Електрофузионни съединители за полиетиленови тръби: видове, предимства, метод на монтаж. Монтаж на HDPE тръби с помощта на електрофузионни фитинги
Електрофузионни фитинги или фитинги с вградено електро нагревателен елементизползвани при монтажа на водоснабдителни системи за различни цели, газопроводи, а също така са незаменими при аварийно-ремонтни дейности.
Електрофузионните фитинги за HDPE тръби са от следните видове:
За да разберете цените на електрофузионните фитинги, оставете заявка на нашия уебсайт и нашите мениджъри ще ви посъветват по всички въпроси.
Монтаж на HDPE тръби с помощта на електрофузионни фитинги
Нашата гама включва електрофузионни фитинги от най-добрите световни производители: Georg Fischer Piping Systems Ltd(Швейцария), AGRU(Австрия), Елофит(Италия), Пласон ООД(Израел), Frialen(Германия), Plastitalia S.p.a.(Италия). Всички те отговарят на руските стандарти за качество и имат пълен пакет документи.
Електрозаварено седло или електрическо седло
Има няколко вида електрически заварени седла - седло с въртяща се глава, седло с фреза, надземно седло за грижа, седло с реципрочна долна част и др. Предлагаме ви да закупите електрически заварени седла от всякаква конфигурация, като стандартните седла не голям диаметър, и седлови клони с голям диаметър до 2000 мм.
Най-популярни са електрически заварени седла 110x63, 160x63, 225x63.
В допълнение, ние предлагаме да закупите части за глава 63x32 с фреза за електрически заварени седла. Такава глава на електрическото заварено седло е въртяща се, което означава, че можете да определите посоката на тръбата преди заваряване, а също така такава въртяща се глава ви позволява да режете в PE тръба, която е под налягане, както в газопровод, така и във водопроводна тръба.
Електрофузионен щепсел
Електрозаварен щепсел се използва за спиране на газопровод или водоснабдяване под налягане. Тапи от 32 mm, 63 mm, 90 mm и 110 mm обикновено се използват като електрически заварени тапи, а тапи от 160 mm, 225 mm, 315 mm и по-големи диаметри обикновено се използват отляти, като се използва или машина за челно заваряване на HDPE тръби по време на техния монтаж или използване на електрически заварени съединители.
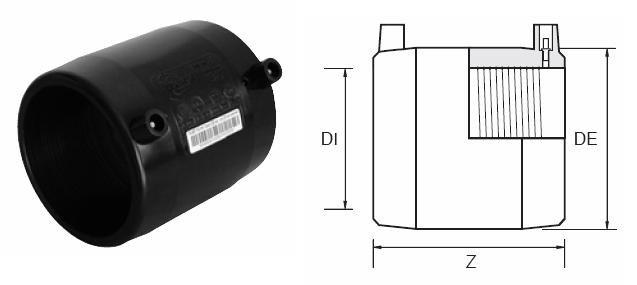
 Електрозавареният PND съединител е най-незаменим елемент на тръбопровода, тъй като полиетиленовият електрофузионен съединител свързва тръбите един с друг, а електрозавареният HD съединител свързва формовани фитинги и сегментни фитинги с HDPE тръби.
Електрозавареният PND съединител е най-незаменим елемент на тръбопровода, тъй като полиетиленовият електрофузионен съединител свързва тръбите един с друг, а електрозавареният HD съединител свързва формовани фитинги и сегментни фитинги с HDPE тръби.
Днес фабриките произвеждат електрофузионни съединители pe100, като правило това е или електрофузионен съединител pe100 sdr11, или електрофузионен съединител pe100 sdr17.
Предлагаме ви да закупите електрофузионни съединители различен диаметър(от 20 мм до 1200 мм). В нашия асортимент имаме само висококачествени електрофузионни муфи PE 100 на водещите европейски производители.
Електрофузионните съединители са незаменими при ремонта на повреден участък от тръбопровода. Изрязваме участък от повредения PE тръбопровод, например, с диаметър 110 mm. Взимаме два електрофузионни съединителя 110 мм и ново парче тръба. 110 mm електрофузионен гнездо се натиска върху тръбата и след това нова тръбапоставени вместо стария повреден, HDPE съединителите се изместват и се заваряват със заваръчен съединителен апарат.
Също така често се използва електрофузионен съединител 160 мм, 225 мм и 315 мм.
Клон на електрофузията
 При монтаж на PE тръби често се използва електрозаварен клон. В нашия асортимент електрозаварено коляно 90 и електрическо заварено коляно 45 градуса. Клон pe електрозаварен се случва от 20 мм до 225 мм. По правило това е изход на електрически заварен pe100 sdr11.
При монтаж на PE тръби често се използва електрозаварен клон. В нашия асортимент електрозаварено коляно 90 и електрическо заварено коляно 45 градуса. Клон pe електрозаварен се случва от 20 мм до 225 мм. По правило това е изход на електрически заварен pe100 sdr11.
Преходно електрофузия или редукция
Използва се електрически заварен преходен съединител или преход с вграден нагревател (ZN преход), ако е необходимо да се премине от един диаметър на тръбата към друг.
Например електрически заварен преход 110x63, 63x32, 160x110 mm е в голямо търсене.
Електрозаварен тройник или тройник с вграден нагревател (тройник ZN).
Като правило днес в продажба можете да намерите електрически заварен тройник PE100. Има равностранен електрозаварен тройник, а можете да закупите и електрозаварен редукционен тройник. От нас е възможно да закупите тройник от електрозаварен PE100 SDR11 и PE100 SDR17.
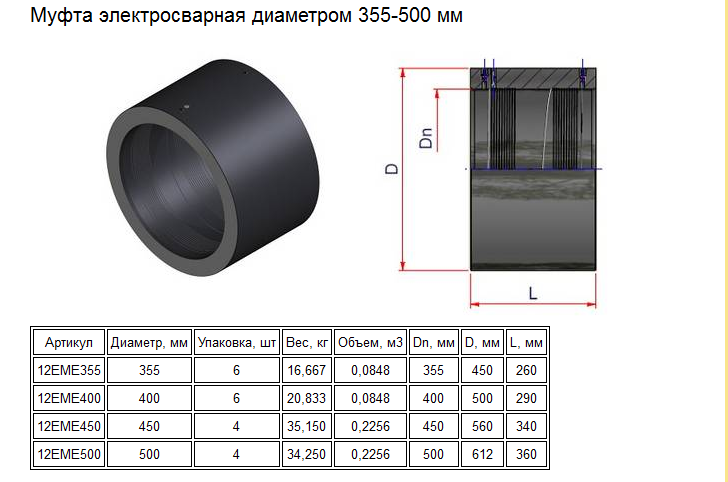
Муфи електрозаварени за монтаж на водо/газопроводи с различни диаметри. Производствен материал: полиетилен ниско налягане HDPE (PE 100). Предлагат се съединители SDR 17 и SDR 11. Обхват на работното налягане (PN) от 6 до 16 атмосфери. Стандартни размери DN (OD) от 20 до 1200 мм. Продуктите отговарят на GOST: R ISO 12176-2-2011.
В каталога на фирмата Труба-Пласт» PND електрофузионни муфи за свързване на полиетиленови водопроводи и газопроводи от PE 100 и PE 80 са представени на ниска цена. Продуктите са сертифицирани по ISO и GOST стандарти.
Характеристики:
- външен диаметърсвързани тръби: от OD 25 до OD 1200 mm;
- SDR (съотношение диаметър към стена) съединители: 7,4, 11, 17 (възможно е монтиране на тръби с по-тънка стена, SDR 41, 33, 21, 17,6 и др.)
- клеми: 4 мм;
- максимално заваръчно напрежение: 40 V;
- работно налягане: от 6 до 16 атмосфери.
Съединителите могат да се използват при ремонт или изграждане на тръбопроводи.
Технология на заваряване
Процесът на заваряване на HDPE електрофузионни съединители протича на няколко етапа:
- Изрязване на краищата на тръбата.
- Отстраняване на горния слой на тръбата със скрепер на фугите.
- Обезмасляване на тръбни и съединителни повърхности
- Намаляване на диаметъра на тръбата със скоба за свободно влизане в съединителя.
- Връзка заваръчна машина, който чете информация от свързващия баркод. Оборудването автоматично задава необходимото напрежение и време.
- Охладете (продължава 20 минути).
Индикатор показва края на процеса на заваряване. За да проверите херметичността на ставите, е необходимо да нанесете пяна върху ставите и да въведете сгъстен въздух вътре. Доказателството за правилно изпълнена инструкция е липсата на мехурчета върху пяната.
Предимства
Съединителите имат следните характеристики:
- липсата на предварително загряване намалява времето за монтаж;
- монтаж на труднодостъпни места;
- устойчивост на повреди и химикали;
- работа при температурен диапазон от -20 до +50 градуса;
- лесно свалящ се ограничител.
Пробите от всяка партида части се тестват за якост и заваряемост. Доказателство за качество е сертификатът, предоставен при покупката на стоката.
За повече информация относно електрофузионни съединители за HDPE тръби, моля свържете се Труба-Пласт» по телефона или чрез формата за обратно повикване.
PE съединител
Електрофузионните съединители са разделени на няколко категории в зависимост от предназначението. Всеки от тях е оборудван с електрическо нагревателно устройство, което е вградено в съединителя. Този факт улеснява заваряването полиетиленови тръбиили други материали един с друг.
Какво представляват електрофузионните съединители за полиетилен
Монтажът на тръбопроводи и мрежи се извършва с помощта на фитинги. Те се използват в следните случаи:
- при мащабно строителство на газопровод;
- в системи, както и водоснабдяване с техническа вода;
- при транспортиране на различни химични елементикоито не влизат в контакт с полиетилен.
Тези продукти се произвеждат в няколко конфигурации. Зависи какъв диаметър и размер са необходими за монтажа на технически продукти. В зависимост от това дали съединителят отива към вода или газ, диаметърът ще варира от 20 милиметра до 3,15 см. Те обаче са доста популярни универсални материаликойто намери широко приложениепри монтаж на всякакъв вид тръбопроводи.
 Съединителят е електрозаварен. PE 100 SDR 11 и SDR 17
Съединителят е електрозаварен. PE 100 SDR 11 и SDR 17 Структурата на продуктите за електрофузия, изработени от полиетилен
Всички електрозаварени материали са надарени с доста сложна структура. Спиралата, която е вътре, е изработена от специална сплав. Той отблъсква разнообразието, образувано по време на работа. В допълнение, спиралата служи като един вид критерий за висококачествено заваряване. Тъй като сплавта на бобината не предава топлина към външни компоненти - заваръчни работина електрофузионни съединители минават бързо и без проблеми. Изходът е едно солидно устройство.
 съединител за заваряване на полиетиленови тръби
съединител за заваряване на полиетиленови тръби Основните предимства и недостатъци на електрофузионните съединители, предназначени за полиетилен
1. Такива съединители ще служат най-малко 50 години.
2. Достъпност за широката популация.
3. Няма ограничения за работа и монтаж на конструкцията в недостъпни зони на полагане на тръби.
4. Компоненти, които са подходящи за всички форми на полиетиленови тръби поради тяхната гъвкавост.
5. Пълно събиране на всички части на уреда, извършено за броени часове.
6. Тръбопроводните устройства, направени с участието на електрофузионни съединители, са особено издръжливи и надеждни.
7. осигуряват съкратен срок за монтаж.
 електрофузионен съединител
електрофузионен съединител Но в допълнение към значителните предимства, съединителите включват и няколко недостатъка, които понякога са донякъде ограничени при работа с такъв материал:
1. Ако съединението на тръбата е изложено на алкална или киселинна среда, тогава този фактор може да има изключително негативен ефект върху използвания материал.
2. Не издържат високо наляганев работно състояние.
3. Не можете да ги използвате в отоплителни системи и при захранване топла вода, защото над 40 градуса по Целзий са фатални за тях.
Въпреки това, всички горепосочени недостатъци на частите поради техните качества, като здравина и лекота на монтажна връзка, се изтриват. И всяка година обхватът на тяхното приложение само се разширява.
 За свързване на тръбите една към друга и към PE фитинги се използва електрофузионен съединител за полиетиленови тръби от HDPE.
За свързване на тръбите една към друга и към PE фитинги се използва електрофузионен съединител за полиетиленови тръби от HDPE. Как е монтажът с използването на електрически заварени части
Инсталационните работи се извършват чрез подаване електрически токвърху нагревателната част, която е в съединители с вградени нагревателни части. Последващото повишаване на температурата дава вътрешни стенипродукти и части от тръбопровода се запояват, в резултат на което се образува граница, която има пълно уплътнение и висококачествено запояване на материала.
Самата инсталация с помощта на фитинги включва следните елементи:
- от самото начало, тръбата, към която трябва да се свърже общ дизайнизрежете ясно под прав ъгъл. Строго е забранено оставянето на всякакви неравности и грапавини. След равномерно разрязване продуктът се почиства от полепнала мръсотия;
- освен това точката на рязане се почиства внимателно със специален технически инструмент. В същото време се спазва диаметърът за влизане в електрофузионния фитинг.След това всички свързващи части трябва да бъдат обезмаслени, за което се използва парче чист плат с нанесен върху него ацетон или друг разтворител;
- страните, предназначени за заваряване, са внимателно фиксирани. В някои модификации на фитингите вече присъстват тези крепежни елементи, в които след това се вмъкват краищата на полиетиленовите тръби. Не трябва да забравяме, че разстоянието между заварените тръби, разположени в средата на съединителя, по никакъв начин не трябва да надвишава дебелината на стените на полиетиленовата тръба;
- се извършват заваръчни работи за последователно свързване на тръбите. Заваряването се извършва автоматично, интелигентно устройство може самостоятелно да зададе подходящата температура този видзаваряване в допълнение, задайте процента на напрежението и времето за заваряване. По време на процеса заваръчните терминали са свързани към контактите на секцията за електрическо заваряване и цялата информация от баркода се предава автоматично. Всички електрофузионни съединители имат този код;
- веднага след приключване на заваръчните работи, ставите се проверяват незабавно. Те трябва да бъдат напълно запечатани. За да се провери, ставите се сапунисват и след това през тръбата се подава сгъстен въздух.
За да може монтираната система да служи за дълъг период от време, работата трябва да се извършва от квалифицирани майстори. Ако в процеса се използват електрозаварени съединители, проектирани специално за полиетиленови тръбопроводи, тогава на изхода се получава здрава и монолитна структура.
 електрофузионен съединител sdr17
електрофузионен съединител sdr17 В кои области са били използвани електрофузионни съединители?
Поради факта, че инсталирането на такива връзки се извършва достатъчно бързо, те са просто незаменими за спешни и аварийни работи. Ако е невъзможно да се използват други елементи за челно заваряване при изграждането на тръбопровод с повишена сложност, се използват съединители. А вградената спирала в електрофузионните съединители дава възможност за извършване на монтаж в трудни условия, например, изкопи.
 Съединител електрозаварен PE100 SDR17
Съединител електрозаварен PE100 SDR17 Работно налягане: 6 bar Газ - 10 bar Вода
СПТ 17
Тип полиетилен: PE100
Кои електрофузионни съединители да изберете
Експертите съветват да купувате италиански, немски и австрийски съединители. Продуктите на тези страни са се доказали добре. Известните производители не произвеждат фитинги от различни вторични суровини, което, разбира се, има положителен ефект върху качеството на елементите. Струва си да се обърне внимание на руските производители, чиито детайли са широко представени на вътрешния пазар.
 Съединител електрофузионен PE 100 SDR 11
Съединител електрофузионен PE 100 SDR 11 Работно налягане: 10 бара газ - 16 бара вода,
СПТ: 11
Полиетилен: PE100
 електрофузионен полиетиленов съединител
електрофузионен полиетиленов съединител  електрофузионен съединител 63
електрофузионен съединител 63 Обобщаване
Ако в близко бъдеще има планове за инсталиране и ремонт на тръбопровод или някои от неговите участъци, тогава закупуването на съединители с вграден нагревателен елемент ще правилно решение. В края на краищата всеки иска да получи надеждна, здрава и издръжлива конструкция, която не изисква допълнителни усилия при нейната поддръжка.
В тази статия ще научите какво представлява електрофузионният фитинг за полиетиленови тръби. Как да заварявате HDPE фитинги. Какво е електрозаварен HDPE фитинг и неговият интерфейс.
Електрофузионният съединител се използва в процеса на формиране на интегрална секция в тръбопровода. В същото време в повечето случаи елементите на линията се монтират за заваряване, като се вземат предвид най-натоварените участъци, които имат специален списък с изисквания за челното съединение.
Благодарение на електрически заваръчни шевове е възможно да се осигури най-висока якост на съединението на съединението, тъй като достига приблизително 90-95 процента от пълен монолит. Ето защо тази технологиядокингът стана толкова популярен при монтажа на тръби, както метални, така и полиетиленови.
Метални електрофузионни фитинги
Металните съединители се произвеждат в два формата - за резбови връзкии за заваряване. Резбовите фитинги предполагат, че техните краища ще бъдат с резба външна или вътрешна резба. Но краищата на заварения фитинг не включват нищо друго освен фаски, с помощта на които е много по-лесно да се образува заваръчен шев. В същото време основната част от фитингите за PE100 се монтира в самата линия с помощта на челна или припокриваща връзка.
При първия вариант се приема, че тръбата и фитингът ще бъдат съединени в съответствие с техните краища, тоест външната част на свързващите елементи трябва да бъде идентична с диаметъра на тръбата.
Но вторият вариант предполага, че тръбата се вкарва във фитинга. Тоест, това изисква съответствие между вътрешния диаметър на елемента и външния - в тръбата.
От друга страна, всяка от тези опции има идентично продължение - съединението се заварява с помощта на електродъгово или аргоново заваряване, като се използва рутилов електрод. В същото време аргон-дъговата технология за заваряване на тръби има много предимства, тъй като ви позволява да осигурите много по-добри заварки в сравнение със стандартното електродъгово заваряване.
Електрофузионни фитинги от полиетилен
Както знаете, полимерният тръбопровод има много предимства поради своята гъвкавост и възможността за използване на електрически заварени свързващи елементи. И на първо място, такъв HDPE фитинг е монтиран на тръбопроводи, произведени от материали с ниско налягане.

Електрозавареният HDPE фитинг също е свързан с два вида монтаж - челно и припокриване. Това отчита термопластичните характеристики на полиетиленовите тръби, тоест при монтаж от край до край се използва поялник и всеки от елементите трябва да се държи със специална скоба. Между другото, припокриващите се фуги се оформят по същия начин, но за това съединителят с тръбата се загрява предварително със специален калибър, след което нагрятата тръба се притиска в HDPE фитинга.
В същото време прилагането както на единия, така и на другия метод се осъществява на базата на същия физически ефекти- полимерните вериги се разрушават на молекулярно ниво, което изисква нагряване на материала до 170 градуса, след което се образуват нови връзки, когато полимерът изстине. В резултат на това електрическото заваряване HDPE влияе на молекулярното ниво, така че такава връзка ще бъде толкова силна, колкото самата тръба.
Съединители с електрически елемент
Методът на монтаж, описан по-горе, предполага необходимостта от използване на специални поялници за заваряване на тръби, които ще загреят самата контактна зона. Въпреки това, с помощта съвременни технологииможете да отхвърлите необходимостта от работа с такова обемисто оборудване, просто трябва да използвате електрически фитинги PE100. Разликата между такъв фитинг и конвенционален електрофузионен елемент се свежда до факта, че има вътрешен нагревател.
Тоест процесът на заваряване при припокриване ще се извършва вътре в самите полиетиленови елементи. В този случай всъщност ще говорим за същата технология като в случая на запояване - елементът от лека сплав нагрява тръбния слой заедно с вътрешно пространствофитинг, а след падане на температурата ще се образуват няколко нови полиетиленови вериги между молекулите на тръбата и фитинга.

В резултат на това, когато използвате електрофитинга PE100 в процеса заваряване на тръбиот полиетилен, с гаранция се издава необходимия резултат, както и по време на монтаж на тръбопроводи без налягане или налягане, и дори по време на монтаж промишлен тръбопровод, което изисква най-висока здравина на тръбите (работа с газ или химически активни вещества).
Е, самият електрозаварен PE100 има такива важни предимства:
- Такъв HDPE фитинг 100 може да се монтира върху всяка от полиетиленовите тръби, чийто външен диаметър е 20-400 милиметра.
- Шевовете, създадени в такива фитинги, са в състояние да издържат на налягане до 16 атмосферни сили.
- Полиетиленови HDPE фитингите са инертни към почти всички химикали, така че тази връзка ще бъде от значение и за тръби, които се използват за технически или питейни цели.
- Поради високите показатели за якост в заварките, тръбопроводът може да издържи на доста сериозни хидравлични удари.
- Поради широкия диапазон от диаметри, HDPE фитингите могат да се използват с почти всяка тръба SDR17.
- Всеки фитинг PE100 има няколко стандартни клеми, които се свързват с помощта на стопяеми елементи, вградени в тялото на самия елемент. Следователно, в процеса на инсталиране на фитинг PE100, можете да използвате стандартни генератори на заваръчен ток.
Как става монтажа на електрофузионен фитинг 110
Преди да започне заваряването на фитинги тип HDPE, е необходима подготовка на самия свързващ елемент, заваръчната машина и тръбите SDR17. Можете да го направите по този начин:
- Тръбата SDR17 трябва да бъде отрязана така, че ъгълът й с централната ос да е 90 градуса. Краят на фитинга PE100 също е перпендикулярен, това се контролира от производителя, така че няма нужда от подрязване на свързващите елементи.
- След като крайната повърхност на SDR17 бъде обработена, скосването се отстранява от един от ръбовете му специални инструменти- скосени.
- SDR17 трябва да бъде въведен в PE100, а индикаторът за дълбочина на потапяне трябва да бъде записан с маркер. Тази маркировка е необходима, за да се улесни сглобяването на заварената връзка.
- След това остава само да избършете тръбата SDR17, както и HDPE фитинга, като винаги използвате някакъв разтворител - за обезмасляване на бъдещи заваръчни басейни.
Струва си да се отбележи, че тази операция трябва да се извърши два пъти, тъй като при заварената инсталация на SDR17 се предполага, че тръбите трябва да бъдат фиксирани едновременно - както на входната, така и на изходната част 110 на фитинга. Е, самото заваряване може да се извърши по този начин:
- SDR17 трябва да бъде фиксиран във фитинга 110 на мястото на маркиране и същата манипулация се извършва от другия край на 110.
- След това тръбата се фиксира в специално устройство, което трябва да следи колко вярно е съотношението между фитинга 110 и входящите-изходящи клони в тръбопровода.
- След това върху клемите на фитинга 110 се монтира заваръчно устройство. В неговия блок е посочена информация относно диаметъра и дебелината на частите. Между другото, тези данни могат да бъдат зададени по време на образуването на заварени съединения, които ще бъдат изчислени в съответствие с размерите на тръбата и 110 фитинга.
- След като приключите с тези манипулации, устройството се включва в режим на загряване и след половин час се изключва от вече готовите части. В същото време по време на отоплителния период е забранено докосването както на фитинга 110, така и на тръбите.
След като трансформаторът и позиционерът бъдат премахнати, дизайнът се счита за готов и може да се използва. Можете да видите параметрите на заваряване директно върху съединителя. Има стикер с баркод, който съдържа всичко необходимата информация. В съответствие с него можете да конфигурирате заваръчната машина.