Elektrofúziós csatlakozók polietilén csövekhez: típusok, előnyök, beépítési mód. HDPE csövek szerelése elektrofúziós szerelvényekkel
Elektrofúziós szerelvények vagy szerelvények beágyazott elektro fűtőelem vízellátó rendszerek telepítésénél használják különféle célokra, gázvezetékek, és a sürgősségi javítási munkákhoz is nélkülözhetetlenek.
A HDPE csövek elektrofúziós szerelvényei a következő típusúak:
Az elektrofúziós szerelvények árairól érdeklődjön weboldalunkon, és vezetőink minden kérdésben tanácsot adnak.
HDPE csövek szerelése elektrofúziós szerelvényekkel
Kínálatunkban megtalálhatók a világ legjobb gyártóinak elektrofúziós szerelvényei: Georg Fischer Piping Systems Ltd(Svájc), AGRU(Ausztria), Elofit(Olaszország), Plasson Kft(Izrael), Frialen(Németország), Plastitalia S.p.a.(Olaszország). Mindegyik megfelel az orosz minőségi szabványoknak, és teljes dokumentumcsomaggal rendelkeznek.
Elektromos hegesztett nyereg vagy elektromos nyeregág
Többféle elektromos hegesztett nyereg létezik - forgófejes nyereg, vágófejes nyereg, felső nyeregápolás, reciprok alsó résszel rendelkező nyereg stb. Bármilyen konfigurációjú elektromos hegesztett nyergek vásárlását ajánljuk, mint szabványos nyergeket nagy átmérőjű, és 2000 mm-ig terjedő nagy átmérőjű nyeregágak.
A legnépszerűbbek az elektromos hegesztett nyergek 110x63, 160x63, 225x63.
Ezen kívül 63x32-es fejrészek vásárlását is kínáljuk, elektromos hegesztett nyergekhez. Az elektromos hegesztett nyereg ilyen fejrésze forgatható, ami azt jelenti, hogy a hegesztés előtt meg lehet határozni a cső irányát, valamint egy ilyen forgófej lehetővé teszi, hogy nyomás alatt lévő PE csőbe vágjon, mind gázvezetékbe, mind egy vízcsőbe.
Elektrofúziós dugó
Az elektromosan hegesztett dugót nyomás alatti gázvezeték vagy vízellátás elzárására használják. Elektromos hegesztett dugaszként általában 32 mm-es, 63 mm-es, 90 mm-es és 110 mm-es dugókat használnak, míg a 160 mm-es, 225 mm-es, 315 mm-es és nagyobb átmérőjű dugókat általában öntöttként, HDPE csövek tompahegesztőgépével. beszerelésük vagy elektromos hegesztett tengelykapcsolók használata.
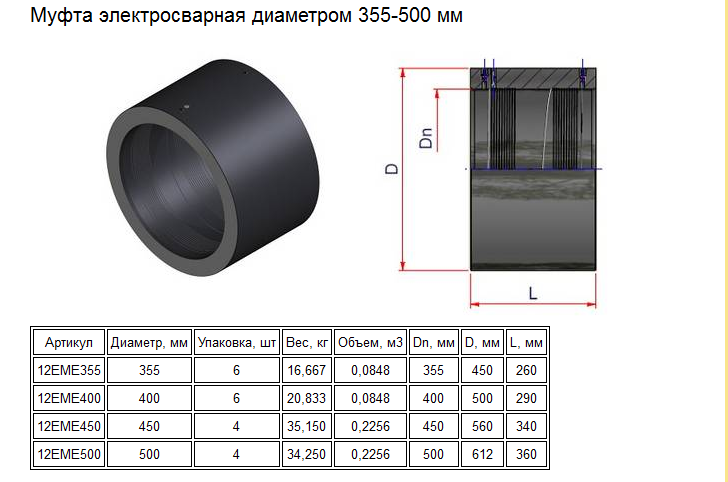
 Az elektrohegesztett PND tengelykapcsoló a csővezeték legelláthatatlanabb eleme, hiszen a polietilén elektrofúziós tengelykapcsoló a csöveket, az elektrohegesztett HD tengelykapcsoló pedig a fröccsöntött idomokat és a szegmensszerelvényeket HDPE csövekkel köti össze.
Az elektrohegesztett PND tengelykapcsoló a csővezeték legelláthatatlanabb eleme, hiszen a polietilén elektrofúziós tengelykapcsoló a csöveket, az elektrohegesztett HD tengelykapcsoló pedig a fröccsöntött idomokat és a szegmensszerelvényeket HDPE csövekkel köti össze.
Ma a gyárak pe100 elektrofúziós csatolókat gyártanak, ez általában vagy pe100 sdr11 elektrofúziós csatoló vagy pe100 sdr17 elektrofúziós csatoló.
Elektrofúziós tengelykapcsolók vásárlását ajánljuk különböző átmérőjű(20 mm-től 1200 mm-ig). Kínálatunkban kizárólag a vezető európai gyártók PE 100 elektrofúziós csatlakozói találhatók.
Az elektrofúziós csatlakozók nélkülözhetetlenek a csővezeték sérült szakaszának javításához. A sérült PE csővezetékből például 110 mm átmérőjű szakaszt vágunk ki. Vegyünk két 110 mm-es elektrofúziós csatlakozót és egy új csődarabot. A 110 mm-es elektrofúziós aljzatot a csőre toljuk, és utána új cső a régi sérült helyett behelyezve a HDPE tengelykapcsolókat eltoljuk és hegesztő kapcsolókészülékkel hegesztjük.
Szintén gyakran használt elektrofúziós csatlakozó 160 mm, 225 mm és 315 mm.
Az elektrofúzió ága
 A PE csövek szerelésekor gyakran használnak elektromos hegesztett ágat. Szortimentünkben egy elektromos hegesztett könyök 90 és egy elektromos hegesztett könyök 45 fok. Az elektromos hegesztés 20 mm-től 225 mm-ig terjed. Általában ez egy elektromosan hegesztett pe100 sdr11 kimenete.
A PE csövek szerelésekor gyakran használnak elektromos hegesztett ágat. Szortimentünkben egy elektromos hegesztett könyök 90 és egy elektromos hegesztett könyök 45 fok. Az elektromos hegesztés 20 mm-től 225 mm-ig terjed. Általában ez egy elektromosan hegesztett pe100 sdr11 kimenete.
Átmeneti elektrofúzió vagy redukció
Elektromos hegesztésű átmeneti tengelykapcsolót vagy beágyazott fűtőelemes átmenetet (ZN átmenet) használnak, ha az egyik csőátmérőről a másikra kell váltani.
Például egy elektromosan hegesztett átmenetre 110x63, 63x32, 160x110 mm nagy a kereslet.
Elektromos hegesztésű póló vagy póló beágyazott fűtéssel (tee ZN).
Általános szabály, hogy ma eladó egy elektromos hegesztett PE100 póló. Van egyenlő oldalú elektrohegesztett póló, és vásárolhat elektromos hegesztésű redukáló pólót is. Elektromosan hegesztett PE100 SDR11 és PE100 SDR17 póló vásárolható tőlünk.
Elektromos hegesztésű csatlakozók különböző átmérőjű víz-/gázvezetékek szereléséhez. Gyártási anyag: polietilén alacsony nyomás HDPE (PE 100). Az SDR 17 és SDR 11 tengelykapcsolók közül választhat.. Üzemi nyomástartomány (PN) 6-16 atmoszféra között. Standard méretek DN (OD) 20-1200 mm. A termékek megfelelnek a GOST: R ISO 12176-2-2011 szabványnak.
A cég katalógusában Truba-Plast» A PND elektrofúziós csatlakozók polietilén vízcsövek és PE 100 és PE 80 gázvezetékek összekötésére alacsony áron kerülnek bemutatásra. A termékek ISO és GOST szabványok szerint tanúsítottak.
Jellemzők:
- külső átmérő csatlakoztatott csövek: OD 25-től OD 1200 mm-ig;
- SDR (átmérő-fal arány) csatlakozók: 7,4, 11, 17 (lehetséges vékonyabb falú csövek beépítése, SDR 41, 33, 21, 17,6 stb.)
- kivezetések: 4 mm;
- maximális hegesztési feszültség: 40 V;
- üzemi nyomás: 6-16 atmoszféra között.
A tengelykapcsolók csővezetékek javításához vagy építéséhez használhatók.
Hegesztési technológia
A HDPE elektrofúziós tengelykapcsolók hegesztési folyamata több lépésben zajlik:
- A csővégek levágása.
- A cső felső rétegének eltávolítása kaparóval az illesztéseknél.
- Csövek és csatlakozófelületek zsírtalanítása
- A cső átmérőjének csökkentése egy bilinccsel a tengelykapcsolóba való szabad belépéshez.
- Kapcsolat hegesztőgép, amely információkat olvas ki a csatolási vonalkódból. A berendezés automatikusan beállítja a szükséges feszültséget és időt.
- Hűtsük le (20 percig tart).
Egy jelző jelzi a hegesztési folyamat végét. Az ízületek tömítettségének ellenőrzéséhez habot kell felvinni az ízületekre, és sűrített levegőt kell bevezetni. A helyesen végrehajtott utasítás bizonyítéka a buborékok hiánya a habon.
Előnyök
A tengelykapcsolók a következő tulajdonságokkal rendelkeznek:
- az előmelegítés hiánya csökkenti a telepítési időt;
- telepítés nehezen elérhető helyekre;
- sérülésállóság és vegyszerek;
- működés -20 és +50 fok közötti hőmérséklet-tartományban;
- könnyen eltávolítható határoló.
Az egyes tételek mintáit szilárdság és hegeszthetőség szempontjából teszteljük. A minőség igazolása az áru vásárlásakor kapott tanúsítvány.
A HDPE csövek elektrofúziós csatlakozóival kapcsolatos további információkért forduljon a következőhöz: Truba-Plast» telefonon vagy a visszahívási űrlapon keresztül.
PE tengelykapcsoló
Az elektrofúziós tengelykapcsolók a céltól függően több kategóriába sorolhatók. Mindegyik elektromos fűtőberendezéssel van felszerelve, amely a tengelykapcsolóba van beépítve. Ez a tény megkönnyíti a hegesztést polietilén csövek vagy más anyagokat egymással.
Mik azok az elektrofúziós csatlakozók a polietilénhez?
A csővezetékek és hálózatok összeszerelése szerelvények segítségével történik. A következő esetekben használják őket:
- gázvezeték nagyszabású építése során;
- rendszerekben, valamint vízellátás műszaki vízzel;
- különféle szállításkor kémiai elemek amelyek nem érintkeznek polietilénnel.
Ezeket a termékeket többféle konfigurációban gyártják. Attól függ, hogy milyen átmérőre és méretre van szükség a műszaki termékek beszereléséhez. Attól függően, hogy a tengelykapcsoló vízre vagy gázra megy, az átmérő 20 millimétertől 3,15 cm-ig változhat. univerzális anyagok aki megtalálta széles körű alkalmazás bármilyen típusú csővezeték összeszerelésekor.
 A tengelykapcsoló elektromos hegesztésű. PE 100 SDR 11 és SDR 17
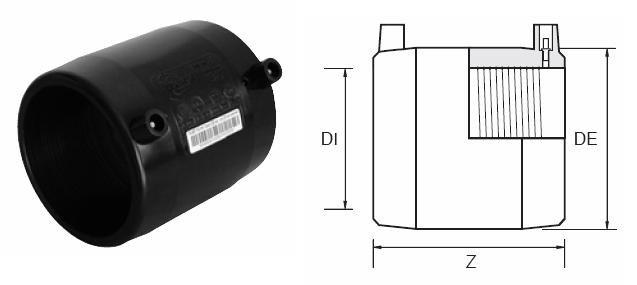
A tengelykapcsoló elektromos hegesztésű. PE 100 SDR 11 és SDR 17 A polietilénből készült elektrofúziós termékek szerkezete
Minden elektromos hegesztett anyag meglehetősen bonyolult szerkezettel rendelkezik. A benne lévő spirál speciális ötvözetből készül. A működés során kialakult változatosságot taszítja. Ezenkívül a spirál egyfajta kritériumként szolgál a kiváló minőségű hegesztéshez. Mivel a tekercsötvözet nem ad át hőt a külső alkatrészeknek - hegesztési munkák az elektrofúziós tengelykapcsolók gyorsan és problémamentesen áthaladnak. A kimenet egy szilárd eszköz.
 csatlakozó polietilén csövek hegesztéséhez
csatlakozó polietilén csövek hegesztéséhez A polietilénhez tervezett elektrofúziós tengelykapcsolók fő előnyei és hátrányai
1. Az ilyen tengelykapcsolók legalább 50 évig működnek.
2. Hozzáférhetőség a lakosság számára.
3. A csőfektetés nehezen megközelíthető helyein a szerkezet megmunkálására és összeszerelésére nincs korlátozás.
4. Alkatrészek, amelyek sokoldalúságuk miatt alkalmasak a polietilén csövek minden formájához.
5. A készülék összes alkatrészének teljes összegyűjtése, néhány óra alatt.
6. Az elektrofúziós csatlakozók részvételével készült csővezeték-berendezések különösen tartósak és megbízhatóak.
7. rövidebb összeszerelési időszakot biztosítanak.
 elektrofúziós csatolás
elektrofúziós csatolás De a jelentős előnyök mellett a tengelykapcsolók számos hátrányt is tartalmaznak, amelyek néha kissé korlátozottak az ilyen anyagokkal való munka során:
1. Ha a csőcsatlakozás lúgos vagy savas környezetnek van kitéve, akkor ez a tényező rendkívül negatív hatással lehet a felhasznált anyagra.
2. Nem bírják magas nyomású működőképes állapotban.
3. Nem használhatja őket fűtési rendszerekben és ellátáskor forró víz, mert a több mint 40 Celsius-fok végzetes számukra.
Mindazonáltal, az alkatrészeknek a tulajdonságaikból adódó összes fenti hátránya, mint például a szilárdság és a könnyű beszerelés, törlődik. És évről évre csak bővül az alkalmazási körük.
 A csövek egymáshoz és PE idomokhoz való csatlakoztatásához a HDPE polietilén csövekhez elektrofúziós csatlakozót használnak.
A csövek egymáshoz és PE idomokhoz való csatlakoztatásához a HDPE polietilén csövekhez elektrofúziós csatlakozót használnak. Hogyan zajlik a telepítés elektromos hegesztett alkatrészek használatával
A szerelési munkák benyújtásával történik elektromos áram a fűtőrészen, ami beépített fűtőrészekkel ellátott csatlakozókban van. Az ezt követő hőmérséklet-emelkedés ad belső falak a termékeket és a csővezeték részeit forrasztják, aminek eredményeként olyan határvonal jön létre, amely teljes tömítéssel és az anyag kiváló minőségű forrasztásával rendelkezik.
Maga a szerelvényekkel történő telepítés a következő elemeket tartalmazza:
- a kezdetektől fogva a csatlakoztatandó cső általános kialakítás egyértelműen derékszögben vágja. Szigorúan tilos ütéseket és érdességeket hagyni. Egyenletes vágás után a terméket megtisztítják a rátapadt szennyeződésektől;
- továbbá a vágási pontot speciális technikai eszközzel gondosan megtisztítják. Ezzel egyidejűleg figyelik az elektrofúziós szerelvény belépési átmérőjét, ezt követően az összes csatlakozó részt zsírtalanítani kell, amelyhez egy darab tiszta ruhát acetonnal vagy más oldószerrel kell felvinni;
- a hegesztésre szánt oldalakat gondosan rögzítjük. A szerelvények egyes módosításainál ezek a rögzítőelemek már jelen vannak, amelyekbe azután beillesztik a polietilén csövek végeit. Nem szabad megfeledkeznünk arról, hogy a tengelykapcsoló közepén elhelyezkedő hegesztendő csövek közötti távolság semmiképpen sem haladhatja meg a polietilén cső falainak vastagságát;
- hegesztési munkákat végeznek a csövek következetes csatlakoztatása érdekében. A hegesztés automatikusan megtörténik, egy intelligens eszköz önállóan tudja a megfelelő hőmérsékletet beállítani ez a típus hegesztés mellett állítsa be a feszültség százalékos arányát és a hegesztés időkorlátját. A folyamat során a hegesztőkapcsokat az elektromos hegesztőszakasz érintkezőihez csatlakoztatják, és a vonalkódból származó összes információ automatikusan továbbításra kerül. Minden elektrofúziós tengelykapcsoló rendelkezik ezzel a kóddal;
- amint a hegesztési munka befejeződött, azonnal ellenőrzik az illesztéseket. Teljesen le kell zárni őket. Az ellenőrzéshez az illesztéseket beszappanozzák, majd a csövön keresztül sűrített levegőt vezetnek be.
Ahhoz, hogy a szerelt rendszer hosszú ideig működjön, a munkát szakképzett mesterembereknek kell elvégezniük. Ha az eljárás során kifejezetten polietilén csővezetékekhez tervezett elektromos hegesztett tengelykapcsolókat használnak, akkor a kimeneten erős és monolitikus szerkezetet kapunk.
 elektrofúziós csatolás sdr17
elektrofúziós csatolás sdr17 Milyen területeken alkalmaztak elektrofúziós csatlakozókat?
Annak a ténynek köszönhetően, hogy az ilyen csatlakozások telepítése elég gyorsan megtörténik, egyszerűen nélkülözhetetlenek a vészhelyzeti és vészhelyzeti munkákhoz. Ha nem lehetséges más elemeket tompahegesztéshez használni egy fokozott bonyolultságú csővezeték építésénél, akkor tengelykapcsolókat használnak. Az elektrofúziós csatlakozókba beépített spirál pedig lehetővé teszi a telepítést nehéz körülmények között is, például árkokban.
 Csatlakozó elektromos hegesztéssel PE100 SDR17
Csatlakozó elektromos hegesztéssel PE100 SDR17 Üzemi nyomás: 6 bar Gáz - 10 bar Víz
SDR 17
Polietilén típus: PE100
Milyen elektrofúziós csatlakozókat válasszunk
A szakértők olasz, német és osztrák tengelykapcsolók beszerzését javasolják. Ezen országok termékei jól beváltak. Az ismert gyártók nem gyártanak különféle másodnyersanyagokból szerelvényeket, ami természetesen az elemek minőségére is pozitív hatással van. Érdemes odafigyelni az orosz gyártókra, amelyek részletei széles körben képviseltetik magukat a hazai piacon.
 Csatlakozó elektrofúziós PE 100 SDR 11
Csatlakozó elektrofúziós PE 100 SDR 11 Üzemi nyomás: 10 bar gáz - 16 bar víz,
SDR: 11
Polietilén: PE100
 elektrofúziós polietilén tengelykapcsoló
elektrofúziós polietilén tengelykapcsoló  elektrofúziós csatolás 63
elektrofúziós csatolás 63 Összegezve
Ha a közeljövőben egy csővezeték vagy egyes szakaszainak felszerelését és javítását tervezik, akkor beépített fűtőelemmel ellátott csatlakozók vásárlása helyes döntés. Végül is mindenki megbízható, erős és tartós szerkezetet szeretne kapni, amely nem igényel további erőfeszítéseket a karbantartása során.
Ebből a cikkből megtudhatja, mi az elektrofúziós szerelvény polietilén csövekhez. HDPE idomok hegesztésének módja. Mi az elektrohegesztett HDPE idom és interfésze.
Az elektrohegesztett tengelykapcsolót a csővezetékben egy integrált szakasz kialakítása során alkalmazzák. Ugyanakkor a legtöbb esetben a vonal elemeit hegesztésre szerelik fel, figyelembe véve a leginkább terhelt szakaszokat, amelyeknek speciális követelménylistája van a tompakötésre vonatkozóan.
Az elektromos hegesztési varratok révén a kötésnél lehet a legnagyobb szilárdságú kötést biztosítani, mivel ez eléri a teljes monolit körülbelül 90-95 százalékát. Ezért ezt a technológiát A dokkolás annyira népszerűvé vált a fém és a polietilén csövek szerelésénél.
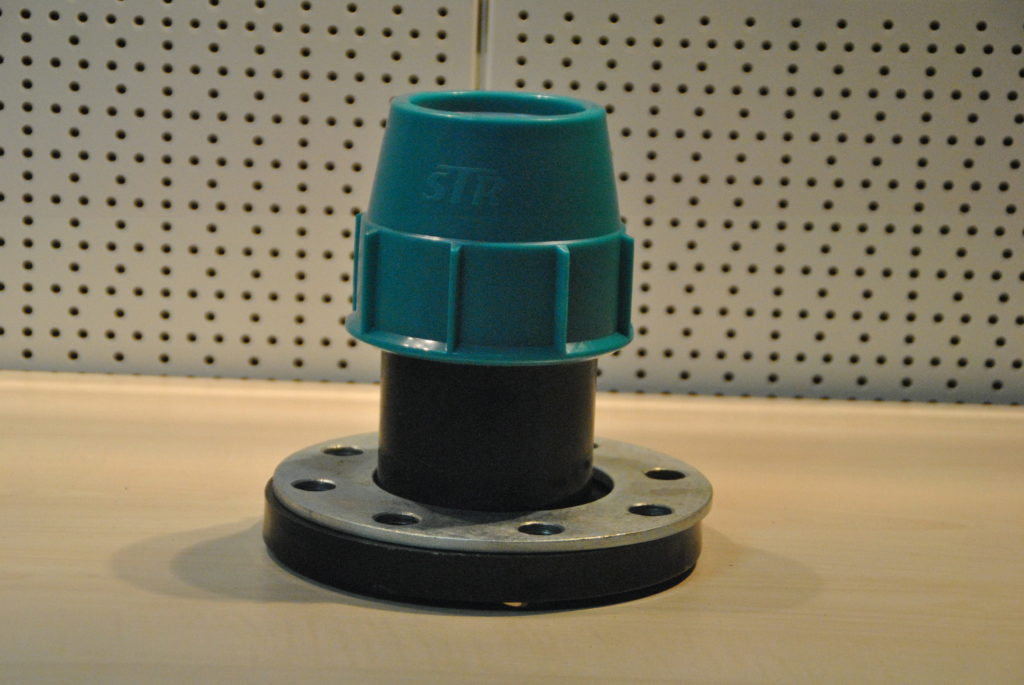
Fém elektrofúziós szerelvények
A fém csatlakozókat két formátumban gyártják - a menetes csatlakozásokés hegesztéshez. A menetes szerelvények azt feltételezik, hogy végeik külső menetes ill belső menet. De a hegesztett idom végei nem tartalmaznak mást, mint letöréseket, amelyek segítségével sokkal könnyebb a hegesztési varrat kialakítása, ugyanakkor a PE100-as szerelvények fő része magába a vezetékbe van beépítve. egy tompa vagy átlapoló ízület.
Az első lehetőségnél feltételezzük, hogy a cső és az idom a végüknek megfelelően illeszkedik, vagyis az összekötő elemek külső részének meg kell egyeznie a cső átmérőjével.
De a második lehetőség azt jelenti, hogy a csövet be kell helyezni a szerelvénybe. Vagyis ehhez az elem belső átmérője és a csőben lévő külső átmérője közötti megfelelés szükséges.
Másrészt mindegyik opciónak azonos a folytatása - a csatlakozást elektromos íves vagy argoníves hegesztéssel, rutilelektródával hegesztik. Ugyanakkor az argon-íves csövek hegesztési technológiája számos előnnyel rendelkezik, mivel sokkal jobb hegesztési varratokat tesz lehetővé a hagyományos elektromos ívhegesztéshez képest.
Elektrofúziós szerelvények polietilénből
Mint tudják, a polimer csővezetéknek sok előnye van a sokoldalúsága és az elektromos hegesztett csatlakozóelemek használatának lehetősége miatt. És mindenekelőtt egy ilyen HDPE-szerelvényt olyan csővezetékekre szerelnek fel, amelyeket alacsony nyomású anyagok felhasználásával gyártanak.

Az elektrohegesztett HDPE idom kétféle beépítéshez is kapcsolódik - tompa és átfedés. Ez figyelembe veszi a polietilén csövek hőre lágyuló tulajdonságait, vagyis a végpontok közötti szereléskor forrasztópákát használnak, és mindegyik elemet speciális bilinccsel kell rögzíteni. Egyébként az átfedő kötéseket ugyanúgy alakítják ki, de ehhez a csőcsatlakozást speciális kaliberrel előmelegítik, majd a felmelegített csövet a HDPE idomba nyomják.
Ugyanakkor mind az egyik, mind a másik módszer alkalmazása ugyanazon az alapon történik fizikai hatások- a polimer láncok molekuláris szinten tönkremennek, amihez az anyagot 170 fokra kell melegíteni, ami után a polimer lehűlésekor új kötések jönnek létre. Ennek eredményeként a HDPE elektromos hegesztés befolyásolja a molekuláris szintet, így egy ilyen kapcsolat olyan erős lesz, mint maga a cső.
Csatlakozók elektromos elemmel
A fent leírt beépítési mód azt jelenti, hogy a csőhegesztéshez speciális forrasztópákákat kell használni, amelyek felmelegítik magát az érintkezési felületet. Azonban a segítséggel modern technológiák elvetheti az ilyen terjedelmes berendezésekkel való munkavégzés szükségességét, csak a PE100 elektromos szerelvényt kell használnia. Az ilyen szerelvény és a hagyományos elektrofúziós elem közötti különbség abban rejlik, hogy belső fűtőeleme van.
Vagyis a hegesztési folyamat, amikor átfedés történik, magukon a polietilén elemeken belül történik. Ebben az esetben tulajdonképpen ugyanarról a technológiáról fogunk beszélni, mint a forrasztásnál - a könnyűötvözet elem együtt melegíti a csőréteget Belső tér illesztés, és a hőmérséklet csökkenése után több új polietilén lánc képződik a cső és az idom molekulái között.

Ennek eredményeként a PE100 elektrofitting használata során csőhegesztés polietilénből, garanciával a kívánt eredményt adják ki, valamint nem nyomásos vagy nyomásos típusú vezetékek szerelésekor, sőt összeszereléskor is ipari csővezeték, amelyhez a legnagyobb szilárdságú csövek szükségesek (gázzal vagy kémiailag aktív anyagokkal dolgozva).
Nos, magának az elektromosan hegesztett PE100-nak vannak ilyen fontos előnyei:
- Ilyen HDPE 100-as szerelvény bármelyik polietilén csőre felszerelhető, melynek külső átmérője 20-400 milliméter.
- Az ilyen szerelvényekben létrehozott varratok akár 16 légköri erőt is képesek ellenállni.
- Polietilén HDPE szerelvények szinte minden vegyszerrel szemben közömbösek, így ez a csatlakozás a műszaki vagy ivási célokra használt csövek esetében is releváns lesz.
- A hegesztési varratokban lévő nagy szilárdsági mutatók miatt a csővezeték elég komoly hidraulikus ütéseknek is ellenáll.
- Az átmérők széles skálája miatt a HDPE idomok szinte minden SDR17 csőhöz használhatók.
- Minden PE100-as szerelvény több szabványos kivezetéssel rendelkezik, amelyek az elem testébe ágyazott olvadó elemekkel vannak csatlakoztatva. Ezért a PE100 szerelvény beszerelése során szabványos hegesztőáram-generátorokat használhat.
Hogyan történik a 110-es elektrofúziós szerelvény felszerelése?
A HDPE típusú idomok hegesztésének megkezdése előtt magának az összekötő elemnek, a hegesztőgépnek és az SDR17 csöveknek az előkészítése szükséges. Ezt a következőképpen teheti meg:
- Az SDR17 csövet úgy kell levágni, hogy a központi tengellyel bezárt szöge 90 fok legyen. A PE100-as vasalat vége is merőleges, ezt a gyártó vezérli, így nincs szükség az összekötő elemek levágására.
- Az SDR17 végfelületének megmunkálása után az egyik éléről letörést távolítunk el speciális szerszámok- Bevelers.
- Az SDR17-et be kell írni a PE100-ba, és a merülési mélységjelzőt jelölővel kell rögzíteni. Ez a jelölés a hegesztett kötés összeszerelésének megkönnyítése érdekében szükséges.
- Ezután már csak az SDR17 csövet, valamint a HDPE idomot kell letörölni, mindig valamilyen oldószerrel - a jövőbeni hegesztőmedencék zsírtalanítására.
Érdemes megjegyezni, hogy ezt a műveletet kétszer kell elvégezni, mivel az SDR17 hegesztett telepítése esetén feltételezhető, hogy a csöveket egyidejűleg kell rögzíteni - mind a szerelvény 110 bemeneti és kimeneti részén. Nos, maga a hegesztés a következő módon történhet:
- Az SDR17-et a jelölés helyén a 110-es szerelvénybe kell rögzíteni, és ugyanezt a manipulációt a 110 másik végétől kell elvégezni.
- Ezt követően egy speciális eszközben rögzítik a csövet, amelynek figyelnie kell, hogy a 110-es idom és a csővezetékben lévő bejövő-kimenő ágak aránya mennyire igaz.
- Ezután egy hegesztőberendezést kell felszerelni a 110-es szerelvény kapcsaira. A blokkjában az alkatrészek átmérőjére és vastagságára vonatkozó információk vannak megadva. Ezeket az adatokat egyébként a hegesztett kötések kialakítása során lehet beállítani, ami a cső és a 110-es idom méretei alapján kerül kiszámításra.
- Miután befejezte ezeket a manipulációkat, a készülék bemelegítési módban kapcsol be, és fél óra múlva kikapcsol a már kész részekből. Ugyanakkor a fűtési időszakban tilos mind a 110-es szerelvényhez, mind a csövekhez hozzányúlni.
A transzformátor és a pozicionáló eltávolítása után a konstrukció késznek tekinthető, és jól használható. A hegesztési paramétereket közvetlenül a tengelykapcsolón tekintheti meg. Van egy vonalkód matrica, ami mindent tartalmaz szükséges információ. Ennek megfelelően konfigurálhatja a hegesztőgépet.