Elektrofuzijske spojke za polietilenske cevi: vrste, prednosti, način namestitve. Montaža cevi HDPE z uporabo elektrofuzijskih fitingov
Elektrofuzijske armature ali armature z vgrajeno elektro grelni element uporablja se pri vgradnji vodovodnih sistemov za različne namene, plinovodov, nepogrešljivi pa so tudi pri nujnih popravilih.
Elektrofuzijski priključki za HDPE cevi so naslednjih vrst:
Če želite izvedeti cene za elektrofuzijske armature, pustite zahtevo na naši spletni strani in naši menedžerji vam bodo svetovali o vseh vprašanjih.
Montaža cevi HDPE z uporabo elektrofuzijskih fitingov
Naša ponudba vključuje elektrofuzijske armature najboljših svetovnih proizvajalcev: Georg Fischer Piping Systems Ltd(Švica), AGRU(Avstrija), Elofit(Italija), Plasson doo(Izrael), Frialen(Nemčija), Plastitalia S.p.a.(Italija). Vsi so v skladu z ruskimi standardi kakovosti in imajo celoten paket dokumentov.
Elektrovarjeno sedlo ali električna veja sedla
Obstaja več vrst električnih varjenih sedežev - sedlo z vrtljivo glavo, sedlo z rezalnikom, nega nadglavnega sedla, sedlo z vzajemnim spodnjim delom itd. Ponujamo vam nakup električnih varjenih sedežev katere koli konfiguracije, kot standardnih ne velik premer, in sedlastih vej velikega premera do 2000 mm.
Najbolj priljubljena so električno varjena sedla 110x63, 160x63, 225x63.
Poleg tega ponujamo nakup delov glave 63x32 z rezalnikom za električno varjena sedla. Tak naglavni del elektro varjenega sedla je vrtljiv, kar pomeni, da lahko določite smer cevi pred varjenjem, prav tako pa taka vrtljiva glava omogoča rezanje v PE cev, ki je pod pritiskom, tako v plinovod kot v vodovodno cev.
Elektrofuzijski vtič
Elektrovarjen čep se uporablja za zapiranje tlačnega plinovoda ali oskrbe z vodo. Kot električno varjeni čepi se običajno uporabljajo čepi 32 mm, 63 mm, 90 mm in 110 mm, čepi s premerom 160 mm, 225 mm, 315 mm in večjimi pa se običajno uporabljajo lite, z uporabo stroja za čelno varjenje cevi HDPE med njihova namestitev ali z uporabo električnih varjenih spojk.
 Elektrovarjena PND spojka je najbolj nepogrešljiv element cevovoda, saj polietilenska elektrofuzijska spojka povezuje cevi med seboj, elektrovarjena HD spojka pa povezuje oblikovane in segmentne spojke s HDPE cevmi.
Elektrovarjena PND spojka je najbolj nepogrešljiv element cevovoda, saj polietilenska elektrofuzijska spojka povezuje cevi med seboj, elektrovarjena HD spojka pa povezuje oblikovane in segmentne spojke s HDPE cevmi.
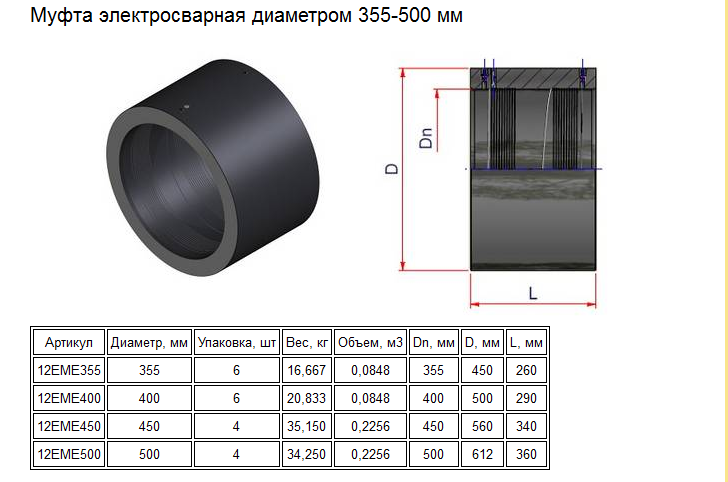
Danes tovarne proizvajajo elektrofuzijske sklopke pe100, praviloma je to bodisi elektrofuzijska sklopka pe100 sdr11 ali elektrofuzijska sklopka pe100 sdr17.
Ponujamo vam nakup elektrofuzijskih spojk različnega premera(od 20 mm do 1200 mm). V našem asortimanu imamo samo visokokakovostne elektrofuzijske spojke PE 100 vodilnih evropskih proizvajalcev.
Elektrofuzijske spojke so nepogrešljive pri popravilu poškodovanega dela cevovoda. Izrežemo odsek poškodovanega PE cevovoda, na primer s premerom 110 mm. Vzamemo dve elektrofuzijski spojki 110 mm in nov kos cevi. 110 mm elektrofuzijski nastavek se potisne na cev in nato nova cev vstavljene namesto stare poškodovane spojke HDPE premaknemo in zavarimo z varilno spojno napravo.
Pogosto se uporablja tudi elektrofuzijska sklopka 160 mm, 225 mm in 315 mm.
Veja elektrofuzije
 Pri vgradnji PE cevi se pogosto uporablja elektrovarjena veja. V našem asortimanu električno varjeno koleno 90 in električno varjeno koleno 45 stopinj. Odcep pe elektrovarjen se zgodi od 20 mm do 225 mm. Praviloma je to izhod električno varjenega pe100 sdr11.
Pri vgradnji PE cevi se pogosto uporablja elektrovarjena veja. V našem asortimanu električno varjeno koleno 90 in električno varjeno koleno 45 stopinj. Odcep pe elektrovarjen se zgodi od 20 mm do 225 mm. Praviloma je to izhod električno varjenega pe100 sdr11.
Prehodna elektrofuzija ali redukcija
Električno varjena prehodna spojka ali prehod z vgrajenim grelnikom (prehod ZN) se uporablja, če je treba preklopiti z enega premera cevi na drugega.
Na primer, veliko povpraševanje po električno varjenem prehodu 110x63, 63x32, 160x110 mm.
Elektrovarjen ali T-Te z vgrajenim grelcem (Tee ZN).
Praviloma lahko danes v prodaji najdete električno varjen tee PE100. Na voljo je enakostranični elektrovarjen T, lahko pa kupite tudi elektrovarjen reducirni T. Pri nas je možen nakup tee elektrovarjenega PE100 SDR11 in PE100 SDR17.
Elektrovarjene spojke za vgradnjo vodo/plinovodov različnih premerov. Material izdelave: polietilen nizek pritisk HDPE (PE 100). Na voljo sta sklopki SDR 17 in SDR 11. Območje delovnega tlaka (PN) od 6 do 16 atmosfer. Standardne velikosti DN (OD) od 20 do 1200 mm. Izdelki so v skladu z GOST: R ISO 12176-2-2011.
V katalogu podjetja Truba-Plast» PND elektrofuzijske spojke za povezovanje polietilenskih vodovodnih in plinovodov iz PE 100 in PE 80 so predstavljene po nizki ceni. Izdelki so certificirani po standardih ISO in GOST.
Značilnosti:
- zunanji premer priključne cevi: od OD 25 do OD 1200 mm;
- SDR (razmerje med premerom in steno) spojke: 7,4, 11, 17 (možna je vgradnja cevi s tanjšo steno, SDR 41, 33, 21, 17,6 itd.)
- sponke: 4 mm;
- največja varilna napetost: 40 V;
- delovni tlak: od 6 do 16 atmosfer.
Spojke se lahko uporabljajo pri popravilu ali gradnji cevovodov.
Tehnologija varjenja
Postopek varjenja HDPE elektrofuzijskih spojk poteka v več fazah:
- Rezanje koncev cevi.
- Odstranjevanje zgornje plasti cevi s strgalom na spojih.
- Razmaščevanje cevi in spojnih površin
- Zmanjšanje premera cevi s sponko za prost vstop v sklopko.
- Povezava varilnik, ki bere informacije iz črtne kode sklopke. Oprema samodejno nastavi zahtevano napetost in čas.
- Ohladite (traja 20 minut).
Indikator označuje konec postopka varjenja. Za preverjanje tesnosti spojev je treba na spoje nanesti peno in v notranjost vnesti stisnjen zrak. Dokaz za pravilno izvedeno navodilo je odsotnost mehurčkov na peni.
Prednosti
Spojke imajo naslednje lastnosti:
- pomanjkanje predgrevanja skrajša čas namestitve;
- namestitev na težko dostopnih mestih;
- odpornost na poškodbe in kemikalije;
- delovanje pri temperaturnem območju od -20 do +50 stopinj;
- enostavno odstranljiv omejevalnik.
Vzorci vsake serije delov se testirajo glede trdnosti in varljivosti. Dokaz o kakovosti je potrdilo, ki ga izda ob nakupu blaga.
Za več informacij o elektrofuzijskih spojkah za HDPE cevi se obrnite na Truba-Plast» po telefonu ali preko obrazca za povratni klic.
PE spojka
Elektrofuzijske spojke so glede na namen razdeljene v več kategorij. Vsak od njih je opremljen z električno grelno napravo, ki je vgrajena v sklopko. To dejstvo olajša varjenje polietilenske cevi ali drugih materialov med seboj.
Kaj so elektrofuzijske spojke za polietilen
Montaža cevovodov in omrežij se izvaja z uporabo armatur. Uporabljajo se v naslednjih primerih:
- med obsežno gradnjo plinovoda;
- v sistemih, kot tudi oskrba z vodo z industrijsko vodo;
- pri prevozu različnih kemični elementi ki ne pridejo v stik s polietilenom.
Ti izdelki se proizvajajo v več konfiguracijah. Odvisno je od tega, kakšen premer in velikost sta potrebna za vgradnjo tehničnih izdelkov. Odvisno od tega, ali gre sklopka na vodo ali plin, se bo premer gibal od 20 milimetrov do 3,15 cm, vendar so precej priljubljeni univerzalni materiali ki je našel široka uporaba pri montaži kakršnih koli cevovodov.
 Spojka je elektrovarjena. PE 100 SDR 11 in SDR 17
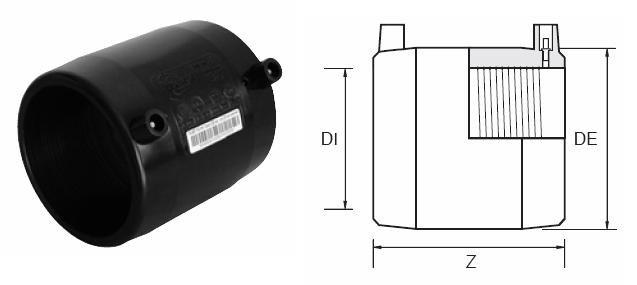
Spojka je elektrovarjena. PE 100 SDR 11 in SDR 17 Struktura izdelkov za elektrofuzijo iz polietilena
Vsi elektrovarjeni materiali so obdarjeni s precej zapleteno strukturo. Spirala, ki je notri, je izdelana iz posebne zlitine. Odbija sorto, ki je nastala med delovanjem. Poleg tega spirala služi kot nekakšno merilo za kakovostno varjenje. Ker zlitina tuljave ne prenaša toplote na zunanje komponente - varilna dela na elektrofuzijskih sklopkah hitro in brez težav. Izhod je ena trdna naprava.
 spojka za varjenje polietilenskih cevi
spojka za varjenje polietilenskih cevi Glavne prednosti in slabosti elektrofuzijskih spojk, zasnovanih za polietilen
1. Takšne spojke bodo služile vsaj 50 let.
2. Dostopnost za splošno populacijo.
3. Za delo in montažo konstrukcije na nedostopnih območjih polaganja cevi ni omejitev.
4. Komponente, ki so zaradi svoje vsestranskosti primerne za vse oblike polietilenskih cevi.
5. Popolna zbirka vseh delov naprave, izvedena v nekaj urah.
6. Cevovodne naprave, izdelane s sodelovanjem elektrofuzijskih spojk, so še posebej trpežne in zanesljive.
7. zagotoviti skrajšano obdobje montaže.
 elektrofuzijska sklopka
elektrofuzijska sklopka Toda poleg precejšnjih prednosti sklopke vključujejo tudi več pomanjkljivosti, ki so včasih pri delu s takšnim materialom nekoliko omejene:
1. Če je spoj na cevi izpostavljen alkalnemu ali kislemu okolju, lahko ta dejavnik izjemno negativno vpliva na uporabljeni material.
2. Ne prenesejo visok pritisk v delovnem stanju.
3. Ne morete jih uporabljati v ogrevalnih sistemih in pri oskrbi vroča voda, saj je več kot 40 stopinj Celzija zanje usodno.
Vendar pa so vse zgoraj navedene pomanjkljivosti delov zaradi njihovih lastnosti, kot so trdnost in enostavnost namestitve, izbrisane. In vsako leto se obseg njihove uporabe le širi.
 Za povezavo cevi med seboj in s PE fitingi se uporablja elektrofuzijska spojka za cevi iz polietilena HDPE.
Za povezavo cevi med seboj in s PE fitingi se uporablja elektrofuzijska spojka za cevi iz polietilena HDPE. Kako poteka namestitev z uporabo električno varjenih delov
Inštalacijska dela se izvajajo s oddajo električni tok na grelnem delu, ki je v spojkah z vgrajenimi grelnimi deli. Naslednje zvišanje temperature daje notranje stene izdelki in deli cevovoda so spajkani, zaradi česar se oblikuje meja, ki ima popolno tesnjenje in visokokakovostno spajkanje materiala.
Sama namestitev s pomočjo armatur vključuje naslednje elemente:
- od samega začetka cev, na katero je treba priključiti splošna zasnova jasno rezati pod pravim kotom. Strogo je prepovedano puščanje kakršnih koli izboklin in hrapavosti. Po enakomernem rezu se izdelek očisti iz oprijete umazanije;
- nadalje se rezalna točka skrbno očisti s posebnim tehničnim orodjem. Hkrati se opazuje premer za vstop v elektrofuzijsko armaturo.Po tem je treba vse vezne dele razmastiti, za kar uporabimo kos čiste krpe z acetonom ali drugim topilom;
- strani, namenjene varjenju, so skrbno pritrjene. Pri nekaterih modifikacijah fitingov so ti pritrdilni elementi že prisotni, v katere se nato vstavijo konci polietilenskih cevi. Ne smemo pozabiti, da razdalja med cevmi, ki jih je treba variti, na sredini sklopke nikakor ne sme presegati debeline sten polietilenske cevi;
- varilna dela se izvajajo za dosledno povezavo cevi. Varjenje poteka samodejno, pametna naprava lahko samostojno nastavi temperaturo na ustrezno te vrste varjenje poleg tega nastavite odstotek napetosti in časovno omejitev varjenja. Pri tem so varilni terminali povezani s kontakti električnega varilnega odseka, vse informacije iz črtne kode pa se samodejno prenašajo. Vse elektrofuzijske sklopke imajo to kodo;
- takoj ko so varilna dela zaključena, se spoji takoj preverijo. Biti morajo popolnoma zaprti. Za preverjanje je treba spoje namiliti in nato skozi cev dovajati stisnjen zrak.
Da bi vgrajeni sistem služil dlje časa, morajo delo opraviti usposobljeni mojstri. Če se v procesu uporabljajo elektrovarjene spojke, zasnovane posebej za polietilenske cevovode, potem na izhodu dobimo močno in monolitno strukturo.
 elektrofuzijska sklopka sdr17
elektrofuzijska sklopka sdr17 Na katerih področjih so bile uporabljene elektrofuzijske spojke?
Zaradi dejstva, da se namestitev takšnih povezav izvede dovolj hitro, so preprosto nepogrešljivi za nujna in nujna dela. Če pri gradnji cevovoda povečane zahtevnosti ni mogoče uporabiti drugih elementov za čelno varjenje, se uporabljajo spojke. In vgrajena spirala v elektrofuzijskih spojkah omogoča izvedbo namestitve v težkih pogojih, na primer v jarkih.
 Spojka elektrovarjena PE100 SDR17
Spojka elektrovarjena PE100 SDR17 Delovni tlak: 6 bar Plin - 10 bar Voda
SDR 17
Vrsta polietilena: PE100
Katere elektrofuzijske spojke izbrati
Strokovnjaki svetujejo nakup italijanskih, nemških in avstrijskih spojk. Izdelki teh držav so se dobro izkazali. Znani proizvajalci ne izdelujejo okovje iz različnih sekundarnih surovin, kar seveda pozitivno vpliva na kakovost elementov. Vredno je biti pozoren na ruske proizvajalce, katerih podrobnosti so široko zastopane na domačem trgu.
 Elektrofuzijska sklopka PE 100 SDR 11
Elektrofuzijska sklopka PE 100 SDR 11 Delovni tlak: 10 bar Plin - 16 bar voda,
SDR: 11
Polietilen: PE100
 elektrofuzijska polietilenska spojka
elektrofuzijska polietilenska spojka  elektrofuzijska sklopka 63
elektrofuzijska sklopka 63 Povzetek
Če se v bližnji prihodnosti načrtuje namestitev in popravilo cevovoda ali nekaterih njegovih odsekov, bo nakup spojk z vgrajenim grelnim elementom prava odločitev. Navsezadnje vsi želijo dobiti zanesljivo, močno in trajno strukturo, ki ne zahteva dodatnih naporov pri vzdrževanju.
V tem članku boste izvedeli, kaj je elektrofuzijski priključek za polietilenske cevi. Kako variti HDPE fitinge. Kaj je elektrovarjen HDPE priključek in njegov vmesnik.
Elektrofuzijska sklopka se uporablja pri oblikovanju integralnega odseka v cevovodu. Hkrati so v večini primerov elementi linije nameščeni za varjenje, ob upoštevanju najbolj obremenjenih odsekov, ki imajo poseben seznam zahtev za čelni spoj.
Zaradi električnih varilnih šivov je mogoče zagotoviti najbolj trden spoj na spoju, saj doseže približno 90-95 odstotkov celotnega monolita. Zato to tehnologijo priklop je postal tako priljubljen pri vgradnji cevi, tako kovinskih kot polietilenskih.
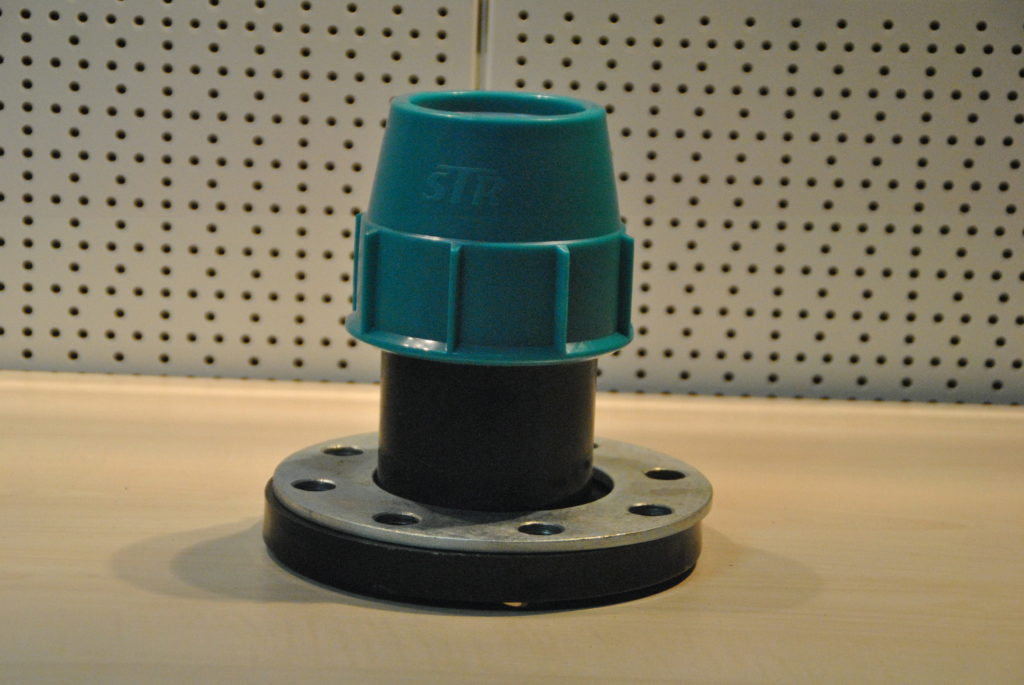
Kovinske elektrofuzijske armature
Kovinski konektorji se proizvajajo v dveh formatih - za navojne povezave in za varjenje. Navojni okovi predvidevajo, da bodo njihovi konci navojni zunanji oz notranji navoj. Toda konci varjenega okovja ne vključujejo nič drugega kot posnetke, s pomočjo katerih je veliko lažje oblikovati varilni šiv. Hkrati je glavni del okovja za PE100 nameščen v sami liniji z uporabo čelna ali prekrivna povezava.
Pri prvi možnosti se predvideva, da bosta cev in okovje spojena v skladu s svojimi konci, to pomeni, da mora biti zunanji del povezovalnih elementov enak premeru cevi.
Toda druga možnost pomeni, da je cev vstavljena v fiting. To pomeni, da je za to potrebno ujemanje med notranjim premerom elementa in zunanjim - v cevi.
Po drugi strani pa ima vsaka od teh možnosti enako nadaljevanje - spoj je varjen z elektrooločnim ali argonskim varjenjem z rutilno elektrodo. Hkrati ima argon-obločna tehnologija za varjenje cevi veliko prednosti, saj omogoča veliko boljše zvare v primerjavi s standardnim električnim obločnim varjenjem.
Elektrofuzijske armature iz polietilena
Kot veste, ima polimerni cevovod veliko prednosti zaradi svoje vsestranskosti in zmožnosti uporabe električno varjenih povezovalnih elementov. In najprej je takšen HDPE priključek nameščen na cevovodih, ki so izdelani iz nizkotlačnih materialov.

Elektrovarjen HDPE okov je prav tako povezan z dvema vrstama vgradnje - čelno in prekrivno. To upošteva termoplastične lastnosti polietilenskih cevi, to je pri montaži od konca do konca, uporablja se spajkalnik, vsak od elementov pa je treba držati s posebno objemko. Mimogrede, prekrivajoči se spoji se oblikujejo na enak način, vendar se za to spojka s cevjo predhodno segreje s posebnim kalibrom, po katerem se ogrevana cev pritisne v priključek HDPE.
Hkrati se na podlagi istega izvaja uporaba tako ene kot druge metode fizični učinki- polimerne verige se uničijo na molekularni ravni, kar zahteva segrevanje materiala na 170 stopinj, nato pa nastanejo nove vezi, ko se polimer ohladi. Posledično HDPE električno varjenje vpliva na molekularni nivo, zato bo takšna povezava močna kot sama cev.
Spojke z električnim elementom
Zgoraj opisana metoda namestitve pomeni potrebo po uporabi posebnih spajkalnikov za varjenje cevi, ki bodo segreli samo kontaktno območje. Vendar s pomočjo sodobne tehnologije lahko zavržete potrebo po delu s tako obsežno opremo, le uporabiti morate električni priključek PE100. Razlika med takšnim okovjem in običajnim elektrofuzijskim elementom je v tem, da ima notranji grelec.
To pomeni, da bo postopek varjenja pri prekrivanju potekal znotraj samih polietilenskih elementov. V tem primeru bomo pravzaprav govorili o isti tehnologiji kot pri spajkanju - element iz lahke zlitine segreva plast cevi skupaj z notranji prostor fitinga, po padcu temperature pa bo med molekulami cevi in fitinga nastalo več novih polietilenskih verig.

Posledično pri uporabi elektrookovja PE100 v procesu varjenje cevi iz polietilena, z garancijo je izdan zahtevani rezultat in med montažo netlačnih ali tlačnih vodov in celo med montažo industrijski cevovod, ki zahteva največjo trdnost cevi (delo s plinom ali kemično aktivnimi snovmi).
No, sam električno varjen PE100 ima tako pomembne prednosti:
- Takšen HDPE fiting 100 je mogoče namestiti na katero koli od polietilenskih cevi, katerih zunanji premer je 20-400 milimetrov.
- Šivi, ustvarjeni v takšnih okovjih, lahko prenesejo pritisk do 16 atmosferskih sil.
- Fitingi iz polietilena HDPE so inertni na skoraj vse kemikalije, zato bo ta povezava aktualna tudi za cevi, ki se uporabljajo za tehnične ali pitne namene.
- Zaradi visokih kazalnikov trdnosti v zvarih lahko cevovod prenese precej resne hidravlične udarce.
- Zaradi širokega razpona premerov se HDPE fitingi lahko uporabljajo s skoraj vsako cevjo SDR17.
- Vsak priključek PE100 ima več standardnih sponk, ki so povezani s taljivimi elementi, vgrajenimi v telo samega elementa. Zato lahko pri vgradnji armature PE100 uporabite standardne generatorje varilnega toka.
Kako poteka namestitev elektrofuzijskega priključka 110
Pred začetkom varjenja fitingov tipa HDPE je potrebna priprava samega povezovalnega elementa, varilnega aparata in cevi SDR17. To lahko storite na ta način:
- Cev SDR17 je treba rezati tako, da je njen kot z osrednjo osjo 90 stopinj. Konec okovja PE100 je prav tako pravokoten, to je pod nadzorom proizvajalca, zato povezovalnih elementov ni treba obrezati.
- Ko je končna stran SDR17 obdelana, se z enega od robov odstrani posnetek posebna orodja- poševniki.
- SDR17 je treba vnesti v PE100, indikator globine potopitve pa je treba zabeležiti z markerjem. Ta oznaka je potrebna za lažjo montažo zvarjenega spoja.
- Potem je treba le še obrisati cev SDR17, pa tudi priključek HDPE, vedno z uporabo neke vrste topila - za razmaščevanje prihodnjih zvarnih bazenov.
Omeniti velja, da je treba to operacijo opraviti dvakrat, saj se pri varjeni vgradnji SDR17 predvideva, da morajo biti cevi hkrati pritrjene - tako na vstopnem kot izstopnem delu 110 fitinga. No, samo varjenje se lahko izvede na ta način:
- SDR17 je treba pritrditi v priključek 110 na mestu označevanja, enaka manipulacija pa se izvede z drugega konca 110.
- Po tem se cev pritrdi v posebno napravo, ki naj spremlja, kako resnično je razmerje med priključkom 110 in vhodnimi-odhodnimi vejami v cevovodu.
- Nato je na sponke fitinga 110 nameščena varilna naprava. V njegovem bloku so navedeni podatki o premeru in debelini delov. Mimogrede, te podatke je mogoče nastaviti med oblikovanjem varjenih spojev, ki se izračunajo v skladu z dimenzijami cevi in 110 okovja.
- Po zaključku teh manipulacij se naprava vklopi v načinu ogrevanja in se po pol ure izklopi iz že končanih delov. Hkrati se je med ogrevalnim obdobjem prepovedano dotikati tako fitinga 110 kot cevi.
Po odstranitvi transformatorja in pozicionerja se zasnova šteje za pripravljeno in jo je mogoče uporabiti. Parametre varjenja si lahko ogledate neposredno na spojki. Obstaja nalepka s črtno kodo, ki vsebuje vse potrebne informacije. V skladu z njim lahko konfigurirate varilni stroj.