندما يتحرك المغناطيس ، حيث تتقاطع خطوط القوة مع الدائرة الموصلة. يسمى التيار في الدائرة المستحث. تعتمد اختراعات العديد من الأجهزة على قانون الحث الكهرومغناطيسي ، بما في ذلك المحدد منها - المولدات والمحولات التي تولد وتوزع الطاقة الكهربائية ، والتي تعد الأساس الأساسي للصناعة الكهربائية بأكملها. في عام 1841 ، صاغ James Joule (وبشكل مستقل Emil Lenz) تقديرًا كميًا للتأثير الحراري للتيار الكهربائي: "إن قوة الحرارة المنبعثة لكل وحدة حجم للوسط أثناء تدفق التيار الكهربائي تتناسب مع ناتج كثافة التيار الكهربائي وحجم شدة المجال الكهربائي "(قانون جول - لينز). العمل الحراريأدى التيار المستحث إلى البحث عن أجهزة لتسخين المعادن بدون تلامس. تم إجراء التجارب الأولى على تسخين الفولاذ باستخدام التيار الحثي بواسطة E. Colby في الولايات المتحدة الأمريكية. أول تشغيل بنجاح ما يسمى ب. تم بناء الفرن الحثي للقناة لصهر الفولاذ في عام 1900 بواسطة Benedicks Bultfabrik في Gysing ، السويد. في المجلة المحترمة في ذلك الوقت "المهندس" في 8 يوليو 1904 ، ظهر الشهير ، حيث تحدث المخترع السويدي المهندس ف. أ. كيلين عن تطوره. تم تشغيل الفرن بواسطة محول أحادي الطور. تم الصهر في بوتقة على شكل حلقة ، وكان المعدن الموجود فيها عبارة عن ملف ثانوي لمحول يعمل بتيار 50-60 هرتز. تم تشغيل أول فرن بقدرة 78 كيلو وات في 18 مارس 1900 وثبت أنه غير اقتصادي للغاية ، حيث كانت سعة الصهر 270 كجم فقط من الفولاذ يوميًا. تم تصنيع الفرن التالي في نوفمبر من نفس العام بسعة 58 كيلوواط وسعة 100 كجم للصلب. أظهر الفرن ربحية عالية ، وكانت قدرة الصهر من 600 إلى 700 كجم من الفولاذ يوميًا. ومع ذلك ، فقد تبين أن تآكل البطانة بسبب التقلبات الحرارية كان عند مستوى غير مقبول ، كما أن التغييرات المتكررة في البطانة قللت من الكفاءة الناتجة. توصل المخترع إلى استنتاج مفاده أنه لتحقيق أقصى أداء للذوبان ، من الضروري ترك جزء كبير من الذوبان أثناء التفريغ ، مما يجنب العديد من المشكلات ، بما في ذلك تآكل البطانة. هذه الطريقة في صهر الفولاذ بالبقايا ، والتي بدأت تسمى "المستنقع" ، ظلت قائمة حتى يومنا هذا في بعض الصناعات حيث تستخدم الأفران ذات السعة الكبيرة. في مايو 1902 ، تم تشغيل فرن محسن بشكل كبير بسعة 1800 كجم ، وكان الصرف 1000-1100 كجم ، وكان التوازن 700-800 كجم ، وكانت الطاقة 165 كيلو وات ، وقد تصل قدرة صهر الفولاذ إلى 4100 كجم في اليوم! إن نتيجة استهلاك الطاقة هذه التي تبلغ 970 كيلووات ساعة / طن تثير الإعجاب بكفاءتها ، والتي لا تقل كثيرًا عن الإنتاجية الحديثة التي تبلغ حوالي 650 كيلو واط ساعة / طن. وفقًا لحسابات المخترع ، من بين استهلاك الطاقة البالغ 165 كيلو واط ، فقد 87.5 كيلو واط ، وهو أمر مفيد الطاقة الحرارية 77.5 كيلوواط ، تم الحصول على كفاءة إجمالية عالية جدًا بنسبة 47 ٪. يتم تفسير الربحية من خلال التصميم الدائري للبوتقة ، مما جعل من الممكن صنع مغو متعدد الأدوار بتيار منخفض وبجهد عالي - 3000 فولت. الأفران الحديثة ذات البوتقة الأسطوانية أكثر إحكاما ، وتتطلب استثمارات رأسمالية أقل ، وهي أسهل للعمل ، ومجهزة بالعديد من التحسينات على مدى مائة عام من تطويرها ، ولكن الكفاءة تزداد بشكل ضئيل. صحيح ، لقد تجاهل المخترع في كتابه حقيقة أن الكهرباء لا تُدفع مقابل الطاقة النشطة ، ولكن مقابل الطاقة الكاملة ، والتي تكون بتردد 50-60 هرتز تقريبًا ضعف الطاقة النشطة. و في أفران حديثةيتم تعويض القدرة التفاعلية بواسطة بنك مكثف. من خلال اختراعه ، وضع المهندس F. A. Kjellin الأساس لتطوير أفران القناة الصناعية لصهر المعادن غير الحديدية والصلب في البلدان الصناعية في أوروبا وأمريكا. استمر الانتقال من أفران قناة 50-60 هرتز إلى أفران بوتقة حديثة عالية التردد من عام 1900 إلى عام 1940. مبدأ التشغيلالتسخين التعريفي هو تسخين المواد بواسطة التيارات الكهربائية التي يسببها مجال مغناطيسي متناوب. لذلك ، هذا هو تسخين المنتجات المصنوعة من المواد الموصلة (الموصلات) بواسطة المجال المغناطيسي للمحثات (مصادر التناوب حقل مغناطيسي). يتم تنفيذ التسخين التعريفي على النحو التالي. يتم وضع قطعة عمل موصلة للكهرباء (معدن ، جرافيت) في ما يسمى بالمحث ، وهو واحد أو أكثر من لفات الأسلاك (غالبًا نحاسية). يتم إحداث تيارات قوية في المحرِّض باستخدام مولد خاص تردد مختلف(من عشرات هرتز إلى عدة ميغا هرتز) ، ونتيجة لذلك ينشأ مجال كهرومغناطيسي حول المحث. يستحث المجال الكهرومغناطيسي التيارات الدوامة في قطعة العمل. تقوم تيارات إيدي بتسخين قطعة العمل تحت تأثير حرارة الجول. النظام الفارغ للمحث هو محول لا قلب له ، حيث يكون المحث هو الملف الأساسي. قطعة العمل ، كما كانت ، عبارة عن لف ثانوي قصير الدائرة. يتم إغلاق التدفق المغناطيسي بين اللفات في الهواء. بتردد عالي التيارات إيدييتم إزاحتها بواسطة المجال المغناطيسي الذي تشكله في الطبقات السطحية الرقيقة لقطعة العمل (تأثير الجلد) ، ونتيجة لذلك تزداد كثافتها بشكل حاد ، ويتم تسخين قطعة العمل. يتم تسخين الطبقات الأساسية للمعدن بسبب التوصيل الحراري. ليس التيار هو المهم ، ولكن كثافة التيار العالية. في طبقة الجلد Δ ، تزداد كثافة التيار مرات بالنسبة للكثافة الحالية في قطعة العمل ، بينما يتم إطلاق 86.4٪ من الحرارة من إجمالي إطلاق الحرارة في طبقة الجلد. يعتمد عمق طبقة الجلد على تردد الإشعاع: فكلما زاد التردد ، كانت طبقة الجلد أرق. يعتمد أيضًا على النفاذية المغناطيسية النسبية μ لمادة قطعة العمل. بالنسبة للحديد والكوبالت والنيكل والسبائك المغناطيسية عند درجات حرارة أقل من نقطة كوري ، فإن قيمة μ تتراوح من عدة مئات إلى عشرات الآلاف. بالنسبة للمواد الأخرى (المواد المنصهرة ، المعادن غير الحديدية ، مواد الانصهار منخفضة الانصهار السائلة ، الجرافيت ، الخزف الموصّل كهربائيًا ، إلخ) ، فإن μ تساوي واحدًا تقريبًا. معادلة حساب عمق الجلد بالملليمتر: , أين μ 0 = 4π⋅10 −7 - ثابت مغناطيسي H / م ، ρ - مقاومة كهربائية محددة لمادة قطعة العمل عند درجة حرارة المعالجة ، أوم * م ، F- تردد المجال الكهرومغناطيسي الناتج عن المحرِّض ، هرتز. على سبيل المثال ، عند تردد 2 ميجاهرتز ، يبلغ عمق قشرة النحاس حوالي 0.25 مم ، للحديد 0.001 مم. يصبح المحرِّض ساخنًا جدًا أثناء التشغيل ، حيث يمتص الإشعاع الخاص به. بالإضافة إلى ذلك ، تمتص الإشعاع الحراري من قطعة الشغل الساخنة. يصنعون محاثات من أنابيب نحاسية مبردة بالماء. يتم توفير المياه عن طريق الشفط - وهذا يضمن السلامة في حالة حدوث حرق أو إزالة ضغط أخرى للمحث. طلب
مزايا
سلبيات
التسخين بالارتفاعاتأجهزة التدفئة التعريفيمولدات التيار التعريفيمحث التسخين عبارة عن محث يمثل جزءًا من دائرة التذبذب العاملة مع بنك مكثف تعويضي. يتم تنفيذ تراكم الدائرة إما بمساعدة الأنابيب الإلكترونية ، أو بمساعدة المفاتيح الإلكترونية من أشباه الموصلات. في التركيبات التي يصل تردد تشغيلها إلى 300 كيلو هرتز ، يتم استخدام محولات على تجميعات IGBT أو ترانزستورات MOSFET. هذه التركيبات مصممة لتسخين الأجزاء الكبيرة. لتسخين الأجزاء الصغيرة ، يتم استخدام ترددات عالية (تصل إلى 5 ميجا هرتز ، نطاق الموجات المتوسطة والقصيرة) ، وتركيبات عالية التردد مبنية على أنابيب إلكترونية. أيضًا ، لتسخين الأجزاء الصغيرة ، تم بناء التركيبات عالية التردد على ترانزستورات MOSFET لتشغيل ترددات تصل إلى 1.7 ميجاهرتز. يمثل التحكم في الترانزستورات وحمايتها عند الترددات العالية بعض الصعوبات ، لذا لا تزال إعدادات التردد الأعلى باهظة الثمن. محث تسخين الأجزاء الصغيرة صغير وله محاثة صغيرة ، مما يؤدي إلى انخفاض عامل الجودة لدائرة التذبذب العاملة عند الترددات المنخفضة وانخفاض الكفاءة ، كما يشكل خطرًا على المذبذب الرئيسي (عند الترددات المنخفضة ، المقاومة الاستقرائية للمحث (ملف الدائرة التذبذبية) صغيرة ، ودائرة كهربائية قصيرة في الملف (محث). يتناسب عامل جودة الدائرة التذبذبية مع L / C ، والدائرة التذبذبية ذات عامل الجودة المنخفض هي يتم "ضخ" الطاقة بشكل سيئ للغاية. لزيادة عامل الجودة للدائرة التذبذبية ، يتم استخدام طريقتين:
نظرًا لأن المحرِّض يعمل بكفاءة عالية عند الترددات العالية ، فقد تلقى التسخين التعريفي تطبيقًا صناعيًا بعد تطوير وبدء إنتاج مصابيح المولدات القوية. قبل الحرب العالمية الأولى ، كان التسخين التعريفي محدود الاستخدام. في ذلك الوقت ، تم استخدام مولدات الآلات عالية التردد (يعمل بواسطة V.P. Vologdin) أو منشآت تفريغ الشرارة كمولدات. يمكن أن تكون دائرة المولد ، من حيث المبدأ ، أي (هزاز متعدد ، مولد RC ، مولد بإثارة مستقلة ، مولدات استرخاء مختلفة) تعمل على حمل في شكل ملف مغو ولديها طاقة كافية. من الضروري أيضًا أن يكون تردد التذبذب مرتفعًا بدرجة كافية. على سبيل المثال ، من أجل "قطع" سلك فولاذي بقطر 4 مم في بضع ثوانٍ ، يلزم وجود طاقة تذبذبية لا تقل عن 2 كيلو وات عند تردد لا يقل عن 300 كيلو هرتز. حدد مخططًا لـ المعايير التالية: إمكانية الإعتماد على؛ استقرار التقلبات استقرار الطاقة المنبعثة في الشغل ؛ سهولة التصنيع سهولة الإعداد الحد الأدنى لعدد الأجزاء لتقليل التكلفة ؛ استخدام الأجزاء التي تؤدي في مجملها إلى تقليل الوزن والأبعاد ، وما إلى ذلك. لعقود عديدة ، تم استخدام مولد حثي ثلاثي النقاط كمولد للتذبذبات عالية التردد (مولد هارتلي ، مولد بمحول ذاتي ردود الفعل، دارة على مقسم جهد الحلقة الاستقرائي). هذه دائرة إمداد طاقة متوازية ذاتية الإثارة للأنود ودائرة انتقائية للتردد مصنوعة على دائرة متذبذبة. لقد تم استخدامه بنجاح وما زال يستخدم في المختبرات وورش المجوهرات والمؤسسات الصناعية وكذلك في ممارسة الهواة. على سبيل المثال ، خلال الحرب العالمية الثانية ، تم إجراء تصلب سطحي لبكرات دبابة T-34 في مثل هذه المنشآت. ثلاث نقاط عيوب:
تحت قيادة Babat و Lozinsky وعلماء آخرين ، تم تطوير دوائر المولدات ثنائية وثلاثية الدوائر بكفاءة أعلى (تصل إلى 70٪) ، فضلاً عن الاحتفاظ الأفضل تردد التشغيل. مبدأ عملهم على النحو التالي. نظرًا لاستخدام الدوائر المقترنة وإضعاف الاتصال فيما بينها ، فإن التغيير في محاثة دائرة العمل لا يستلزم تغييرًا قويًا في تردد دائرة ضبط التردد. يتم إنشاء أجهزة الإرسال الراديوية وفقًا لنفس المبدأ. المولدات الحديثة عالية التردد هي محولات تعتمد على تجميعات IGBT أو ترانزستورات MOSFET قوية ، وعادة ما يتم تصنيعها وفقًا لنظام الجسر أو نصف الجسر. تعمل بترددات تصل إلى 500 كيلو هرتز. يتم فتح بوابات الترانزستورات باستخدام نظام تحكم متحكم. يسمح لك نظام التحكم ، بناءً على المهمة ، بالاحتفاظ تلقائيًا بما يلي:
على سبيل المثال ، عندما يتم تسخين مادة مغناطيسية فوق نقطة كوري ، يزداد سمك طبقة الجلد بشكل حاد ، وتنخفض كثافة التيار ، وتبدأ قطعة العمل في التسخين بشكل أسوأ. تختفي أيضا الخواص المغناطيسيةتتوقف المادة وعملية انعكاس المغنطة - تبدأ قطعة الشغل في التسخين بشكل أسوأ. مشكلة التسخين التعريفي لقطع العمل المصنوعة من مواد مغناطيسية:إذا لم يكن العاكس للتدفئة التعريفي مذبذبًا ذاتيًا ، ولا يحتوي على دائرة ضبط تلقائي ويعمل من مذبذب رئيسي خارجي (بتردد قريب من تردد الرنين لدائرة التذبذب "المحرِّض - بنك المكثف التعويضي"). في الوقت الحالي ، يتم إدخال قطعة عمل مصنوعة من مادة مغناطيسية في المحث (إذا كانت أبعاد قطعة العمل كبيرة بما يكفي وتتناسب مع أبعاد المحرِّض) ، يزداد تحريض المحرِّض بشكل حاد ، مما يؤدي إلى انخفاض مفاجئ في تردد الرنين الطبيعي للدائرة التذبذبية وانحرافها عن تردد المذبذب الرئيسي. تخرج الدائرة عن الرنين مع المذبذب الرئيسي ، مما يؤدي إلى زيادة مقاومتها وانخفاض مفاجئ في الطاقة المنقولة إلى قطعة العمل. إذا تم التحكم في طاقة الوحدة بواسطة مصدر طاقة خارجي ، فإن رد الفعل الطبيعي للمشغل هو زيادة جهد إمداد الوحدة. عندما يتم تسخين قطعة العمل إلى نقطة كوري ، تختفي خصائصها المغناطيسية ، ويعود التردد الطبيعي للدائرة التذبذبية إلى تردد المذبذب الرئيسي. تنخفض مقاومة الدائرة بشكل حاد ، ويزداد الاستهلاك الحالي بشكل حاد. إذا لم يكن لدى المشغل الوقت لإزالة جهد الإمداد المتزايد ، فإن الوحدة ترتفع درجة حرارتها وتفشل. إذا كانت الوحدة مجهزة نظام آليالتحكم ، يجب أن يراقب نظام التحكم الانتقال من خلال نقطة كوري ويقلل تلقائيًا من تردد المذبذب الرئيسي ، ويعدله على الرنين مع الدائرة التذبذبية (أو يقلل الطاقة الموردة إذا كان تغيير التردد غير مقبول). إذا تم تسخين المواد غير المغناطيسية ، فلا يهم ما سبق. لا يؤدي إدخال مادة فارغة مصنوعة من مادة غير مغناطيسية في المحث عمليًا إلى تغيير محاثة المحرِّض ولا يغير تردد الرنين لدائرة التذبذب العاملة ، ولا توجد حاجة لنظام تحكم. إذا كانت أبعاد الشغل كثيرة أحجام أصغرمغو ، ثم لا يغير بشكل كبير صدى دائرة العمل. طباخات التعريفيطباخ التعريفي- موقد المطبخ الكهربائي ، والذي يقوم بتسخين الأواني المعدنية بتيارات دوامة مستحثة ناتجة عن مجال مغناطيسي عالي التردد ، بتردد 20-100 كيلو هرتز. يتمتع هذا الموقد بكفاءة أعلى مقارنة بعناصر تسخين المواقد الكهربائية ، منذ ذلك الحين حرارة أقليذهب لتسخين العلبة ، وإلى جانب ذلك ، لا توجد فترة تسارع وتبريد (عندما تضيع الطاقة المتولدة ، ولكن لا تمتصها الأطباق). أفران الصهر التعريفيأفران الصهر الحثية (غير الملامسة) - أفران كهربائيةلصهر المعادن ، حيث يحدث التسخين بسبب التيارات الدوامة التي تنشأ في بوتقة معدنية (ومعدن) ، أو فقط في المعدن (إذا لم تكن البوتقة مصنوعة من المعدن ؛ تكون طريقة التسخين هذه أكثر فعالية إذا كانت البوتقة معزولة بشكل سيئ). ملاحظات
أنظر أيضااكتب مراجعة عن مقال "التسخين التعريفي"الروابطالمؤلفات
مقتطف يميز التسخين التعريفي- حسنا ، كونتيسة! يا له من طائر مقلي [مقلي في ماديرا] من الطعن ، أماه! حاولت؛ لقد أعطيت ألف روبل لتاراسكا ليس من أجل لا شيء. التكاليف!جلس بجانب زوجته ، متكئًا ببسالة على يديه على ركبتيه وينتشر شعره الرمادي. - ماذا تريدين يا كونتيسة؟ - هذا ما يا صديقي - ماذا لديك قذرة هنا؟ قالت مشيرة إلى السترة. وأضافت مبتسمة: "هذا مقلي ، صحيح". - هذا هو الشيء ، كونت: أنا بحاجة إلى المال. أصبح وجهها حزينا. - أوه ، الكونتيسة! ... وبدأ العد في إثارة الجلبة ، حيث أخرج محفظته. - أحتاج إلى الكثير ، عد ، أحتاج إلى خمسمائة روبل. وأخذت منديلًا مخمليًا وفركت به صدرية زوجها. - الآن. مهلا ، من هناك؟ صرخ بصوت أن الناس فقط يصرخون ، واثقًا من أن أولئك الذين يسمونهم سوف يندفعون بتهور إلى مكالمتهم. - أرسل Mitenka لي! Mitenka ، ذلك الابن النبيل ، الذي نشأ على الكونت ، والذي كان الآن مسؤولاً عن جميع شؤونه ، دخل الغرفة بخطوات هادئة. "هذا ما يا عزيزي ،" قال العد إلى الشاب المحترم الذي دخل. قال "أحضر لي ...". - نعم 700 روبل ، نعم. نعم ، انظروا ، لا تحضروا تلك الممزقة والقذرة مثل تلك المرة ، ولكن جيدة ، للكونتيسة. "نعم ، ميتنكا ، من فضلك ، نظيفة" ، قالت الكونتيسة وهي تتنهد بحزن. "صاحب السعادة ، متى تريد مني أن أوصلها؟" قال ميتنكا. وأضاف: "إذا سمحت ، لا تقلق ، لا تقلق" ، مشيرًا إلى أن العد قد بدأ بالفعل يتنفس بقوة وبسرعة ، والتي كانت دائمًا علامة على الغضب. - كنت ونسيت .. هل تأمر بتسليم هذه الدقيقة؟ - نعم ، نعم ، ثم أحضره. أعطها للكونتيسة. "ما الذهب الذي لدي هذا Mitenka" ، أضاف العد ، مبتسما ، عندما غادر الشاب. - لا يوجد شيء مثل المستحيل. لا أستطيع تحمله. كل شيء ممكن. "آه ، المال ، عد ، المال ، ما مقدار الحزن الذي يسببونه في العالم!" قال الكونتيسة. "أنا حقًا أحتاج هذا المال. قال الكونت: "أنت ، كونتيسة ، لاعب ملفوف معروف" ، وقبل يد زوجته ، عاد إلى الدراسة. عندما عادت آنا ميخائيلوفنا من Bezukhoy مرة أخرى ، كان لدى الكونتيسة بالفعل أموال ، كلها في ورق جديد تمامًا ، تحت منديل على الطاولة ، ولاحظت آنا ميخائيلوفنا أن الكونتيسة كانت مضطربة بطريقة ما. - حسنا يا صديقي؟ سأل الكونتيسة. أوه ، يا لها من حالة مروعة هو فيها! لا يمكنك التعرف عليه ، إنه سيء للغاية ، وسيء للغاية ؛ مكثت دقيقة ولم أقل كلمتين ... قالت الكونتيسة فجأة: "آنيت ، بالله ، لا ترفضوني" ، وقد خجلت ، وكان ذلك غريبًا للغاية مع وجهها النحيف والمهم في منتصف العمر ، وهي تأخذ نقودًا من تحت منديلها. لقد فهمت آنا ميخائيلوفنا على الفور ما كان الأمر ، وانحنيت بالفعل لتبني الكونتيسة ببراعة في الوقت المناسب. - ها هو بوريس مني لخياطة الزي الرسمي ... كانت آنا ميخائيلوفنا بالفعل تحتضنها وتبكي. كانت الكونتيسة تبكي أيضًا. وبكوا أنهم ودودون. وأنهم طيبون. وأنهن ، صديقات الشباب ، منشغلات بموضوع منخفض - المال ؛ وأن شبابهم قد فات ... ولكن دموعهم كانت لطيفة ... كانت الكونتيسة روستوفا تجلس مع بناتها وبالفعل مع عدد كبير من الضيوف في غرفة الرسم. قاد الكونت الضيوف الذكور إلى مكتبه ، وقدم لهم مجموعة الغليون التركية التي صممها صياده. بين الحين والآخر يخرج ويسأل: أتيت؟ كانوا ينتظرون ماريا دميترييفنا أخروسيموفا ، الملقبة في المجتمع بالتنين الرهيب ، [تنين رهيب ،] سيدة مشهورة ليس بالثروة ، وليس بالشرف ، ولكن بصراحة العقل وبساطة الخطاب الصريح. كانت ماريا دميترييفنا معروفة من قبل العائلة المالكة ، وكل من موسكو وكل من سانت بطرسبرغ عرفت ، وكلتا المدينتين ، فوجئت بها ، ضحكت سراً على وقاحتها ، وأخبرتها بالنكات عنها ؛ لكن الجميع بلا استثناء احترمها وخافوها. كان هناك ذلك الوقت قبل حفل العشاء عندما لا يبدأ الضيوف المجتمعون محادثة طويلة تحسبا لدعوة للمقبلات ، ولكن في نفس الوقت يجدون أنه من الضروري التحريك وعدم التزام الصمت من أجل إظهار أنهم ليسوا في أقل صبرًا على الجلوس على الطاولة. يلقي المالكون نظرة على الباب ويتبادلون النظرات أحيانًا مع بعضهم البعض. من هذه النظرات ، يحاول الضيوف تخمين من أو ماذا ينتظرون: قريب مهم أو طعام لم ينضج بعد. عند الطرف الذكوري للطاولة أصبحت المحادثة أكثر فأكثر حيوية. قال الكولونيل إن البيان الذي يعلن الحرب قد نُشر بالفعل في بطرسبورغ ، وأن النسخة ، التي شاهدها هو نفسه ، تم تسليمها الآن عن طريق البريد إلى القائد العام. تم فصل طاولات بوسطن عن بعضها البعض ، وتم إقامة الحفلات ، وتم إيواء ضيوف الكونت في غرفتي معيشة وأريكة ومكتبة. |
وصف الطريقة
التسخين التعريفي هو تسخين المواد بواسطة التيارات الكهربائية التي يسببها مجال مغناطيسي متناوب. لذلك ، هذا هو تسخين المنتجات المصنوعة من المواد الموصلة (الموصلات) بواسطة المجال المغناطيسي للمحثات (مصادر المجال المغناطيسي المتناوب). يتم تنفيذ التسخين التعريفي على النحو التالي. يتم وضع قطعة عمل موصلة للكهرباء (معدن ، جرافيت) في ما يسمى بالمحث ، وهو واحد أو أكثر من لفات الأسلاك (غالبًا نحاسية). يتم تحفيز التيارات القوية ذات الترددات المختلفة (من عشرات هرتز إلى عدة ميغا هرتز) في المحرِّض باستخدام مولد خاص ، ونتيجة لذلك ينشأ مجال كهرومغناطيسي حول المحث. يستحث المجال الكهرومغناطيسي التيارات الدوامة في قطعة العمل. تقوم تيارات إيدي بتسخين قطعة العمل تحت تأثير حرارة جول (انظر قانون جول لينز).
النظام الفارغ للمحث هو محول لا قلب له ، حيث يكون المحث هو الملف الأساسي. الشغل عبارة عن دائرة قصيرة لفائف ثانوية. يتم إغلاق التدفق المغناطيسي بين اللفات في الهواء.
عند التردد العالي ، يتم إزاحة التيارات الدوامة بواسطة المجال المغناطيسي الذي تشكله في الطبقات السطحية الرقيقة لقطعة العمل Δ (تأثير السطح) ، ونتيجة لذلك تزداد كثافتها بشكل حاد ، ويتم تسخين قطعة العمل. يتم تسخين الطبقات الأساسية للمعدن بسبب التوصيل الحراري. ليس التيار هو المهم ، ولكن كثافة التيار العالية. في طبقة الجلد Δ ، تنخفض كثافة التيار همرات بالنسبة لكثافة التيار على سطح قطعة الشغل ، بينما يتم إطلاق 86.4٪ من الحرارة في طبقة الجلد (من إجمالي إطلاق الحرارة.يعتمد عمق طبقة الجلد على تردد الإشعاع: فكلما زاد التردد ، أصبح أرق طبقة الجلد ، وتعتمد أيضًا على النفاذية المغناطيسية النسبية μ لمادة قطعة العمل.
بالنسبة للحديد والكوبالت والنيكل والسبائك المغناطيسية عند درجات حرارة أقل من نقطة كوري ، فإن قيمة μ تتراوح من عدة مئات إلى عشرات الآلاف. بالنسبة للمواد الأخرى (المواد المنصهرة ، المعادن غير الحديدية ، مواد الانصهار منخفضة الانصهار السائلة ، الجرافيت ، الإلكتروليتات ، السيراميك الموصّل كهربائيًا ، إلخ) ، μ تساوي واحدًا تقريبًا.
معادلة حساب عمق الجلد بالملليمتر:
,أين μ 0 = 4π 10 7 هو الثابت المغناطيسي H / m ، و ρ - مقاومة كهربائية خاصة لمادة قطعة العمل عند درجة حرارة المعالجة.
على سبيل المثال ، عند تردد 2 ميجاهرتز ، يبلغ عمق قشرة النحاس حوالي 0.25 مم ، للحديد 0.001 مم.
يصبح المحرِّض ساخنًا جدًا أثناء التشغيل ، حيث يمتص الإشعاع الخاص به. بالإضافة إلى ذلك ، تمتص الإشعاع الحراري من قطعة الشغل الساخنة. يصنعون محاثات من أنابيب نحاسية مبردة بالماء. يتم توفير المياه عن طريق الشفط - وهذا يضمن السلامة في حالة حدوث حرق أو إزالة ضغط أخرى للمحث.
طلب
- فائقة النقاء لا تلامس الصهر ولحام ولحام المعدن.
- الحصول على نماذج أولية للسبائك.
- الانحناء والمعالجة الحرارية لأجزاء الماكينة.
- تجارة المجوهرات.
- تصنيع الأجزاء الصغيرة التي يمكن أن تتلف بسبب اللهب أو تسخين القوس.
- تصلب السطح.
- تصلب ومعالجة حرارية لأجزاء ذات شكل معقد.
- تطهير الأدوات الطبية.
مزايا
- تسخين أو صهر عالي السرعة لأي مادة موصلة للكهرباء.
- التسخين ممكن في جو غاز وقائي ، في وسط مؤكسد (أو مختزل) ، في سائل غير موصل ، في فراغ.
- التسخين عبر جدران غرفة واقية مصنوعة من الزجاج والأسمنت والبلاستيك والخشب - تمتص هذه المواد الإشعاع الكهرومغناطيسي بشكل ضعيف للغاية وتبقى باردة أثناء عملية التثبيت. يتم تسخين المواد الموصلة للكهرباء فقط - المعدن (بما في ذلك المواد المنصهرة) ، والكربون ، والسيراميك الموصّل ، والإلكتروليتات ، والمعادن السائلة ، إلخ.
- نظرًا لقوى MHD الناشئة ، يتم خلط المعدن السائل بشكل مكثف ، حتى يتم إبقائه معلقًا في الهواء أو الغاز الواقي - هذه هي الطريقة التي يتم بها الحصول على السبائك عالية النقاوة بكميات صغيرة (ذوبان التحليق ، الذوبان في بوتقة كهرومغناطيسية).
- نظرًا لأن التسخين يتم عن طريق الإشعاع الكهرومغناطيسي ، فلا يوجد تلوث لقطعة العمل من منتجات احتراق الشعلة في حالة تسخين لهب الغاز ، أو بواسطة مادة القطب في حالة تسخين القوس. سيؤدي وضع العينات في جو غاز خامل ومعدل تسخين مرتفع إلى القضاء على تكوين المقياس.
- سهولة الاستخدام نظرا لصغر حجم المحرِّض.
- يمكن صنع المحرِّض في شكل خاص - وهذا سيجعل من الممكن تسخين أجزاء ذات تكوين معقد بالتساوي على السطح بأكمله ، دون أن يؤدي ذلك إلى تزييفها أو عدم تسخينها الموضعي.
- من السهل إجراء التدفئة المحلية والانتقائية.
- نظرًا لأن التسخين يكون أكثر كثافة في الطبقات العليا الرقيقة من قطعة العمل ، ويتم تسخين الطبقات السفلية برفق بسبب التوصيل الحراري ، فإن الطريقة مثالية لتصلب سطح الأجزاء (يظل اللب لزجًا).
- سهولة التشغيل الآلي للمعدات - دورات التدفئة والتبريد ، والتحكم في درجة الحرارة والاحتفاظ بها ، وتغذية وإزالة قطع العمل.
سلبيات
- زيادة تعقيد المعدات ، تتطلب موظفين مؤهلين للتركيب والإصلاح.
- في حالة التنسيق السيئ للمحث مع قطعة العمل ، يلزم توفير طاقة تسخين أكبر مما في حالة استخدام عناصر التسخين ، والأقواس الكهربائية ، وما إلى ذلك لنفس المهمة.
محطات التدفئة التعريفي
في التركيبات التي يصل تردد تشغيلها إلى 300 كيلو هرتز ، يتم استخدام محولات على تجميعات IGBT أو ترانزستورات MOSFET. هذه التركيبات مصممة لتسخين الأجزاء الكبيرة. لتسخين الأجزاء الصغيرة ، يتم استخدام ترددات عالية (تصل إلى 5 ميجا هرتز ، نطاق الموجات المتوسطة والقصيرة) ، وتركيبات عالية التردد مبنية على أنابيب إلكترونية.
أيضًا ، لتسخين الأجزاء الصغيرة ، تم بناء التركيبات عالية التردد على ترانزستورات MOSFET لتشغيل ترددات تصل إلى 1.7 ميجاهرتز. يمثل التحكم في الترانزستورات وحمايتها عند الترددات العالية بعض الصعوبات ، لذا لا تزال إعدادات التردد الأعلى باهظة الثمن.
محث تسخين الأجزاء الصغيرة صغير الحجم ومحث صغير ، مما يؤدي إلى انخفاض عامل جودة الدائرة التذبذبية العاملة عند الترددات المنخفضة وانخفاض الكفاءة ، كما يمثل خطرًا على المذبذب الرئيسي (عامل الجودة من الدائرة المتذبذبة يتناسب مع L / C ، والدائرة المتذبذبة ذات عامل الجودة المنخفض جيدة جدًا "يتم ضخها" بالطاقة ، وتشكل دائرة كهربائية قصيرة في المحرِّض وتعطل المذبذب الرئيسي). لزيادة عامل الجودة للدائرة التذبذبية ، يتم استخدام طريقتين:
- زيادة وتيرة التشغيل ، مما يؤدي إلى تعقيد التركيب وتكلفته ؛
- استخدام الحشوات المغناطيسية في المحرِّض ؛ لصق الحث بألواح من المواد المغناطيسية.
نظرًا لأن المحرِّض يعمل بكفاءة عالية عند الترددات العالية ، فقد تلقى التسخين التعريفي تطبيقًا صناعيًا بعد تطوير وبدء إنتاج مصابيح المولدات القوية. قبل الحرب العالمية الأولى ، كان التسخين التعريفي محدود الاستخدام. في ذلك الوقت ، تم استخدام مولدات الآلات عالية التردد (يعمل بواسطة V.P. Vologdin) أو منشآت تفريغ الشرارة كمولدات.
يمكن أن تكون دائرة المولد ، من حيث المبدأ ، أي (هزاز متعدد ، مولد RC ، مولد بإثارة مستقلة ، مولدات استرخاء مختلفة) تعمل على حمل في شكل ملف مغو ولديها طاقة كافية. من الضروري أيضًا أن يكون تردد التذبذب مرتفعًا بدرجة كافية.
على سبيل المثال ، من أجل "قطع" سلك فولاذي بقطر 4 مم في بضع ثوانٍ ، يلزم وجود طاقة تذبذبية لا تقل عن 2 كيلو وات عند تردد لا يقل عن 300 كيلو هرتز.
يتم اختيار المخطط وفقًا للمعايير التالية: الموثوقية ؛ استقرار التقلبات استقرار الطاقة المنبعثة في الشغل ؛ سهولة التصنيع سهولة الإعداد الحد الأدنى لعدد الأجزاء لتقليل التكلفة ؛ استخدام الأجزاء التي تؤدي في مجملها إلى تقليل الوزن والأبعاد ، وما إلى ذلك.
لعقود عديدة ، تم استخدام مولد حثي ثلاثي النقاط كمولد للتذبذبات عالية التردد (مولد هارتلي ، مولد مع ردود فعل المحول الذاتي ، دائرة تعتمد على مقسم جهد الحلقة الاستقرائي). هذه دائرة إمداد طاقة متوازية ذاتية الإثارة للأنود ودائرة انتقائية للتردد مصنوعة على دائرة متذبذبة. لقد تم استخدامه بنجاح وما زال يستخدم في المختبرات وورش المجوهرات والمؤسسات الصناعية وكذلك في ممارسة الهواة. على سبيل المثال ، خلال الحرب العالمية الثانية ، تم إجراء تصلب سطحي لبكرات دبابة T-34 في مثل هذه المنشآت.
ثلاث نقاط عيوب:
- كفاءة منخفضة (أقل من 40٪ عند استخدام المصباح).
- انحراف تردد قوي في لحظة تسخين قطع العمل المصنوعة من مواد مغناطيسية فوق نقطة كوري (≈700 درجة مئوية) (يتغير μ) ، مما يغير عمق طبقة الجلد ويغير وضع المعالجة الحرارية بشكل غير متوقع. عند معالجة الأجزاء الهامة بالحرارة ، قد يكون هذا غير مقبول. أيضًا ، يجب أن تعمل منشآت RF القوية في نطاق ضيق من الترددات المسموح بها من قبل Rossvyazokhrankultura ، نظرًا لضعف التدريع ، فهي في الواقع أجهزة إرسال راديو ويمكن أن تتداخل مع البث التلفزيوني والإذاعي والخدمات الساحلية والإنقاذ.
- عندما يتم تغيير الفراغات (على سبيل المثال ، من الأصغر إلى الأكبر) ، يتغير محاثة نظام فارغ للمحث ، مما يؤدي أيضًا إلى تغيير في تردد طبقة الجلد وعمقها.
- عند تغيير المحرِّضات أحادية الدورة إلى محاثات متعددة الدورات ، إلى محاثات أكبر أو أصغر ، يتغير التردد أيضًا.
تحت قيادة بابات ولوزينسكي وعلماء آخرين ، تم تطوير دوائر المولدات ثنائية وثلاثية الحلقات ، مع وجود المزيد كفاءة عالية(حتى 70٪) ، بالإضافة إلى الاحتفاظ بتردد التشغيل بشكل أفضل. مبدأ عملهم على النحو التالي. نظرًا لاستخدام الدوائر المقترنة وإضعاف الاتصال فيما بينها ، فإن التغيير في محاثة دائرة العمل لا يستلزم تغييرًا قويًا في تردد دائرة ضبط التردد. يتم إنشاء أجهزة الإرسال الراديوية وفقًا لنفس المبدأ.
المولدات الحديثة عالية التردد هي محولات تعتمد على تجميعات IGBT أو ترانزستورات MOSFET قوية ، وعادة ما يتم تصنيعها وفقًا لنظام الجسر أو نصف الجسر. تعمل بترددات تصل إلى 500 كيلو هرتز. يتم فتح بوابات الترانزستورات باستخدام نظام تحكم متحكم. يسمح لك نظام التحكم ، بناءً على المهمة ، بالاحتفاظ تلقائيًا
أ) تردد ثابت
ب) الطاقة المستمرة المنبعثة في الشغل
ج) أقصى قدر من الكفاءة.
على سبيل المثال ، عندما يتم تسخين مادة مغناطيسية فوق نقطة كوري ، يزداد سمك طبقة الجلد بشكل حاد ، وتنخفض كثافة التيار ، وتبدأ قطعة العمل في التسخين بشكل أسوأ. تختفي أيضًا الخصائص المغناطيسية للمادة وتتوقف عملية انعكاس المغنطة - تبدأ قطعة العمل في التسخين بشكل أسوأ ، وتقل مقاومة الحمل بشكل مفاجئ - وهذا يمكن أن يؤدي إلى "تباعد" المولد وفشلها. يراقب نظام التحكم الانتقال عبر نقطة كوري ويزيد التردد تلقائيًا مع انخفاض مفاجئ في الحمل (أو يقلل الطاقة).
ملاحظات
- يجب وضع المحرِّض في أقرب مكان ممكن من قطعة الشغل إن أمكن. لا يؤدي هذا إلى زيادة كثافة المجال الكهرومغناطيسي بالقرب من قطعة الشغل (بما يتناسب مع مربع المسافة) فحسب ، بل يؤدي أيضًا إلى زيادة عامل القدرة Cos (φ).
- تؤدي زيادة التردد إلى تقليل عامل القدرة بشكل كبير (بما يتناسب مع مكعب التردد).
- عندما يتم تسخين المواد المغناطيسية ، يتم إطلاق حرارة إضافية أيضًا بسبب انعكاس المغنطة ؛ تسخينها إلى نقطة كوري هو أكثر كفاءة.
- عند حساب المحرِّض ، من الضروري مراعاة محاثة الإطارات المؤدية إلى المحرِّض ، والتي يمكن أن تكون أكبر بكثير من محاثة المحرِّض نفسه (إذا كان المحرِّض مصنوعًا على شكل دورة واحدة صغيرة قطر أو حتى جزء من منعطف - قوس).
- في بعض الأحيان ، تم استخدام أجهزة إرسال الراديو القوية التي تم إيقاف تشغيلها كمولد عالي التردد ، حيث تم استبدال دائرة الهوائي بمحث تسخين.
أنظر أيضا
الروابط
المؤلفات
- بابات ج. ، سفينشانسكي أ. د.أفران صناعية كهربائية. - م: Gosenergoizdat ، 1948. - 332 ص.
- بوراك يا. I. ، Ogirko I. V.التسخين الأمثل لغطاء أسطواني بخصائص المواد التي تعتمد على درجة الحرارة // حصيرة. طرق و fiz.-mekh. مجالات. - 1977. - V. 5. - S. 26-30.
- فاسيليف أ.مولدات المصابيح للتدفئة عالية التردد. - لام: Mashinostroenie، 1990. - 80 ص. - (مكتبة الثرمست عالية التردد العدد 15). - 5300 نسخة. - ردمك 5-217-00923-3
- فلاسوف ف.دورة هندسة الراديو. - م: Gosenergoizdat ، 1962. - 928 ص.
- إيزيوموف ن.م ، ليندي د.أساسيات هندسة الراديو. - م: Gosenergoizdat ، 1959. - 512 ص.
- لوزينسكي م.التطبيق الصناعي للتدفئة التعريفي. - م: دار النشر التابعة لأكاديمية العلوم في اتحاد الجمهوريات الاشتراكية السوفياتية ، 1948. - 471 ص.
- استخدام التيارات عالية التردد في الكهرباء / إد. إيه إي سلوخوتسكي. - لام: Mashinostroenie ، 1968. - 340 ص.
- سلوخوتسكي أ.المحاثات. - لام: ماشينوسترويني ، 1989. - 69 ص. - (مكتبة الثرمست عالية التردد العدد 12). - 10000 نسخة. -
يعتمد مبدأ تشغيل السخان الحثي على تأثيرين فيزيائيين: الأول هو أنه عندما تتحرك دائرة موصلة في مجال مغناطيسي ، يظهر تيار مستحث في الموصل ، والثاني يعتمد على إطلاق الحرارة بواسطة المعادن من خلالها يمر التيار. تم تنفيذ أول سخان تحريضي في عام 1900 ، عندما تم العثور على طريقة تسخين غير تلامسي للموصل - لهذا ، تم استخدام التيارات عالية التردد ، والتي تم تحفيزها باستخدام مجال مغناطيسي متناوب.
وجد التسخين التعريفي تطبيقًا في مختلف مجالات النشاط البشري بسبب:
- تسخين سريع
- فرص للعمل في مختلف الخصائص الفيزيائيةوسائط (غاز ، سائل ، فراغ) ؛
- لا تلوث من منتجات الاحتراق ؛
- خيارات التدفئة الانتقائية
- أشكال وأحجام المحرِّض - يمكن أن تكون موجودة ؛
- إمكانية أتمتة العمليات ؛
- نسبة عالية من الكفاءة - تصل إلى 99٪ ؛
- الصداقة البيئية - لا توجد انبعاثات ضارة في الغلاف الجوي ؛
- عمر خدمة طويل.
نطاق التطبيق: تدفئة الفضاء
في الحياة اليومية ، تم تنفيذ دائرة تسخين الحث للمواقد. اكتسبت الأولى شعبية كبيرة بشكل خاص والاعتراف بين المستخدمين بسبب عدم وجود عناصر تسخين تقلل من الأداء في الغلايات بمبدأ تشغيل مختلف ، و وصلات قابلة للفصل، مما يوفر في صيانة أنظمة التدفئة التعريفي.
ملحوظة:مخطط الجهاز بسيط للغاية بحيث يمكن إنشاؤه في المنزل ، ويمكنك إنشاء سخان منزلي الصنع بيديك.
في الممارسة العملية ، يتم استخدام العديد من الخيارات ، حيث يتم استخدامها نوع مختلفالمحاثات:
- سخانات مع تحكم إلكترونيلخلق التيارات النوع المطلوبفي ملف
- سخانات التعريفي الدوامة.
مبدأ التشغيل
أصبح الخيار الأخير ، الأكثر استخدامًا في تسخين الغلايات ، مطلوبًا بسبب بساطة تنفيذه. يعتمد مبدأ تشغيل وحدة التسخين التعريفي على نقل طاقة المجال المغناطيسي إلى المبرد (الماء). يتكون المجال المغناطيسي في المحرِّض. التيار المتردد ، الذي يمر عبر الملف ، يخلق تيارات دوامة تحول الطاقة إلى حرارة.
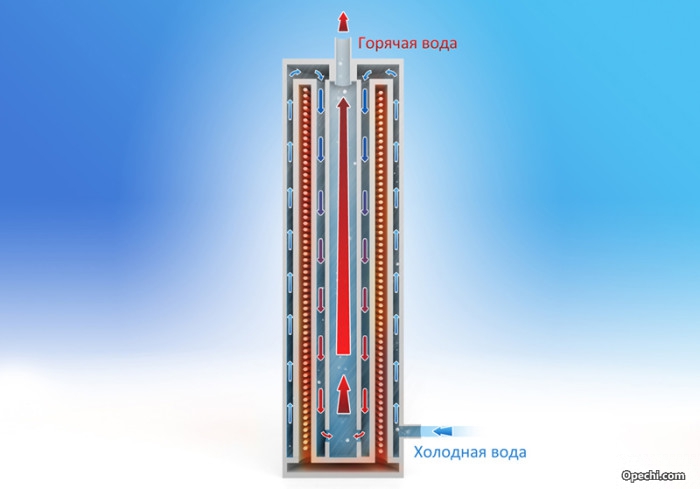
يتم تسخين المياه التي يتم توفيرها من خلال الأنبوب السفلي إلى الغلاية عن طريق نقل الطاقة ، وتخرج من خلال الأنبوب العلوي ، لتصل إلى نظام التدفئة. تستخدم مضخة مدمجة لتوليد الضغط. الماء المتداول باستمرار في الغلاية لا يسمح للعناصر بالسخونة الزائدة. بالإضافة إلى ذلك ، أثناء التشغيل ، يهتز المبرد (عند مستوى ضوضاء منخفض) ، مما يجعل من المستحيل إيداع مقياس على الجدران الداخليةسخان مياه.
يمكن تنفيذ سخانات الحث بطرق مختلفة.
التنفيذ في المنزل
لم يتم احتلال السوق بعد بشكل كافٍ بسبب التسخين التعريفي التكلفة العاليةنظام التدفئة نفسه. لذلك ، على سبيل المثال ، بالنسبة للمؤسسات الصناعية ، سيكلف مثل هذا النظام 100000 روبل ، مقابل استخدام محلي- من 25000 روبل. وأعلى. لذلك ، فإن الاهتمام بالدوائر التي تسمح لك بإنشاء سخان حثي محلي الصنع بيديك أمر مفهوم تمامًا.

على أساس المحولات
سيكون العنصر الرئيسي في نظام التسخين التعريفي مع المحول هو الجهاز نفسه ، الذي يحتوي على ملفات أولية وثانوية. سوف تتشكل تدفقات الدوامة في الملف الأولي وتخلق مجال تحريض كهرومغناطيسي. سيؤثر هذا المجال على المرحلة الثانوية ، والتي هي ، في الواقع ، سخان حثي ، يتم تنفيذه فعليًا في شكل جسم غلاية التدفئة. إنه الملف الثانوي قصير الدائرة الذي ينقل الطاقة إلى المبرد.

العناصر الرئيسية لتركيب التسخين التعريفي هي:
- النواة؛
- لف؛
- نوعان من العزل - العزل الحراري والكهربائي.
النواة عبارة عن أنبوبين مغناطيسيين حديديين بأقطار مختلفة بسماكة جدار لا تقل عن 10 مم ، ملحومة ببعضها البعض. لف حلقي سلك نحاسالتي ينتجها الأنبوب الخارجي. من الضروري فرض 85 إلى 100 دورة بمسافة متساوية بين المنعطفات. التيار المتردد ، المتغير في الزمن ، يخلق تدفقات دوامة في دائرة مغلقة ، والتي تسخن القلب ، ومن ثم المبرد ، عن طريق التسخين التعريفي.
استخدام محول لحام عالي التردد
سخان الحثيمكن إنشاؤها باستخدام العاكس اللحام، حيث تكون المكونات الرئيسية للدائرة عبارة عن مولد تيار متردد ومحث وعنصر تسخين.
يستخدم المولد لتحويل تردد التيار الرئيسي 50 هرتز إلى تيار تردد أعلى. يتم تطبيق هذا التيار المعدل على محث أسطواني ، حيث يتم استخدام الأسلاك النحاسية كملف.

ينشئ الملف مجالًا مغناطيسيًا متناوبًا ، يتغير متجه مع التردد الذي يحدده المولد. تعمل التيارات الدوامة الناتجة عن المجال المغناطيسي على تسخين العنصر المعدني الذي ينقل الطاقة إلى المبرد. وبالتالي ، يتم تنفيذ مخطط تسخين تعريفي آخر بأيديهم.

يمكن أيضًا إنشاء عنصر تسخين بيديك من سلك معدني مقطوع يبلغ طوله حوالي 5 مم وقطعة من أنبوب بوليمر يتم وضع المعدن فيه. عند تركيب الصمامات في الجزء العلوي والسفلي من الأنبوب ، تحقق من كثافة التعبئة - يجب ألا تكون هناك مساحة خالية. وفقًا للمخطط ، يتم تثبيت حوالي 100 دورة فوق الأنبوب الأسلاك النحاسية، وهو المحث المتصل بأطراف المولد. يحدث التسخين التعريفي للأسلاك النحاسية بسبب التيارات الدوامة الناتجة عن مجال مغناطيسي متناوب.
ملحوظة:يمكن صنع سخانات الحث افعلها بنفسك وفقًا لأي مخطط ، والشيء الرئيسي الذي يجب تذكره هو أنه من المهم إجراء عزل حراري موثوق ، وإلا ستنخفض كفاءة نظام التدفئة بشكل كبير.
لوائح السلامة
بالنسبة لأنظمة التدفئة التي تستخدم التسخين التعريفي ، من المهم اتباع بعض القواعد لتجنب التسرب وفقدان الكفاءة واستهلاك الطاقة والحوادث.
- تتطلب أنظمة التدفئة التعريفي صمام أمانلتصريف الماء والبخار في حالة تعطل المضخة.
- مقياس الضغط و RCD إلزامي ل عمل آمن نظام التدفئةمجمعة باليد.
- إن وجود عزل أرضي وكهربائي لنظام التدفئة التعريفي بأكمله سيمنع التلف صدمة كهربائية.
- من أجل تجنب الآثار الضارة للمجال الكهرومغناطيسي على جسم الإنسان ، من الأفضل أخذ مثل هذه الأنظمة خارج المنطقة السكنية ، حيث يجب مراعاة قواعد التثبيت ، والتي بموجبها يجب وضع جهاز التسخين التعريفي على مسافة 80 سم من الأفقي (الأرضية والسقف) و 30 سم من الأسطح الرأسية.
- قبل تشغيل النظام ، تأكد من التحقق من وجود سائل التبريد.
- لمنع انقطاع التيار الكهربائي ، يوصى بتوصيل غلاية التدفئة التعريفي افعلها بنفسك وفقًا للمخططات المقترحة بخط إمداد منفصل ، سيكون المقطع العرضي للكابل منه 5 مم 2 على الأقل. قد لا تتمكن الأسلاك العادية من تحمل استهلاك الطاقة المطلوب.
التسخين التعريفي هو عملية تستخدم لتصلب أو لحام أو إذابة المعادن أو المواد الموصلة الأخرى. في عمليات التصنيع الحديثة ، يوفر التسخين التعريفي مزيجًا جذابًا من السرعة والاتساق والتحكم وكفاءة الطاقة.
تم استخدام المبادئ الأساسية للتدفئة التعريفي في التصنيع منذ عشرينيات القرن الماضي. خلال الحرب العالمية الثانية ، تقدمت التكنولوجيا بسرعة لتلبية المتطلبات الملحة في زمن الحرب لعمليات موثوقة وسريعة لتقوية أجزاء المحرك المعدنية.
في السنوات الاخيرةأدى التركيز على إيجاد تقنيات فعالة في الإنتاج ("التصنيع الخالي من الهدر") وعلى زيادة مراقبة الجودة إلى إحياء تكنولوجيا الحث بالتوازي مع تطوير نظام للتحكم الدقيق في الطاقة لتحريض الحالة الصلبة.
كيف تعمل التدفئة التعريفي؟
عندما يعمل التيار المتردد على الملف الأولي للمحول ، يتم إنشاء مجال كهرومغناطيسي. وفقًا لقانون فاراداي ، إذا تم وضع الملف الثانوي للمحول داخل مجال مغناطيسي ، يتم إنشاء تيار كهربائي.
في تكوين التسخين بالحث القياسي ، يولد مصدر الطاقة تيارًا متناوبًا من خلال محث (عادةً ملف نحاسي) ويتم وضع الجزء المراد تسخينه داخل المحرِّض. يعمل الحث كدائرة أولية للمحول ، ويعمل الجزء كدائرة ثانوية. عندما من خلال الجزء المعدنييمر عبره مجال مغناطيسي ، تتسبب فيه تيارات فوكو.
كما هو موضح في الشكل أعلاه ، يتم توجيه تيارات فوكو ضد المقاومة الكهربائية للمعدن ، مما يخلق حرارة موضعية دون اتصال مباشر بين قطعة العمل والمحث. يحدث هذا التسخين في الأجزاء المغناطيسية وغير المغناطيسية ويعرف باسم "تأثير جول" ، في إشارة إلى قانون جول الأول (صيغة علمية تعبر عن العلاقة بين الحرارة المنتجة والتيار الكهربائي الذي يمر عبر موصل).
مزايا التسخين التعريفي
ما هي مزايا التسخين التعريفي مقارنة بالطرق الأخرى مثل الحمل الحراري أو الإشعاع أو اللهب؟
فيما يلي المزايا الرئيسية للتدفئة التعريفي في التصنيع:
الاداء العالي
يمكن أن يرتفع مستوى الإنتاجية لأن الحث عملية سريعة جدًا: يتم توليد الحرارة على الفور في الجزء (على سبيل المثال ، في بعض الحالات أكثر من 1000 درجة مئوية في أقل من ثانية). يحدث التسخين على الفور تقريبًا ، دون الحاجة إلى التسخين المسبق والتبريد. يتم تنفيذ عملية التسخين بالحث في الإنتاج ، بالقرب من آلة التشكيل على الساخن أو البارد ، بدلاً من إرسال مجموعات من الأجزاء إلى آلة منفصلة.
كفاءة الطاقة
من وجهة نظر الطاقة ، هذه العملية هي الوحيدة الفعالة حقًا. يحول الطاقة المستهلكة إلى حرارة مفيدة تصل إلى 90٪ ؛ في الأفران عادة يتم تحقيق 45٪ فقط. بالإضافة إلى ذلك ، نظرًا لعدم وجود حاجة للتسخين المسبق والتبريد أثناء دورات العمل ، يتم تقليل فقد الحرارة في وضع الاستعداد.
التحكم في العمليات والأتمتة
يزيل التسخين التعريفي أوجه القصور ومشاكل جودة المنتج ، موقد غازأو طرق أخرى. بعد معايرة النظام وبدء تشغيله ، لن يكون هناك انحرافات: معلمات التسخين مستقرة وموثوقة.
بمساعدة محولات الطاقة عالية التردد GH ، يتم الوصول إلى درجة الحرارة بدقة عالية ، مما يضمن نتيجة موحدة ؛ يمكن تشغيل المحول وإيقاف تشغيله على الفور. شكرا ل حلقة مغلقةالتحكم في درجة الحرارة أنظمة التسخين الحثية المتقدمة قادرة على قياس درجة حرارة كل جزء على حدة. يمكن ضبط معدل النمو والصيانة وانخفاض درجة الحرارة بشكل منفصل لكل منهما حالة محددة، ويتم تخزين البيانات الخاصة بكل جزء مُشغل آليًا في الذاكرة.
جودة المنتج
مع التسخين بالحث ، لا تتلامس قطعة العمل بشكل مباشر مع اللهب أو عنصر التسخين الآخر ؛ تنشأ الحرارة مباشرة داخل الجزء الواقع تحت تأثير التيار المتردد. نتيجة لذلك ، يتم تقليل التشوهات والتشوهات وعيوب المنتج إلى الحد الأدنى. للحصول على أقصى جودة للمنتج ، يمكن عزل الجزء في غرفة يتم التحكم فيها بجو مغلق - فراغ أو جو خامل أو مخلخل - للقضاء على الأكسدة.
"الطاقة الخضراء
أنظمة التدفئة التعريفي لا تحترق مثل الوقود الأحفوري التقليدي. الحث عملية نظيفة وغير ملوثة تساعد على حماية البيئة. يساعد نظام الحث على تحسين ظروف عمل العمال حيث لا ينتج عنه دخان أو حرارة زائدة أو انبعاثات سامة أو ضوضاء. التدفئة آمنة لأنها لا تشكل خطراً على المشغل ، ونظرًا لعدم استخدام حريق مفتوح ، فإنها لا تدخن العملية. لا تتأثر المواد غير الموصلة بأي شكل من الأشكال ، لذا يمكن وضعها بالقرب من منطقة التسخين. يؤدي استخدام الحلول التي تقدمها GH Group إلى تحسين تشغيل وصيانة نظام الحث ، حيث إنها تقلل انقطاع الإنتاج وتقلل من استهلاك الطاقة وتزيد من مراقبة جودة الأجزاء.
في أفران الحثوالأجهزة ، يتم إطلاق الحرارة في جسم مسخن موصل كهربيًا بواسطة التيارات المستحثة فيه بواسطة مجال كهرومغناطيسي متناوب. وبالتالي ، يتم إجراء التسخين المباشر هنا.
يعتمد التسخين التعريفي للمعادن على قانونين فيزيائيين: وقانون جول لينز. يتم وضع أجسام معدنية (فراغات ، أجزاء ، إلخ) فيها ، مما يثير دوامة فيها. يتم تحديد emf التعريفي من خلال معدل تغير التدفق المغناطيسي. تحت تأثير الحث الكهرومغناطيسي ، تتدفق التيارات الدوامة (المغلقة داخل الأجسام) في الأجسام ، وتطلق الحرارة. يخلق هذا الكهرومغناطيسي في المعدن ، والطاقة الحرارية المنبعثة من هذه التيارات هي سبب تسخين المعدن. التسخين التعريفي مباشر وغير ملامس. يسمح لك بالوصول إلى درجة حرارة كافية لإذابة المعادن والسبائك الأكثر مقاومة للصهر.
التسخين الحثي المكثف ممكن فقط في مجال كهرومغناطيسيالتوتر العالي والتردد ، والتي يتم إنشاؤها بواسطة أجهزة خاصة - محاثات. يتم تشغيل المحاثات من شبكة 50 هرتز (تركيبات تردد الطاقة) أو من مصادر الطاقة الفردية - المولدات والمحولات ذات التردد المتوسط والعالي.
أبسط محث لأجهزة التسخين بالحث غير المباشر منخفضة التردد هو موصل معزول (ممتد أو ملفوف) يوضع بالداخل الأنابيب المعدنيةأو متراكبة على سطحه. عندما يتدفق التيار عبر محث موصل ، يتم تحفيز أنابيب التسخين في الأنبوب. يتم نقل الحرارة من الأنبوب (يمكن أن يكون أيضًا بوتقة أو حاوية) إلى الوسط المسخن (الماء المتدفق عبر الأنبوب والهواء وما إلى ذلك).
 التسخين بالحث المباشر الأكثر استخدامًا للمعادن بترددات متوسطة وعالية. لهذا الغرض ، يتم استخدام محاثات خاصة. ينبعث المحرِّض ، الذي يسقط على الجسم الساخن ويتحلل فيه. يتم تحويل طاقة الموجة الممتصة في الجسم إلى حرارة. كلما زادت كفاءة التسخين ، كلما اقترب نوع الموجة الكهرومغناطيسية المنبعثة (مسطحة ، أسطوانية ، إلخ) من شكل الجسم. لذلك ، يتم استخدام المحاثات المسطحة لتسخين الأجسام المسطحة ، والكتل الأسطوانية - المحاثات الأسطوانية (الملف اللولبي). بشكل عام ، قد يكون لديهم شكل معقدبسبب الحاجة إلى تركيز الطاقة الكهرومغناطيسية في الاتجاه الصحيح.
التسخين بالحث المباشر الأكثر استخدامًا للمعادن بترددات متوسطة وعالية. لهذا الغرض ، يتم استخدام محاثات خاصة. ينبعث المحرِّض ، الذي يسقط على الجسم الساخن ويتحلل فيه. يتم تحويل طاقة الموجة الممتصة في الجسم إلى حرارة. كلما زادت كفاءة التسخين ، كلما اقترب نوع الموجة الكهرومغناطيسية المنبعثة (مسطحة ، أسطوانية ، إلخ) من شكل الجسم. لذلك ، يتم استخدام المحاثات المسطحة لتسخين الأجسام المسطحة ، والكتل الأسطوانية - المحاثات الأسطوانية (الملف اللولبي). بشكل عام ، قد يكون لديهم شكل معقدبسبب الحاجة إلى تركيز الطاقة الكهرومغناطيسية في الاتجاه الصحيح.
ميزة مدخلات الطاقة الحثية هي القدرة على التحكم في الترتيب المكاني لمنطقة تدفق التيار الدوامة. أولاً ، تتدفق التيارات الدوامة داخل المنطقة التي يغطيها المحرِّض. يتم تسخين فقط ذلك الجزء من الجسم المتصل بالمغناطيس ، بغض النظر عن الأبعاد الكلية للجسم. ثانيًا ، يعتمد عمق منطقة دوران التيار الدوامي ، وبالتالي منطقة إطلاق الطاقة ، من بين عوامل أخرى ، على تواتر تيار المحرِّض (يزداد عند الترددات المنخفضة وينخفض مع زيادة التردد). تعتمد كفاءة نقل الطاقة من المحرِّض إلى التيار الساخن على حجم الفجوة بينهما وتزداد مع تناقصها.
يستخدم التسخين التعريفي لتصلب سطح منتجات الصلب ، من خلال التسخين لتشوه البلاستيك (تزوير ، ختم ، ضغط ، إلخ) ، صهر المعادن ، المعالجة الحرارية (التلدين ، التقسية ، التطبيع ، التصلب) ، اللحام ، التسطيح ، لحام المعادن .
يستخدم التسخين بالحث غير المباشر للتدفئة المعدات التكنولوجية(خطوط الأنابيب والحاويات وما إلى ذلك) ، وسائل التدفئة السائلة ، تجفيف الطلاءات ، المواد (مثل الخشب). أهم معلمةتركيبات التدفئة التعريفي - التردد. لكل عملية (تصلب السطح ، من خلال التسخين) يوجد نطاق تردد مثالي يوفر أفضل أداء تقني واقتصادي. للتسخين التعريفي ، يتم استخدام الترددات من 50 هرتز إلى 5 ميجا هرتز.
مزايا التسخين التعريفي
1) يسمح نقل الطاقة الكهربائية مباشرة إلى الجسم الساخن بالتسخين المباشر للمواد الموصلة. يؤدي هذا إلى زيادة معدل التسخين مقارنة بالتركيبات غير المباشرة ، حيث يتم تسخين المنتج من السطح فقط.
2) لا يتطلب نقل الطاقة الكهربائية مباشرة إلى الجسم الساخن أجهزة تلامس. هذا مناسب في ظروف الإنتاج الآلي على الخط ، عند استخدام معدات الحماية والفراغ.
3) بسبب ظاهرة تأثير السطح ، يتم تحرير الطاقة القصوى في الطبقة السطحية للمنتج المسخن. لذلك ، يوفر التسخين التعريفي أثناء التصلب تسخينًا سريعًا للطبقة السطحية للمنتج. هذا يجعل من الممكن الحصول على صلابة سطحية عالية للجزء ذي الوسط اللزج نسبيًا. تعتبر عملية تصلب السطح بالحث أسرع وأكثر اقتصادا من الطرق الأخرى لتصلب السطح للمنتج.
4) يمكن للتدفئة التعريفي في معظم الحالات زيادة الإنتاجية وتحسين ظروف العمل.
أفران الصهر التعريفي
يمكن النظر إلى الفرن أو الجهاز الحثي على أنه نوع من المحولات التي يتم فيها توصيل الملف الأولي (المحرِّض) بمصدر تيار متناوب ، ويعمل الجسم المُسخَّن نفسه كملف ثانوي.
تتميز عملية عمل أفران الصهر بالحث بالحركة الكهروديناميكية والحرارية للمعدن السائل في حمام أو بوتقة ، مما يساهم في إنتاج معدن متجانس في التكوين ودرجة حرارته الموحدة في جميع أنحاء الحجم ، فضلاً عن انخفاض نفايات المعادن (عدة مرات أقل من أفران القوس).
تستخدم أفران الصهر التعريفي في إنتاج المسبوكات ، بما في ذلك المصبوبات المصنوعة من الفولاذ والحديد الزهر والمعادن غير الحديدية والسبائك.
يمكن تقسيم أفران الصهر بالحث إلى أفران قناة تردد صناعية وأفران بوتقة صناعية ومتوسطة وعالية التردد.
فرن قناة الحث عبارة عن محول ، وعادة ما يكون التردد الصناعي (50 هرتز). اللف الثانوي للمحول هو ملف من المعدن المنصهر. المعدن محاط بقناة حرارية حلقية. يحفز التدفق المغناطيسي الرئيسي على EMF في معدن القناة ، ويولد التيار الكهرومغناطيسي تيارًا ، والتيار يسخن المعدن ، وبالتالي ، فإن فرن قناة الحث يشبه المحول الذي يعمل في وضع دائرة كهربائية قصيرة. محاثات فرن القناة مصنوعة من أنبوب نحاسي طولي ، لها تبريد المياهيتم تبريد جزء القناة من حجر الموقد بواسطة مروحة أو بواسطة نظام هواء مركزي.
تم تصميم أفران قناة الحث للتشغيل المستمر مع انتقالات نادرة من درجة معدنية إلى أخرى. تستخدم أفران قناة الحث بشكل أساسي لصهر الألمنيوم وسبائكه ، وكذلك النحاس وبعض سبائكه. سلسلة أخرى من الأفران متخصصة كخلاطات لعقد وتسخين الحديد السائل والمعادن غير الحديدية والسبائك قبل صبها في قوالب.
يعتمد تشغيل فرن البوتقة التعريفي على امتصاص الطاقة الكهرومغناطيسية من شحنة موصلة. يتم وضع القفص داخل ملف أسطواني - مغو. من وجهة نظر كهربائية ، فرن البوتقة التعريفي عبارة عن محول هوائي قصير الدائرة ، ملف ثانوي عبارة عن شحنة موصلة.
تستخدم أفران بوتقة الحث بشكل أساسي لصهر المعادن للمسبوكات المشكلة أثناء التشغيل الدوري ، وأيضًا ، بغض النظر عن وضع التشغيل ، لصهر سبائك معينة ، مثل البرونز ، والتي تؤثر سلبًا على تبطين أفران القناة.