Aká by mala byť tepelná medzera vo valcoch. Ojnica a skupina piestov - kontrola, kontrola a oprava
Ak sa v čase naštartovania motora „studeného“ náhle ozve zvuk veľmi podobný klepaniu, ktorý sa s následným zahriatím motora postupne znižuje alebo úplne zmizne, slúži to ako signál na kontrolu vôle. medzi valcami a piestami. Inými slovami, mali by ste si vyhrnúť rukávy, vyzbrojiť sa momentovým kľúčom a začať proces odskrutkovania hlavy valcov blokov.
Prítomnosť určitej vzdialenosti medzi piestom
a valec, prečo sa môže zmeniť
Dokonca
ak je vozidlo správne prevádzkované, potom časom dochádza k prirodzenému zúženiu
vôľu medzi valcom a jeho piestom. To možno vysvetliť podmienkami konštanty
použitie vozidlo a vysokoteplotné podmienky dielov.
Viac
jeden dôvod na zníženie vzdialenosti
medzi valcom a piestom môže dôjsť k nesprávnemu nastaveniu všetkých častí, ktoré sa pohybujú, ako aj
nesprávne nastavenie valcov alebo následné tepelné preťaženie. Vždy nasleduje
nezabudnite, že bloky valcov sú väčšinou vyrobené z hliníkových materiálov, ktoré
V porovnaní s legovanou liatinou majú dvojnásobný koeficient rozťažnosti.
postupné
zúženie medzery medzi valcom a jeho piestom vedie k vzniku polosuchého trenia, ktoré zase
spôsobuje zvýšenie teploty valcov a častí bloku. Postupom času
mazanie vo všeobecnosti prestane prúdiť, čo vedie k prvým škrabancom
na pieste.
AT
väčšina prípadov po diagnostikovaní bloku valcov a jeho stavu
je priama oprava valcov a piestovej skupiny prvkov
motora. Získajte úplný obraz o stupni deformácie vložiek, piestov
niektoré ďalšie diely je možné až po demontáži hlavy bloku
valcov.
ako
je otvorený iba prístup k skupine piestov, môžete začať posudzovať deformácie
piestov a valcov. hlavné spotrebiče,
to pomôže urobiť všetko potrebné merania priemery sú
mikrometer a posuvné meradlo. Prvé zariadenie je potrebné na meranie priemeru piestov a
druhý, ktorý sa nazýva indikátorové meradlo, sa používa na meranie
priemer valca.
Normy zhody valcov a piestov
Predtým
ako postupovať pri priamej oprave skupiny piestov, je potrebné
vyzbrojte sa nejakými teoretickými vedomosťami. Najmä by ste si to mali uvedomiť
existuje niekoľko skupín priemerov piestov, ako aj tabuľky s nominálnymi
veľkosti piestov a valcov, pretože práve toto poznanie sa stane hlavným
usmernenie pre budúcu prácu.
Piest
priemer je klasifikovaný podľa vonkajšieho priemeru a je rozdelený do 5 tried, a to:
A, B, C, D, E, ktoré sa líšia svojou veľkosťou o 0,01 mm, ako aj kategórie podľa
priemer otvoru pre piestny čap, ktorý sa dodáva v krokoch po 0,004 mm. Tieto údaje
musí byť vždy na korune piesta a musí byť vo forme čísla a písmena,
sú kategória vŕtania a trieda piestu.
Medzera
medzi opraveným valcom a piestom je potrebné vykonať podľa zv
konštrukčné normy, ktoré musia byť splnené. Na uvoľnenie nových dielov,
spravidla leží v rozsahu 0,05-0,07 mm. Pre diely, ktoré už boli in
pri použití by medzera nemala presiahnuť 0,15 mm.
presne tak
na určenie tohto parametra je potrebné merať medzeru medzi
valec a jeho piest. Musí sa to urobiť aj správne
vyzdvihnúť piesty rovnakej triedy ako valce. V prípade medzery
použitý motor medzi valcom a piestom presahuje údaj v
0,15 mm, je potrebné zvoliť valce pre piesty s najbližším
hodnotu k veľkosti výpočtu.
nuda
valce musia byť vykonané vopred a opotrebované na maximum
približný znak na najbližšiu hodnotu veľkosti opravy. Tiež to nestojí za to
zabudnite na prídavok, ktorý je pri honovaní približne 0,03 mm
valcový povrch po procese vyvŕtania. Po dokončení tohto procesu
môžete začať hľadať piesty.
AT
pri procese honovania sa musí prísne dodržiavať priemer, pretože pri inštalácii piestu
indikátor vôle musí zodpovedať maximálnej povolenej miere pre nové
diely v 0,045 mm.
Priemer
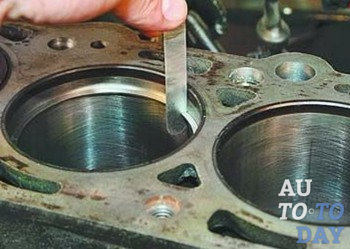
valec sa meria vnútorným meradlom a v dvoch kolmých rovinách. Realizáciou
výber piestov k valcom, okrem
oprave alebo menovitej veľkosti, je potrebné vziať do úvahy hmotnosť piestu, ktorá môže byť
zvýšená, normálna alebo znížená o 5 gramov. K piestom z opravárenskej skupiny,
okrem iného by sa mali vybrať opravné krúžky s rovnakými opravnými rozmermi.
Po
ako sa určuje vzdialenosť medzi valcom a jeho piestom, sa dá ľahko
zdvihnúť požadované rozmery, a po vŕtaní valca, ak
je potrebné nainštalovať piest.
Výsledok porušenia medzery medzi piestom a valcom
Zväčšená medzera medzi piestom a valcom vedie k klepaniu, zhoršeniu kompresie motora, nadmernej spotrebe oleja a poruche motora. Zníženie medzery medzi valcom a piestom vedie k vzniku ryhovania na zrkadle valca, prehriatiu častí bloku.
V oboch prípadoch je potrebná oprava skupiny piestov. Žiadne možnosti. Alebo, ak chcete, zvážte kúpu nového motora. Napriek tomu je však lacnejšie včas opraviť valce a piesty. A oprava bude spočívať vo výmene valcov a vyvrtávaní alebo honovaní valcov.
Ako skontrolovať vôľu medzi piestom a valcom
Prirodzene, všetko začína demontážou hlavy valcov. Celkovo môžete začať s generálnou opravou motora. Koniec koncov, v dôsledku diagnózy sa problémy s vačkovým hriadeľom, kľukovým hriadeľom, výmenou tesnení, ložísk, vložiek atď. určite „vyplazú“. dosť práce. Začnime však od miesta, kde sme začali – meranie medzery medzi piestom a valcom.
Budeme potrebovať dva meracie nástroje: dieromer na meranie vnútorného priemeru valca a mikrometer na meranie priemeru piestov. Nebudeme rozptyľovať našu pozornosť na štruktúru materiálov a technológiu výroby piestov. Prejdime k meraniu medzery.
Rovnako ako valce, aj piesty sú rozdelené do 5 tried podľa ich vonkajšieho priemeru: A, B, C, D, E. Priemer piestu sa meria v oblasti valcovej časti plášťa, vo vzdialenosti 52,4 mm od spodku lietadla. Na spodnej strane uvidíte triedu nášho piestu. Pečiatka so zodpovedajúcim písmenom.
Priemer valca sa meria v štyroch zónach a v dvoch na seba kolmých rovinách (pozdĺž a naprieč bloku valcov). Ak po meraní získate medzeru medzi piestom a valcom nad 0,15 mm, musíte pristúpiť k výberu opravných piestov.
Za predpokladu, že zrkadlo valca nie je nijako porušené, vyberieme piesty. Ak na zrkadle valca existujú mechanickému poškodeniu, potom sa valce najskôr vyvŕtajú alebo vybrúsia. Zároveň by sa nemalo zabúdať, že vŕtanie sa vykonáva na veľkosť najbližšej opravnej veľkosti piestu.
Mŕtvy priestor.
Mŕtvy priestor piestový kompresor predstavuje objem uzavretý medzi ventilmi a hlavou piestu v momente, keď je v hornej úvrati. Hlavným dôvodom existencie mŕtveho priestoru je lineárna medzera medzi korunou piesta a ventilovou doskou (najmenej 0,01 priemeru valca), ktorá je určená na kompenzáciu predĺženia piestu a ojnice pri ich zahrievaní, pretože ako aj prípadné nepresnosti pri výrobe dielov a montáži kompresora. Mŕtvy priestor zahŕňa aj objem vybraní a otvorov ventilov a objem prstencovej medzery medzi stenou valca a piestom (až po prvý krúžok).
Vo vysokorýchlostných kompresoroch je objem mŕtveho priestoru od 3 do 5% objemu valca. V moderných malých hermetických kompresoroch je objem mŕtveho priestoru znížený na 2 %. Expanzia pár zostávajúcich v mŕtvom priestore valca znižuje sací objem a tým aj výkon kompresora. Čím väčší je objem mŕtveho priestoru, tým väčšie je zníženie skutočného výkonu kompresora. Preto sa mŕtvy priestor niekedy nazýva „škodlivý“ priestor.
| Mŕtvy priestor kompresora |
| V prítomnosti mŕtveho priestoru v kompresore klesá objem nasávaného plynu za jednotku času a zvyšuje sa spotreba energie. K poklesu užitočného sacieho objemu dochádza z troch dôvodov: mŕtvy priestor zväčšuje objem valca v porovnaní s objemom, ktorý opisuje piest; plyn zostávajúci v mŕtvom priestore po vytlačení pri výtlačnom tlaku sa pri spätnom zdvihu piesta zväčšuje a jeho objem zodpovedajúci saciemu tlaku sa výrazne zväčšuje, v dôsledku čoho sa objem nasávania čerstvého plynu úmerne zmenšuje o rovnakú hodnotu. čiastka. Nakoniec sa teplota plynu počas jeho expanzie v mŕtvom priestore mení a môže byť vyššia ako teplota vstupujúceho plynu, v dôsledku čoho sa tento zahrieva a dochádza k ďalšej expanzii, ktorá tiež spôsobuje objemové straty. |
| . Lineárne meranie mŕtveho priestoru s odtlačkami |
| 1.1 Vo všetkých kompresoroch je medzi piestom v hornej polohe a doskou ventilu medzera (lineárny mŕtvy priestor). Táto vôľa je potrebná, aby sa zabránilo nárazu piestu na dosku ventilu. V zmontovanom kompresore by medzera medzi ventilovou doskou a piestom mala byť približne 0,01 priemeru valca. Hodnota lineárneho mŕtveho priestoru je určená odtlačkami olova alebo vosku. Na získanie odtlačkov sa na každý piest umiestni vosková guľa alebo olovený drôt s dĺžkou 10 mm a priemerom 0,5 mm. Po nainštalovaní ventilovej dosky na miesto ručne otočte hriadeľ pomocou nakloneného kotúča (aspoň o jednu otáčku). Potom sa kompresor otvorí a po vybratí výtlačkov sa zmerajú: olovo - posuvným meradlom a vosk - indikátorom (obr. 2). Rúrkové rameno 1 indikátora prerezáva voskový odtlačok po celej jeho hrúbke, v dôsledku čoho sa pohyblivá tyč 5, stláčajúca pružinu 4, zdvihne a spôsobí vychýlenie šípky na číselníku 2, na ktorom je hodnota mŕtveho priestoru budú uvedené. Indikátor v rúrkovej nohe je upevnený skrutkou 3 . |
| 1.2. Meranie lineárneho mŕtveho priestoru pomocou prípravku |
Odstráňte piest z okraja hornej úvrate o 15 mm. Nainštalujte prípravok (obr. 3) s indikátorom na ovládacej doske tak, aby vyčnievajúca časť tyče indikátora bola o 0,5 mm väčšia ako maximálny povolený mŕtvy priestor. Ukazovateľ nastavte tak, aby sa ručička malej mierky posunula o jeden dielik a ručička veľkej mierky ukazovala 0,3 mm. Po uvoľnení upevňovacej skrutky indikátora sa noha pohybuje (obr. 3). Nainštalujte pripravené zariadenie namiesto výtlačného ventilu a pomaly otáčajte kľukovým hriadeľom pomocou rukoväte alebo zotrvačníka, pričom sledujte hodnoty indikátora. Maximálny údaj na indikátore bude zodpovedať polohe hornej úvrate piesta. Merajte pre päť valcov. Kľukový hriadeľ nesmie byť úplne otočený. Výhodnejšie je otočiť rukoväť o 30-40 0 v oboch smeroch tak, aby piest prechádzal cez hornú úvrať. 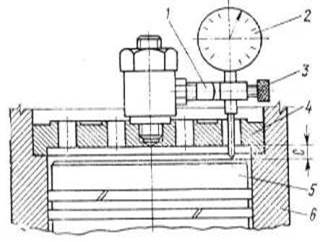 Ryža. 3. Zariadenie na meranie lineárneho mŕtveho priestoru: 1 - držiak na montáž indikátora; 2 - indikátor; 3 – upevňovacia skrutka indikátora; 4 – teleso tlakového ventilu; 5 - piest; 6 - valec Získané počas meraní priemerná hodnotaškodlivého priestoru, porovnajte s tými, ktoré sú povolené pre kompresor tejto značky. V závislosti od zistených odchýlok mŕtveho priestoru od optima nastavte spôsoby nastavenia. Ryža. 3. Zariadenie na meranie lineárneho mŕtveho priestoru: 1 - držiak na montáž indikátora; 2 - indikátor; 3 – upevňovacia skrutka indikátora; 4 – teleso tlakového ventilu; 5 - piest; 6 - valec Získané počas meraní priemerná hodnotaškodlivého priestoru, porovnajte s tými, ktoré sú povolené pre kompresor tejto značky. V závislosti od zistených odchýlok mŕtveho priestoru od optima nastavte spôsoby nastavenia. |
| 2. Meranie mŕtveho objemu valca kompresora |
| Priestor medzi ventilovou doskou a piestom v hornej polohe vrátane otvorov vo ventilovej doske pod ventilovými doskami sa nazýva mŕtvy objem. Pomocou hĺbkomeru alebo indikátora hĺbkomeru zmerajte lineárnu vôľu medzi piestom a ventilovou doskou a vypočítajte mŕtvy objem V 1c (m 3): , kde D je priemer valca, m; l- lineárna vôľa, m. Potom určte objem otvorov vo ventilovej doske pod doskami výtlačných ventilov V 2c (m 3): , kde d je priemer otvoru, m; S 1 - hrúbka dosky ventilu, m; n je počet otvorov vo ventilovej doske pod doskami tlakového ventilu na valec. Celkový mŕtvy objem C (m 3): . Objem opísaný piestom V p (m 3), kde S je zdvih piesta, m. Hodnota relatívneho mŕtveho priestoru sa zvyčajne vyjadruje ako percento objemu opísaného piestom,. |
http://abc.vvsu.ru/Books/t_Kond_ref/page0044.asp
Klepanie v motore v dôsledku veľkých medzier v pieste.
Predtým, ako začnem chápať príčinu nárazov, rád by som trochu vysvetlil, ako funguje geometria piestu. Potom bude ľahšie pochopiť, čo je tu napísané.
Piest totiž nie je dokonalý valec a takmer všetko v ňom je posunuté alebo nemá ideálny rovný tvar.
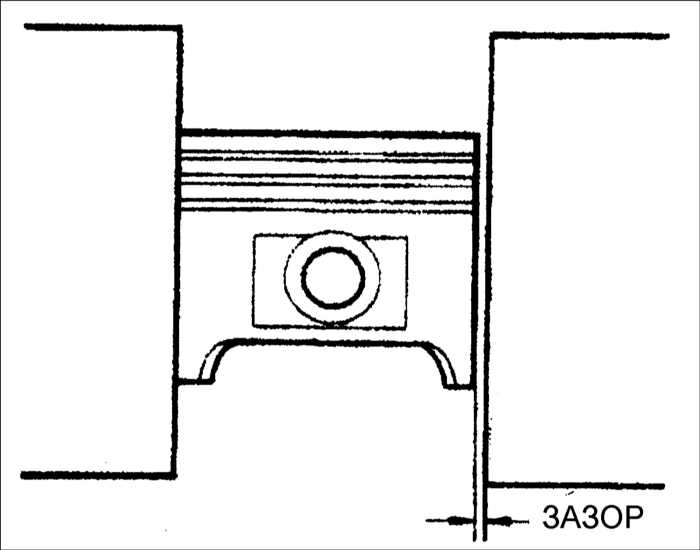
Napríklad. Toto číslo je číslo 1. Je znázornený piest, ktorý sa zužuje smerom hore a má kužeľovitý tvar a tiež tvar valca. Faktom je, že horná časť piestu sa pri zahrievaní roztiahne o 0,2 mm. Ale v oblasti prsta sú tepelné rozťažnosti iba 0,1 mm. Ale plášť piestu sa rozširuje len o 0,04 mm. To znamená, že s piestom 100 mm bude veľkosť piestu 99 mínus 0,035 ... 0,045 mm.
Ale na obrázku číslo 2. Je vidieť, že piest v jeho spodnej časti je trochu oválny. Deje sa tak, aby sa predišlo zbytočnému bočnému treniu. Čo tiež odoberie časť výkonu motoru. Pravda, v skutočnom pieste je ovalita len na hranici 0,1 mm. Tu je to nakreslené kvôli prehľadnosti silnejšie.
Obrázok číslo 3. Je znázornené, že os otvoru ojnice nie je vyvŕtaná striktne v strede piestu, ale je mierne posunutá na stranu. Deje sa tak s cieľom kompenzovať bočné zaťaženia, ktoré sa objavujú pri posunutí piestu do TDC, a čo je najdôležitejšie, kompenzovať bočné zaťaženia prenášané z ojnice. Aby sa to otočilo, iba piest sa pohybuje vertikálne tam a späť a ojnica tlačí kľukový hriadeľ v kruhu, z ktorého vznikajú bočné sily.
Upevnenie na piest.
Opotrebenie steny valca sa líši. To môže tiež spôsobiť klepanie piestu.
Pod písmenom A. Bežné opotrebovanie stien valca.
Pod písmenom B. Abnormálne opotrebovanie stien valca.
Príčinou abnormálneho opotrebovania piestu je.
Slabé mazanie stien valca. Kvôli nízkemu tlaku v olejovom systéme.
Motor bol často opotrebovaný pri vysokých rýchlostiach.
Veľká medzera medzi plášťom piesta a stenou valca, sa často náhle objaví po oprave motora. Pre motor to nie je smrteľné, ale nepríjemné.
Vyzerá to takto. Len čo motor naštartuje, niekoľko minút sa ozve klepanie (hluché kovové klepanie, trochu pripomínajúce chod studeného naftového motora, pričom si ich možno ľahko pomýliť so zvonením neupravených ventilov.) Potom sa klepania výrazne znížia. na zahriatie. Ak plynule zvýšite otáčky motora na 3000, klopanie v určitom rozsahu bude dobre počuteľné. Keď je valec klepania vypnutý, klepanie sa mierne zníži. Ak počúvate stetoskopom alebo cez palicu, železnú tyč, potom zvuk je počuť v hornej časti bloku a v spodnej časti.
Faktom je, že s vôľou piestu je u moderných piestov stena valca väčšia ako 0,08 mm. Tam, kde je výška piesta menšia ako jeho priemer, a preto je plášť, ktorý slúži ako podpera pre piest, veľmi krátky. Potom piesty začnú klopať na stenu valca. Čo robiť krátku sukňu je poplatok za vysokú rýchlosť a tým aj výkon motora. Ako menšia hmotnosťčím viac dokáže motor dávať otáčky, tým sa piest rýchlejšie zahrieva a v neposlednom rade ovplyvňuje výkon EURO.
Fotografia tohto piestu. motor UAZ.
Ale na starších motoroch, kde je výška piestu rovnaká alebo väčšia ako priemer. Piest bude klepať na valec s obrubou iba s medzerou 0,15 mm. Ale na starých nízkootáčkových motoroch, kde sa výška sukne od stredu otvoru na prsty takmer rovná priemeru. Piesty budú klepať len na úplne mŕtvy motor.
Aby ste predišli klepaniu, musíte presne zmerať priemer sukne. Jeho minimálna veľkosť by mala byť 0,04 mm a maximálne 0,06. Bože daj mi pamäť. Takže pri kúpe čo i len nového piestu si ho radšej premerajte. Meranie priemeru sukne sa nerobí na samom konci sukne, ale ustupuje približne 2/3 od otvoru na prst. Miesto merania je znázornené na obrázku 1 a označené písmenom S.Bohužiaľ v garážové podmienky nie každý si môže dovoliť strmeň a mikrometer. Ale ako sa hovorí, vždy existuje jednoduché riešenie.
Robí sa to takto. Najprv vezmite blok do dielne, kde sa bloky vyvŕtajú a vybrúsia. Tam vám to zmerajú a spravidla povedia, že blok bude nudný v dvoch veľkostiach. To znamená, že kúpite veľkosť piestu o 0,5 mm viac. Ak nerozumiete, vysvetlia vám to a s najväčšou pravdepodobnosťou, ak sa spýtate, okamžite napíšu na papier veľkosť piestu, ktorý by ste si mali kúpiť v obchode. Potom idete do obchodu. A kup si novy piest.
Teraz je žiaduce dať blok spolu s piestom. A pri nudnom sa opýtajte, aby ste každý piest namontovali do otvoru. Na mnohých workshopoch s tým s radosťou súhlasia. Od zapichnutia piestu do honovaného bloku. Majster okamžite určí odpor pohybu piestu. Treba ešte viac premrhať blok alebo to stačí. Pri tomto postupe nestrácajú veľa času. Vyhnú sa ale karhaniu s klientom, ktorý bez toho, aby o tom vedel, priniesol piesty, ktoré zlyhali vo veľkosti. Vysvetliť každému takémuto klientovi, že za to nemôže pán, bude časovo náročnejšie ako kontrola a nastavovanie každého piestu. Pri preberaní motorov som skontroloval správnosť vyvrtávania a honovania. Olejom mazaný piest by mal zapadnúť do otvoru s miernym presahom. Po pohybe piestu niekoľkokrát hore a dole. Potom zdvihnite piest do TDC a nechajte ho tam. Piest nesmie vypadnúť z otvoru pod ním vlastnou váhou. Keď sa piest pohybuje vašimi prstami, piest by sa mal takpovediac pohybovať smerom nadol z tlaku jedného prsta. Ak je úsilie o niečo vyššie a musíte stlačiť dvoma prstami. Potom boli piesty nasadené pevnejšie. Majstri si chcú poistiť to isté a robia to s minimálnou toleranciou. Riadený princípom. Je lepšie nechať to byť hustejšie a zábeh motora bude dlhší ako prepadnúť veľkosť. Áno, s motorom budete musieť jazdiť deň na voľnobeh a prvých 10 000 kilometrov nebude bezohľadných. Potom je potrebné vytiahnuť každý piest a skontrolovať, či na stenách nie je matná stopa piestu. Mala by mierne siahať do tretiny sukne a zároveň je táto fádnosť ťažko viditeľná, no stále je viditeľná. Mimochodom, ak zaklopete na uvoľnený piest paličkou, potom bude tiež pevne sedieť vo valci, ale stopa opotrebovania okamžite ukáže, že tuposť krivky. Rovnakým spôsobom matný náter bude skrútený alebo posunutý na stranu.
Zákalový vzor na plášti piestu.
Ak je ojnica ohnutá.
Piest nemá správnu geometriu.
Kreslenie správneho oparu.
Veľká vôľa medzi piestnym čapom a puzdrom ojnice. Aj keď sa môže stať, že čap je pevne zatlačený do ojnice a preto začne narážať na vŕtanie piesta. Chyba je zriedkavá a zvyčajne vrodená v dôsledku príliš malého utiahnutia prstov vo vŕtaní piestu.
Kontrola prstov je napísaná v článku. Kontrola ojnice.
Nesprávne nainštalovaný piest vo valci.
Prejavuje sa ako neustále silné klepanie pri všetkých rýchlostiach. Miesto na kompenzáciu bočných síl. Samotný piest bude aplikovaný s obrubou na steny, pevnejšie.
Hlava piestu dosiahne tesnenie bloku alebo klope na hlavu bloku.
Prejavuje sa ako klopanie na vrchol bloku. Ak piest dosiahne tesnenie a klepe na medenú hranu. Tá obruba sa zasekne. Ak piest dosiahne hlavu bloku, potom nebudú žiadne zjavné stopy nárazov. Aby ste sa vyhli týmto problémom. Uistite sa, že tesnenie má správnu hrúbku. Pokiaľ ide o tesnenie, je vyrobené podľa vzorca.
prijaté maximálna výška na ktorom jeden z piestov vyčnieva nad blok. Nech je to 1 mm. Navyše, nie menej ako polovica (0,5 mm) milimetra, to je vzdialenosť od piestu k hlave, toľko by malo zostať na sklade pri pieste. A plus 0,3 mm za zmrštenie tesnenia, keď je hlava pritiahnutá skrutkami k bloku. Ukazuje sa, že 1 mm + 0,5 mm + 0,3 mm = 1,8 mm. V dôsledku toho dostaneme číslo 1,8 m, nové tesnenie by sa malo kúpiť tak hrubé.
Teraz, keď je tesnenie zakúpené, musíte ho nasadiť na blok a porovnať. Zhodujú sa otvory v bloku a tesnení, alebo je tesnenie na rovnakej strane? Je to tá istá strana? Upozorňujeme, že krúžky drieku na tesnení nevisia cez otvory valcov bloku. Oceľové lemovanie by malo byť širšie ako otvory valcov asi o pol milimetra. Ak sú v jednej rovine so stenami valca, potom toto tesnenie nie je dobré. Pretože po stlačení sa oceľové lemovanie zúži a vtlačí do valca a piest naň začne klopať. Bude málo potešenia.
Ak sa ráno, keď ste naštartovali studený motor, ozvalo kovové klepanie, ktoré po zahriatí motora zmizlo, znamená to len to, že bola porušená medzera medzi piestom a valcom. Prečo sa porušuje a čím prípustné normy používa sa na vôle medzi piestom a valcom? Odpoveď nájdete nižšie.
Ako sa počas prevádzky mení vôľa medzi piestom a valcom?
Zníženie vôle je spôsobené prirodzeným opotrebovaním pracovných častí piestu a valca. Takáto zmena tvaru kovu je spojená s jeho schopnosťou podľahnúť vplyvom teplotných zmien.
Okrem toho môže dôjsť aj k zníženiu vôle, ak je motor nesprávne zostavený. Napríklad je zlomená inštalácia spojovacích tyčí alebo sú valce nesprávne zarovnané. Bokom nezostáva ani prehrievanie motora, keďže vysoké teploty majú tendenciu rozťahovať materiály. To platí najmä pre hliník, ktorý má na rozdiel od liatiny vysoký koeficient rozťažnosti.
Rovnako ako každá iná chyba, porušenie medzery medzi piestom a valcom má Negatívny vplyv pre chod motora. Kontakt piestu a valca v nesprávnom uhle vedie k suchému treniu, ktoré sa vykonáva bez lubrikant a zvyšuje teplotu dielov. Dôsledkom takéhoto trenia je takmer vo všetkých prípadoch výskyt rôznych škrabancov na pracovných plochách valcov.
Potom musí byť každý motor opravený. Na vykonanie diagnostiky je potrebné ho úplne odstrániť a akonáhle je skupina piestov v dohľade, môžete pristúpiť k príslušným meraniam. V procese merania budete potrebovať mikrometer, ktorý bude ukazovať vôľu piestu a vŕtanie na meranie priemeru valca.
Ako demontovať hlavu valca?
- V prvom rade treba auto znehybniť. Pod kolesami sú nainštalované kliny na kolesá a radiaca páka je nastavená do polohy „prvý prevodový stupeň“. Otvorte kapotu auta a nájdite umiestnenie hlavy valcov.
- Najprv sa odstránia všetky časti, ktoré zasahujú do voľného prístupu k hlave. Môžu to byť:, karburátor (alebo vstrekovač), "nohavice", ako aj rôzne káble, pedálové pohony a elektrické vedenie snímačov. Sviečky sa odskrutkujú z hlavy valca, v prípade potreby sa odstráni rozdeľovač.
- Vypustite motorový olej a chladiacu kvapalinu. Otvorte kryt rozvodu a vyberte remeň. Je to potrebné na uvoľnenie vačkového hriadeľa. Potom odskrutkujte matice zaisťujúce kryt hlavy valcov a odstráňte ho spolu s tesnením. Pred montážou sa odporúča nainštalovať nové tesnenie.
- Teraz môžete pristúpiť priamo k demontáži hlavy valca. Odskrutkujte špeciálne upevňovacie skrutky a demontujte hlavu spolu s tesnením. Potom dostanete otvorený prístup do bloku valcov.
Aké sú normy vôle medzi piestami a valcami

Pred vykonaním príslušnej opravy piestového mechanizmu musíte vedieť, že existujú určité normy vôle, ktoré sú uvedené v tabuľkách a musia sa prísne dodržiavať.
Priemery piestov sú rozdelené len do piatich tried: A B C D E. Každá nová trieda definuje zväčšenie priemeru o 0,01 milimetra. Okrem toho existujú špeciálne kategórie, ktoré určujú priemer otvoru piestneho čapu. Menia sa každých 0,004 milimetra. Všetky tieto čísla a označenia, v celkom určite vyznačené na spodnej časti piestu.
Pre rôzne časti existujú zodpovedajúce normy. Takže napríklad nové piesty by mali byť inštalované s medzerou 0,06 milimetra po celom jeho obvode. Ak diel už prešiel pomerne pôsobivým počtom najazdených kilometrov, jeho medzera by nemala byť väčšia ako 0,15 milimetra.
V prípadoch, keď vôľa začína presahovať stanovené normy, mali by sa vybrať a zakúpiť piesty, ktoré zabezpečia požadovanú vôľu. Nie je potrebné nastavovať piest s vysokou presnosťou. Stačí mať vzorku s približnými rozmermi.
Predtým bolo nevyhnutné vyvŕtať valce kvôli oprave rozmerov a ponechať rezervu približne 0,03 mm. Je to potrebné pre ďalšie honovanie povrchu. Pri honovaní dbajte na dodržanie presnosti priemeru, aby pri montáži nového piestu medzera spĺňala požiadavky na montáž nových dielov.
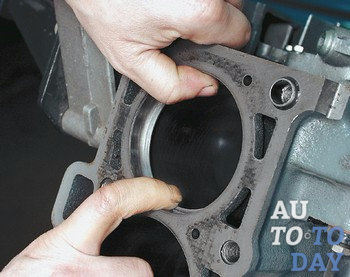
Priemer valca sa meria v štyroch zónach, ako aj v dvoch kolmých rovinách. Meradlo vŕtania musí byť inštalované presne kolmo na blok valca. Týmto spôsobom je možné vylúčiť akékoľvek odchýlky od správnosti meraní.
Video - Ako správne merať piest
Okrem veľkosti piestov je dôležitým ukazovateľom aj ich hmotnosť. Hmotnosť piestov je normálna alebo so zmenou plus (mínus) 5 gramov. Okrem toho je potrebné správne vybrať stieracie krúžky oleja pre piesty, ktoré musia mať opravné rozmery.
Po výbere a inštalácii piestov je potrebné znova skontrolovať veľkosť medzier. Ak je v normálnom rozsahu, môžete pristúpiť k opätovnej montáži motora. Nainštaluje sa hlava valca, potom pohon rozvodového kolesa. Potom sa priskrutkuje kryt hlavy valcov nové tesnenie a všetky prílohy. Nezabudnite doplniť olej, chladiacu kvapalinu a nastaviť mechanizmus distribúcie plynu. Potom s najväčšou pravdepodobnosťou budete musieť nastaviť časovanie zapaľovania. Teraz je auto úplne pripravené na prácu.
Tým sa dokončí kontrola vôle medzi piestom a valcom. Bez ohľadu na to, aký jednoduchý sa vám tento zložitý postup môže zdať, napriek tomu sa odporúča vykonávať ho iba na špecializovaných staniciach. Údržba, keďže montáž bloku valcov je zodpovedná záležitosť a je lepšie ju zveriť odborníkom. Veľa šťastia na cestách!
Je to piest, ktorý vníma tlak plynov (splodín horenia) a prenáša ho cez ojnice na kľukový hriadeľ motora.
Počas prevádzky sa piest veľmi zahrieva a spodok a hlava piestu sa zahrievajú viac ako jeho vodiaca časť ("obruba" piestu). Takže Priemer hlavy piestu je menší ako priemer jeho "obruby".
Aby sa zabránilo zaseknutiu vyhrievaného piestu v objímke, nie je „obruba“ piestu okrúhla, ale eliptická. Preto je tepelná medzera v páre „objímka-piest“, meraná pozdĺž „obruby“ piesta v oblasti otvorov na vloženie piestneho čapu, väčšia ako pri meraní na zvyšku povrchu „obruby“.
Pretože objímku a piest často vyrábajú rôzne továrne, predtým, aby sa uľahčil výber piestu a objímky, boli rozdelené do veľkostných skupín (M, B, C alebo A, B, C). Rozdiel medzi veľkostnými skupinami je 2-5% prípustnej veľkosti. K dnešnému dňu toto pravidlo platí len pre piesty a krúžky vyrábané v tom istom závode (KTD, Motordetal).
Neodporúčame venovať pozornosť veľkostnej skupine pri výbere dvojice objímka-piest, ak nie sú vyrobené v rovnakej továrni, pretože tieto označenia sú továrenské, to znamená, že charakterizujú opotrebovanie frézy na spracovanie. Každá rastlina má vlastné vybavenie rôznych výrobcov a v dôsledku toho je napríklad veľkosť piestu YaMZ skupiny „A“ výroby Kostroma 129,83-129,85 a výroba Kama je 129,80-129,82, to znamená, že rozdiel v priemere piestu môže dosiahnuť 0,05 mm, za chvíľu tolerancie v skupine je veľkosť 0,02 mm.
Pri výbere skupiny piestov mali by ste sa zamerať na tepelnú medzeru medzi objímkou a piestom nastavené pre každý motor výrobcom.
Medzera medzi objímkou a piestom
| Motor | Min. medzera | Max. medzera | Optimálne medzera |
| D-245, D-65NT | |||
| D-144, D-37, D-21 | |||
| TMZ-7511, 8410 | |||
| YaMZ-240, 240 BM | |||
Okrem toho by sme nemali zabúdať, že piest musí byť vybraný podľa hmotnostných charakteristík, pretože prekročenie prípustného rozdielu povedie k nerovnováhe v motore.
Rozdiel v hmotnosti medzi zostavené súpravy piest-prst-puzdro-tyč-krúžky by nemali presiahnuť 15-20 gr.
PIESTNE KRÚŽKY sú rozdelené do dvoch typov - kompresia a škrabka na olej. Prítlačné krúžky utesňujú medzeru medzi piestom a objímkou a zabraňujú prieniku produktov spaľovania (plynov) do kľukovej skrine motora a krúžky na stieranie oleja slúžia na odstránenie prebytočného oleja zo stien objímky.
Piestne krúžky možno podmienečne rozdeliť do dvoch kategórií - liatina a oceľ (podľa materiálu výroby krúžku na stieranie oleja). Liatinové krúžky sú určené na inštaláciu do novej skupiny piestov (nie do pracovnej objímky) a oceľové krúžky do pracovnej objímky (s nábehovou plochou - „vedené zrkadlo“).
Pri inštalácii oceľových krúžkov do novej skupiny piestov sa zvyšuje riziko „zadretia“ na povrchu objímky (výnimkou sú piestne krúžky vyrábané spoločnosťou CJSC Stakol).
Podľa návrhu možno liatinové stieracie krúžky podmienečne rozdeliť do dvoch typov:
Krabicový tvar (známy každému krúžok na stieranie oleja s pružinovým alebo lamelovým expandérom).
Kompozit (takzvaný "analóg Klincovovho prstenca", pozostávajúci z dvoch horizontálnych častí, s alebo bez doskového expandéra).
Podľa návrhu môžu byť oceľové krúžky na stieranie oleja podmienene rozdelené do dvoch typov:
Trojzložkový (predstavujúci dve oceľové horizontálne dosky, medzi ktorými je inštalovaný mriežkový expandér).
Štvorzložkový (predstavujúci dve oceľové horizontálne dosky, medzi ktorými je inštalovaný vlnitý expandér a medzi piestom a krúžkom je inštalovaný tanierový expandér).
Na inštaláciu krúžkov na piest a na zabránenie zlomenia krúžku pri tepelná rozťažnosť krúžky sa vyrábajú delené, s tepelnou medzerou. Zároveň by sa pri inštalácii nemalo zabúdať, že zámky krúžkov by mali byť nasmerované rôznymi smermi. Najjednoduchší spôsob, ako to urobiť, je predstaviť si ciferník hodín na povrchu piestu - vydeliť 12 počtom piestnych krúžkov (napríklad 4) a otáčať zámky krúžkov v kruhu - každé "3 hodiny".
Vôľa piestneho krúžku
| Motor | kompresia | škrabka na olej |
| D-245, D-65NT | ||
| D-144, D-37, D-21 | ||
| TMZ-7511, 8410 | ||
| YaMZ-240, 240 BM | ||
Upozorňujeme, že tieto medzery sú uvedené pre liatinové krúžky a pre oceľ musia byť tieto rozmery zdvojnásobené (kvôli zvýšenej tepelnej kapacite ocele).
Okrem toho by sme nemali zabúdať, že horný kompresný krúžok má najväčší vplyv teploty a tlaku (preto je vyrobený z iných materiálov), a preto vôľa zámku horného kompresného krúžku je väčšia ako vôľa dolného.
Piestne krúžky sa musia voľne pohybovať v drážkach piestu vlastnou hmotnosťou, preto sa inštalujú s výškovou medzerou medzi krúžkom a drážkou, ktorá by nemala presiahnuť 0,10 mm. pre karburátor a 0,15 mm. pre dieselové motory (toto treba brať do úvahy najmä pri montáži nových piestnych krúžkov do starého piestu). Pri meraní tohto parametra musí byť mierka zasunutá do 1/4 hĺbky drážky pod krúžok na stieranie oleja.
PIESTOVÝ KOLÍK je dutý oceľový valec, vonkajší povrch ktorý je tmelený a následne leštený.
Čap je inštalovaný v nálitkoch piestu a je držaný poistnými krúžkami proti axiálnemu pohybu (aby nedošlo k poškodeniu vnútorný povrch rukávy).
Použitie moderných motorov piestny čap plávajúceho typu - to znamená, že počas prevádzky sa čap otáča,čo prispieva k jeho rovnomernému opotrebovaniu. Aby sa to zabezpečilo, je potrebné, aby čap voľne vstupoval do puzdra ojnice s vôľou 0,02 - 0,025 mm a s miernym presahom zapadol do otvorov nálitkov piestu. Počas prevádzky sa otvory v nálitkoch roztiahnu (v dôsledku zahrievania) a prst sa začne otáčať.
Aj keď je prst voľne (ale bez medzery!) Inštalovaný do nálitkov piestu, potom keď je nainštalovaný, piest sa zahreje v oleji na 80-100 stupňov (aby sa zabránilo mikropoškodeniu nálitkov).
POISTNÝ KRUH by nemal mať deformácie alebo poškodenie, pretože jeho zlomenina poškodí objímku a piest (a potom ojnicu a kľukový hriadeľ).
Hneď ako ste naštartovali motor a počuli ste zvuk ako klopanie a potom, keď sa motor zahrial, zmizol alebo trochu utíchol, čo znamená, že je čas skontrolovať vôľu medzi piestami a valcami. A to naznačuje, že musíte vziať do rúk nástroj a začať rozoberať hlavu valca.
Môže byť podľa vás niečo spoločné medzi človekom a motorom auta. Malý človek vám nemôže povedať alebo sa vám sťažovať na nejaký druh bolesti alebo úzkosti. Až po chvíli začne rozprávať a môže vám niečo vysvetliť. Podobne motor auta, keď je nový, funguje a nič mu neprekáža. Ale opäť prejde určitý čas a začne hlásiť akékoľvek problémy. Dá sa to pochopiť podľa zvuku, ktorý vydávajú. Alebo skôr klepaním častí, ktoré sú vo vnútri.
Toto klepanie môže mať rôzne problémy pôvodu. Môže to byť klepanie vačkového aj kľukového hriadeľa alebo akékoľvek iné detaily. Ako už bolo spomenuté, pravdepodobne ide o medzeru medzi piestom a valcom. Práve o takomto probléme motora sa dnes bude diskutovať. Musíte vedieť, že skôr či neskôr sa klopanie objaví a tento problém bude potrebné vyriešiť a neodkladať na neskôr.
Aké zmeny môžu byť s medzerou medzi piestom a valcom
 o správna prevádzka motor, časom sa medzera medzi týmito časťami prirodzene zužuje. Je to spôsobené tým, že počas prevádzky vysoké teploty detaily práce. Okrem toho sú ďalšími príčinami takéhoto problému nesprávna regulácia pohyblivých častí, teplotné preťaženie, nesprávne nastavenie valcov. Viete, že bloky valcov sa najčastejšie vyrábajú z hliníkového materiálu, ktorý má v porovnaní s liatinou dvojnásobný koeficient rozťažnosti.
o správna prevádzka motor, časom sa medzera medzi týmito časťami prirodzene zužuje. Je to spôsobené tým, že počas prevádzky vysoké teploty detaily práce. Okrem toho sú ďalšími príčinami takéhoto problému nesprávna regulácia pohyblivých častí, teplotné preťaženie, nesprávne nastavenie valcov. Viete, že bloky valcov sa najčastejšie vyrábajú z hliníkového materiálu, ktorý má v porovnaní s liatinou dvojnásobný koeficient rozťažnosti.
Dôvodom zmenšenia medzery medzi opísanými časťami je polosuché trenie, ktoré zvyšuje teplotu častí bloku valcov. V priebehu času zmizne mazivo a medzera zmizne v dôsledku výskytu ryhovania na pieste.
Na určenie stavu bloku valcov sa vykoná diagnostika, po ktorej sa vydá verdikt o oprave valcov a prvkov skupiny piestov motora. Ale ako veľmi boli piesty, vložky a iné časti zdeformované, môžete úplne zistiť, keď je hlava valcov úplne rozobratá. Ak ste dosiahli skupinu piestov, môžete začať odstraňovať poruchy valcov a piestov. Prístroje, ktoré merajú priemery, sa nazývajú mikrometer používaný pre piesty a borometer sa používa pri meraní priemerov valcov.
Existujú nejaké normy na prispôsobenie piestov a valcov?
 Pred začatím opravy skupiny piestov musíte zistiť, že existujú skupiny priemerov piestov a tabuľky, v ktorých menovité rozmery valce a piesty. Práve tieto znalosti musíte využiť pri opravách. Existuje určitá klasifikácia piestov v závislosti od vonkajšieho priemeru, je ich iba päť: A, B, C, D, E každých 0,01 mm veľkosti. K tejto kategórii je veľkosť otvoru pre piestny čap každý 0,004
milimeter. Tento údaj vo forme čísla je kategória otvoru a písmená sú triedou piestu, sú napísané na hlave piestu. Vzdialenosť medzi piestom a valcom musí spĺňať určité konštrukčné normy. Norma pre úplne nové diely sa počíta od 0,05
predtým 0,07 mm. A pre diely, ktoré sa používali, by medzera nemala byť väčšia ako 0,15 mm.
Pred začatím opravy skupiny piestov musíte zistiť, že existujú skupiny priemerov piestov a tabuľky, v ktorých menovité rozmery valce a piesty. Práve tieto znalosti musíte využiť pri opravách. Existuje určitá klasifikácia piestov v závislosti od vonkajšieho priemeru, je ich iba päť: A, B, C, D, E každých 0,01 mm veľkosti. K tejto kategórii je veľkosť otvoru pre piestny čap každý 0,004
milimeter. Tento údaj vo forme čísla je kategória otvoru a písmená sú triedou piestu, sú napísané na hlave piestu. Vzdialenosť medzi piestom a valcom musí spĺňať určité konštrukčné normy. Norma pre úplne nové diely sa počíta od 0,05
predtým 0,07 mm. A pre diely, ktoré sa používali, by medzera nemala byť väčšia ako 0,15 mm.
Vo všeobecnosti sa na tento účel vykonáva meranie medzery medzi piestom a valcom, aby sa kúpili piesty rovnakej triedy ako valce. Ale môže sa tiež stať, že medzera presahuje veľkosť 0,15 mm, potom musíte vybrať piest k valcu s najbližšou hodnotou k vypočítanej veľkosti. Najprv musíte vyvŕtať valce s maximálnou aproximáciou blízkou číslam veľkosti opravy. Stále však musíte pamätať na to, že musíte nechať príspevok približne 0,03 milimeter na honovanie povrchu valcov po vyvŕtaní. Až po tomto všetkom si môžete kúpiť piesty. Počas honovania sa musí priemer udržiavať tak, aby pri montáži piestu bola medzera v rámci povolenej maximálnej medzery nových dielov. 0,045 milimetrov.
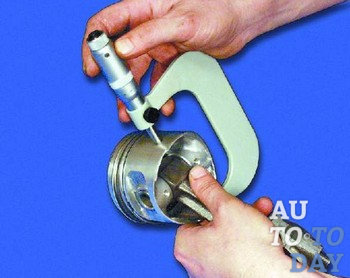 Mikrometer sa používa na určenie veľkosti piestov a vnútorný merací prístroj sa používa na určenie veľkosti valcov. Pri kúpe piestov pre valce je potrebné zvážiť nielen nominálny alebo opravný rozmer, ale musíte poznať aj hmotnosť piestov. Môže to byť normálne, alebo to môže byť viac či menej o päť gramov. Pre opravné piesty je potrebné vybrať opravné krúžky opravných veľkostí. Až po všetkých potrebných manipuláciách s medzerou medzi týmito časťami rýchlo vyberiete požadované rozmery a po vyvŕtaní namontujete piest.
Mikrometer sa používa na určenie veľkosti piestov a vnútorný merací prístroj sa používa na určenie veľkosti valcov. Pri kúpe piestov pre valce je potrebné zvážiť nielen nominálny alebo opravný rozmer, ale musíte poznať aj hmotnosť piestov. Môže to byť normálne, alebo to môže byť viac či menej o päť gramov. Pre opravné piesty je potrebné vybrať opravné krúžky opravných veľkostí. Až po všetkých potrebných manipuláciách s medzerou medzi týmito časťami rýchlo vyberiete požadované rozmery a po vyvŕtaní namontujete piest.
Dôvody na zmenu vôle medzi piestom a valcom
Prečo sa to deje? Znie to, akoby ste sa pokúšali spustiť motor podľa pokynov. Doplňte motorový olej podľa odporúčania výrobcu. Nešetríme peniazmi, aby sme zabezpečili, že motor bude vždy „kŕmený“, ako hovoria výrobcovia.
Ale stále tam dôvody na zmenu medzery:
Ani pri správnom chode motora vám nedokáže presne vysvetliť, prečo medzi týmito dvoma časťami dochádza k zväčšeniu medzery. Treba mať na pamäti, že všetky detaily fungujú extrémnych podmienkach teda pri vysokých teplotách. Preto nebude fungovať, aby ste sa vyhli zmene vlastností kovu, môžete ho len krátkodobo vzdialiť, ale nebude možné sa tomu vyhnúť. Na pieste sa časom začnú prirodzene opotrebovávať drážky pre krúžky, otvory pre prsty atď.
 Dôvodom môžu byť poruchy, ktoré sa objavia počas prevádzky motora: prehrievanie motora neupevnené, nesprávne nastavené pohyblivé časti, nesúososť motora, Zlá kvalita vniknutie motorového oleja, paliva alebo chladiacej kvapaliny do motorového oleja a iné dôvody. Všetky tieto vznikajúce problémy vedú k vytvoreniu medzery, ktorá nezodpovedá špecifikovaným parametrom.
Dôvodom môžu byť poruchy, ktoré sa objavia počas prevádzky motora: prehrievanie motora neupevnené, nesprávne nastavené pohyblivé časti, nesúososť motora, Zlá kvalita vniknutie motorového oleja, paliva alebo chladiacej kvapaliny do motorového oleja a iné dôvody. Všetky tieto vznikajúce problémy vedú k vytvoreniu medzery, ktorá nezodpovedá špecifikovaným parametrom.
Čo môže spôsobiť problém vôle medzi piestom a valcom
Príliš veľká medzera môže viesť k klepaniu, zlej kompresii motora, zvýšenej spotrebe oleja a poruche motora. Ale znížená vôľa môže viesť k ryhovaniu na valcoch, prehriatiu častí bloku. Pri zväčšení medzery aj jej zmenšení bude potrebné opraviť skupinu piestov. Nie sú tu žiadne možnosti. Určite môžete uvažovať o kúpe nového motora. Bude to však lacnejšie, ak vykonáte opravy tohto druhu poruchy. Celý proces bude pochádzať z výmeny valcov a ich vŕtania a honovania.
Ako nezávisle skontrolovať vôľu medzi piestom a valcom
 Samozrejme, na kontrolu vôle musíte najskôr rozobrať hlavu valca. V podstate začnete generálna oprava motor. Keďže podľa výsledkov diagnostiky budú s najväčšou pravdepodobnosťou problémy s vačkovým hriadeľom, kľukovým hriadeľom, výmenou tesnení, ložísk, vložiek, budete mať veľa práce. Ale dnes sa pozeráme na vôľu medzi valcami a piestami. Na začiatok potrebujeme meracie nástroje: posuvné meradlo a mikrometer. Prečo ich potrebujeme, sme už spomenuli. Nebudeme sa zaoberať štruktúrou materiálu a technológiou výroby dielov. Začnime merať piesty.
Samozrejme, na kontrolu vôle musíte najskôr rozobrať hlavu valca. V podstate začnete generálna oprava motor. Keďže podľa výsledkov diagnostiky budú s najväčšou pravdepodobnosťou problémy s vačkovým hriadeľom, kľukovým hriadeľom, výmenou tesnení, ložísk, vložiek, budete mať veľa práce. Ale dnes sa pozeráme na vôľu medzi valcami a piestami. Na začiatok potrebujeme meracie nástroje: posuvné meradlo a mikrometer. Prečo ich potrebujeme, sme už spomenuli. Nebudeme sa zaoberať štruktúrou materiálu a technológiou výroby dielov. Začnime merať piesty.
Rovnako ako valce piesty majú tiež klasifikáciu podľa vonkajšieho priemeru a ich piatich tried: A B C D E. Je potrebné zmerať priemer piestu v oblasti valcovej časti plášťa, vzdialenosť od spodnej časti roviny v 52,4 milimeter. Triedu piestu môžete vidieť na korune piestu. Vzdialenosť medzi piestom a valcom musí spĺňať určité konštrukčné normy. Pre nové diely je norma od 0,05 predtým 0,07 mm. A pre použité diely by medzera už nemala byť 0,15 mm.
 Vo všeobecnosti sa na to robia merania, aby sa kúpili piesty rovnakej triedy ako valce. Ale je tiež možné, že medzera presahuje veľkosť 0,15
milimetrov, potom je potrebné vybrať piest k valcu, s najväčšou približnou hodnotou k vypočítanej veľkosti. Najprv musíte vyvŕtať valce na veľkosť opravy čo najbližšie v číslach. Tiež nezabudnite nechať príspevok o 0,03
milimeter na honovanie povrchu valcov po vyvŕtaní. Až po tomto všetkom si môžete kúpiť piesty. Po dokončení opravy valcov začneme vyberať piesty požadovanej veľkosti opravy. Pre konvenčné modely motory domácej produkcie, norma montážna medzera medzi týmito dvoma časťami je nasledovné: 0,06-0,08 milimetra pre motory 05 a 06 a 0,05-0,07 pre motory 01 a 03.
Vo všeobecnosti sa na to robia merania, aby sa kúpili piesty rovnakej triedy ako valce. Ale je tiež možné, že medzera presahuje veľkosť 0,15
milimetrov, potom je potrebné vybrať piest k valcu, s najväčšou približnou hodnotou k vypočítanej veľkosti. Najprv musíte vyvŕtať valce na veľkosť opravy čo najbližšie v číslach. Tiež nezabudnite nechať príspevok o 0,03
milimeter na honovanie povrchu valcov po vyvŕtaní. Až po tomto všetkom si môžete kúpiť piesty. Po dokončení opravy valcov začneme vyberať piesty požadovanej veľkosti opravy. Pre konvenčné modely motory domácej produkcie, norma montážna medzera medzi týmito dvoma časťami je nasledovné: 0,06-0,08 milimetra pre motory 05 a 06 a 0,05-0,07 pre motory 01 a 03.
Pri nákupe piestov nezabudnite venovať pozornosť ich hmotnosti. Hmotnosť jedného piesta motora nesmie byť menšia ani väčšia ako 2,5 gram. Je to potrebné na zníženie vibrácií motora s rozdielom v hmotnosti vratného pohybu. Všetky potrebné rozmery piestu a valca, ako aj normy výrobcu pre vôle pre motor, ktorý máte, nájdete v návode na použitie pre váš konkrétny typ motora. Prajeme veľa šťastia pri meraní vôle medzi piestom a valcom, ako aj v správna voľba potrebné detaily.
Prihláste sa na odber našich informačných kanálov