Индукционно нагряване. Индукционен нагревател - какво е това и как да сглобите устройството сами
От Уикипедия, свободната енциклопедия
В тази статия или раздел има външни препратки, но източниците на отделни твърдения остават неясни поради липсата на бележки под линия.
История на индукционното нагряванеОтваряне електромагнитна индукцияпрез 1831 г. собственост на Фарадей. Когато проводник се движи в полето на магнит, в него се индуцира ЕМП, точно както при движение на магнит, чиито силови линии пресичат проводящата верига. Токът във веригата се нарича индуциран. Изобретенията на много устройства се основават на закона за електромагнитната индукция, включително определящите - генератори и трансформатори, които генерират и разпределят електрическа енергия, която е фундаменталната основа на цялата електрическа индустрия. През 1841 г. Джеймс Джаул (и независимо Емил Ленц) формулират количествена оценка на топлинния ефект на електрическия ток: „Мощността на топлината, отделена на единица обем на средата по време на протичането на електрически ток, е пропорционална на произведението на плътността на електрическият ток и големината на напрегнатостта на електрическото поле” (закон на Джаул - Ленц). Термично действиеиндуциран ток даде повод за търсене на устройства за безконтактно нагряване на метали. Първите експерименти за нагряване на стомана с индуктивен ток са направени от Е. Колби в САЩ. Първият успешно действащ т.нар. Каналната индукционна пещ за топене на стомана е построена през 1900 г. от Benedicks Bultfabrik в Gysing, Швеция. В уважаваното списание от онова време "ИНЖЕНЕРЪТ" на 8 юли 1904 г. се появи известният, където шведският изобретател инженер F. A. Kjellin говори за своето развитие. Пещта се захранваше от монофазен трансформатор. Топенето се извършва в тигел под формата на пръстен, металът в него е вторичната намотка на трансформатор, захранван от ток от 50–60 Hz. Първата пещ с мощност 78 kW е пусната в експлоатация на 18 март 1900 г. и се оказва много неикономична, тъй като капацитетът на топене е само 270 kg стомана на ден. Следващата пещ е произведена през ноември същата година с мощност 58 kW и капацитет 100 kg за стомана. Пещта показа висока рентабилност, капацитетът на топене беше от 600 до 700 кг стомана на ден. Но износването на облицовката поради термични колебания се оказа на неприемливо ниво и честите смени на облицовката намалиха резултатната ефективност. Изобретателят стигна до заключението, че за максимална производителност на топене е необходимо да се остави значителна част от стопилката по време на изхвърлянето, което избягва много проблеми, включително износване на облицовката. Този метод за топене на стомана с остатък, който започва да се нарича "блато", е оцелял и до днес в някои отрасли, където се използват пещи с голям капацитет. През май 1902 г. е пусната в експлоатация значително подобрена пещ с капацитет 1800 kg, дренажът е 1000–1100 kg, балансът е 700–800 kg, мощността е 165 kW, капацитетът за топене на стомана може да достигне до 4100 кг на ден! Подобен разход на енергия от 970 kWh/t впечатлява със своята ефективност, която не отстъпва много на съвременната производителност от около 650 kWh/t. Според изчисленията на изобретателя, от консумация на енергия от 165 kW, 87,5 kW са отишли в загуби, полезни термична мощностбеше 77,5 kW, беше получена много висока обща ефективност от 47%. Рентабилността се обяснява с дизайна на пръстена на тигела, който позволява да се направи многооборотен индуктор с нисък ток и високо напрежение - 3000 V. Съвременните пещи с цилиндричен тигел са много по-компактни, изискват по-малко капиталови инвестиции, по-лесни са да работят, оборудвани с много подобрения за сто години от тяхното развитие, но ефективността е увеличена незначително. Вярно е, че изобретателят в публикацията си пренебрегна факта, че електроенергията се плаща не за активна мощност, а за пълна мощност, която при честота 50–60 Hz е приблизително два пъти по-висока от активната мощност. И в модерни фурниреактивната мощност се компенсира от кондензаторна батерия. С изобретението си инженерът F. A. Kjellin постави началото на развитието на индустриални канални пещи за топене на цветни метали и стомана в индустриалните страни на Европа и Америка. Преходът от 50–60 Hz канални пещи към модерни високочестотни тигелни пещи продължи от 1900 до 1940 г. Принцип на действиеИндукционното нагряване е нагряване на материали чрез електрически токове, които се индуцират от променливо магнитно поле. Следователно това е нагряването на продукти, изработени от проводящи материали (проводници) от магнитното поле на индуктори (източници на променливи магнитно поле). Индукционното нагряване се извършва по следния начин. Електропроводим (метал, графит) заготовка се поставя в така наречения индуктор, представляващ една или повече навивки от тел (най-често медна). Мощни токове се индуцират в индуктора с помощта на специален генератор различна честота(от десетки Hz до няколко MHz), в резултат на което около индуктора възниква електромагнитно поле. Електромагнитното поле индуцира вихрови токове в детайла. Вихровите токове нагряват детайла под действието на джаулова топлина. Системата индуктор-заготовка е трансформатор без ядро, в който индукторът е първичната намотка. Заготовката е, така да се каже, вторична намотка, късо съединение. Магнитният поток между намотките се затваря във въздуха. На висока честота вихрови течениясе изместват от образуваното от тях магнитно поле в тънките повърхностни слоеве на детайла Δ (скин ефект), в резултат на което тяхната плътност рязко се увеличава и детайлът се нагрява. Подлежащите слоеве на метала се нагряват поради топлопроводимостта. Не силата на тока е важна, а високата плътност на тока. В слоя на кожата Δ плътността на тока се увеличава пъти спрямо плътността на тока в детайла, докато 86,4% от топлината от общото топлоотделяне се отделя в скин-слоя. Дълбочината на кожния слой зависи от честотата на излъчване: колкото по-висока е честотата, толкова по-тънък е кожният слой. Това също зависи от относителната магнитна проницаемост μ на материала на детайла. За желязо, кобалт, никел и магнитни сплави при температури под точката на Кюри μ има стойност от няколко стотици до десетки хиляди. За други материали (стопилки, цветни метали, течни нискотопими евтектики, графит, електропроводима керамика и др.) μ е приблизително равно на единица. Формула за изчисляване на дълбочината на кожата в mm: , където μ 0 = 4π⋅10 −7 - магнитна константа H/m, ρ - специфично електрическо съпротивление на материала на детайла при температурата на обработка, Ohm * m, f- честота на електромагнитното поле, генерирано от индуктора, Hz. Например, при честота от 2 MHz, дълбочината на кожата за медта е около 0,25 mm, за желязото ≈ 0,001 mm. Индукторът се нагрява много по време на работа, тъй като абсорбира собствената си радиация. В допълнение, той абсорбира топлинното излъчване от горещ детайл. Те правят индуктори от медни тръби, охлаждани с вода. Водата се подава чрез засмукване - това гарантира безопасност в случай на изгаряне или друго разхерметизиране на индуктора. Приложение
Предимства
недостатъци
Левитационно нагряванеУреди за индукционно нагряванеГенератори на индукционен токНагревателният индуктор е индуктор, който е част от работната осцилаторна верига с компенсираща кондензаторна банка. Изграждането на веригата се извършва или с помощта на електронни тръби, или с помощта на полупроводникови електронни ключове. При инсталации с работна честота до 300 kHz се използват инвертори на IGBT модули или MOSFET транзистори. Такива инсталации са предназначени за отопление на големи части. За нагряване на малки части се използват високи честоти (до 5 MHz, обхват на средни и къси вълни), високочестотни инсталации са изградени върху електронни тръби. Също така, за отопление на малки части, високочестотните инсталации са изградени на MOSFET транзистори за работни честоти до 1,7 MHz. Контролът и защитата на транзисторите при по-високи честоти представлява определени трудности, така че настройките за по-висока честота все още са доста скъпи. Индукторът за нагряване на малки части е малък и има малка индуктивност, което води до намаляване на качествения фактор на работния колебателен кръг при ниски честоти и намаляване на ефективността, а също така представлява опасност за главния осцилатор (при ниски честоти , индуктивното съпротивление на индуктора (намотка на осцилаторната верига) е малко и късо съединение в намотката (индуктор). Качественият фактор на осцилаторната верига е пропорционален на L / C, осцилаторната верига с нисък качествен фактор е много слабо "изпомпва" с енергия. За да се увеличи коефициентът на качество на осцилаторната верига, се използват два начина:
Тъй като индукторът работи най-ефективно при високи честоти, индукционното нагряване получи индустриално приложение след разработването и началото на производството на мощни генераторни лампи. Преди Първата световна война индукционното нагряване беше с ограничена употреба. По това време като генератори се използват високочестотни машинни генератори (работи на V.P. Vologdin) или инсталации с искров разряд. Веригата на генератора може по принцип да бъде всяка (мултивибратор, RC генератор, генератор с независимо възбуждане, различни генератори за релаксация), работещи върху товар под формата на индукторна намотка и с достатъчна мощност. Също така е необходимо честотата на трептенията да е достатъчно висока. Например, за да се "отреже" стоманена тел с диаметър 4 mm за няколко секунди, е необходима осцилационна мощност от най-малко 2 kW при честота от най-малко 300 kHz. Изберете схема за следните критерии: надеждност; стабилност на колебанията; стабилност на мощността, отделена в детайла; лекота на производство; лекота на настройка; минимален брой части за намаляване на разходите; използването на части, които общо водят до намаляване на теглото и размерите и др. В продължение на много десетилетия индуктивен триточков генератор се използва като генератор на високочестотни трептения ( генератор на Хартли, генератор с автотрансформатор обратна връзка, верига на индуктивен контурен делител на напрежение). Това е самовъзбуждаща се паралелна захранваща верига за анода и честотно-селективна верига, направена на осцилаторна верига. Използва се успешно и продължава да се използва в лаборатории, бижутерски работилници, промишлени предприятия, както и в любителската практика. Например по време на Втората световна война на такива инсталации е извършено повърхностно втвърдяване на ролките на танка Т-34. Недостатъци от три точки:
Под ръководството на Бабат, Лозински и други учени бяха разработени дву- и триверижни генераторни вериги с по-висока ефективност (до 70%), както и по-добро задържане работна честота. Принципът на тяхното действие е следният. Поради използването на свързани вериги и отслабването на връзката между тях, промяната в индуктивността на работната верига не води до силна промяна в честотата на веригата за настройка на честотата. Радиопредавателите са конструирани по същия принцип. Съвременните високочестотни генератори са инвертори, базирани на IGBT модули или мощни MOSFET транзистори, обикновено направени по мостова или половин мостова схема. Работят на честоти до 500 kHz. Портите на транзисторите се отварят с помощта на система за управление на микроконтролер. Системата за управление, в зависимост от задачата, ви позволява автоматично да държите:
Например, когато магнитен материал се нагрее над точката на Кюри, дебелината на кожния слой се увеличава рязко, плътността на тока пада и детайлът започва да се нагрява по-лошо. също изчезват магнитни свойстваматериал и процесът на обръщане на намагнитването спира - детайлът започва да се нагрява по-лошо. Проблемът с индукционното нагряване на детайли, изработени от магнитни материали:Ако инверторът за индукционно нагряване не е автоосцилатор, няма верига за автонастройка и работи от външен главен осцилатор (с честота, близка до резонансната честота на осцилаторната верига "индуктор - компенсираща кондензаторна банка"). В момента, в който детайл от магнитен материал се въведе в индуктора (ако размерите на детайла са достатъчно големи и съизмерими с размерите на индуктора), индуктивността на индуктора рязко се увеличава, което води до рязко намаляване на собствена резонансна честота на колебателния кръг и нейното отклонение от честотата на главния осцилатор. Веригата излиза от резонанс с главния осцилатор, което води до увеличаване на нейното съпротивление и рязко намаляване на мощността, предавана към детайла. Ако мощността на уреда се управлява от външно захранване, тогава естествената реакция на оператора е да увеличи захранващото напрежение на уреда. Когато детайлът се нагрее до точката на Кюри, неговите магнитни свойства изчезват, естествената честота на осцилаторната верига се връща обратно към честотата на главния осцилатор. Съпротивлението на веригата рязко намалява, консумацията на ток рязко се увеличава. Ако операторът няма време да премахне повишеното захранващо напрежение, устройството прегрява и се поврежда. Ако устройството е оборудвано автоматична системаконтрол, тогава системата за управление трябва да следи прехода през точката на Кюри и автоматично да намали честотата на главния осцилатор, като го регулира до резонанс с осцилаторната верига (или да намали подаваната мощност, ако промяната на честотата е неприемлива). Ако се нагряват немагнитни материали, горното няма значение. Въвеждането на заготовка от немагнитен материал в индуктора практически не променя индуктивността на индуктора и не измества резонансната честота на работния колебателен кръг и няма нужда от система за управление. Ако размерите на детайла са много по-малки размерииндуктор, тогава той също не измества значително резонанса на работната верига. индукционни печкиИндукционна печка- кухненска електрическа печка, която загрява метални съдове с индуцирани вихрови токове, създадени от високочестотно магнитно поле с честота 20-100 kHz. Такава печка има по-висока ефективност в сравнение с нагревателните елементи на електрическите печки, тъй като по-малко топлинаотива за загряване на корпуса и освен това няма период на ускоряване и охлаждане (когато енергията, генерирана, но неусвоена от съдовете, се губи). Индукционни топилни пещиИндукционни (безконтактни) пещи за топене - електрически фурниза топене на метали, при които нагряването се получава поради вихрови токове, възникващи в метален тигел (и метал), или само в метал (ако тигелът не е направен от метал; този метод на нагряване е по-ефективен, ако тигелът е лошо изолиран). Забележки
Вижте същоНапишете отзив за статията "Индукционно отопление"ВръзкиЛитература
Откъс, характеризиращ индукционното нагряване- Е, графиньо! Какво ще бъде saute au madere [соте в Мадейра] от глухарчета, ma chere! Опитах; Дадох хиляда рубли за Тараска не за нищо. Разходи!Той седна до жена си, храбро подпирайки ръце на коленете си и разрошвайки сивата си коса. - Какво искате, графиньо? - Ето какво, приятелю - какво цапаш тук? - каза тя, сочейки жилетката. „Това е соте, нали“, добави тя, усмихвайки се. - Ето как стоят нещата, графе: трябват ми пари. Лицето й стана тъжно. - О, графиньо!... И графът започна да се суети, като извади портфейла си. - Имам нужда от много, бройте, трябват ми петстотин рубли. И тя, като извади камбрикова кърпа, потърка с нея жилетката на съпруга си. - Сега. Хей, кой е там? — извика той с глас, какъвто викат само хората, уверени, че тези, които викат, ще се втурнат стремглаво към техния зов. - Изпратете Митенка при мен! В стаята с тихи стъпки влезе Митенка, този благороден син, възпитан от графа, който сега ръководеше всичките му работи. „Ето какво, скъпа моя“, каза графът на почтителния млад мъж, който влезе. „Донеси ми…“ — помисли си той. - Да, 700 рубли, да. Да, вижте, не носете такива скъсани и мръсни като онзи път, но добри, за графинята. „Да, Митенка, моля те, чисти“, каза графинята и въздъхна тъжно. „Ваше превъзходителство, кога бихте искали да го доставя?“ - каза Митенка. „Ако обичате, не се безпокойте, не се безпокойте“, добави той, като забеляза, че графът вече беше започнал да диша тежко и бързо, което винаги беше признак на гняв. - Бях и забравих ... Ще поръчате ли да доставят тази минута? - Да, да, донеси го тогава. Дайте го на графинята. „Какво злато имам тази Митенка“, добави графът, усмихвайки се, когато младежът си тръгна. - Няма нещо невъзможно. не издържам Всичко е възможно. „Ах, пари, брои, пари, колко скръб причиняват на света!“ — каза графинята. „Наистина се нуждая от тези пари. — Вие, графиньо, сте известна навивачка — каза графът и като целуна ръката на жена си, се върна в кабинета. Когато Анна Михайловна се върна отново от Безухой, графинята вече имаше пари, всичките в чисто нова хартия, под носна кърпичка на масата, и Анна Михайловна забеляза, че графинята беше някак разтревожена. - Е, приятелю? — попита графинята. О, в какво ужасно състояние е! Не можете да го познаете, той е толкова лош, толкова лош; Останах за минута и не казах две думи ... „Анет, за бога, не ми отказвай“, внезапно каза графинята и се изчерви, което беше толкова странно с нейното възрастно, слабо и важно лице, изваждайки пари изпод кърпичката си. Анна Михайловна моментално разбра какво става и вече се наведе, за да прегърне ловко графинята в подходящия момент. - Ето Борис от мен, за шиене на униформа ... Анна Михайловна вече я прегръщаше и плачеше. Графинята също плачеше. Те плакаха, че са приятелски настроени; и че са мили; и че те, приятелките на младостта, са заети с толкова низка тема - парите; и че младостта им е отминала ... Но сълзите и на двамата бяха приятни ... Графиня Ростова седеше с дъщерите си и вече с голям брой гости в гостната. Графът въведе гостите мъже в кабинета си, като им предложи своята ловджийска колекция от турски лули. От време на време той излизаше и питаше: тя дойде ли? Те чакаха Мария Дмитриевна Ахросимова, наречена в обществото le terrible dragon, [ужасен дракон], дама, известна не с богатство, не с почести, а с прямота на ума и откровена простота на обръщението. Мария Дмитриевна беше позната от царското семейство, цяла Москва и цял Петербург знаеха, и двата града, изненадани от нея, тайно се смееха на нейната грубост, разказваха вицове за нея; въпреки това всички без изключение я уважаваха и се страхуваха от нея. Имаше онзи момент преди вечеря, когато събралите се гости не започват дълъг разговор в очакване на обаждане за предястие, но в същото време намират за необходимо да се размърдат и да не мълчат, за да покажат, че не са в най-малко нетърпеливият да седне на масата. Собствениците поглеждат към вратата и от време на време обменят погледи помежду си. От тези погледи гостите се опитват да отгатнат кого или какво друго чакат: важен закъснял роднина или храна, която все още не е узряла. В мъжкия край на масата разговорът ставаше все по-оживен. Полковникът каза, че манифестът за обявяване на война вече е публикуван в Петербург и че екземплярът, който той самият е видял, вече е доставен с куриер на главнокомандващия. Бостънските маси бяха разместени, организираха се партита, а гостите на графа бяха настанени в две всекидневни, диван и библиотека. |
Описание на метода
Индукционното нагряване е нагряване на материали чрез електрически токове, които се индуцират от променливо магнитно поле. Следователно това е нагряването на продукти, изработени от проводими материали (проводници) от магнитното поле на индуктори (източници на променливо магнитно поле). Индукционното нагряване се извършва по следния начин. Електропроводим (метал, графит) заготовка се поставя в така наречения индуктор, представляващ една или повече навивки от тел (най-често медна). Мощни токове с различни честоти (от десетки Hz до няколко MHz) се индуцират в индуктора с помощта на специален генератор, в резултат на което около индуктора възниква електромагнитно поле. Електромагнитното поле индуцира вихрови токове в детайла. Вихровите токове нагряват детайла под действието на топлина на Джаул (виж закона на Джаул-Ленц).
Системата индуктор-заготовка е трансформатор без ядро, в който индукторът е първичната намотка. Заготовката е вторична намотка, съединена накъсо. Магнитният поток между намотките се затваря във въздуха.
При висока честота вихровите токове се изместват от образуваното от тях магнитно поле в тънките повърхностни слоеве на детайла Δ (повърхностен ефект), в резултат на което тяхната плътност рязко се увеличава и детайлът се нагрява. Подлежащите слоеве на метала се нагряват поради топлопроводимостта. Не силата на тока е важна, а високата плътност на тока. В слоя на кожата Δ плътността на тока намалява дпъти спрямо текущата плътност на повърхността на детайла, докато 86,4% от топлината се отделя в скин-слоя (от общото отделяне на топлина. Дълбочината на скин-слоя зависи от честотата на излъчване: колкото по-висока е честотата, толкова по-тънък скин-слоя.Той също зависи от относителната магнитна проницаемост μ на материала на детайла.
За желязо, кобалт, никел и магнитни сплави при температури под точката на Кюри μ има стойност от няколко стотици до десетки хиляди. За други материали (стопилки, цветни метали, течни нискотопими евтектики, графит, електролити, електропроводима керамика и др.) μ е приблизително равно на единица.
Формула за изчисляване на дълбочината на кожата в mm:
,където μ 0 = 4π 10 −7 е магнитната константа H/m, и ρ - специфично електрическо съпротивление на материала на детайла при температурата на обработка.
Например, при честота от 2 MHz, дълбочината на кожата за медта е около 0,25 mm, за желязото ≈ 0,001 mm.
Индукторът се нагрява много по време на работа, тъй като абсорбира собствената си радиация. В допълнение, той абсорбира топлинното излъчване от горещ детайл. Те правят индуктори от медни тръби, охлаждани с вода. Водата се подава чрез засмукване - това гарантира безопасност в случай на изгаряне или друго разхерметизиране на индуктора.
Приложение
- Изключително чисто безконтактно топене, запояване и заваряване на метал.
- Получаване на прототипи на сплави.
- Огъване и термична обработка на машинни детайли.
- Бизнес с бижута.
- Обработка на малки части, които могат да бъдат повредени от пламък или нагряване с дъга.
- Повърхностно втвърдяване.
- Закаляване и термична обработка на детайли със сложна форма.
- Дезинфекция на медицински инструменти.
Предимства
- Високоскоростно нагряване или топене на всеки електропроводим материал.
- Нагряването е възможно в защитна газова атмосфера, в окислителна (или редуцираща) среда, в непроводима течност, във вакуум.
- Отопление през стените на защитна камера от стъкло, цимент, пластмаса, дърво - тези материали абсорбират електромагнитното излъчване много слабо и остават студени по време на работа на инсталацията. Нагрява се само електропроводим материал - метал (включително разтопен), въглерод, проводима керамика, електролити, течни метали и др.
- Благодарение на възникващите MHD сили, течният метал се смесва интензивно, до задържането му във въздух или защитен газ - така се получават свръхчисти сплави в малки количества (топене при левитация, топене в електромагнитен тигел).
- Тъй като нагряването се извършва чрез електромагнитно излъчване, няма замърсяване на детайла от продуктите на горенето на горелката при нагряване с газов пламък или от материала на електрода при нагряване с дъга. Поставянето на пробите в атмосфера на инертен газ и висока скорост на нагряване ще елиминират образуването на котлен камък.
- Лесна употреба поради малкия размер на индуктора.
- Индукторът може да бъде направен в специална форма - това ще позволи равномерно нагряване на части от сложна конфигурация по цялата повърхност, без да води до тяхното изкривяване или локално ненагряване.
- Лесно е да се извърши локално и селективно отопление.
- Тъй като нагряването е най-интензивно в тънките горни слоеве на детайла, а долните слоеве се нагряват по-леко поради топлопроводимостта, методът е идеален за повърхностно закаляване на детайли (сърцевината остава вискозна).
- Лесна автоматизация на оборудването - цикли на нагряване и охлаждане, контрол на температурата и задържане, подаване и изваждане на детайлите.
недостатъци
- Повишена сложност на оборудването, изисква квалифициран персонал за настройка и ремонт.
- В случай на лоша координация на индуктора с детайла е необходима повече мощност на нагряване, отколкото в случай на използване на нагревателни елементи, електрически дъги и др. за същата задача.
Индукционни отоплителни инсталации
При инсталации с работна честота до 300 kHz се използват инвертори на IGBT модули или MOSFET транзистори. Такива инсталации са предназначени за отопление на големи части. За нагряване на малки части се използват високи честоти (до 5 MHz, обхват на средни и къси вълни), високочестотни инсталации са изградени върху електронни тръби.
Също така, за отопление на малки части, високочестотните инсталации са изградени на MOSFET транзистори за работни честоти до 1,7 MHz. Контролът и защитата на транзисторите при по-високи честоти представлява определени трудности, така че настройките за по-висока честота все още са доста скъпи.
Индукторът за нагряване на малки части е с малък размер и малка индуктивност, което води до намаляване на коефициента на качество на работния колебателен кръг при ниски честоти и намаляване на ефективността, а също така представлява опасност за главния осцилатор (факторът на качеството на осцилиращата верига е пропорционална на L / C, осцилиращата верига с нисък качествен фактор е твърде добре "изпомпвана" с енергия, образува късо съединение в индуктора и деактивира главния осцилатор). За да се увеличи коефициентът на качество на осцилаторната верига, се използват два начина:
- увеличаване на работната честота, което води до сложност и цена на инсталацията;
- използването на феромагнитни вложки в индуктора; залепване на индуктора с панели от феромагнитен материал.
Тъй като индукторът работи най-ефективно при високи честоти, индукционното нагряване получи индустриално приложение след разработването и началото на производството на мощни генераторни лампи. Преди Първата световна война индукционното нагряване беше с ограничена употреба. По това време като генератори се използват високочестотни машинни генератори (работи на V.P. Vologdin) или инсталации с искров разряд.
Веригата на генератора може по принцип да бъде всяка (мултивибратор, RC генератор, генератор с независимо възбуждане, различни генератори за релаксация), работещи върху товар под формата на индукторна намотка и с достатъчна мощност. Също така е необходимо честотата на трептенията да е достатъчно висока.
Например, за да се "отреже" стоманена тел с диаметър 4 mm за няколко секунди, е необходима осцилационна мощност от най-малко 2 kW при честота от най-малко 300 kHz.
Схемата е избрана по следните критерии: надеждност; стабилност на колебанията; стабилност на мощността, отделена в детайла; лекота на производство; лекота на настройка; минимален брой части за намаляване на разходите; използването на части, които общо водят до намаляване на теглото и размерите и др.
В продължение на много десетилетия индуктивен триточков генератор се използва като генератор на високочестотни трептения (генератор на Хартли, генератор с автотрансформаторна обратна връзка, схема, базирана на индуктивен делител на напрежението). Това е самовъзбуждаща се паралелна захранваща верига за анода и честотно-селективна верига, направена на осцилаторна верига. Използва се успешно и продължава да се използва в лаборатории, бижутерски работилници, промишлени предприятия, както и в любителската практика. Например по време на Втората световна война на такива инсталации е извършено повърхностно втвърдяване на ролките на танка Т-34.
Недостатъци от три точки:
- Ниска ефективност (по-малко от 40% при използване на лампа).
- Силно отклонение на честотата в момента на нагряване на детайли от магнитни материали над точката на Кюри (≈700С) (μ промени), което променя дълбочината на скин-слоя и непредсказуемо променя режима на термична обработка. При термична обработка на критични части това може да е неприемливо. Също така мощните радиочестотни инсталации трябва да работят в тесен диапазон от честоти, разрешени от Rossvyazokhrankultura, тъй като при лошо екраниране те всъщност са радиопредаватели и могат да попречат на телевизионното и радиоразпръскването, крайбрежните и спасителните служби.
- При смяна на заготовки (например от по-малки към по-големи), индуктивността на системата индуктор-заготовка се променя, което също води до промяна в честотата и дълбочината на скин слоя.
- При смяна на еднооборотни индуктори на многооборотни, на по-големи или по-малки, честотата също се променя.
Под ръководството на Бабат, Лозински и други учени бяха разработени дву- и триконтурни генераторни вериги, имащи повече висока ефективност(до 70%), както и по-добро задържане на работната честота. Принципът на тяхното действие е следният. Поради използването на свързани вериги и отслабването на връзката между тях, промяната в индуктивността на работната верига не води до силна промяна в честотата на веригата за настройка на честотата. Радиопредавателите са конструирани по същия принцип.
Съвременните високочестотни генератори са инвертори, базирани на IGBT модули или мощни MOSFET транзистори, обикновено направени по мостова или половин мостова схема. Работят на честоти до 500 kHz. Портите на транзисторите се отварят с помощта на система за управление на микроконтролер. Системата за управление, в зависимост от задачата, ви позволява автоматично да задържите
а) постоянна честота
б) постоянна мощност, отделена в детайла
в) максимална ефективност.
Например, когато магнитен материал се нагрее над точката на Кюри, дебелината на кожния слой се увеличава рязко, плътността на тока пада и детайлът започва да се нагрява по-лошо. Магнитните свойства на материала също изчезват и процесът на обръщане на намагнитването спира - детайлът започва да се нагрява по-лошо, съпротивлението на натоварване рязко намалява - това може да доведе до "раздалечаване" на генератора и неговата повреда. Системата за управление следи прехода през точката на Кюри и автоматично увеличава честотата при рязко намаляване на натоварването (или намалява мощността).
Забележки
- Индукторът трябва да се постави възможно най-близо до детайла, ако е възможно. Това не само увеличава плътността на електромагнитното поле в близост до детайла (пропорционално на квадрата на разстоянието), но също така увеличава фактора на мощността Cos(φ).
- Увеличаването на честотата драматично намалява фактора на мощността (пропорционално на куба на честотата).
- Когато магнитните материали се нагряват, допълнителна топлина се отделя и поради обръщане на намагнитването; тяхното нагряване до точката на Кюри е много по-ефективно.
- При изчисляване на индуктора е необходимо да се вземе предвид индуктивността на гумите, водещи до индуктора, която може да бъде много по-голяма от индуктивността на самия индуктор (ако индукторът е направен под формата на единичен оборот на малък диаметър или дори част от завой - дъга).
- Понякога изведените от експлоатация мощни радиопредаватели се използват като високочестотен генератор, където антенната верига е заменена с нагревателен индуктор.
Вижте също
Връзки
Литература
- Бабат Г. И., Свенчански А. Д.Електрически индустриални фурни. - М .: Госенергоиздат, 1948. - 332 с.
- Бурак Я. И., Огирко И. В.Оптимално нагряване на цилиндрична обвивка с температурно-зависими характеристики на материала // Мат. методи и физ.-мех. полета. - 1977. - Т. 5. - С. 26-30.
- Василиев А.С.Лампови генератори за високочестотно отопление. - Л.: Машиностроене, 1990. - 80 с. - (Библиотека на високочестотен термист ; бр. 15). – 5300 бр. - ISBN 5-217-00923-3
- Власов В. Ф.Курс по радиотехника. - М .: Госенергоиздат, 1962. - 928 с.
- Изюмов Н. М., Линде Д. П.Основи на радиотехниката. - М .: Госенергоиздат, 1959. - 512 с.
- Лозински М. Г.Промишлено приложение на индукционно нагряване. - М .: Издателство на Академията на науките на СССР, 1948. - 471 с.
- Използването на високочестотни токове в електротермията / Ed. А. Е. Слухоцки. - Л.: Машиностроене, 1968. - 340 с.
- Слухоцки А. Е.Индуктори. - Л.: Машиностроене, 1989. - 69 с. - (Библиотека на високочестотен термист ; бр. 12). - 10 000 копия. -
Принципът на работа на индукционния нагревател се основава на два физически ефекта: първият е, че когато проводяща верига се движи в магнитно поле, в проводника се появява индуциран ток, а вторият се основава на отделянето на топлина от металите през който преминава токът. Първият индукционен нагревател е внедрен през 1900 г., когато е открит метод за безконтактно нагряване на проводник - за това са използвани високочестотни токове, които са индуцирани с помощта на променливо магнитно поле.
Индукционното нагряване е намерило приложение в различни области на човешката дейност поради:
- бързо нагряване;
- възможности за работа в различни физични свойствасреда (газ, течност, вакуум);
- липса на замърсяване с продукти на горенето;
- селективни опции за отопление;
- форми и размери на индуктора - те могат да бъдат всякакви;
- възможността за автоматизация на процеса;
- висок процент на ефективност - до 99%;
- екологичност - няма вредни емисии в атмосферата;
- дълъг експлоатационен живот.
Обхват на приложение: отопление на помещения
В ежедневието веригата на индукционния нагревател е внедрена за и печки. Първите придобиха особено голяма популярност и признание сред потребителите поради липсата на нагревателни елементи, които намаляват производителността в котли с различен принцип на работа, и разглобяеми връзки, което спестява от поддръжката на индукционни отоплителни системи.
Забележка:Схемата на устройството е толкова проста, че може да се създаде у дома и можете да създадете домашен нагревател със собствените си ръце.
На практика се използват няколко варианта, където се използва различен типиндуктори:
- нагреватели с електронно управлениеза създаване на течения желан типв намотка;
- вихрови индукционни нагреватели.
Принцип на действие
Последният вариант, най-често използван в отоплителните котли, стана търсен поради простотата на неговото изпълнение. Принципът на работа на индукционния нагревател се основава на прехвърлянето на енергия на магнитното поле към охлаждащата течност (вода). Магнитното поле се образува в индуктора. Променливият ток, преминаващ през намотката, създава вихрови токове, които трансформират енергията в топлина.
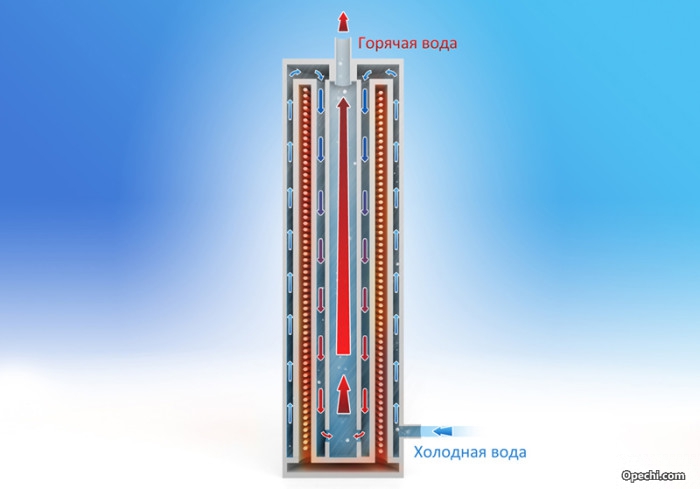
Водата, подадена през долната тръба към котела, се нагрява чрез пренос на енергия и излиза през горната тръба, навлизайки по-нататък в отоплителната система. За създаване на налягане се използва вградена помпа. Постоянно циркулиращата вода в котела не позволява елементите да се прегряват. В допълнение, по време на работа охлаждащата течност вибрира (при ниско ниво на шум), поради което е невъзможно да се отложи котлен камък върху вътрешни стеникотел.
Индукционните нагреватели могат да бъдат изпълнени по различни начини.
Изпълнение у дома
Индукционното отопление все още не е достатъчно завладяло пазара поради висока ценасамата отоплителна система. Така например за промишлени предприятия такава система ще струва 100 000 рубли за домашна употреба- от 25 000 рубли. и по-високи. Следователно интересът към схемите, които ви позволяват да създадете домашен индукционен нагревател със собствените си ръце, е съвсем разбираем.

Базиран на трансформатор
Основният елемент на индукционната отоплителна система с трансформатор ще бъде самото устройство, което има първична и вторична намотка. Вихрови потоци ще се образуват в първичната намотка и ще създадат електромагнитно индукционно поле. Това поле ще повлияе на вторичния, който всъщност е индукционен нагревател, физически изпълнен под формата на тяло на отоплителен котел. Това е вторичната намотка с късо съединение, която предава енергия на охлаждащата течност.

Основните елементи на инсталацията за индукционно отопление са:
- сърцевина;
- навиване;
- два вида изолация - топлоизолация и електроизолация.
Сърцевината представлява две феримагнитни тръби с различен диаметър с дебелина на стената най-малко 10 mm, заварени една в друга. Тороидална намотка Меден проводникпроизведени от външната тръба. Необходимо е да се наложат от 85 до 100 оборота с еднакво разстояние между оборотите. Променливият ток, променящ се във времето, създава вихрови потоци в затворена верига, които загряват сърцевината, а оттам и охлаждащата течност, чрез индукционно нагряване.
Използване на високочестотен заваръчен инвертор
индукционен нагревателможе да се създаде с помощта на заваръчен инвертор, където основните компоненти на веригата са алтернатор, индуктор и нагревателен елемент.
Генераторът се използва за преобразуване на стандартната честота на мрежата от 50 Hz в ток с по-висока честота. Този модулиран ток се прилага към цилиндричен индуктор, където медна жица се използва като намотка.

Намотката създава променливо магнитно поле, чийто вектор се променя с честотата, зададена от генератора. Създадените вихрови токове, предизвикани от магнитното поле, нагряват металния елемент, който предава енергия на охлаждащата течност. По този начин се реализира още една схема за индукционно отопление „направи си сам“.

Нагревателен елемент може да се създаде и със собствените си ръце от нарязана метална жица с дължина около 5 мм и парче полимерна тръба, в която е поставен металът. Когато монтирате клапани в горната и долната част на тръбата, проверете плътността на пълнене - не трябва да има свободно пространство. Според схемата около 100 завъртания се наслагват върху горната част на тръбата медно окабеляване, който е индукторът, свързан към клемите на генератора. Индукционното нагряване на медна жица възниква поради вихрови токове, генерирани от променливо магнитно поле.
Забележка:Направи си сам индукционните нагреватели могат да бъдат направени по всяка схема, основното нещо, което трябва да запомните, е, че е важно да се извърши надеждна топлоизолация, в противен случай ефективността на отоплителната система ще намалее значително.
Правила за безопасност
За отоплителни системи, които използват индукционно нагряване, е важно да следвате няколко правила, за да избегнете течове, загуба на ефективност, консумация на енергия и аварии.
- Системите за индукционно отопление изискват предпазен клапанза изпускане на вода и пара в случай на повреда на помпата.
- Манометърът и RCD са задължителни за безопасна работа отоплителна системасглобени на ръка.
- Наличието на заземяване и електрическа изолация на цялата система за индукционно отопление ще предотврати повреда токов удар.
- За да се избегнат вредните ефекти на електромагнитното поле върху човешкото тяло, е по-добре да се изнесат такива системи извън жилищната зона, където трябва да се спазват правилата за монтаж, според които индукционното нагревателно устройство трябва да се постави на разстояние 80° см от хоризонтални (под и таван) и 30 см от вертикални повърхности.
- Преди да включите системата, не забравяйте да проверите наличието на охлаждаща течност.
- За да се предотвратят прекъсвания на захранването, се препоръчва да свържете индукционен отоплителен котел „направи си сам“ съгласно предложените схеми към отделна захранваща линия, чието напречно сечение на кабела ще бъде най-малко 5 mm2. Обикновеното окабеляване може да не е в състояние да издържи необходимата консумация на енергия.
Индукционното нагряване е процес, който се използва за втвърдяване, заваряване или стопяване на метали или други проводими материали. В съвременните производствени процеси индукционното нагряване предлага атрактивна комбинация от скорост, последователност, контрол и енергийна ефективност.
Основните принципи на индукционното нагряване се използват в производството от 20-те години на миналия век. По време на Втората световна война технологията напредна бързо, за да отговори на спешните военновременни изисквания за надеждни и бързи процеси за укрепване на металните части на двигателя.
AT последните годиниФокусът върху намирането на ефективни технологии в производството ("Lean Manufacturing") и върху повишения контрол на качеството доведе до възраждане на индукционната технология успоредно с разработването на система за прецизен контрол на мощността за индукция в твърдо състояние.
Как работи индукционното нагряване?
Когато променливият ток действа върху първичната намотка на трансформатора, се създава електромагнитно поле. Според закона на Фарадей, ако вторичната намотка на трансформатор се постави в магнитно поле, се генерира електрически ток.
При стандартна конфигурация за индукционно нагряване захранващият източник генерира променлив ток през индуктор (обикновено медна намотка) и частта, която трябва да се нагрее, се поставя вътре в индуктора. Индукторът действа като първична верига на трансформатора, а частта действа като вторична верига. Когато през метална частпрез него преминава магнитно поле, в него се индуцират токове на Фуко.
Както е показано на фигурата по-горе, токовете на Фуко са насочени срещу електрическото съпротивление на метала, създавайки локализирана топлина без пряк контакт между детайла и индуктора. Това нагряване възниква в магнитни и немагнитни части и е известно като "Ефект на Джаул", отнасящ се до първия закон на Джаул (научна формула, изразяваща връзката между произведената топлина и електрическия ток, преминаващ през проводник).
Предимства на индукционното отопление
Какви предимства има индукционното нагряване пред други методи като конвекция, радиация или пламък?
Следват основните предимства на индукционното нагряване в производството:
Максимална производителност
Нивото на производителност може да се повиши, тъй като индукцията е много бърз процес: топлината се генерира незабавно точно в детайла (например в някои случаи над 1000ºC за по-малко от секунда). Загряването става почти моментално, без необходимост от предварително загряване и охлаждане. Процесът на индукционно нагряване се извършва в производството, в непосредствена близост до машината за горещо или студено формоване, вместо да се изпращат партиди от части в отделна.
Енергийна ефективност
От енергийна гледна точка този процес е единственият наистина ефективен. Преобразува консумираната енергия в полезна топлина до 90%; в пещите обикновено се постигат само 45%. Освен това, тъй като няма нужда от предварително загряване и охлаждане по време на работни цикли, топлинните загуби в режим на готовност са сведени до минимум.
Контрол и автоматизация на процесите
Индукционното нагряване елиминира недостатъците и проблемите с качеството на продукта, газов котлонили други методи. След калибриране и стартиране на системата няма да има отклонения: параметрите на отоплението са стабилни и надеждни.
С помощта на високочестотни трансдюсери GH температурата се достига с висока точност, което осигурява равномерен резултат; конверторът може да се включва и изключва моментално. Благодарение на затворен контурконтрол на температурата Усъвършенстваните системи за индукционно нагряване са в състояние да измерват температурата на всяка част поотделно. Скоростта на растеж, поддържане и намаляване на температурата може да се зададе отделно за всеки конкретен случай, а данните за всяка обработена част се съхраняват в паметта.
Качество на продукта
При индукционно нагряване детайлът никога не влиза в пряк контакт с пламък или друг нагревателен елемент; топлината възниква директно вътре в частта под действието на променлив ток. В резултат на това деформациите, изкривяванията и дефектите на продукта са сведени до минимум. За максимално качество на продукта частта може да бъде изолирана в затворена камера с контролирана атмосфера - вакуум, инертна или разредена атмосфера - за елиминиране на окисляването.
"Зелена енергия
Системите за индукционно отопление не горят като традиционните изкопаеми горива. Индукцията е чист, незамърсяващ процес, който помага за опазването на околната среда. Индукционната система спомага за подобряване на условията на труд на работниците, тъй като не произвежда дим, прекомерна топлина, токсични емисии или шум. Отоплението е безопасно, тъй като не представлява опасност за оператора и тъй като не се използва открит огън, не задимява процеса. Непроводимите материали не са засегнати по никакъв начин, така че те могат да бъдат разположени в непосредствена близост до отоплителната зона. Използването на решения, предлагани от GH Group, подобрява работата и поддръжката на индукционната система, тъй като те минимизират прекъсванията на производството, намаляват консумацията на енергия и повишават контрола на качеството на частите.
AT индукционни пещии устройства, топлината в електропроводимо нагрято тяло се освобождава от токове, индуцирани в него от променливо електромагнитно поле. По този начин тук се извършва директно отопление.
Индукционното нагряване на метали се основава на два физични закона: и закона на Джаул-Ленц. В тях се поставят метални тела (заготовки, детайли и др.), които възбуждат завихряне в тях. Едс на индукция се определя от скоростта на изменение на магнитния поток. Под действието на индукционната ЕМП в телата протичат вихрови токове (затворени вътре в телата), при които се отделя топлина. Това ЕМП създава в метала, топлинната енергия, освободена от тези токове, е причината за нагряването на метала. Индукционното нагряване е директно и безконтактно. Позволява ви да достигнете температура, достатъчна за стопяване на най-огнеупорните метали и сплави.
Интензивно индукционно нагряване е възможно само в електромагнитни полетависоко напрежение и честота, които се създават от специални устройства - индуктори. Индукторите се захранват от мрежа 50 Hz (честотни инсталации) или от индивидуални източници на захранване - генератори и преобразуватели на средна и висока честота.
Най-простият индуктор на нискочестотни устройства за индиректно индукционно нагряване е изолиран проводник (опънат или навит), поставен вътре метална тръбаили насложен върху повърхността му. Когато токът протича през проводника-индуктор, нагревателните тръби се индуцират в тръбата. Топлината от тръбата (може да бъде и тигел, контейнер) се предава на нагрятата среда (течаща вода през тръбата, въздух и др.).
 Най-широко използваното директно индукционно нагряване на метали при средни и високи честоти. За това се използват специални индуктори. Индукторът излъчва , който пада върху нагрятото тяло и се разпада в него. Енергията на погълнатата вълна се преобразува в тялото в топлина. Ефективността на нагряване е толкова по-висока, колкото вида на излъчваната електромагнитна вълна (плоска, цилиндрична и др.) е по-близо до формата на тялото. Следователно, плоските индуктори се използват за нагряване на плоски тела, цилиндрични заготовки - цилиндрични (соленоидни) индуктори. Като цяло може и да имат сложна формапоради необходимостта да се концентрира електромагнитната енергия в правилната посока.
Най-широко използваното директно индукционно нагряване на метали при средни и високи честоти. За това се използват специални индуктори. Индукторът излъчва , който пада върху нагрятото тяло и се разпада в него. Енергията на погълнатата вълна се преобразува в тялото в топлина. Ефективността на нагряване е толкова по-висока, колкото вида на излъчваната електромагнитна вълна (плоска, цилиндрична и др.) е по-близо до формата на тялото. Следователно, плоските индуктори се използват за нагряване на плоски тела, цилиндрични заготовки - цилиндрични (соленоидни) индуктори. Като цяло може и да имат сложна формапоради необходимостта да се концентрира електромагнитната енергия в правилната посока.
Характеристика на въвеждането на индукционна енергия е способността да се контролира пространственото разположение на зоната на потока на вихровия ток. Първо, вихровите токове протичат в зоната, покрита от индуктора. Нагрява се само тази част от тялото, която е в магнитна връзка с индуктора, независимо от габаритните размери на тялото. Второ, дълбочината на зоната на циркулация на вихровия ток и следователно зоната на освобождаване на енергия зависи, наред с други фактори, от честотата на тока на индуктора (увеличава се при ниски честоти и намалява с увеличаване на честотата). Ефективността на преноса на енергия от индуктора към нагрятия ток зависи от размера на празнината между тях и се увеличава с намаляването му.
Индукционното нагряване се използва за повърхностно закаляване на стоманени продукти, чрез нагряване за пластична деформация (коване, щамповане, пресоване и др.), топене на метали, термична обработка (отгряване, отвръщане, нормализиране, закаляване), заваряване, наваряване, запояване на метали .
За отопление се използва индиректно индукционно нагряване технологично оборудване(тръбопроводи, контейнери и др.), нагряване на течни среди, сушене на покрития, материали (напр. дърво). Най-важният параметъриндукционни нагревателни инсталации - честота. За всеки процес (повърхностно закаляване, чрез нагряване) има оптимален честотен диапазон, който осигурява най-добри технологични и икономически показатели. За индукционно нагряване се използват честоти от 50 Hz до 5 MHz.
Предимства на индукционното отопление
1) Преносът на електрическа енергия директно в нагрятото тяло позволява директно нагряване на проводниковите материали. Това увеличава скоростта на нагряване в сравнение с индиректните инсталации, при които продуктът се нагрява само от повърхността.
2) Преносът на електрическа енергия директно в нагрятото тяло не изисква контактни устройства. Това е удобно в условията на автоматизирано поточно производство, при използване на вакуум и защитно оборудване.
3) Поради феномена на повърхностния ефект, максималната мощност се отделя в повърхностния слой на нагрятия продукт. Следователно индукционното нагряване по време на втвърдяване осигурява бързо нагряване на повърхностния слой на продукта. Това дава възможност да се получи висока повърхностна твърдост на детайла с относително вискозна среда. Процесът на повърхностно индукционно закаляване е по-бърз и по-икономичен от другите методи за повърхностно закаляване на продукта.
4) Индукционното нагряване в повечето случаи може да увеличи производителността и да подобри условията на работа.
Индукционни топилни пещи
Индукционната пещ или устройство може да се разглежда като вид трансформатор, в който първичната намотка (индуктор) е свързана към източник на променлив ток, а самото нагрято тяло служи като вторична намотка.
Работният процес на индукционните топилни пещи се характеризира с електродинамично и термично движение на течен метал във вана или тигел, което допринася за производството на метал с хомогенен състав и неговата равномерна температура в целия обем, както и ниски метални отпадъци (няколко пъти по-малко, отколкото в дъговите пещи).
Индукционните топилни пещи се използват при производството на отливки, включително фасонни, от стомана, чугун, цветни метали и сплави.
Индукционните топилни пещи могат да бъдат разделени на пещи с промишлен честотен канал и промишлени, средно и високочестотни тигелни пещи.
Индукционната канална пещ е трансформатор, обикновено индустриална честота (50 Hz). Вторичната намотка на трансформатора е намотка от разтопен метал. Металът е затворен в пръстеновиден огнеупорен канал. Основният магнитен поток индуцира ЕМП в металния канал, ЕМП създава ток, токът загрява метала, следователно индукционната канална пещ е подобна на трансформатор, работещ в режим на късо съединение. Индукторите на каналната пещ са направени от надлъжна медна тръба, която има водно охлаждане, каналната част на огнището се охлажда с вентилатор или с централизирана въздушна система.
Индукционните канални пещи са проектирани за продължителна работа с редки преходи от един клас метал към друг. Индукционните канални пещи се използват главно за топене на алуминий и неговите сплави, както и на мед и някои от неговите сплави. Други серии пещи са специализирани като миксери за задържане и прегряване на течно желязо, цветни метали и сплави преди изливане във форми.
Работата на индукционна тигелна пещ се основава на абсорбцията на електромагнитна енергия от проводящ заряд. Клетката е поставена вътре в цилиндрична намотка - индуктор. От електрическа гледна точка, индукционната тигелна пещ е въздушен трансформатор с късо съединение, чиято вторична намотка е проводящ заряд.
Индукционните тигелни пещи се използват главно за топене на метали за фасонни отливки по време на периодична работа, както и, независимо от режима на работа, за топене на определени сплави, като бронз, които влияят неблагоприятно върху облицовката на каналните пещи.