Аппараты для сварки пнд труб
Полиэтиленовые трубы (ПНД) с диаметром от 20 до 1200 мм получили широкое распространение благодаря своим преимуществам и легкости монтажа. Их используют для прокладки газо- и водопроводов, внутренней, наружной, ливневой канализации. В зависимости от поставленных целей полиэтиленовые трубы могут быть напорными или безнапорными. Вторые как раз применяются для канализационных систем.
Соединять полиэтиленовые трубы можно тремя способами, один из которых является разъемным (соединение посредством фланцев и фитингов), два других же относятся к сварным неразъемным (сварка специальным оборудованием встык или с применением электромуфт). Сварное соединение наиболее прочное, швы герметичны и устойчивы к воздействию химически агрессивных сред.
Подготовительный процесс перед сваркой труб ПНД
Вне зависимости от вида сварки ПНД труб, следует провести ряд подготовительных мер перед работой. А именно:
- закупить и привезти на рабочую площадку сами трубы и крепеж (фитинги прямые, угловые, тройники и другие соединительные элементы), зажимы и редукционные вкладыши, соответствующие диаметру свариваемых труб;
- обустроить и освободить от посторонних предметов рабочую площадку, на которой будет размещено сварочное оборудование;
- механически обработать торцы ПНД труб и всех фасонных деталей.
Сварочное оборудование перед работой следует тщательно проверить на исправность и работоспособность. Порядок подготовки оборудования заключается в следующем:
- узлы сварочного аппарата осматривают визуально, заземлители и электрические провода проверяют на исправность, ножи торцевателя проверяют на степень заточки;
- далее подготавливают электрогенератор, заправляя его топливом и проводя тестовое включение;
- детали оборудования (скребок, торцеватель, нагреватель) перед работой очищают от имеющихся загрязнений и следов приставшего полиэтилена, затем обезжиривают все поверхности растворителем;
- на гидросистеме сварочного оборудования обязательно проверяют наличие масла и его уровень, проводят испытание на работоспособность подвижного зажима, после чего смазывают все трущиеся детали оборудования специальными составами;
- проводят проверку всех имеющихся контрольно-измерительных приборов.

Если сравнивать электромуфтовую и стыковую сварку, то первая экономически менее выгодна, однако производить ее очень удобно в тех случаях, когда работа производится в стесненных обстоятельствах при минимальном количестве рабочего пространства. Электромуфтовую сварку часто применяют для ремонта ПНД труб (особенно для труб диаметром до 160 мм) и установки разветвления в уже имеющемся трубопроводе. Сварные швы после качественно проведенных работ выдерживают давление до 16 атмосфер.
Принцип метода электромуфтовой сварки

Электромуфта представляет собой фасонную деталь из полиэтилена с вживленными в корпус муфты электрическими спиралями. Муфты производят для труб различного диаметра и калибруют штрих-кодом, на котором обозначены условия температурного режима, продолжительность нагрева и прочая информация для работы. Если производится прямолинейная сварка ПНД труб, то муфту используют простой формы, для монтажа прочих конструкций существуют тройники электрофузионные, седловые отводы и другие детали из полиэтилена с аналогичными электроспиралями.

Принцип заключается в следующем: после подачи электрического тока на спирали муфты происходит повышение температуры близлежащего слоя полиэтилена и его плавление. После этого нагреваются торцы полиэтиленовой трубы под муфтой. При этом труба расширяется, образуется необходимое для качественной сварки давление. После отключения электропитания труба остывает, а сварной шов с приваренной муфтой, затвердевая, образуют жесткое герметичное соединение.

Технология сварки ПНД труб электромуфтой
Перед процессом сварки проводят подготовку: удаляют загрязнения с труб, зачищают их края, обезжиривают внутреннюю поверхность электромуфты.
После этого края труб вставляют в муфту и фиксируют всю эту конструкцию в позиционере.
Чтобы узнать параметры сварки, считывают штрих-код на фасонной детали или вручную вводят указанные значения на электрический сварочный аппарат.
Контакты электромуфты и сварочного аппарата соединяют между собой и подают напряжение.
После окончания процесса соединения муфты и торцов труб питание отключают, а конструкцию оставляют остывать, строго соблюдая ее неподвижность. После того, как труба остынет, ее извлекают из позиционера и распечатывают протокол сварки.
Если свариваемая труба имеет большой диаметр, в технологию может быть добавлен пункт дополнительного подогрева деталей.
Видео — Электромуфтовая сварка труб ПНД
Стыковая сварка ПНД труб своими руками

Стыковая сварка технологически более сложный процесс, нежели соединение ПНД труб электромуфтой. За работу можно браться, только имея квалификацию сварщика и соответствующий опыт работы.

При стыковой сварке образуется монолитный шов, не уступающий по техническим параметрам прочим поверхностям полиэтиленовых труб, не нарушающий гибкости конструкции. Таким способом соединяют трубы между собой, а также производят монтаж фитингов и других деталей.

Стыковая сварка применима только для соединения деталей одинаковой марки полиэтилена, диаметра, SDR с толщиной стенок более 4,5 мм и диаметром более 50 мм. Температурный режим для работы должен соответствовать диапазону от -15°С до +45°С.
Технология стыковой сварки полиэтиленовых труб
На подготовительном этапе проверяют овальность полиэтиленовых труб, сравнивают толщину их стенок, соответствие SDR свариваемых деталей. После этого с торцов ударяют сколы, неровности (можно использовать электроторцеватель, который обрежет трубы под углом 90°), очищают от загрязнений (пыли, песка, влаги и т.д.).

После этого производят формирование первичного грата путем расплавления торцов труб на аппарате для сварки.
Нагревателем воздействуют на торцы ПНД труб. При этом тепло распространяется вглубь полиэтилена, начинается процесс его плавления.
После выдерживания нагревательной части сварочного аппарата на торцах труб в течение определенного времени, которое выбирается в зависимости от размера и толщины изделий, ее аккуратно удаляют, а нагретые трубы стыкуют между собой. Важно, чтобы время, затраченное на удаление сварочного аппарата и стыковку нагретых концов труб было минимальным.
На горячем полиэтилене после стыковки образуется окончательный грат. Надлежащее давление обеспечивает машинка с гидродинамическим перемещателем.
Когда полиэтилен остынет, получится равномерный герметичный шов — бурт. В случае допущения ошибок в технологическом процессе / монтаже, шов получается неоднородным или кривым. Важно не допускать сдвига стенок труб относительно друг друга более чем на 10% от толщины их стенок.

Видео — Стыковая сварка полиэтиленовых труб
Компания "ПластТоргМонтаж" предлагает своим клиентам такую услугу как- аренда сварочного оборудования с операторами для полиэтиленовых труб большого диаметра до 1200 мм. В активе нашей компании имеются два сварочных аппарата для стыковой сварки труб из полиэтилена среднего и большого диаметра :
- HURNER 1200 manual (Германия) сварка полиэтиленовых труб от 630 мм до 1200 мм
- RITMO 630 (Италия) сварка полиэтиленовых труб от 280 мм до 630 мм
Стыковая сварка полиэтиленовых труб производится аттестованными квалифицированными операторами.
Со стоимостью аренды оборудования с операторами по стыковой сварке ПНД труб вы можете ознакомиться в обратившись в нашу компанию по телефону: 8 495 226 14 80.Мобильно выезжаем в любой регион РФ
Преимущества аренды сварочных аппаратов для труб ПНД в нашей компании:
- разумная стоимость аренды аппарата для стыковой сварки труб ПНД
- Нет необходимости приобретать дорогостоящее сварочное оборудование
- Оперативный выезд в регионы РФ
- свариваем трубы в выходные и сменами по 24 часа
Соединения полимерных труб можно разделить на два типа:
Неразъемные:
- сварка встык с помощью сварочного инструмента;
- электромуфтовые;
Разъемные:
- фланцевые;
- раструбные с эластичными уплотнителями.
Как правило, для трубопроводов, работающих под давлением, используют неразъемные соединения - сварку полиэтиленовых труб встык или муфтовую сварку, хотя нельзя сказать, что фланцевые соединения менее надежны. Гибкость полиэтиленовых труб и надежность соединений делают полиэтиленовые трубопроводы незаменимыми в сейсмически активных областях и в местах, где возможны подвижки почвы.
Технология стыковой сварки ПНД труб
 Стыковая сварка на сварочном оборудовании методом «встык» - наиболее востребованный и эффективный метод монтажа ПНД труб.
Стыковая сварка на сварочном оборудовании методом «встык» - наиболее востребованный и эффективный метод монтажа ПНД труб.
В прокладке водопровода используются фитинги без закладных электронагревателей (спигот). Такие фитинги используются при стыковой сварки и предназначены для монтажа хозяйственно-питьевого водоснабжения в местах поворотов, разветвлений, изменений диаметра трассы, присоединения трубопроводной арматуры и т.п.
Стыковая сварка ПНД труб состоит в том, что торцы во время сварки нагреваются до состояния вязкого полиэтилена непосредственным контактом с электрическим нагревательным элементом. После этого расплавленные торцы труб соединяются гидравлическим давлением и выдерживаются некоторое время до полного остывания.
Перед процессом нагрева торцы свариваемых труб подвергаются механической очистке и обработке для удаления загрязнений.
Во время стыковой сварки труб необходимо контролировать следующие основные параметры:
- Температура нагревательного элемента;
- Время нагрева соединяемых поверхностей;
- Величина оплавления полиэтилена (высота грата);
- Контактное давление во время нагрева и во время охлаждения;
После того, как процесс стыковой сварки труб ПНД завершен, в процессе охлаждения сварной шов достигает требуемой прочности, а так же обеспечивается однородность материала в месте соединения.
Технология электромуфтовой сварки
 При электромуфтовой сварке разогрев труб обеспечивается за счёт применения полиэтиленовых фасонных частей с заделанными в них при изготовлении нагревательными элементами. Выпускаются оборудованные вмонтированными электро спиралями ответвительные седла, отводы, тройники, заглушки, когда по спирали проходит электрический ток, она действует как нагревательный элемент, в результате чего полиэтилен расплавляется, и фасонная часть приваривается к стенке трубы.
При электромуфтовой сварке разогрев труб обеспечивается за счёт применения полиэтиленовых фасонных частей с заделанными в них при изготовлении нагревательными элементами. Выпускаются оборудованные вмонтированными электро спиралями ответвительные седла, отводы, тройники, заглушки, когда по спирали проходит электрический ток, она действует как нагревательный элемент, в результате чего полиэтилен расплавляется, и фасонная часть приваривается к стенке трубы.
Перед сваркой поверхность на свариваемых участках должна быть механически зачищена для удаления возможных загрязнений и окисной плёнки.
Важно обеспечить полную неподвижность полиэтиленовой трубы и фасонной части как в процессе нагрева при прохождении электрического тока, так и в процессе остывания. В случае приваривания ответвительного седла должны применяться правильно подобранные зажимы. Основные преимущества электромуфтовой сварки:
- простой монтаж;
- высокая надежность;
- быстрая сварка фитингов;
- экономичное и эффективное применение;
- универсальное применение в отношении полиэтилена и толщины его стенки (SDR);
- практичность и удобство при монтаже в траншее.
Сварные фитинги с закладным электронагревателем из ПЭ 100 предназначены для соединения трубопроводов в газо- и водоснабжении, зарекомендовали себя как надежная, экономичная и удобная для пользователя технология.
 |  |
Полиэтиленовые трубы для устройства системы водопровода используются все чаще благодаря свойствам материала. Основными характеристиками полиэтилена являются пластичность, прочность, устойчивость к агрессивным средам (для туб из полиэтилена низкого давления ПНД) и инертность к перепадам температур. Именно поэтому напорные полиэтиленовые элементы пригодны для монтажа наружной части системы водоснабжения или газопровода частного дома. А для соединения магистрали в единое целое используется сварка полиэтиленовых труб.
Как выполняется соединение трубных элементов из ПЭ (полиэтилена) своими руками, разбираем в материале ниже.
Типы соединений труб из ПЭ
Полиэтиленовые трубы можно соединять в единую магистраль при помощи разных способов. При этом каждый из них пригоден для конкретных условий.
- Так, стыковка туб из ПНД при помощи фитингов и муфт (раструбная сварка) используется в основном для устройства внутренней части системы водопровода в доме.
- Монтаж трубопровода своими руками с помощью стыковой сварки . Этот способ используется для монтажа протяженного участка коммуникации наружного назначения. При этом трубы можно укладывать и по поверхности грунта, и в траншею с последующим закрытием их грунтом.
- Электромуфтовая сварка . Этот способ соединения туб из ПНД производят с помощью специальных пластиковых муфт со встроенными в них спиральными элементами, которые нагреваются в результате подачи тока к ней.
Рассмотрим подробнее каждый из способов.

Полиэтиленовые трубы можно сваривать при помощи специального оборудования, именуемого паяльником. При этом существует ряд определенных правил, которые позволят сделать соединение элементов ровным, качественным и герметичным.
Требования выглядят следующим образом:
- Перед выполнением работ стоит изучить характеристики ПНД для каждой трубы и убедиться из сертификатов об их соответствии. В противном случае тубы просто не состыкуются в единую герметичную конструкцию.
- Внутренний просвет туб (диаметр) должен быть идентичным у каждого отреза, предназначенного для монтажа коммуникации.
- Концы труб из ПЭ перед сваркой своими руками необходимо очистить от пыли и грязи, а также обезжирить.
- Процедуру сварки нужно выполнять только в сухом прогреваемом помещении, в котором исключены сквозняки и повышенная влажность.
- После стыкования двух элементов из ПЭ следует избегать любой подвижности магистрали до полного остывания трубопровода, чтобы не допустить нарушения просвета коммуникации.
- К тому же стоит укрывать сварочный шов от прямого попадания солнечных лучей.
Важно: концы туб, с противоположной стороны от свариваемых, следует надежно закрывать для предотвращения попадания в просвет холодного воздуха. Низкая температура способна нарушить технологию сварки труб из ПНД.
Сварка в раструб (муфтовая)

Соединение труб с помощью муфт и фитингов показано для труб из ПНД диаметром до 63 мм. Для этих целей используют ручной бытовой паяльник (сварочный аппарат). Тубы ПЭ большего диаметра сваривают с помощью механического аппарата промышленного.
Важно: перед выполнением раструбной сварки необходимо запастись нужным количеством фитингов плюс небольшой запас на случай брака в работе.
Для проведения раструбной сварки кроме паяльника нужно подготовить труборез и рулетку.
Работу по сварке ПНД туб выполняют таким образом:
- Сварочный аппарат устанавливают на платформу и надёжно закрепляют его. На нагревательную поверхность крепят насадки нужного диаметра при помощи специального ключа. Сварочный аппарат устанавливают на нужную температуру. Для труб из ПЭ (полиэтилена) она должна быть 220-230 градусов.
- Подготовленные к сварке детали надевают на насадки и удерживают до качественного прогревания пластика. Как правило, это 5-7 секунд.
- После того как детали прогрелись, необходимо не спеша, но до упора соединить два элемента и удерживать их в таком состоянии не менее 10 секунд, чтобы фитинг и труба не изменили своего сваренного положения.
- После таких манипуляций внутренний просвет трубы остаётся гладки и герметичным, а полимер, обработанный сварочным аппаратом, образует единое целое.
Важно: следует избегать чрезмерного перегрева труб. Иначе при соединении двух элементов пластик просто сложится в гармошку, что нарушит и внутренний просвет труб, и качество соединения.
Совет: после выполнения каждой процедуры сварки нужно обязательно счищать плавленый полимер с тефлоновой поверхности насадок. Иначе он будет мешать следующему процессу сварки. Причём снимать пластик нужно исключительно деревянным шпателем. Так можно сохранить тефлон целым и невредимым. Убирать пластик в холодном виде и металлическими предметами запрещено.
Стыковая сварка

Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом. Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление. Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Важно: для стыковой сварки пригодны тубы, толщина стенок которых не менее 5 мм, а диаметр превышает 50 мм.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
Важно: при разметке туб и их резке стоит брать во внимание техническое уменьшение длины трубы после сварки. Для того чтобы правильно высчитать коэффициент сокращения длины, можно воспользоваться данными ниже:
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;
- Элементы 25 мм - 16 мм;
- Для туб диаметром 32 мм - 18 мм;
- Для туб сечением 40 мм - 20 мм;
- Трубы с диаметром 50 мм - 23 мм.
Сварка электромуфтовая

Сварка полиэтиленовых труб электромуфтовым способом используется в том случае, если магистраль монтируется в ограниченном пространстве, где мастер не имеет возможности передвигаться свободно. Кроме того такой способ сварки применим для соединения туб с разной толщиной стенок, с различными диаметрами или для монтажа систем канализации.
Электромуфтовая сварка полиэтиленовых труб считается самой дорогостоящей, но при этом соединения, полученные таким способом, пригодны для эксплуатации при давлении 16 атм. Работа по стыковке туб таким методом выполняется с использованием специальных муфт, в конструкции которых имеется нагревательный спиральный элемент.
Сварка выполняется таким образом:
- В первую очередь подготавливают все необходимые отрезы труб с их обязательным обезжириванием и очисткой от грязи, пыли. Таким же образом обрабатывают и внутреннюю часть электромуфты. Желательно в этих целях использовать специальные салфетки, пропитанные спиртовым летучим веществом.
- Концы свариваемых труб следует освободить от производственной окиси методом механической зачистки. При этом те же концы следует ровно обрезать, чтобы соединение было максимально плотным и предотвращало протекание пластика вовнутрь туб.
- Трубы помещают в позиционер и надевают на стык электромуфту. Концы труб с противоположной стороны магистрали на момент выполнения сварки своими руками следует закрыть, чтобы избежать теплопотерь.
- К выводам надетой электромуфты подводят электрический ток и доводят процесс до плавления ПЭ-трубы и качественного её соединения.
Важно: сваренная таким образом ПНД труба должна оставаться недвижимой до полного остывания. Иначе есть риск нарушить геометрию сварного шва.
Контролируем качество работ

Сварка полиэтиленовых труб - дело хоть и не сложное, все же требует тщательного контроля над качеством сварного шва. Поскольку полимер имеет повышенную вязкость при плавлении, то и шов может получиться не всегда ровным. Поэтому при выполнении работ следует внимательно осматривать результаты:
- Полученный сварной шов должен быть приблизительно ровным. Исключается чрезмерная впалость или выпусклость шва.
- Сам шов не должен критично смещаться относительно уровня магистрали в целом. Смещение вовнутрь (прогиб) допустимо в пределах 10% от толщины стенок свариваемой тубы. Выпуклость допускается в пределах 2,5 мм для трубы со стенками 5 мм. Для толщины стенок тубы 6-20 мм допускается толщина выпуклости в пределах 5 мм.
Соответствие этим параметрам контроля позволит получить рабочую и правильно сваренную магистраль, которая прослужит не одно десятилетие.
Полиэтиленовые трубы (ПНД) являются широко применяемым материалом в строительстве. Их используют для сборки напорных и безнапорных трубопроводов. Трубы отличаются эластичностью, имеют небольшой вес и легко подвергаются обработке. Все это сильно облегчает процесс монтажа трубопроводов, выполнить работу вполне можно и своими руками. Рассмотрим, как осуществляется сварка ПНД труб своими руками и какие еще способы соединения применяют при монтаже.
Полиэтиленовые трубы – это практичный современный материал, который удобно применять и в жилищном строительстве, и на производстве. Полиэтилен устойчив к воздействию различных сред, поэтому этот вид труб рекомендуется применять для сооружения трубопроводов самого разного назначения.
Кроме того, ПНД трубы популярны еще и потому, что их монтажом может заниматься и неспециалист. Рассмотрим, как можно сваривать трубы ПНД своими руками.
Методы соединений ПНД труб
При строительстве трубопроводов используют два типа соединений:
- Разъемные (раструбные или фланцевые).
- Неразъемные (сварные).
Выбор типа соединения осуществляется с учетом условий эксплуатации будущего трубопровода. Так, если строится магистраль, в которой среда будет транспортироваться под давлением, то, чаще всего, используют сварку труб встык или электромуфтовую сварку ПНД труб.
Эти методы позволяют получить надежное соединение ПНД труб. При сборке трубопроводов, в которых жидкость перемещается самотеком, чаще применяют разъемные соединения, так как осуществить их проще.
Неразъемные соединения ПНД труб
Для выполнения прочного и надежного соединения отдельных деталей трубопровода применяется сварка труб ПНД своими руками. Как правило, используется один из двух возможных методов сварки:
- Соединение встык.
- Соединение при помощи электромуфты.
Сварка встык
Стыковая сварка ПНД труб используется для соединения элементов, имеющих диаметр от 50 мм и выше. Для выполнения работы понадобится специальный аппарат стыковой сварки.

Принцип соединения заключается в нагреве торцов труб и их соединении под давлением. Расплавленный пластик при этом образует монолитное соединение, которое по прочности не уступает цельной трубе.
Рассмотрим, как осуществляется стыковая сварка труб ПНД. Для осуществления процесса концы труб должны быть жестко закреплены в фиксаторах аппарата. Затем к торцам подводится нагревающая плита.
После того как пластик разогреется до температуры плавления, нагревательную плиту убирают, а трубы прижимают друг к другу под определенным давлением. После остывания шва, фиксаторы снимают и трубы извлекают из аппарата. Особенности процесса:
- Описанный способ можно использовать для соединения фитингов и труб одного диаметра.
- Метод подходит для труб и фитингов с толщиной стенки не меньше пяти миллиметров.
- Производить диффузную сварку можно только в том случае, если температура окружающей среды не ниже +15;
- Сварка труб из полимера является экономичным процессом, так как у станка для сварки ПНД труб низкая степень энергопотребления по сравнению со сварочным аппаратом, используемым для сварки стальных труб.
Совет! Аппарат для сварки можно приобрести в строительном магазине или же взять напрокат. Многие монтажные фирмы сдают такой станок в аренду на необходимый срок.
Электромуфтовый способ сварки
Соединения, выполненные с использованием элетромуфт, позволяет строить трубопроводы, способные выдерживать давление в 16 атмосфер. Однако если сравнивать сварку ПНД труб электромуфтами с описанным выше методом, то первый вариант обходится дороже.

Дело в том, что для выполнения каждого соединения необходимо специальное оборудование для сварки ПНД труб – аппарат для электромуфтовой сварки, то есть, накладные электромуфты. Процесс проходит так:
- Торцы деталей подлежащих сварке тщательно зачищают.
- Муфта электронагревателями устанавливается на стыке свариваемых деталей;
- После закрепления муфты по месту стыка, к ней подводят напряжение. В результате происходит расплавление торцов труб и самой муфты, а после остывания образуется монолитное соединение. Муфта остается надетой поверх сваренных труб.
Совет! Очень важно, чтобы до конца сварочных работ и в процессе остывания отрезки трубы с установленной муфтой были неподвижно закреплены, оставаясь на протяжении всего цикла неподвижными.
Как правило, эта технология сварки ПНД труб применяется в тех случаях, когда нужно выполнить несколько соединений. Например, если осуществляется врезка дополнительной ветки в существующий трубопровод. Если же нужно производить сварку большого количества стыков, то выгоднее применять стыковую сварку.
Разъемные соединения ПНД труб
Неразъемное соединение труб ПВХ и ПНД не столь надежно, чем сварное, но этот способ имеет свои преимущества. Среди них:
- Экономичность. Для выполнения работы не придется покупать специальные инструменты и оборудование.

- Универсальность. Выполнить разъемное соединение можно и там, где проведение сварки недоступно, например, под водой.
- Быстрота монтажа. Этот способ позволяет собирать трубопровод максимально быстро.
Сегодня используется два способа выполнить разъемное соединение:
- Устройство раструбного соединения с использованием резиновых эластичных уплотнителей.
- Выполнить фитинговое или фланцевое соединение, применяя специальные монтажные элементы.
Совет! Раструбные соединения менее надежны, поэтому их, как правило, используют при монтаже безнапорных трубопроводов, например, при устройстве самотечной канализации. Фланцевое соединение по степени надежности практически не уступает сварке пластиковых труб, поэтому его можно использовать и при сборке водопроводных сетей.
Использование соединительных муфт
Используя такое соединение труб ПНД фитингами, получают весьма надежные соединения. Вот основные преимущества метода:
- Простота.
- Дешевизна (соединительные полиэтиленовые муфты стоят недорого).
- Стойкость к механическим и термическим воздействиям (перепадам температур).
- Универсальность. Муфты соединительные можно использовать для сборки трубопроводов разного назначения.
Совет! Производители выпускают соединительные муфты для стыковки элементов и одинаковых, и разных диаметров. Если необходимо выполнить соединение ПНД труб с металлическими, то применяют специальные переходные муфты.
Использование компрессионных фитингов
Установка компрессионных фитингов проходит так:

- Фитинг разбирают, открутив от него накидную гайку.
- Торцы труб зачищают и обрабатывают фаскоснимателем.
- Ставят отметку на трубе, показывающую глубину ее вхождения в фитинг.
- Для облегчения введения трубы ее конец смазывают жидким мылом, но все равно, при введении будет ощущаться сопротивление, создаваемое уплотнителем из резины.
- Накидная гайка затягивается. Сначала вручную, затем при помощи ключа. Но важно не слишком усердствовать, чтобы не перетянуть гайку.
Итак, монтаж трубопровода из полиэтиленовых труб можно осуществить самостоятельно, не прибегая к услугам специалистов. Новичкам в монтажном деле стоит увидеть, как осуществляется соединение труб ПНД – видео с подробным описанием процесса можно найти на сайтах ремонтно-строительной тематики.
Компания Теплоогнезащита имея огромный опыт работ по проектированию и монтажу инженерных коммуникаций выполнит сварку труб полиэтилена низкого давления . Полиэтиленовые трубы (пнд) широко применяемый материал в строительстве. Их используют для сборки напорных и безнапорных трубопроводов. Трубы легко подвергаются обработке имеют небольшой вес. Если вам нужна качественная сварка труб пнд обращайтесь к нам ! Наши специалисты умеют, любят и хотят работать! Работаем с ведущими производителями без посредников!
– это такой процесс, при котором неразъемное соединение получают при помощи нагрева, расплавления торцов двух срезанных полиэтиленовых труб, муфт или фитингов, под воздействием определенной высокой температуры и точно вымеренному времени, а затем, присоединения под давлением или взаимопроникновением и дальнейшего остывания в состоянии покоя.
По сравнению с металлическими и полипропиленовыми трубами ПНД трубы обладают рядом существенных достоинств: стойкость к окислению, разрушению микроорганизмами, к механическим нагрузкам, к температурным перепадам, небольшой вес, экономность, экологичность. ПНД трубы произведенные по ГОСТ 16338-85 безопасны для окружающей среды и человека.
Вырезка из ГОСТ 16338-85 п.2.9. :
Базовые марки и композиции полиэтилена, разрешенные Министерством здравоохранения СССР для изготовления изделий, контактирующих с пищевыми продуктами, питьевой водой, косметическими и лекарственными препаратами, а также для изготовления игрушек, указаны в приложении 2. Для этих целей используют газофазные композиции полиэтилена высшего и первого сортов, суспензионные - первого и второго сортов, запах и привкус водных вытяжек которых по ГОСТ 22648-77 не превышает одного балла.
Вырезка из ГОСТ 16338-85 п.3.2. :
Полиэтилен базовых марок и композиций при комнатной температуре не выделяет в окружающую среду токсичных веществ и не оказывает при непосредственном контакте влияния на организм человека. Работа с ним не требует особых мер предосторожности.
ПНД трубы используются для прокладки водопроводов и оросительных систем, монтажа канализации, защиты пучков кабелей при прокладке электрических сетей. Из-за того, что у полиэтилена довольно низкая температура плавления, 80 градусов, ПНД трубы нельзя использовать для транспорта веществ с температурой больше 40 градусов.
Как получить идеальный трубопровод?
Лучший трубопровод представляет собой сплошную трубу, без задиров, шероховатостей, искривлений чтоб смотря на трубу человек подумал что её изготовили именно для этого места, и доставили с завода трубу именно такой. Но на практике, из-за сложности трубопровода и ограниченности длины трубы, приходится делать множество соединений труб. Развитие науки и техники в настоящее время дало возможность выпускать новое оборудование, которое позволяет выполнять сварку труб ПНД встык, не используя дополнительных фитингов, такой способ позволяет не закупать дополнительных материалов, а только заказать только услугу
Для соединения ПНД тубы существует два способа:
- разъемные соединения с использованием специальных пластиковых соединителей. Они обычно используются для временного соединения веток трубопровода в местах, где трубы не подвергаются воздействию высокого давления.
- сварка труб ПНД встык может проводится с использованием разных аппаратов: стыковая сварка с механическим, или гидравлическим сжатием, а также ручными аппаратами для сварки труб небольшого диаметра.
Когда выполняется сварка труб ПНД между очищенными торцами труб помещают нагревательный элемент, который размягчает полиэтилен. При правильном выполнении этой операции, шов получается прочнее, чем стенки трубы. Такое качество шва не допускает возможности прорыва трубопровода в местах соединения.
Электромуфтовая сварка ПНД тоже требует соответствующего оборудования. При таком способе соединения, трубы свариваются не между собой, а привариваются к муфте. Чаще всего электромуфтовую сварку используют при ремонте и расширении старых трубопроводов.
Что регламентирует сварку труб ПНД?
- СНиП 3.05.04-85:
- СП 62.13330.2011:
3.58 Соединение труб из полиэтилена высокого давления (ПВД) и полиэтилена низкого давления (ПНД) между собой и с фасонными частями следует осуществлять нагретым инструментом методом контактно-стыковой сварки встык или враструб. Сварка между собой труб и фасонных частей из полиэтилена различных видов (ПНД и ПВД) не допускается.
3.61 Сварку труб из ПВД и ПНД допускается производить при температуре наружного воздуха не ниже минус 10°С. При более низкой температуре наружного воздуха сварку следует производить в утепленных помещениях.
4.1 Строительство сетей газораспределения и реконструкция изношенных стальных газопроводов должны осуществляться: с применением преимущественно полимерных труб и соединительных деталей (например, из полиэтилена и его модификаций, полиамидов).
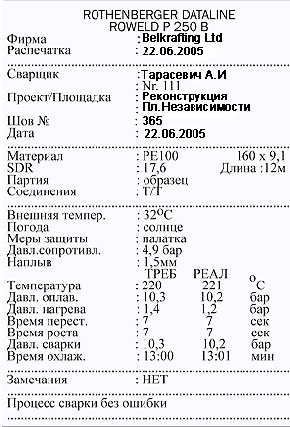
10.4.1 Сварка полиэтиленовых газопроводов соединительными деталями с ЗН должна выполняться аппаратами, осуществляющими регистрацию результатов сварки с их последующей выдачей в виде распечатанного протокола.
Технология сварки труб ПНД
Выполняется в следующей последовательности действий:
- Проверка качества труб, которые предстоит сваривать. Когда выполняется сварка труб ПНД, контролируется овальность, равномерность толщины стенки, соответствие толщины стенки маркировке, указанной на трубе.
- Установка концов труб в центратор, который выравнивает их взаимное расположение.
- Механическая очистка внешней и внутренней частей трубы.
- Установка давления перемещения (для пневматических приборов).
- Торцовка. С внешней поверхности обоих концов трубы снимается тонкий слой полиэтилена, чтобы получившийся шов был аккуратным и прочным.
- Снятие стружки.
- Проверка торцов труб по величине зазора.
- Обезжиривание торцов спиртосодержащим средством для улучшения качества сварки.
- Установка нагревательного элемента - плоской металлической пластины.
- Установка рабочего давления (для пневматических приборов).
- Образование первичного грата.
- Донагрев торцов трубы.
- Удаление нагревателя.
- Осадка стыка.
- Охлаждения шва.
- Проверка качества соединения. Качественный шов представляет собой равномерный кольцевой валик, выступающий над поверхностью трубы на 2,5 - 5 мм. При этом смещение труб не должно превышать 0,1 толщину стенки
Преимущества работы с СК "Теплоогнезащита"
- Сварка труб ПНД выполняется специалистами, аттестованными НАКС.
- Фирма использует собственное качественное оборудование.
- Возможность качественной сварки труб ПНД большого диаметра.
- Предоставление услуг жителям регионов.
- Быстрое выполнение срочных заказов.
- Возможность получить скидку на сварку труб ПНД большого диаметра.
Если вы хотите заказать услугу – сварка труб ПНД, обращайтесь в СК "Теплоогнезащита".
{kind=link}