Cuplaje prin electrofuziune pentru țevi din polietilenă: tipuri, avantaje, mod de instalare. Instalarea conductelor HDPE folosind fitinguri de electrofuziune
Fitinguri de electrofuziune sau fitinguri cu electro încorporat element de încălzire utilizate la instalarea sistemelor de alimentare cu apă în diverse scopuri, conducte de gaz și sunt, de asemenea, indispensabile pentru lucrările de reparații de urgență.
Fitingurile de electrofuziune pentru conductele HDPE sunt de următoarele tipuri:
Pentru a afla prețurile pentru fitingurile de electrofuziune, lăsați o solicitare pe site-ul nostru și managerii noștri vă vor sfătui cu privire la toate problemele.
Instalarea conductelor HDPE folosind fitinguri de electrofuziune
Gama noastră include fitinguri de electrofuziune de la cei mai buni producători din lume: Georg Fischer Piping Systems Ltd(Elveţia), AGRU(Austria), Elofit(Italia), Plasson Ltd(Israel), Frialen(Germania), Plastitalia S.p.a.(Italia). Toate respectă standardele rusești de calitate și au un pachet complet de documente.
Șa electrosudată sau ramură de șa electrică
Există mai multe tipuri de șa sudate electrice - o șa cu cap pivotant, o șa cu un tăietor, o șa deasupra capului de îngrijire, o șa cu o parte inferioară de împerechere etc. Vă oferim să cumpărați șei electrice sudate de orice configurație ca șei standard nu diametru mare, și ramuri de șa cu diametru mare până la 2000 mm.
Cele mai populare sunt șaile electrice sudate 110x63, 160x63, 225x63.
În plus, vă oferim să cumpărați piese de cap 63x32 cu tăietor pentru șei sudate electric. O astfel de parte a capului șeii sudate electrice este pivotantă, ceea ce înseamnă că puteți determina direcția țevii înainte de sudare și, de asemenea, un astfel de cap pivotant vă permite să tăiați o țeavă PE care este sub presiune, atât într-o conductă de gaz, cât și într-o conductă de apă.
Dop de electrofuziune
Un dop electrosudat este utilizat pentru a opri o conductă de gaz sub presiune sau alimentarea cu apă. Dopurile de 32 mm, 63 mm, 90 mm și 110 mm sunt de obicei folosite ca dopuri sudate electric, iar dopurile de 160 mm, 225 mm, 315 mm și diametre mai mari sunt utilizate de obicei turnate, folosind fie o mașină de sudură cap la cap pentru țevi HDPE în timpul instalarea acestora sau folosind cuplaje electrice sudate.
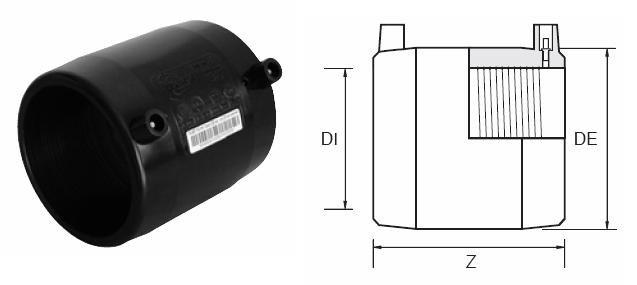
 Cuplajul PND electrosudat este elementul cel mai indispensabil al conductei, deoarece cuplajul de electrofuziune din polietilenă conectează țevi între ele, iar cuplajul HD electrosudat conectează fitingurile turnate și fitingurile segmentate cu țevi HDPE.
Cuplajul PND electrosudat este elementul cel mai indispensabil al conductei, deoarece cuplajul de electrofuziune din polietilenă conectează țevi între ele, iar cuplajul HD electrosudat conectează fitingurile turnate și fitingurile segmentate cu țevi HDPE.
Astăzi, fabricile produc cuplaje de electrofuziune pe100, de regulă, acesta este fie un cuplaj de electrofuziune pe100 sdr11, fie un cuplaj de electrofuziune pe100 sdr17.
Vă oferim să cumpărați cuplaje de electrofuziune diametru diferit(de la 20 mm la 1200 mm). Avem în sortimentul nostru doar cuplaje de electrofuziune de înaltă calitate PE 100 de la cei mai mari producători europeni.
Cuplajele de electrofuziune sunt indispensabile în repararea unei secțiuni deteriorate a conductei. Decupăm o secțiune a conductei PE deteriorate, de exemplu, cu un diametru de 110 mm. Luăm două cuplaje de electrofuziune de 110 mm și o nouă bucată de țeavă. Priza de electrofuziune de 110 mm este împinsă pe țeavă, iar după teava noua introduse in locul celui vechi deteriorat, cuplajele HDPE sunt deplasate si sudate cu un aparat de cuplare de sudura.
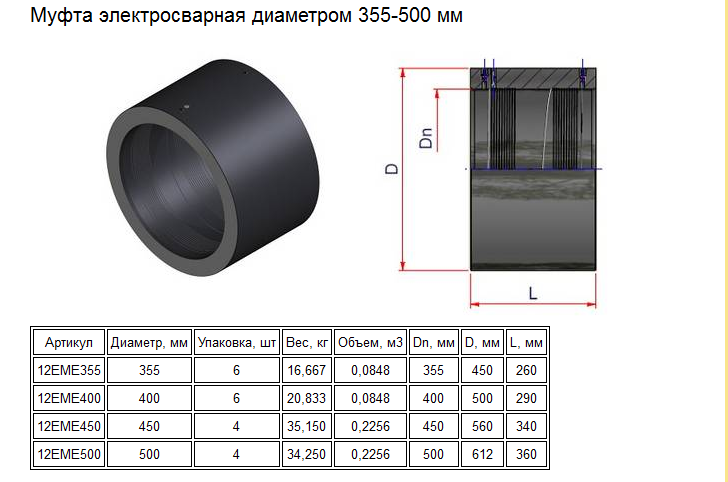
De asemenea, se folosește des cuplaj prin electrofuziune 160 mm, 225 mm și 315 mm.
Ramura electrofuziunii
 O ramură electrosudată este adesea folosită la instalarea țevilor din PE. In sortimentul nostru, un cot sudat electric 90 si un cot sudat electric 45 grade. Ramura pe electrosudată se întâmplă de la 20 mm la 225 mm. De regulă, aceasta este o priză a unui pe100 sdr11 sudat electric.
O ramură electrosudată este adesea folosită la instalarea țevilor din PE. In sortimentul nostru, un cot sudat electric 90 si un cot sudat electric 45 grade. Ramura pe electrosudată se întâmplă de la 20 mm la 225 mm. De regulă, aceasta este o priză a unui pe100 sdr11 sudat electric.
Electrofuziune sau reducere de tranziție
Un cuplaj de tranziție sudat electric sau o tranziție cu un încălzitor încorporat (tranziție ZN) este utilizat dacă este necesar să treceți de la un diametru de țeavă la altul.
De exemplu, o tranziție sudată electric 110x63, 63x32, 160x110 mm este la mare căutare.
T electrosudat sau T cu încălzitor încorporat (tee ZN).
De regulă, astăzi la vânzare puteți găsi un te sudat electric PE100. Există un T echilateral electrosudat și puteți cumpăra și un T reducător electrosudat. Este posibil să cumpărați de la noi un T din PE100 SDR11 și PE100 SDR17 electrosudat.
Cuplaje electrosudate pentru instalarea conductelor de apă/gaz de diferite diametre. Material de productie: polietilena presiune scăzută HDPE (PE 100). Sunt disponibile la alegere cuplajele SDR 17 și SDR 11. Interval de presiune de funcționare (PN) de la 6 la 16 atmosfere. Dimensiuni standard DN (OD) de la 20 la 1200 mm. Produsele sunt conforme cu GOST: R ISO 12176-2-2011.
În catalogul companiei Truba-Plast» Sunt prezentate cuplajele PND electrofuziune pentru racordarea conductelor de apa din polietilena si a gazelor din PE 100 si PE 80 la un pret mic. Produsele sunt certificate conform standardelor ISO și GOST.
Caracteristici:
- diametru exterior conducte racordate: de la OD 25 la OD 1200 mm;
- Racorduri SDR (raport diametru/perete): 7,4, 11, 17 (este posibil să se instaleze țevi cu un perete mai subțire, SDR 41, 33, 21, 17,6 etc.)
- terminale: 4 mm;
- tensiune maxima de sudare: 40 V;
- presiunea de lucru: de la 6 la 16 atmosfere.
Cuplajele pot fi utilizate la repararea sau construcția conductelor.
Tehnologia sudării
Procesul de sudare a cuplajelor cu electrofuziune HDPE are loc în mai multe etape:
- Tăierea capetelor țevii.
- Îndepărtarea stratului superior al țevii cu o racletă la îmbinări.
- Degresarea țevilor și a suprafețelor de cuplare
- Reducerea diametrului conductei cu o clemă pentru intrare liberă în cuplare.
- Conexiune aparat de sudura, care citește informațiile din codul de bare de cuplare. Echipamentul setează automat tensiunea și timpul necesar.
- Răciți (durează 20 de minute).
Un indicator indică sfârșitul procesului de sudare. Pentru a verifica etanșeitatea îmbinărilor este necesar să aplicați spumă pe îmbinări și să introduceți aer comprimat în interior. Dovada unei instrucțiuni executate corect este absența bulelor pe spumă.
Avantaje
Cuplajele au următoarele caracteristici:
- lipsa preîncălzirii reduce timpul de instalare;
- instalare în locuri greu accesibile;
- rezistența la deteriorare și chimicale;
- funcționare la un interval de temperatură de la -20 la +50 de grade;
- limitator ușor demontat.
Mostre din fiecare lot de piese sunt testate pentru rezistență și sudabilitate. Dovada calitatii este certificatul furnizat la achizitionarea marfii.
Pentru mai multe informații despre cuplaje prin electrofuziune pentru conducte HDPE, vă rugăm să contactați Truba-Plast» prin telefon sau prin formularul de apel invers.
Cuplaj PE
Cuplajele de electrofuziune sunt împărțite în mai multe categorii, în funcție de scop. Fiecare dintre ele este echipat cu un dispozitiv de încălzire electrică care este încorporat în cuplaj. Acest fapt facilitează sudarea tevi din polietilena sau alte materiale între ele.
Ce sunt cuplajele de electrofuziune pentru polietilenă
Asamblarea conductelor și a rețelelor se realizează folosind fitinguri. Sunt utilizate în următoarele cazuri:
- în timpul construcției pe scară largă a unei conducte de gaz;
- în sisteme, precum și alimentarea cu apă cu apă tehnică;
- la transportul diverselor elemente chimice care nu vin în contact cu polietilena.
Aceste produse sunt produse în mai multe configurații. Depinde de ce diametru și dimensiune sunt necesare pentru instalarea produselor tehnice. În funcție de faptul că cuplajul merge la apă sau gaz, diametrul va varia de la 20 de milimetri la 3,15 cm. Cu toate acestea, ele sunt destul de populare materiale universale care a găsit aplicare largă la asamblarea oricărui fel de conducte.
 Cuplajul este electrosudat. PE 100 DST 11 și DST 17
Cuplajul este electrosudat. PE 100 DST 11 și DST 17 Structura produselor de electrofuziune din polietilenă
Toate materialele electrosudate sunt dotate cu o structură destul de complicată. Spirala, care se află în interior, este realizată dintr-un aliaj special. Respinge soiul format în timpul funcționării. În plus, spirala servește ca un fel de criteriu pentru sudarea de înaltă calitate. Deoarece aliajul bobinei nu transferă căldură către componentele externe - lucrari de sudare pe electrofuziune cuplajele trec rapid si fara probleme. Ieșirea este un dispozitiv solid.
 cuplaj pentru sudarea tevilor din polietilena
cuplaj pentru sudarea tevilor din polietilena Principalele avantaje și dezavantaje ale cuplajelor prin electrofuziune proiectate pentru polietilenă
1. Astfel de cuplari vor servi cel puțin 50 de ani.
2. Accesibilitate pentru populația generală.
3. Nu există restricții pentru lucrul și asamblarea structurii în zonele inaccesibile de așezare a conductelor.
4. Componente care sunt potrivite pentru toate formele de țevi din polietilenă datorită versatilității lor.
5. Colectarea completă a tuturor pieselor dispozitivului, efectuată în câteva ore.
6. Dispozitivele de conducte realizate cu participarea cuplajelor de electrofuziune sunt deosebit de durabile și de încredere.
7. asigurați o perioadă scurtă de asamblare.
 cuplaj prin electrofuziune
cuplaj prin electrofuziune Dar, pe lângă avantajele considerabile, cuplajele includ și câteva dezavantaje, care uneori sunt oarecum limitate în lucrul cu un astfel de material:
1. Dacă joncțiunea de pe țeavă este expusă la un mediu alcalin sau acid, atunci acest factor poate avea un efect extrem de negativ asupra materialului utilizat.
2. Nu suportă presiune ridicata in stare de functionare.
3. Nu le puteti folosi in sistemele de incalzire si la alimentare apa fierbinte, pentru că peste 40 de grade Celsius sunt fatale pentru ei.
Cu toate acestea, toate dezavantajele de mai sus ale pieselor datorate calităților lor, cum ar fi rezistența și ușurința conexiunii de instalare, sunt șterse. Și în fiecare an, domeniul de aplicare al acestora se extinde doar.
 Pentru a conecta țevile între ele și la fitingurile din PE, se folosește un cuplaj de electrofuziune pentru țevile din polietilenă HDPE.
Pentru a conecta țevile între ele și la fitingurile din PE, se folosește un cuplaj de electrofuziune pentru țevile din polietilenă HDPE. Cum este instalarea cu utilizarea pieselor sudate electric
Lucrările de instalare se efectuează prin depunere curent electric pe partea de încălzire, care se află în cuplaje cu piese de încălzire încorporate. Creșterea ulterioară a temperaturii dă pereții interiori produsele și părțile conductei sunt lipite, în urma căreia se formează o limită care are etanșare completă și lipire de înaltă calitate a materialului.
Instalarea în sine folosind fitinguri include următoarele elemente:
- de la bun început, conducta la care se racordează design general tăiați clar în unghi drept. Este strict interzis să lăsați orice denivelări și rugozități. După o tăiere uniformă, produsul este curățat de murdăria care aderă;
- în plus, punctul de tăiere este curățat cu atenție cu un instrument tehnic special. Totodată, se respectă diametrul de intrare în fitingul de electrofuziune.După aceasta trebuie degresate toate piesele de legătură, pentru care se folosește o bucată de cârpă curată cu acetonă sau alt solvent aplicat;
- laturile destinate sudarii sunt fixate cu grija in. În unele modificări ale fitingurilor, aceste elemente de fixare sunt deja prezente, în care sunt apoi introduse capetele țevilor de polietilenă. Nu trebuie să uităm că distanța dintre țevile de sudat situate în mijlocul cuplajului nu trebuie să depășească în niciun caz grosimea pereților țevii de polietilenă;
- se efectuează lucrări de sudare pentru conectarea consecventă a conductelor. Sudarea are loc automat, un dispozitiv inteligent poate seta independent temperatura la cea corespunzătoare acest tip sudare în plus, setați procentul de tensiune și limita de timp de sudare. În acest proces, bornele de sudură sunt conectate la contactele secțiunii de sudare electrică, iar toate informațiile din codul de bare sunt transmise automat. Toate cuplajele de electrofuziune au acest cod;
- de îndată ce lucrările de sudare sunt finalizate, îmbinările sunt imediat verificate. Ele trebuie să fie complet sigilate. Pentru verificare, îmbinările sunt săpunizate și apoi este furnizat aer comprimat prin conductă.
Pentru ca sistemul montat să funcționeze o perioadă lungă de timp, lucrarea trebuie efectuată de meșteri calificați. Dacă în proces sunt utilizate cuplaje electrosudate concepute special pentru conducte de polietilenă, atunci la ieșire se obține o structură puternică și monolitică.
 cuplaj de electrofuziune sdr17
cuplaj de electrofuziune sdr17 În ce zone au fost utilizate cuplaje de electrofuziune?
Datorită faptului că instalarea unor astfel de conexiuni se realizează suficient de rapid, acestea sunt pur și simplu indispensabile pentru lucrările de urgență și de urgență. Dacă este imposibil să se utilizeze alte elemente pentru sudarea cap la cap în construcția unei conducte de complexitate crescută, se folosesc cuplaje. Și spirala încorporată în cuplajele de electrofuziune face posibilă efectuarea instalării în condiții dificile, de exemplu, șanțuri.
 Cuplaj electrosudat PE100 SDR17
Cuplaj electrosudat PE100 SDR17 Presiune de lucru: 6 bar Gaz - 10 bar Apa
DST 17
Tip polietilenă: PE100
Ce cuplaje de electrofuziune să alegeți
Experții recomandă achiziționarea de cuplaje italiene, germane și austriece. Produsele acestor țări s-au dovedit bine. Producătorii cunoscuți nu fabrică fitinguri din diverse materii prime secundare, ceea ce, desigur, are un efect pozitiv asupra calității elementelor. Merită să acordați atenție producătorilor ruși, ale căror detalii sunt reprezentate pe scară largă pe piața internă.
 Cuplaj electrofuziune PE 100 SDR 11
Cuplaj electrofuziune PE 100 SDR 11 Presiune de lucru: 10 bar gaz - 16 bar apă,
SDR: 11
Polietilenă: PE100
 cuplaj din polietilenă prin electrofuziune
cuplaj din polietilenă prin electrofuziune  cuplaj de electrofuziune 63
cuplaj de electrofuziune 63 Rezumând
Dacă în viitorul apropiat, există planuri de instalare și reparare a unei conducte sau a unora dintre secțiunile acesteia, atunci achiziționarea de cuplaje cu un element de încălzire încorporat va decizia corectă. La urma urmei, toată lumea vrea să obțină o structură fiabilă, puternică și durabilă, care nu necesită efort suplimentar în întreținerea acesteia.
În acest articol, veți afla ce este un fiting de electrofuziune pentru țevi din polietilenă. Cum se sudează fitingurile HDPE. Ce este un fiting HDPE electrosudat și interfața acestuia.
Cuplajul prin electrofuziune este utilizat în procesul de formare a unei secțiuni integrale în conductă. În același timp, în cele mai multe cazuri, elementele liniei sunt montate pentru sudare, ținând cont de cele mai încărcate secțiuni, care au o listă specială de cerințe pentru îmbinarea cap la cap.
Datorită cusăturilor de sudură electrică, este posibilă asigurarea îmbinării cu cea mai mare rezistență, deoarece atinge aproximativ 90-95 la sută dintr-un monolit complet. De aceea această tehnologie andocarea a devenit atât de populară în instalarea țevilor, atât din metal, cât și din polietilenă.
Fitinguri de electrofuziune metalice
Conectorii metalici sunt produși în două formate - pt conexiuni filetate si pentru sudare. Fitingurile filetate presupun că capetele lor vor fi filetate la exterior sau filet interior. Dar capetele fitingului sudat nu includ altceva decât teșituri, cu ajutorul cărora este mult mai ușor să se formeze o cusătură de sudură.În același timp, partea principală a fitingurilor pentru PE100 este instalată în linia însăși folosind o îmbinare cap la cap sau suprapuse.
În cadrul primei opțiuni, se presupune că țeava și fitingul vor fi împerecheate în conformitate cu capetele lor, adică partea exterioară a elementelor de legătură trebuie să fie identică cu diametrul țevii.
Dar a doua opțiune implică introducerea țevii în fiting. Adică, aceasta necesită o corespondență între diametrul interior al elementului și cel exterior - în țeavă.
Pe de altă parte, fiecare dintre aceste opțiuni are o continuare identică - îmbinarea este sudată cu arc electric sau sudare cu arc cu argon, folosind un electrod rutil. În același timp, tehnologia argon-arc pentru sudarea țevilor are o mulțime de avantaje, deoarece vă permite să asigurați suduri mult mai bune în comparație cu sudarea standard cu arc electric.
Fitinguri de electrofuziune din polietilenă
După cum știți, o conductă de polimer are o mulțime de avantaje datorită versatilității și capacității de a utiliza elemente de conectare sudate electric. Și, în primul rând, un astfel de fiting HDPE este montat pe conducte care sunt fabricate folosind materiale de joasă presiune.

Fitingul HDPE electrosudat este, de asemenea, asociat cu două tipuri de instalare - cap la cap și suprapunere. Acest lucru ia în considerare caracteristicile termoplastice ale țevilor de polietilenă, adică la montarea cap la cap, se folosește un fier de lipit, iar fiecare dintre elemente trebuie ținut cu o clemă specială. Apropo, îmbinările suprapuse se formează în același mod, dar pentru aceasta, cuplajul cu țeava este preîncălzit folosind un calibru special, după care țeava încălzită este presată în fitingul HDPE.
În același timp, aplicarea atât a uneia, cât și a celeilalte metode se realizează pe baza aceleiași efecte fizice- lanțurile polimerice sunt distruse la nivel molecular, ceea ce necesită încălzirea materialului la 170 de grade, după care se formează noi legături când polimerul se răcește. Ca rezultat, sudarea electrică HDPE afectează nivelul molecular, astfel încât o astfel de conexiune va fi la fel de puternică ca și conducta în sine.
Cuplaje cu element electric
Metoda de instalare descrisă mai sus implică necesitatea folosirii unor fiare de lipit speciale pentru sudarea țevilor, care vor încălzi însăși zona de contact. Cu toate acestea, cu ajutorul tehnologii moderne puteți renunța la necesitatea de a lucra cu echipamente atât de voluminoase, trebuie doar să utilizați fitingul electric PE100. Diferența dintre un astfel de fiting și un element de electrofuziune convențional se rezumă la faptul că are un încălzitor intern.
Adică, procesul de sudare la suprapunere va avea loc în interiorul elementelor de polietilenă. În acest caz, de fapt, vom vorbi despre aceeași tehnologie ca și în cazul lipirii - elementul din aliaj ușor încălzește stratul de țeavă împreună cu spațiu interior fiting, iar după scăderea temperaturii, între moleculele țevii și fiting se vor forma mai multe lanțuri noi de polietilenă.

Ca rezultat, atunci când utilizați electrofitting PE100 în proces sudarea conductelor din polietilenă, cu garanție se emite rezultatul dorit și în timpul instalării conductelor fără presiune sau sub presiune și chiar în timpul asamblarii conductă industrială, care necesită cea mai mare rezistență a conductelor (lucru cu gaz sau substanțe active chimic).
Ei bine, PE100 sudat electric în sine are avantaje atât de importante:
- Un astfel de fiting HDPE 100 poate fi instalat pe oricare dintre țevile de polietilenă, al căror diametru exterior este de 20-400 de milimetri.
- Cusăturile create în astfel de fitinguri sunt capabile să reziste la o presiune de până la 16 forțe atmosferice.
- Fitinguri din polietilenă HDPE sunt inerți la aproape toate substanțele chimice, așa că această conexiune va fi relevantă și pentru țevile care sunt utilizate în scopuri tehnice sau potabile.
- Datorită indicatorilor de înaltă rezistență din suduri, conducta poate rezista la șocuri hidraulice destul de grave.
- Datorită gamei largi de diametre, fitingurile HDPE pot fi utilizate cu aproape orice țeavă SDR17.
- Fiecare fiting PE100 are mai multe terminale standard, care sunt conectate folosind elemente fuzibile încorporate în corpul elementului însuși. Prin urmare, în procesul de instalare a unui fiting PE100, puteți utiliza generatoare de curent de sudare standard.
Cum este instalarea unui fiting de electrofuziune 110
Înainte de a începe sudarea fitingurilor de tip HDPE, este necesară pregătirea elementului de legătură în sine, a aparatului de sudură și a țevilor SDR17. O poți face astfel:
- Conducta SDR17 trebuie tăiată astfel încât unghiul său cu axa centrală să fie de 90 de grade. Capătul fitingului PE100 este de asemenea perpendicular, acesta fiind controlat de producător, deci nu este nevoie să tăiați elementele de legătură.
- După ce fața de capăt a SDR17 este procesată, o teșitură este îndepărtată de pe una dintre marginile sale folosind unelte speciale- teşitori.
- SDR17 trebuie introdus în PE100, iar indicatorul de adâncime de imersie trebuie înregistrat cu un marker. Acest marcaj este necesar pentru a facilita asamblarea îmbinării sudate.
- Apoi, tot ce rămâne de făcut este să ștergeți țeava SDR17, precum și fitingul HDPE, folosind întotdeauna un fel de solvent - pentru a degresa viitoarele bazine de sudură.
Este de remarcat faptul că această operațiune trebuie efectuată de două ori, deoarece sub instalația sudată a SDR17, se presupune că conductele trebuie să fie fixate simultan - atât pe părțile de intrare, cât și de ieșire 110 ale fitingului. Ei bine, sudarea în sine se poate face în acest fel:
- SDR17 trebuie fixat în fitingul 110 la locul de marcare și aceeași manipulare se efectuează de la celălalt capăt al 110.
- După aceea, conducta este fixată într-un dispozitiv special, care ar trebui să monitorizeze cât de adevărat este raportul dintre fitingul 110 și ramurile de intrare-ieșire din conductă.
- În continuare, un dispozitiv de sudură este instalat pe bornele fitingului 110. In blocul acestuia sunt specificate informatii referitoare la diametrul si grosimea pieselor. Apropo, aceste date pot fi setate în timpul formării îmbinărilor sudate, care vor fi calculate în conformitate cu dimensiunile țevii și 110 fitinguri.
- După ce a terminat aceste manipulări, dispozitivul pornește în modul de încălzire și după o jumătate de oră se oprește din piesele deja terminate. Totodată, în perioada de încălzire, este interzisă atingerea atât a fitingului 110, cât și a țevilor.
După ce transformatorul și poziționarea sunt îndepărtate, designul este considerat gata și poate fi bine utilizat. Puteti vizualiza parametrii de sudare direct pe cuplaj. Există un autocolant cu cod de bare care conține toate informatie necesara. În conformitate cu acesta, puteți configura mașina de sudură.