Hogyan kell főzni a polietilén csöveket. Berendezések polietilén csövek hegesztéséhez
Jelenleg azért különféle fajták csővezetékek, leggyakrabban polietilén csöveket használnak, amelyek számos jelentős előnnyel rendelkeznek a fémcsövekkel szemben. A legmegbízhatóbb dokkolási módszer polietilén csövek hegesztést tekintjük. Ehhez a folyamathoz speciális berendezésre lesz szükség a polietilén csövek hegesztéséhez.
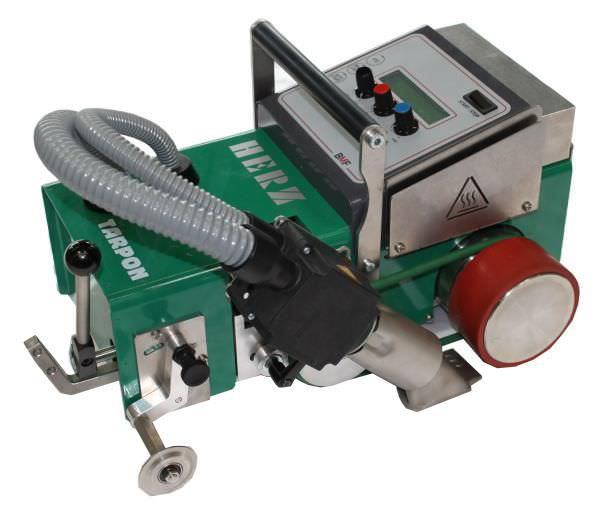
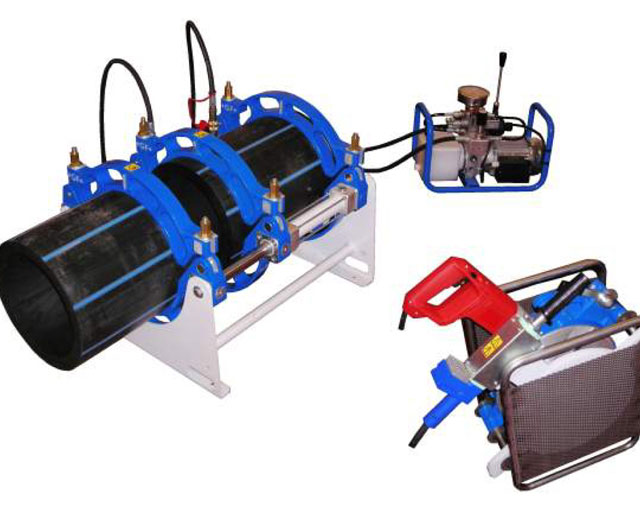
Csőhegesztő berendezések
A rendszer telepítése előtt speciális felszerelést kell vásárolnia a polietilén csövek hegesztéséhez:
- PE csövek hegesztésére alkalmas készülékből és különböző fúvókákból álló készlet.
- Csővágó - a csövek kívánt méretű vágására szolgál.
- A letörés a hegesztendő csövek végeinek letörésére szolgáló eszköz.

Ha az összes szükséges felszerelést előkészíti, a hegesztési folyamat egyszerű és gyors lesz.
Hegesztési módszerek
A csővezeték-rendszerek professzionális telepítői megkülönböztetik a PE csövek többféle hegesztését:
- tompahegesztés;
- dugós hegesztés;
- elektrofúziós hegesztés.
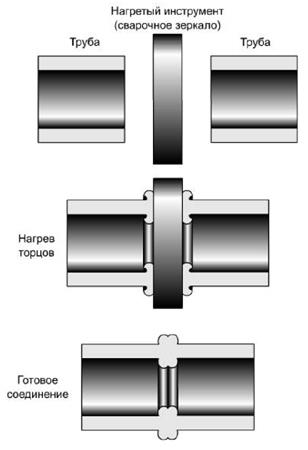
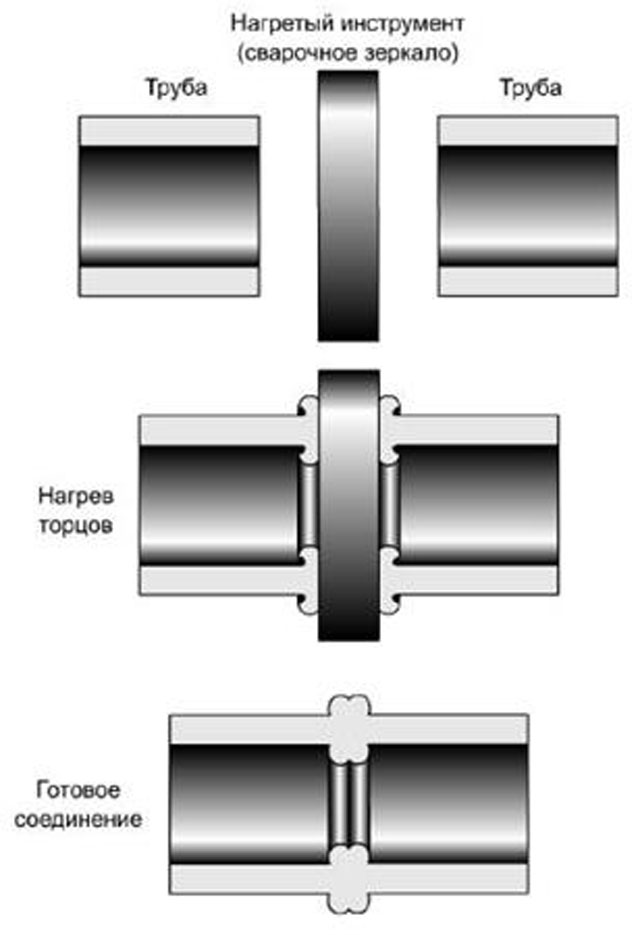
Tompahegesztés
Ez a hegesztési módszer a csőcsatlakozás leggyakoribb típusának tekinthető. Ennek oka a módszer viszonylagos olcsósága (a tompahegesztéshez használt forrasztópáka alacsony költségű), valamint a 0,5 cm és 120 cm közötti különböző átmérőjű csövek csatlakoztatásának képessége.
A tompahegesztéshez több szakaszon kell keresztülmennie:
- készítse elő a csöveket: vágja méretre, és vágja le a végeket;
- melegítse fel a PE csövek hegesztésére szolgáló készüléket;
- helyezze be a csövek végeit az előkészített berendezésbe, és melegítse a kívánt hőmérsékletre;
- egyszerre távolítsa el mindkét ízületet, és csatlakoztassa egymáshoz;
- tartsa lenyomva, amíg a kapcsolat lehűl.
Ezt a hegesztési módszert nem használják széles körben, bár a csövek csatlakoztatása megbízható. A dugós hegesztés nem azt jelenti, hogy egy csövet közvetlenül csatlakoztatnak egy másik csőhöz, mint a tompahegesztésnél, hanem a dugós hegesztést. Mivel további szerelvényekre van szükség, az eljárás ennek megfelelően drágább lesz.
Leggyakrabban ezt a módszert csővezeték beltéri telepítésére használják, és ha rendelkezésre áll, egy nagy szám különféle hajlatok és ágak.

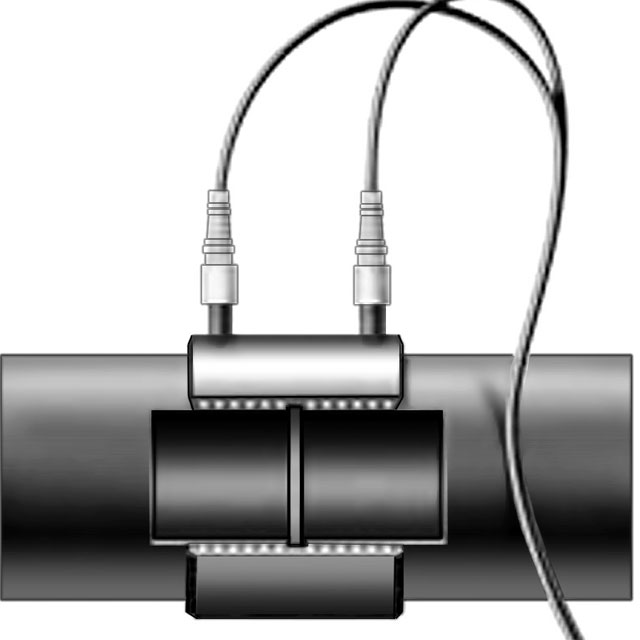
Elektrofúziós hegesztés
Az elektrofúziós vagy elektrofúziós hegesztés hegesztőgéppel és speciális elektrofúziókkal történik. A csövek csatlakoztatásának ezt a módját főként hosszú csővezetékek beépítésére használják, amikor a tompahegesztés nem lehetséges szeizmikus aktivitású területeken.
A csövek találkozási pontjára egy tengelykapcsolót helyeznek, amely a hegesztőgéppel van összekötve és a csövek végével együtt melegítik.

A polietilén csövek legmegfelelőbb hegesztési módszerének kiválasztását a rendszer kialakítása és a külső tényezők hatása határozza meg.
Eszközök típusai
A csővezetékek különféle szerelési módjaihoz speciális hegesztőgépet kell választani a PE csövekhez. Minden eszköz két csoportra osztható:
- eszközök tompahegesztéshez és dugaszolócsatlakozáshoz;
- eszközök elektrofúziós csatlakozáshoz.
Mindkét típusú hegesztőberendezés a következőkből áll:
- transzformátor;
- tápblokk;
- vezérlőegység.
Minden eszköz normál működésből tud működni elektromos hálózat 220 watt feszültséggel.
Hegesztőgépek tompahegesztéshez
A polietilén csövek átmérője alapján és szükséges minőség vegyületeik megkülönböztethetők:
- Kézi hegesztőgépek. Egy ilyen gép kis átmérőjű csövek csatlakoztatására használható. A hegesztési folyamat a készülék felmelegítésével és a szerelő erőfeszítésével történik.

- Félautomata hegesztőgép PE csövekhez. Fejlettebb kialakítás, amely lehetővé teszi kellően nagy átmérőjű csövek hegesztését. Ráadásul a hegesztési varrat minősége sokkal jobb, mint a kézi gépeké. A félautomata a hegesztéshez szükséges paraméterek kézi beállítását és a csőillesztési folyamat hidraulikus végrehajtását jelenti. Automata rendszer a csöveket teljesen középre táplálják egymáshoz, ami teljesen kiküszöböli az eltolódásokat és a rossz minőségű varratok kialakulását.

- Automata berendezés. Használata automata berendezések a csőhegesztés teljes folyamata automatikus üzemmódban történik. A berendezéshez való csatlakozás megkezdése előtt az összes szükséges paramétert számítógép segítségével beállítjuk. A gép maga választja ki a kívánt hegesztési módot, és ezt követően emberi beavatkozás nélkül elvégzi a szükséges műveleteket.
A hegesztőgép típusától függően annak költsége is változik. A kézi készülékek a legolcsóbbak, a félautomata valamivel drágábbak, az automata berendezések a legdrágábbak.
A csövek hegesztésére szolgáló automata berendezés használata esetén a hiba és a nem megfelelő hegesztés lehetősége teljesen kizárt.
Hegesztőgépek elektrofúziós csatlakozáshoz
A polietilén csövek hegesztőgépe, amellyel elektrofúziós kötést készíthet, összetettebb eszköz, mint a tompahegesztő berendezés.
Minden tengelykapcsoló vonalkód formájában tartalmazza a felszereléséhez szükséges információkat. Hegesztés előtt ezeket az információkat be kell írni a gépbe. Ez a készülék típusától függően manuálisan vagy automatikusan is megtehető. A legtöbb eszköz mindkét beviteli móddal rendelkezik.

A gépek típusától és képességeitől függően lehetnek a szükséges adatok mentésére és flash kártyára írására, vagy anélkül. Ha egy ilyen funkciót a készülék támogatja, akkor nincs szükség többszöri információbevitelre azonos típusú tengelykapcsolók használatakor.
Az eszközök kijelzője általában információkat jelenít meg hőmérsékleti rezsim, hegesztési idő, fűtési teljesítmény. A csövek közvetlen csatlakoztatása után a készülék hangjelzést ad ki.
Az elektrofúziós csatlakozásokhoz szükséges eszközök, valamint maguk az elektrofúziók költsége nagyon magas, ezért speciális csapatok vagy különféle csővezetékek lefektetésével foglalkozó cégek használják őket.
A csövek elektromos csatlakozókkal történő csatlakoztatása csak kivételes esetekben történik, amikor a tompahegesztés a feltételeknek megfelelően elfogadhatatlan.
A polietilén csövek hegesztésére szolgáló eszközök kiválasztását a csővezeték és a környező szerelési követelmények határozzák meg. természeti viszonyok. Csövek beltéri lefektetésekor a háztartási szükségletek Elég egy elemi eszköz a hegesztéshez.
A legelterjedtebb fémekből és ötvözetekből készült csöveket a múltban nagy molekulatömegű vegyületekből, azaz műanyagból, különösen polietilénből készült termékek váltják fel. Az ilyen termékek előnyei közé tartozik könnyű súly, a csőszegmensek rendszerhez való csatlakoztatásának egyszerűsége és megbízhatósága.
Az egyik legelterjedtebb rögzítési mód, amely a művelet végén egyenletes felületet ad. hermetikus kapcsolat, - polietilén csövek hegesztése; Az alábbiakban a műanyag hegesztőgépekről lesz szó.
Eszközök csövek hegesztésre való előkészítéséhez
A polietilén csövek hegesztőberendezésének közvetlen használata előtt a következő eszközöket kell előkészíteni:
- Polietilén csövek hegesztésére alkalmas gépet és több fúvókát tartalmazó készlet. A különböző készletek teljes készlete nagyon eltérő: szinte minden alkalomra vásárolhat professzionális kollekciót és két vagy három fúvókával ellátott szerszámot.
- Csővágó - ahogy a neve is sugallja, csövek pontos és egyenletes vágására tervezték.
- Letörés - szükséges letörések létrehozásához a csővágások végén, amelyek megkönnyítik a termékek csatlakoztatását (részletek: "").

Maga a hegesztési folyamat gyors, így minden szükséges szükséges eszközöket garantálja, hogy a munkavégzés során nem lesz késés.
Műanyag csövek hegesztési lehetőségei
A mai napig három leggyakoribb forrasztási módszer létezik:
- csikk;
- az aljzatba;
- elektrofúzió.

Mindegyikük jellemzőit az alábbiakban tárgyaljuk.
Tompahegesztés
A technika előnyei közé sorolható az eljárás alacsony költsége, a viszonylagos alacsony árak polietilén csövek tompahegesztésére szolgáló eszközökön és a tompaforrasztható csövek széles átmérőjében - 5 és 1200 mm között.
A művelet több szakaszban történik:
- Cső előkészítés. Ebben a szakaszban a kívánt hosszúságú elemeket egy csővágóval levágják, és letörik belőlük egy ferdevágó segítségével.
- Fúvókák kiválasztása csőátmérőhöz és beépítésük tompahegesztőgépbe polietilén csövekhez.
- A készülék előmelegítése.
- Csővégek felszerelése fúvókákra és felfűtés a kívánt hőmérsékletre.
- A törmelékek egyidejű eltávolítása és egymáshoz való kapcsolódása. A csatlakoztatás során ügyelni kell arra, hogy a végek egyenletesen csatlakozzanak egymáshoz, és érintkezés után ne mozduljanak el, amíg teljesen le nem hűlnek.
Ennek eredményeként az eljárás gondos végrehajtásával homogén, hermetikus kötést kapunk pórusok és egyéb hibák nélkül.
Dugós hegesztés
Ez a technika nem olyan elterjedt, bár megbízhatósága nem rosszabb, mint az előző módszer. Aljzatba történő forrasztáskor a polimer termékek fűtött díszítőelemei nem közvetlenül, hanem tengelykapcsolókon, szintén műanyagon keresztül kapcsolódnak egymáshoz.

Hegesztés elektrofúzióval
Ahogy a neve is sugallja, ez a fajta forrasztás műanyag termékek megköveteli a PE csövek hegesztőgépén kívül speciális elektromos csatlakozók jelenlétét. A módszert akkor alkalmazzák, ha nagy hosszúságú csővezetékek létrehozására van szükség, amikor a tompaforrasztás műszakilag nem kivitelezhető, vagy fokozott szeizmikus aktivitású helyeken.
Minden konkrét célra ki kell választani a forrasztási technikát, a leendő csővezeték rendeltetése, a rendelkezésre állás alapján. szükséges felszereléstés pénzügyi lehetőségek: egyes módszerek olcsóbbak, mások drágábbak.
Hegesztőgépek fajtái
Általában az összes megfelelő célra szolgáló eszköz két osztályba sorolható:
- eszközök polietilén csövek végtől-végig vagy aljzatban történő hegesztésére;
- elektromos csatlakozóval történő csatlakoztatáshoz szükséges eszközök.
Mind ezek, mind a többi eszköz a következő elemekből áll:
- Transzformátor.
- Tápblokk.
- Fűtésszabályozó egység.
Minden hegesztőgépet úgy terveztek, hogy normál tápegységről működjön, körülbelül 220 V kimeneti feszültséggel.
Tompaforrasztó gépek
Az eszközöket a kapcsolat eredő minősége szerint osztályozzák:
- Kézi eszközök. Kis szakaszokkal rendelkező csövek csatlakoztatására szolgálnak. A hevítés utáni hulladékok csatlakoztatása manuálisan történik.
- Félautomata készülékek . Alkalmas nagy átmérőjű termékekhez, a forrasztás minősége jobb, mint az első esetben. A csövek manuális fektetése és automatikus csatlakoztatása a segítségével történik hidraulikus egység. Ebben az esetben a csövek központosítása sokkal pontosabb.
- Automatikus eszközök. A folyamat teljesen automatizált, beleértve a kívánt hegesztési mód kiválasztását. Az egyetlen dolog, amit egy személytől megkövetelnek, néhány kezdeti paraméter megadása.

A legjobb minőségű varrást, ahogy sejtheti, automata eszközök gyakorlatilag nem teszik lehetővé a házasságot.
Eszközök elektrofúziós csatlakoztatáshoz
A polietilén csövek elektrofúziós módszerrel történő forrasztására szolgáló hegesztőberendezések tervezése és használata bonyolultabb.
Bármely elektromos tengelykapcsoló felületére vonalkód kerül felhelyezésre, amely tartalmazza a hegesztéshez szükséges adatokat. A folyamat megkezdése előtt ezeket az információkat be kell írnia a készülékbe. Ez két módban történik: kézi vagy automatikus.

Egyes gépek lehetőséget kínálnak a felhasználónak a korábban bevitt adatok átmásolására, például flash kártyára, vagy elmentésére a készülék memóriájába. Ez lehetővé teszi, hogy ne minden alkalommal adja meg újra az információkat, így ez hozzájárul a munka további felgyorsításához.
A készülék képernyőjén általában a hőmérsékletjelzők, a forrasztási idő és a felhasznált teljesítmény adatok jelennek meg. A csővágások rögzítése után a készülék megfelelő hangjelzést ad.
Az elektrofúziós hegesztő berendezés és maguk a tengelykapcsolók ára nagyon magas, ezért csak olyan szakemberek használják őket, akik pénzt keresnek a csővezetékek létrehozásával.
A hagyományos hegesztőgép nagyon alkalmas egy otthoni mester számára.
Az elvégzett csatlakozások minősége, a teljes rendszer szilárdsága, megbízhatósága és tartóssága attól függ, hogy a polietilén csövek hegesztésére szolgáló berendezést milyen helyesen választják ki. Mivel a hegesztőberendezések meglehetősen széles választéka létezik, nagyon könnyű összezavarodni és rossz szerelvényt választani. Éppen ezért, mielőtt elkezdené a hegesztőgép kiválasztását és vásárlását, tanulmányoznia kell az ilyen termékek teljes skáláját, meg kell értenie azok jellemzőit, hatályát, előnyeit és hátrányait.
Választható jellemzők
A hegesztést nem csak javításokra, hanem PE (polietilén) csővezetékek lefektetésére is használják. Maga a berendezés könnyen elsajátítható, a lényeg a helyes kiválasztása. Az ilyen termékek működési elve, hogy a hegesztőegység felmelegíti a csövek végeit ill formázott termékek amit össze kell egyeztetni. Ebben az esetben a cső anyaga viszkózus folyékony állapotot kap, ami lehetővé teszi a két vég összekapcsolását. A keveredés miatt polimer anyag mindkét végén, miután megszilárdul, egy sűrű monolitikus konstrukció. Annak ellenére, hogy a hegesztési helyen varrat jelenik meg, ez a terület nem rosszabb, mint a szilárd csődarabok.
A hőre lágyuló csővezetékek hegesztőberendezésének megválasztása attól függ, hogy milyen munkát szeretne végezni. Ezenkívül az egység kiválasztásakor érdemes figyelembe venni az elem átmérőjét, a csővezeték célját és az elvégzett munka mennyiségét.
Az összes hegesztőberendezést a következő paraméterek alapján osztályozzák:
- egység méretei;
- hegesztési módszer;
- PE-ből készült csőelemek méretei;
- vezérlés típusa (automatikus vagy kézi);
- van-e naplózási funkció vagy nincs;
- meghajtó típusa.
Tompahegesztő egységek

Csövekhez tompahegesztő berendezés használható különböző átmérőjű. A munka elvégzéséhez a munkadarabot speciális tartóba kell rögzíteni. A csövek végeit fűtőberendezéssel fűtik. Ezt követően kapcsolódnak egymáshoz. A termékek végeit szorosan meg kell nyomni, amíg a varrás teljesen le nem hűl.
Fontos: 31,5 cm vagy annál nagyobb átmérőjű csövek hegesztésére csak egy tompahegesztő egység alkalmas. A csatlakoztatandó csövek falvastagsága az átmérőtől függetlenül legalább 5 mm legyen.
A tompahegesztő berendezések a következő típusokra oszthatók:
- kézikönyv;
- mechanikai;
- hidraulikus.
Nézzük meg közelebbről mindegyik jellemzőit.
Kézi aggregátumok

A kézi polietilén csőhegesztőgép kis átmérőjű (4-12,5 cm) termékekhez alkalmas. Egyes kézi hegesztőegységek akár 30 cm széles munkadarabokkal is dolgozhatnak.Ez a kompakt, könnyen használható berendezés otthoni használatra alkalmas.
Csikk kézi egység a következő összetevőkből áll:
- központosító, amely lehetővé teszi az összekapcsolandó részek helyzetének összehangolását;
- a csövek vágásához trimmert használnak;
- fűtőlemezt használnak az anyag olvasztására.
mechanikus eszközök

A polietilén csövek tompahegesztésére szolgáló mechanikus egység lehetővé teszi, hogy legfeljebb 25 cm átmérőjű elemekkel dolgozzon. Általában az ilyen csövek segítségével nyomásrendszerek alacsony nyomás.
Ha hasonló tompahegesztő berendezést használnak a nyomásmentes felszerelésre mérnöki kommunikáció, akkor a csövek átmérője nagyobb is lehet - akár 31,5 cm Ezek a termékek hegesztésre használhatók a fektetési helyen vagy speciális műhelyekben.
Az ilyen eszközök fő előnye, amelyért oly nagyra becsülik őket, a kis súlyuk, amely garantálja a termék mobilitását, és megbízható. zavartalan munkavégzés. Egyes gyártók számára egy ilyen hegesztőgépet hasznossal gyártanak kiegészítő funkció- műanyag hajlítások kialakításának lehetősége.
Hidraulikus berendezések

Ennek a fajtának a tompahegesztő egysége központosítóval rendelkezik, amely hidraulikus meghajtással van felszerelve. Ennek a kialakításnak köszönhetően a készülék bármilyen átmérőjű (4-200 cm) csöveket csatlakoztathat. A legtöbb eszközt azonban legfeljebb 1,6 m-es hegesztett csövek átmérőjére tervezték.
A hidraulikus egységeket viszont három típusra osztják az automatizálás foka szerint:
- Kézi hidraulikus berendezések. Az ilyen berendezések hatóköre közepes és alacsony nyomású csővezetékek fektetése. Az egység vezérlése és az olvadási hőmérséklet manuálisan szabályozható. Az egyéb hegesztési paramétereket speciális hegesztési táblázatok szerint kell kiválasztani és beállítani. Ezek az eszközök nem rendelkeznek naplózási funkcióval.
- félautomata hidraulikus berendezések . Ezeket a közepes automatizáltságú eszközöket leggyakrabban nagy és közepes átmérőjű munkadarabok hegesztésére használják. Az ilyen berendezések egy elektronikus egységgel vannak felszerelve, amely hőmérsékleti adatokat vesz a fűtőlemezről, és meghatározza az olajnyomást a hajtómechanizmusban. A kapott adatok programmal történő ellenőrzése után a készülék jelzéseket jelenít meg a kezelő számára. Amikor a hegesztési folyamat befejeződött, jegyzőkönyv készül.
Fontos: egyes félautomata készülékek naplózó modul nélkül kerülnek értékesítésre, de szükség esetén felszerelhetők vele.
- Automata hidraulikus egységek. Ezek modern csúcstechnológiás eszközök, amelyekben a hegesztési folyamat teljesen automatizált és speciális elektronikus modullal vezérelhető. A kezelőnek csak a hegesztendő csövek adatait kell beállítania - anyag, átmérő és néhány fontos paramétereket, amely után a készülék maga választja ki a megfelelő hegesztési módot, figyelembe véve a környezeti hőmérsékletet. A folyamat befejeztével a készülék hegesztési protokollt ad ki, amelyben minden fontos paraméter feltüntetésre kerül.
Fontos: a hegesztési folyamat automatizálása teljesen kiküszöböli a közben gyakran előforduló hibák lehetőségét kézi hegesztés. Szintén biztosított legmagasabb minőség hegesztés. Az ilyen berendezéseket gáz- és olajvezetékek, valamint más nagynyomású rendszerek elrendezésére használják, ahol szigorú követelmények vonatkoznak a varrat minőségére.
Elektrofúziós hegesztés

Az elektromos csatlakozó egy beépített fűtőtesttel ellátott szerelvény. Ezt a hegesztési módszert speciális gépekkel hajtják végre, amelyeket PE csövek hegesztésére használnak. A nyersdarabok végeinek összekapcsolásához tengelykapcsolót használnak - egy alakú részt, amelybe mindkét oldalról csöveket helyeznek be. Az anyag melegítése a következőkkel történik elektromos áram, amely belép a tengelykapcsoló spirálba és felmelegíti a műanyagot. Amikor az anyag viszkózus állapotba kerül, az alkatrészek megolvadnak és egyetlen szerkezetté egyesülnek.
Ezt a fajta hegesztést leggyakrabban kis átmérőjű (legfeljebb 16 cm-es) elemekből nyomóvezetékek elrendezésére használják, valamint nyomásmentes rendszerekben legfeljebb 31,5 cm átmérőjű nyersdarabokból. Vannak eladó egységek. nagy átmérőjű, akár 63-160 cm-es PE nyersdarabok elektromos csatlakozóival.
Előnyök:
- Ezt a hegesztési módszert akkor célszerű alkalmazni, ha hosszú, hőre lágyuló munkadarabokat kell tekercsbe csavarni.
- Ez a mobil berendezés alkalmas csővezetékek nehezen elérhető szakaszainak javítására árkokban vagy falakban.
- Ilyen eszközzel dolgozhat, mint a téli hideg, és a nyári melegben, mivel az üzemi hőmérsékleti tartomány meglehetősen széles - -20 és +50 fok között.
A hegesztőszerelvényeket használó egységek két típusra oszthatók:
- Kézikönyv. Az eszköz használatához a kezelőnek önállóan kell megadnia a feszültség paramétereit és a hegesztési folyamat időtartamát. Az ilyen eszközök nem rendelkeznek naplózási funkcióval.
- Automatikus. Ezek az egységek speciális szkennerrel rendelkeznek, amely lehetővé teszi számukra, hogy információkat olvassanak ki az elektromos tengelykapcsoló vonalkódjából. A kapott adatok alapján a készülék maga állítja be az egyes alkatrészek hegesztési paramétereit és tárolja azokat a memóriában. A protokolladatok a helyszínen kinyomtathatók, vagy pendrive-ra menthetők és számítógépre vihetők át.
Fontos: az elektrofúziós hegesztés kiválasztásakor figyelembe kell vennie maguknak a szerelvényeknek a költségeit, ezért jelentős mennyiségű munka elvégzéséhez jobb, ha tompahegesztést használ a megfelelő berendezéssel.
Ma polietilén csövek találhatók széles körű alkalmazás. Háztartási és ipari célokra szolgáló csővezetékek telepítésére használják. Az összeszereléshez mérnöki hálózatok speciális berendezéseket használnak polietilén csövek vagy szerelési részek hegesztésére - tengelykapcsolók, karimák stb. A kivitelezés óta szerelési munkák nem igényelnek magas képzettséget, szakemberek bevonása nélkül is elvégezhetők. Csak vásárolni vagy bérelni kell készülékek polietilén csövek hegesztésére.
A csővezetékek polietilén csövekből történő összeszerelésekor kétféle csatlakozást használnak - összecsukható és nem összecsukható. Az előbbieket gyakrabban használják nem nyomású hálózatok létrehozásakor (például gravitációs csatornák építése során), az utóbbira vízellátó rendszer vagy más olyan rendszerek telepítésekor van szükség, amelyekben a folyadékot nyomás alatt szállítják.
A nem szétválasztható csatlakozások elvégzéséhez leggyakrabban polietilén csövek tompahegesztő egységeit vagy felső elektromos csatlakozókat használnak. A dugós hegesztést ritkábban használják, ehhez speciális összekötő szerelvények - tengelykapcsolók, szögek, pólók - használata szükséges.
Polietilén csövek hegesztési módszerei
Bár a csövek hegeszthetők különféle módszerek, mindegyik ugyanazon az elven alapul - a műanyag olvadásán és diffúz kapcsolatán a molekulaszerkezetek szintjén.
A műanyag megolvasztásához és az alkatrészek összekapcsolásához polietilén csövek hegesztésére szolgáló gépet használnak. Ez a berendezés egyszerű kialakítású, és nem nehéz vele dolgozni. A polietilén csövek hegesztéssel történő csatlakoztatásának többféle típusa létezik:
- Tompahegesztés. Ennek a folyamatnak az elve egyszerű - a csövek végeit felmelegítik, amíg az olvadás meg nem kezdődik, majd egymáshoz nyomják, megvárva, amíg a műanyag lehűl. Az eredmény egy erős monolit csatlakozás, amely nem rosszabb, mint egy tömör cső. Ez a módszer akkor alkalmazható, ha a cső átmérője meghaladja az 50 mm-t és a falvastagság 5 mm-nél nagyobb.
- Elektrofúziós hegesztés. Ebben az esetben további alkatrészeket használnak a csatlakozáshoz - tengelykapcsolók. Ezeket a csomópontnál helyezik fel, és amikor megolvadnak, majd lehűtik, tovább erősítik a varrást. A tengelykapcsoló nem eltávolítható, a csatlakozáson marad, ez további szilárdságot biztosít a csővezetéknek.
- Extrúziós hegesztés. A polietilén csövek ilyen típusú csatlakoztatása a hegesztéshez hasonlít acél csövek elektródák segítségével. Ebben az esetben olyan adalékanyagot használnak, amelynek összetétele megegyezik a csövekkel, azaz egy polietilén rudat. Amikor megolvad, ez a fúvóka hegeszti a varratokat és tovább erősíti azokat.

- Dugós hegesztés. Ennek a módszernek a használatakor egy kisebb átmérőjű csövet egy nagyobb méretű csőbe vagy alkatrészbe olvasztnak. Két csőszakasz összekötésére szolgál. csatolás mindkét végén harangokkal. Egy aljzattal ellátott sarok segítségével elforgathatja a csővezetéket. Egy kereszt segítségével pedig egyszerűen egy további ágat rögzíthetünk a törzsre.
A felsorolt hegesztési típusok bármelyikének végrehajtásakor szükségszerűen polietilén csövek hegesztésére szolgáló berendezést kell használni. Berendezések használata nélkül a hegesztés lehetetlen, ezért meg kell ismerkednie a működési elveivel.
Hegesztőgépek és munkájuk alapelvei
Minden műanyag csőhegesztőgép az alkatrészek melegítésének technológiáját és az azt követő csatlakoztatást használja bizonyos nyomáson. A hegesztés típusának kiválasztásakor figyelembe kell venni a csövek méretét és a hegesztett kötések számát.
Tehát a legfeljebb 50 mm átmérőjű csövek esetében elektrofúziós vagy extrudálásos hegesztést vagy aljzatcsatlakozást használnak, és nagy méretű csövek esetén előnyös a tompamódszer alkalmazása. A PE csövek hegesztésére szolgáló gép kiválasztásakor fontos odafigyelni arra, hogy milyen csőméretekkel használható.
Tanács! Általában, házi mester kis átmérőjű csövekkel kell megküzdenie. Ezért ő megfelelő eszköz, amelyre 40-160 mm-es csövek hegeszthetők.
Készülék csövek hegesztésére tompa módszerrel
A tompamódszer alkalmazásakor a PE-csövek hegesztésére szolgáló hegesztőgép szükséges a csövek végeinek felmelegítéséhez, amíg a polietilén viszkózus állapotba nem kerül, majd az alkatrészeket nyomás alatt csatlakoztatják. Az alkatrészek csatlakoztatása a fűtőelem eltávolítása után történik. A teljes hegesztési folyamat több szakaszra osztható:

- Csövek előkészítése hegesztéshez.
- Melegítse fel a végeket, mielőtt felolvad.
- A fűtőelem és a csatlakozó alkatrészek eltávolítása.
- A hegesztett kötés hűtése.
Felmerülhet a kérdés, hogyan vágjunk csöveket tompahegesztés előtt, mert az alkatrészek csatlakoztatása után a szegmens hossza csökkenni fog. Ahhoz, hogy megtudja, milyen ráhagyást kell tenni, el kell olvasnia a tompahegesztőgéphez mellékelt utasításokat. Minden csőmérethez vannak utasítások. Ha nincs utasítás, akkor egyszerűen megmérheti a fúvóka hosszát a szerszámon.
A csővégek nyomás nélkül melegednek, de szorosan érintkeznek a fűtőlappal. A lemez eltávolítása után az alkatrészeket a lehető leggyorsabban össze kell illeszteni, hogy a műanyagnak ne legyen ideje kihűlni.
Ezen kívül fontos, hogy a csövek összeillesztése eltolódás nélkül történjen, a megengedett eltérés nem haladhatja meg a csőfalvastagság 10%-át. Fontos továbbá, hogy megakadályozzuk a por és egyéb szennyeződések bejutását a hegesztési helyre, mivel ez nagymértékben rontja a kötések minőségét. Javasoljuk, hogy egy speciális eszközt használjon a csatlakozáshoz - egy központosítót, mivel nehéz manuálisan csatlakoztatni a csöveket ferdeség nélkül.

A PE csövek tompahegesztési módszerének alkalmazásakor mind a külső, mind a belső varrat. Miután a műanyag teljesen lehűlt, a varrás helyén lévő megereszkedést egy speciális eszközzel eltávolítják. Ez a művelet lehetővé teszi a maximális simaság elérését a csővezeték belsejében és kiváló megjelenés kívül.
Tanács! Ne hagyja figyelmen kívül a cső belsejében lévő megereszkedés eltávolítását. Mivel ezek a megereszkedések (főleg, ha a csövek kis átmérőjűek) csökkenni fognak áteresztőképesség csővezeték, és akár eltömődést is okozhat.
Hegesztési folyamat elektromos tengelykapcsolók használatakor
Ezzel a csatlakozási módszerrel a PE csövek hegesztésére szolgáló gép meglehetősen kompakt eszköz - ez egy polietilén tengelykapcsoló, amely speciális fűtőberendezéssel (elektromos tekercsekkel) van felszerelve.
Az alkatrészek csatlakoztatása annak a ténynek köszönhető, hogy az elektromos tekercsekre feszültséget kapnak, ami a csatlakozási területen a hőmérséklet növekedéséhez vezet. A csövek polietilénje és maga a tengelykapcsoló megolvad, majd lehűlés után a csomópontban erős kapcsolat jön létre.
Tanács! A csövek hegesztési folyamatát a hegesztendő alkatrészek merev rögzítése mellett kell elvégezni. Amíg a műanyag teljesen ki nem hűlt, lehetetlen a csövek mozgatása és a csomópont más módon történő befolyásolása.
Hegesztési csövek polietilénből nem különösebben összetett folyamat de speciális felszerelést igényel. Ezért az otthoni mesternek vagy be kell szereznie a hegesztéshez szükséges felszerelést, és saját kezűleg kell elvégeznie a munkát, vagy segítséget kell kérnie professzionális szerelőktől. Ha egyszeri hegesztésre van szükség, akkor nem vásárolhat hegesztőgépet, hanem bérelheti. Sok cég kínál bérleti szolgáltatásokat.