Indukcijsko ogrevanje. Indukcijski grelec - kaj je to in kako sami sestaviti napravo
Iz Wikipedije, proste enciklopedije
V tem članku ali razdelku obstajajo zunanje reference, vendar viri posameznih izjav ostajajo nejasni zaradi pomanjkanja opomb.
Zgodovina indukcijskega ogrevanjaOtvoritev elektromagnetna indukcija leta 1831 v lasti Faradayja. Ko se prevodnik giblje v polju magneta, se v njem inducira EMF, tako kot pri gibanju magneta, katerega silnice sekajo prevodni krog. Tok v vezju se imenuje induciran. Na zakonu elektromagnetne indukcije temeljijo izumi številnih naprav, vključno z odločilnimi - generatorji in transformatorji, ki proizvajajo in distribuirajo električno energijo, ki je temeljna osnova celotne elektroindustrije. Leta 1841 sta James Joule (in neodvisno Emil Lenz) oblikovala kvantitativno oceno toplotnega učinka električnega toka: »Moč toplote, ki se sprošča na enoto prostornine medija med pretokom električnega toka, je sorazmerna zmnožku gostote električnega toka. električni tok in velikost električne poljske jakosti« (Joulov zakon - Lenz). Toplotno delovanje inducirani tok je povzročil iskanje naprav za brezkontaktno segrevanje kovin. Prve poskuse segrevanja jekla z induktivnim tokom je izvedel E. Colby v ZDA. Prvi uspešno delujoči t.i. Kanalsko indukcijsko peč za taljenje jekla je leta 1900 zgradil Benedicks Bultfabrik v Gysingu na Švedskem. V ugledni reviji tistega časa "THE ENGINEER" se je 8. julija 1904 pojavil slavni, kjer o svojem razvoju govori švedski izumitelj inženir F. A. Kjellin. Peč je napajal enofazni transformator. Taljenje je potekalo v lončku v obliki obroča, kovina v njem je bila sekundarno navitje transformatorja, ki ga napaja tok 50–60 Hz. Prva 78 kW peč je začela delovati 18. marca 1900 in se je izkazala za zelo neekonomično, saj je bila talilna zmogljivost le 270 kg jekla na dan. Naslednja peč je bila izdelana novembra istega leta z močjo 58 kW in kapaciteto 100 kg jekla. Peč je pokazala visoko donosnost, zmogljivost taljenja je bila od 600 do 700 kg jekla na dan. Izkazalo pa se je, da je obraba oblog zaradi toplotnih nihanj na nesprejemljivi ravni, pogoste menjave oblog pa so zmanjšale posledično učinkovitost. Izumitelj je prišel do zaključka, da je za največjo učinkovitost taljenja treba pustiti pomemben del taline med praznjenjem, s čimer se izognemo številnim težavam, vključno z obrabo obloge. Ta način taljenja jekla z ostankom, ki so ga začeli imenovati "barje", je preživel do danes v nekaterih panogah, kjer se uporabljajo peči z veliko prostornino. Maja 1902 je začela delovati bistveno izboljšana peč s kapaciteto 1800 kg, odvod 1000–1100 kg, bilanca 700–800 kg, moč 165 kW, zmogljivost taljenja jekla je lahko dosegla do 4100 kg na dan! Takšen rezultat porabe energije 970 kWh/t navduši s svojo učinkovitostjo, ki ni dosti slabša od sodobne produktivnosti okoli 650 kWh/t. Po izračunih izumitelja je od porabljene moči 165 kW 87,5 kW šlo v izgube, koristne toplotna moč znašal 77,5 kW, je bil dosežen zelo visok skupni izkoristek 47 %. Dobičkonosnost je razložena z obročasto zasnovo lončka, ki je omogočila izdelavo večobratnega induktorja z nizkim tokom in visoko napetostjo - 3000 V. Sodobne peči z cilindričnim lončkom so veliko bolj kompaktne, zahtevajo manj kapitalskih naložb, so lažje delovati, opremljen s številnimi izboljšavami v sto letih njihovega razvoja, vendar se je učinkovitost povečala zanemarljivo. Res je, izumitelj v svoji publikaciji ni upošteval dejstva, da se električna energija ne plačuje za delovno moč, ampak za polno moč, ki je pri frekvenci 50–60 Hz približno dvakrat višja od delovne moči. In v sodobne pečice reaktivna moč se kompenzira s kondenzatorsko baterijo. Inženir F. A. Kjellin je s svojim izumom postavil temelje za razvoj industrijskih kanalskih peči za taljenje barvnih kovin in jekla v industrijskih državah Evrope in Amerike. Od 1900 do 1940 je trajal prehod s kanalskih peči 50–60 Hz na sodobne visokofrekvenčne lončne peči. Princip delovanjaIndukcijsko segrevanje je segrevanje materialov z električnimi tokovi, ki jih inducira izmenično magnetno polje. Gre torej za segrevanje izdelkov iz prevodnih materialov (prevodnikov) z magnetnim poljem induktorjev (viri izmeničnega magnetno polje). Indukcijsko ogrevanje se izvaja na naslednji način. Električno prevoden (kovinski, grafitni) obdelovanec je nameščen v tako imenovani induktor, ki je en ali več ovojev žice (najpogosteje bakrene). Močni tokovi se inducirajo v induktorju s posebnim generatorjem drugačna frekvenca(od deset Hz do nekaj MHz), zaradi česar se okoli induktorja pojavi elektromagnetno polje. Elektromagnetno polje inducira vrtinčne tokove v obdelovancu. Vrtinčni tokovi segrejejo obdelovanec pod delovanjem Joulove toplote. Sistem induktor-prazen je transformator brez jedra, v katerem je induktor primarno navitje. Obdelovanec je tako rekoč sekundarno navitje, v kratkem stiku. Magnetni pretok med navitji se v zraku sklene. Pri visoki frekvenci vrtinčni tokovi se z magnetnim poljem, ki ga tvorijo, premaknejo v tanke površinske plasti obdelovanca Δ (skin efekt), zaradi česar se njihova gostota močno poveča in obdelovanec se segreje. Spodnji sloji kovine se segrejejo zaradi toplotne prevodnosti. Ni pomemben tok, ampak velika gostota toka. V kožni plasti Δ se gostota toka poveča krat glede na gostoto toka v obdelovancu, medtem ko se 86,4 % toplote od celotnega sproščanja toplote sprosti v ovojni plasti. Globina kožne plasti je odvisna od frekvence sevanja: višja kot je frekvenca, tanjša je kožna plast. Odvisno je tudi od relativne magnetne prepustnosti μ materiala obdelovanca. Za železo, kobalt, nikelj in magnetne zlitine pri temperaturah pod Curiejevo točko ima μ vrednost od nekaj sto do deset tisoč. Za druge materiale (taline, neželezne kovine, tekoči evtektiki z nizkim tališčem, grafit, električno prevodna keramika itd.) je μ približno enak ena. Formula za izračun globine kože v mm: , kje μ 0 = 4π⋅10 −7 - magnetna konstanta H/m, ρ - specifična električna upornost materiala obdelovanca pri temperaturi obdelave, Ohm * m, f- frekvenca elektromagnetnega polja, ki ga ustvarja induktor, Hz. Na primer, pri frekvenci 2 MHz je globina kože za baker približno 0,25 mm, za železo ≈ 0,001 mm. Induktor se med delovanjem močno segreje, saj absorbira lastno sevanje. Poleg tega absorbira toplotno sevanje vročega obdelovanca. Induktorje izdelujejo iz bakrenih cevi, hlajenih z vodo. Voda se dovaja s sesanjem - to zagotavlja varnost v primeru opeklin ali drugega zmanjšanja tlaka induktorja. Aplikacija
Prednosti
Napake
Levitacijsko ogrevanjeIndukcijske grelne napraveGeneratorji indukcijskega tokaGrelni induktor je induktor, ki je del delovnega nihajnega kroga s kompenzacijsko kondenzatorsko baterijo. Sestava vezja se izvaja bodisi s pomočjo elektronskih cevi bodisi s pomočjo polprevodniških elektronskih ključev. Na napravah z delovno frekvenco do 300 kHz se uporabljajo pretvorniki na sklopih IGBT ali tranzistorjih MOSFET. Takšne naprave so namenjene ogrevanju velikih delov. Za ogrevanje majhnih delov se uporabljajo visoke frekvence (do 5 MHz, območje srednjih in kratkih valov), visokofrekvenčne naprave so zgrajene na elektronskih ceveh. Tudi za ogrevanje majhnih delov so visokofrekvenčne instalacije zgrajene na MOSFET tranzistorjih za delovne frekvence do 1,7 MHz. Krmiljenje in varovanje tranzistorjev pri višjih frekvencah predstavlja določene težave, zato so nastavitve višjih frekvenc še vedno precej drage. Induktor za ogrevanje majhnih delov je majhen in ima majhno induktivnost, kar vodi do zmanjšanja faktorja kakovosti delovnega nihajnega kroga pri nizkih frekvencah in zmanjšanja učinkovitosti, predstavlja pa tudi nevarnost za glavni oscilator (pri nizkih frekvencah , je induktivni upor tuljave (tuljava nihajnega vezja) majhen in kratek stik v tuljavi (induktor). Faktor kakovosti nihajnega vezja je sorazmeren z L / C, nihajno vezje z nizkim faktorjem kakovosti je zelo slabo "črpano" z energijo. Za povečanje faktorja kakovosti oscilatornega kroga se uporabljata dva načina:
Ker induktor najučinkoviteje deluje pri visokih frekvencah, je indukcijsko ogrevanje dobilo industrijsko uporabo po razvoju in začetku proizvodnje močnih generatorskih žarnic. Pred prvo svetovno vojno je bilo indukcijsko ogrevanje omejeno. Takrat so kot generatorje uporabljali visokofrekvenčne strojne generatorje (dela V.P. Vologdina) ali naprave z iskrico. Generatorsko vezje je načeloma lahko katero koli (multivibrator, RC generator, generator z neodvisnim vzbujanjem, različni relaksacijski generatorji), ki deluje na breme v obliki induktorske tuljave in ima zadostno moč. Prav tako mora biti frekvenca nihanja dovolj visoka. Na primer, da bi v nekaj sekundah "prerezali" jekleno žico s premerom 4 mm, je potrebna nihajna moč najmanj 2 kW pri frekvenci najmanj 300 kHz. Izberite shemo za naslednja merila: zanesljivost; stabilnost nihanja; stabilnost sproščene moči v obdelovancu; enostavnost izdelave; enostavnost nastavitve; najmanjše število delov za zmanjšanje stroškov; uporaba delov, ki skupaj zmanjšajo težo in dimenzije itd. Dolga desetletja se kot generator visokofrekvenčnih nihanj uporablja induktivni tritočkovni generator ( Hartleyjev generator, generator z avtotransformatorjem povratne informacije, vezje na napetostnem delilniku induktivne zanke). To je samovzbujeno vzporedno napajalno vezje za anodo in frekvenčno selektivno vezje, narejeno na oscilacijskem krogu. Uspešno se uporablja in se še naprej uporablja v laboratorijih, nakitnih delavnicah, industrijskih podjetjih, pa tudi v amaterski praksi. Na primer, med drugo svetovno vojno je bilo na takih napravah izvedeno površinsko utrjevanje valjev tanka T-34. Slabosti treh točk:
Pod vodstvom Babata, Lozinskega in drugih znanstvenikov so bila razvita dvo- in trikrožna generatorska vezja z višjim izkoristkom (do 70 %) ter boljšim zadrževanjem. delovna frekvenca. Načelo njihovega delovanja je naslednje. Zaradi uporabe sklopljenih vezij in oslabitve povezave med njimi sprememba induktivnosti delovnega vezja ne povzroči močne spremembe frekvence vezja za nastavitev frekvence. Radijski oddajniki so zgrajeni po istem principu. Sodobni visokofrekvenčni generatorji so pretvorniki na osnovi IGBT sklopov ali močnih MOSFET tranzistorjev, običajno izdelanih po shemi mostu ali pol mostu. Deluje na frekvencah do 500 kHz. Vrata tranzistorjev se odpirajo s pomočjo krmilnega sistema mikrokrmilnika. Nadzorni sistem, odvisno od naloge, vam omogoča samodejno držanje:
Na primer, ko se magnetni material segreje nad Curiejevo točko, se debelina kožne plasti močno poveča, gostota toka pade in obdelovanec se začne slabše segrevati. tudi izginejo magnetne lastnosti materiala in proces obrata magnetizacije se ustavi - obdelovanec se začne slabše segrevati. Problem indukcijskega segrevanja obdelovancev iz magnetnih materialov:Če pretvornik za indukcijsko ogrevanje ni samooscilator, nima vezja za samodejno uravnavanje in deluje iz zunanjega glavnega oscilatorja (pri frekvenci blizu resonančne frekvence nihajnega kroga "induktor - kompenzacijska kondenzatorska banka"). V trenutku, ko v induktor vstavimo obdelovanec iz magnetnega materiala (če so dimenzije obdelovanca dovolj velike in sorazmerne z dimenzijami induktorja), se induktivnost induktorja močno poveča, kar vodi do nenadnega zmanjšanja lastna resonančna frekvenca nihajnega kroga in njen odklon od frekvence nadrejenega oscilatorja. Tokokrog izstopi iz resonance z glavnim oscilatorjem, kar vodi do povečanja njegovega upora in nenadnega zmanjšanja moči, ki se prenaša na obdelovanec. Če je moč enote krmiljena z zunanjim napajalnikom, je naravna reakcija operaterja povečanje napajalne napetosti enote. Ko se obdelovanec segreje do Curiejeve točke, njegove magnetne lastnosti izginejo, naravna frekvenca nihajnega kroga se vrne nazaj na frekvenco glavnega oscilatorja. Upornost vezja se močno zmanjša, poraba toka se močno poveča. Če upravljavec nima časa odstraniti povečane napajalne napetosti, se enota pregreje in odpove. Če je enota opremljena avtomatski sistem krmiljenje, potem mora krmilni sistem spremljati prehod skozi Curiejevo točko in samodejno zmanjšati frekvenco glavnega oscilatorja ter jo prilagoditi resonanci z oscilacijskim krogom (ali zmanjšati dovedeno moč, če je sprememba frekvence nesprejemljiva). Če se segrevajo nemagnetni materiali, zgoraj navedeno ni pomembno. Vnos slepega materiala iz nemagnetnega materiala v induktor praktično ne spremeni induktivnosti induktorja in ne premakne resonančne frekvence delovnega nihajnega kroga in ni potrebe po krmilnem sistemu. Če je dimenzij obdelovanca veliko manjše velikosti induktor, potem tudi ne premakne močno resonance delovnega vezja. indukcijski kuhalnikiIndukcijski kuhalnik- kuhinjski električni štedilnik, ki segreva kovinsko posodo z induciranimi vrtinčnimi tokovi, ki jih ustvarja visokofrekvenčno magnetno polje, s frekvenco 20-100 kHz. Takšna peč ima večji izkoristek v primerjavi z grelnimi elementi električnih peči, saj manj toplote gre za ogrevanje ohišja, poleg tega pa ni obdobja pospeševanja in hlajenja (ko se energija, ki nastane, a je jed ne absorbira, izgubi). Indukcijske talilne pečiIndukcijske (brezkontaktne) talilne peči - električne pečice za taljenje kovin, kjer do segrevanja pride zaradi vrtinčnih tokov, ki nastanejo v kovinskem lončku (in kovini) ali samo v kovini (če lonček ni kovinski; ta način segrevanja je učinkovitejši, če je lonček slabo izoliran). Opombe
Poglej tudiNapišite oceno o članku "Indukcijsko ogrevanje"PovezaveLiteratura
Odlomek, ki opisuje indukcijsko segrevanje- No, grofica! Kakšna bo saute au madere [saute na Madeiri] jerebcev, ma chere! Poskusil sem; Za Tarasko sem dal tisoč rubljev ne za nič. Stroški!Sedel je poleg svoje žene, se pogumno naslonil na kolena in si mršil sive lase. - Kaj želite, grofica? - Evo kaj, prijatelj - kaj imaš tukaj umazanega? je rekla in pokazala na telovnik. "To je soté, kajne," je dodala in se nasmehnila. - Takole je, grof: potrebujem denar. Njen obraz je postal žalosten. - Oh, grofica! ... In grof se je začel razburjati in vzeti denarnico. - Potrebujem veliko, računajte, potrebujem petsto rubljev. In ona, ko je vzela kambrični robec, je z njim podrgnila možev telovnik. - Zdaj. Hej, kdo je tam? je kričal z glasom, kakršnega kričijo samo ljudje, prepričani, da bodo tisti, ki jih kličejo, brezglavo hiteli na njihov klic. - Pošlji Mitenko k meni! Mitenka, ta plemeniti sin, vzgojen od grofa, ki je zdaj vodil vse njegove posle, je vstopil v sobo s tihimi koraki. »To je tisto, dragi moj,« je rekel grof spoštljivemu mladeniču, ki je vstopil. »Prinesi mi ...« je pomislil. - Da, 700 rubljev, da. Ja, glej, ne prinesi tako strganih in umazanih kot takrat, ampak dobre, za grofico. »Ja, Mitenka, prosim, čiste,« je rekla grofica in žalostno zavzdihnila. "Vaša ekscelenca, kdaj želite, da vam ga dostavim?" je rekla Mitenka. »Prosim, ne skrbite, ne skrbite,« je dodal in opazil, da je grof že začel težko in hitro dihati, kar je bilo vedno znak jeze. - Bil sem in pozabil ... Boste naročili dostavo to minuto? - Da, da, potem pa prinesi. Daj ga grofici. »Kakšno zlato imam to Mitenko,« je dodal grof nasmejano, ko je mladenič odšel. - Ni nemogočega. Ne prenesem tega. Vse je mogoče. "Ah, denar, štetje, denar, koliko gorja povzročajo na svetu!" je rekla grofica. »Ta denar res potrebujem. »Vi, grofica, ste znana navijalka,« je rekel grof in, poljubivši ženino roko, odšel nazaj v delovno sobo. Ko se je Ana Mihajlovna spet vrnila iz Bezuhoja, je imela grofica že denar, ves v čisto novem papirju, pod robcem na mizi, in Ana Mihajlovna je opazila, da je grofica nekako vznemirjena. - No, moj prijatelj? je vprašala grofica. Oh, v kakšnem groznem stanju je! Ne moreš ga prepoznati, tako hud je, tako hud; Ostal sem minuto in nisem rekel dveh besed ... »Annette, za božjo voljo, ne zavrni me,« je nenadoma rekla grofica in zardela, kar je bilo tako čudno na njenem srednjem, suhem in pomembnem obrazu, ko je jemala denar izpod robca. Anna Mikhaylovna je takoj razumela, kaj je narobe, in se je že sklonila, da bi spretno objela grofico ob pravem času. - Tukaj je Boris od mene, za šivanje uniforme ... Ana Mihajlovna jo je že objemala in jokala. Tudi grofica je jokala. Jokali so, da so bili prijazni; in da so prijazni; in da se oni, dekleta mladosti, ukvarjajo s tako nizko temo - denarjem; in da je njuna mladost minila ... Toda solze obeh so bile prijetne ... Grofica Rostova je sedela s svojimi hčerkami in že z velikim številom gostov v salonu. Grof je moške goste pospravil v svojo delovno sobo in jim ponudil svojo lovsko zbirko turških piščal. Občasno je prišel ven in vprašal: ali je prišla? Čakali so Marijo Dmitrijevno Akhrosimovo, ki je v družbi dobila vzdevek le terrible dragon, [grozen zmaj], gospo, ki ni znana po bogastvu, ne po časti, ampak po svoji neposrednosti uma in odkriti preprostosti nagovora. Marjo Dmitrijevno je poznala kraljeva družina, vedela je vsa Moskva in ves Sankt Peterburg, in obe mesti sta bili presenečeni nad njo, se na skrivaj smejali njeni nesramnosti, pripovedovali šale o njej; vendar so jo vsi brez izjeme spoštovali in se bali. Bil je tisti čas pred večerjo, ko zbrani gostje ne začnejo dolgega pogovora v pričakovanju klica na predjed, ampak se obenem zdijo potrebni, da se zganejo in ne utihnejo, da bi pokazali, da niso za najmanj nestrpni sesti k mizi. Lastnika pogledata proti vratom in se občasno spogledata. Iz teh pogledov gostje skušajo uganiti, koga ali kaj še čakajo: pomembnega pokojnega sorodnika ali hrano, ki še ni dozorela. Na moškem koncu mize je postajal pogovor vedno bolj živahen. Polkovnik je povedal, da je bil manifest o vojni napovedi že objavljen v Peterburgu in da je kopija, ki jo je sam videl, zdaj po kurirju dostavljena vrhovnemu poveljniku. Bostonske mize so razstavili, priredili zabave, grofove goste pa nastanili v dveh dnevnih sobah, kavču in knjižnici. |
Opis metode
Indukcijsko segrevanje je segrevanje materialov z električnimi tokovi, ki jih inducira izmenično magnetno polje. Gre torej za segrevanje izdelkov iz prevodnih materialov (prevodnikov) z magnetnim poljem induktorjev (viri izmeničnega magnetnega polja). Indukcijsko ogrevanje se izvaja na naslednji način. Električno prevoden (kovinski, grafitni) obdelovanec je nameščen v tako imenovani induktor, ki je en ali več ovojev žice (najpogosteje bakrene). V induktorju se s posebnim generatorjem inducirajo močni tokovi različnih frekvenc (od deset Hz do nekaj MHz), zaradi česar okoli induktorja nastane elektromagnetno polje. Elektromagnetno polje inducira vrtinčne tokove v obdelovancu. Vrtinčni tokovi segrejejo obdelovanec pod delovanjem Joulove toplote (glej Joule-Lenzov zakon).
Sistem induktor-prazen je transformator brez jedra, v katerem je induktor primarno navitje. Obdelovanec je sekundarno navitje v kratkem stiku. Magnetni pretok med navitji se v zraku sklene.
Pri visoki frekvenci se vrtinčni tokovi premaknejo z magnetnim poljem, ki ga tvorijo, v tanke površinske plasti obdelovanca Δ (površinski učinek), zaradi česar se njihova gostota močno poveča in obdelovanec se segreje. Spodnji sloji kovine se segrejejo zaradi toplotne prevodnosti. Ni pomemben tok, ampak velika gostota toka. V kožni plasti Δ se gostota toka zmanjša e krat glede na gostoto toka na površini obdelovanca, medtem ko se 86,4 % toplote sprosti v kožni plasti (od celotnega sproščanja toplote. Globina kožne plasti je odvisna od frekvence sevanja: višja kot je frekvenca, tanjša Odvisen je tudi od relativne magnetne prepustnosti μ materiala obdelovanca.
Za železo, kobalt, nikelj in magnetne zlitine pri temperaturah pod Curiejevo točko ima μ vrednost od nekaj sto do deset tisoč. Za druge materiale (taline, neželezne kovine, tekoče evtektike z nizkim tališčem, grafit, elektroliti, električno prevodna keramika itd.) je μ približno enaka ena.
Formula za izračun globine kože v mm:
,kje μ 0 = 4π 10 −7 je magnetna konstanta H/m in ρ - specifični električni upor materiala obdelovanca pri temperaturi obdelave.
Na primer, pri frekvenci 2 MHz je globina kože za baker približno 0,25 mm, za železo ≈ 0,001 mm.
Induktor se med delovanjem močno segreje, saj absorbira lastno sevanje. Poleg tega absorbira toplotno sevanje vročega obdelovanca. Induktorje izdelujejo iz bakrenih cevi, hlajenih z vodo. Voda se dovaja s sesanjem - to zagotavlja varnost v primeru opeklin ali drugega zmanjšanja tlaka induktorja.
Aplikacija
- Ultra čisto brezkontaktno taljenje, spajkanje in varjenje kovine.
- Pridobivanje prototipov zlitin.
- Upogibanje in toplotna obdelava strojnih delov.
- Posel z nakitom.
- Obdelava majhnih delov, ki jih lahko poškoduje plamen ali segrevanje obloka.
- Površinsko utrjevanje.
- Utrjevanje in toplotna obdelava delov kompleksne oblike.
- Dezinfekcija medicinskih instrumentov.
Prednosti
- Hitro segrevanje ali taljenje katerega koli električno prevodnega materiala.
- Ogrevanje je možno v atmosferi zaščitnega plina, v oksidacijskem (ali redukcijskem) mediju, v neprevodni tekočini, v vakuumu.
- Ogrevanje skozi stene zaščitne komore iz stekla, cementa, plastike, lesa - ti materiali zelo slabo absorbirajo elektromagnetno sevanje in med delovanjem naprave ostanejo hladni. Segreva se samo električno prevoden material - kovina (vključno staljena), ogljik, prevodna keramika, elektroliti, tekoče kovine itd.
- Zaradi nastajajočih sil MHD se tekoča kovina intenzivno meša, vse do zadrževanja v zraku ali zaščitnem plinu - tako se pridobivajo ultračiste zlitine v majhnih količinah (levitacijsko taljenje, taljenje v elektromagnetnem lončku).
- Ker se ogrevanje izvaja z elektromagnetnim sevanjem, pri segrevanju s plinskim plamenom ne pride do onesnaženja obdelovanca s produkti zgorevanja gorilnika, pri obločnem pa z materialom elektrode. Postavitev vzorcev v atmosfero inertnega plina in visoka stopnja segrevanja bosta preprečila nastanek vodnega kamna.
- Enostavnost uporabe zaradi majhne velikosti induktorja.
- Induktor je lahko izdelan v posebni obliki - to bo omogočilo enakomerno segrevanje delov kompleksne konfiguracije po celotni površini, ne da bi prišlo do njihovega zvijanja ali lokalnega neogrevanja.
- Enostavno je izvesti lokalno in selektivno ogrevanje.
- Ker je segrevanje najintenzivnejše v tankih zgornjih plasteh obdelovanca, spodnje plasti pa se zaradi toplotne prevodnosti segrejejo bolj nežno, je metoda idealna za površinsko utrjevanje delov (jedro ostane viskozno).
- Enostavna avtomatizacija opreme - cikli ogrevanja in hlajenja, nadzor temperature in zadrževanje, podajanje in odvzem obdelovancev.
Napake
- Povečana kompleksnost opreme, zahteva usposobljeno osebje za nastavitev in popravilo.
- V primeru slabe usklajenosti induktorja z obdelovancem je potrebna večja grelna moč kot v primeru uporabe grelnih elementov, električnih oblokov ipd. za isto nalogo.
Indukcijske grelne naprave
Na napravah z delovno frekvenco do 300 kHz se uporabljajo pretvorniki na sklopih IGBT ali tranzistorjih MOSFET. Takšne naprave so namenjene ogrevanju velikih delov. Za ogrevanje majhnih delov se uporabljajo visoke frekvence (do 5 MHz, območje srednjih in kratkih valov), visokofrekvenčne naprave so zgrajene na elektronskih ceveh.
Tudi za ogrevanje majhnih delov so visokofrekvenčne instalacije zgrajene na MOSFET tranzistorjih za delovne frekvence do 1,7 MHz. Krmiljenje in varovanje tranzistorjev pri višjih frekvencah predstavlja določene težave, zato so nastavitve višjih frekvenc še vedno precej drage.
Induktor za ogrevanje majhnih delov je majhen in ima majhno induktivnost, kar vodi do zmanjšanja faktorja kakovosti delovnega nihajnega kroga pri nizkih frekvencah in zmanjšanja učinkovitosti, predstavlja pa tudi nevarnost za glavni oscilator (faktor kakovosti nihajnega kroga je sorazmeren z L/C, je nihajni krog z nizkim faktorjem kakovosti preveč dobro "načrpan" z energijo, povzroči kratek stik v induktorju in onemogoči glavni oscilator). Za povečanje faktorja kakovosti oscilatornega kroga se uporabljata dva načina:
- povečanje delovne frekvence, kar vodi do zapletenosti in stroškov namestitve;
- uporaba feromagnetnih vložkov v induktorju; lepljenje induktorja s ploščami iz feromagnetnega materiala.
Ker induktor najučinkoviteje deluje pri visokih frekvencah, je indukcijsko ogrevanje dobilo industrijsko uporabo po razvoju in začetku proizvodnje močnih generatorskih žarnic. Pred prvo svetovno vojno je bilo indukcijsko ogrevanje omejeno. Takrat so kot generatorje uporabljali visokofrekvenčne strojne generatorje (dela V.P. Vologdina) ali naprave z iskrico.
Generatorsko vezje je načeloma lahko katero koli (multivibrator, RC generator, generator z neodvisnim vzbujanjem, različni relaksacijski generatorji), ki deluje na breme v obliki induktorske tuljave in ima zadostno moč. Prav tako mora biti frekvenca nihanja dovolj visoka.
Na primer, da bi v nekaj sekundah "prerezali" jekleno žico s premerom 4 mm, je potrebna nihajna moč najmanj 2 kW pri frekvenci najmanj 300 kHz.
Shema je izbrana glede na naslednja merila: zanesljivost; stabilnost nihanja; stabilnost sproščene moči v obdelovancu; enostavnost izdelave; enostavnost nastavitve; najmanjše število delov za zmanjšanje stroškov; uporaba delov, ki skupaj zmanjšajo težo in dimenzije itd.
Že več desetletij se kot generator visokofrekvenčnih nihanj uporablja induktivni tritočkovni generator (Hartleyjev generator, generator z avtotransformatorsko povratno zvezo, vezje na osnovi induktivnega zanke napetostnega delilnika). To je samovzbujeno vzporedno napajalno vezje za anodo in frekvenčno selektivno vezje, narejeno na oscilacijskem krogu. Uspešno se uporablja in se še naprej uporablja v laboratorijih, nakitnih delavnicah, industrijskih podjetjih, pa tudi v amaterski praksi. Na primer, med drugo svetovno vojno je bilo na takih napravah izvedeno površinsko utrjevanje valjev tanka T-34.
Slabosti treh točk:
- Nizka učinkovitost (manj kot 40% pri uporabi svetilke).
- Močno frekvenčno odstopanje v trenutku segrevanja obdelovancev iz magnetnih materialov nad Curiejevo točko (≈700С) (μ spremembe), ki spremeni globino kožne plasti in nepredvidljivo spremeni način toplotne obdelave. Pri toplotni obdelavi kritičnih delov je to lahko nesprejemljivo. Poleg tega morajo močne RF naprave delovati v ozkem razponu frekvenc, ki jih dovoljuje Rossvyazokhrankultura, saj so s slabo zaščito dejansko radijski oddajniki in lahko motijo televizijsko in radijsko oddajanje, obalne in reševalne službe.
- Pri menjavi slepcev (na primer iz manjših na večje) se spremeni induktivnost sistema induktor-slepka, kar povzroči tudi spremembo frekvence in globine kožne plasti.
- Pri menjavi enoobratnih induktorjev v večobratne, v večje ali manjše, se spremeni tudi frekvenca.
Pod vodstvom Babata, Lozinskega in drugih znanstvenikov so bila razvita dvo- in trizančna generatorska vezja, ki so imela več visoka učinkovitost(do 70%), pa tudi boljše držanje delovne frekvence. Načelo njihovega delovanja je naslednje. Zaradi uporabe sklopljenih vezij in oslabitve povezave med njimi sprememba induktivnosti delovnega vezja ne povzroči močne spremembe frekvence vezja za nastavitev frekvence. Radijski oddajniki so zgrajeni po istem principu.
Sodobni visokofrekvenčni generatorji so pretvorniki na osnovi IGBT sklopov ali močnih MOSFET tranzistorjev, običajno izdelanih po shemi mostu ali pol mostu. Deluje na frekvencah do 500 kHz. Vrata tranzistorjev se odpirajo s pomočjo krmilnega sistema mikrokrmilnika. Nadzorni sistem, odvisno od naloge, omogoča samodejno držanje
a) konstantna frekvenca
b) konstantna moč, sproščena v obdelovancu
c) največja učinkovitost.
Na primer, ko se magnetni material segreje nad Curiejevo točko, se debelina kožne plasti močno poveča, gostota toka pade in obdelovanec se začne slabše segrevati. Izginejo tudi magnetne lastnosti materiala in ustavi se proces obračanja magnetizacije - obdelovanec se začne slabše segrevati, odpornost na obremenitev se nenadoma zmanjša - to lahko privede do "razmika" generatorja in njegove okvare. Nadzorni sistem spremlja prehod skozi Curiejevo točko in samodejno poveča frekvenco z nenadnim zmanjšanjem obremenitve (ali zmanjša moč).
Opombe
- Induktor mora biti nameščen čim bližje obdelovancu, če je to mogoče. To ne poveča le gostote elektromagnetnega polja v bližini obdelovanca (sorazmerno s kvadratom razdalje), ampak tudi poveča faktor moči Cos(φ).
- Povečanje frekvence dramatično zmanjša faktor moči (sorazmerno s kocko frekvence).
- Pri segrevanju magnetnih materialov se zaradi obrata magnetizacije sprošča tudi dodatna toplota, njihovo segrevanje do Curiejeve točke je veliko učinkovitejše.
- Pri izračunu induktorja je treba upoštevati induktivnost pnevmatik, ki vodijo do induktorja, ki je lahko veliko večja od induktivnosti samega induktorja (če je induktor izdelan v obliki enega obrata majhne premer ali celo del zavoja - lok).
- Včasih so bili kot visokofrekvenčni generator uporabljeni odsluženi močni radijski oddajniki, kjer je bilo antensko vezje nadomeščeno z grelno tuljavo.
Poglej tudi
Povezave
Literatura
- Babat G. I., Svenchansky A. D. Električne industrijske pečice. - M .: Gosenergoizdat, 1948. - 332 str.
- Burak Ya. I., Ogirko I. V. Optimalno segrevanje cilindrične lupine s temperaturno odvisnimi materialnimi značilnostmi // Mat. metode in fiz.-meh. polja. - 1977. - V. 5. - S. 26-30.
- Vasiljev A.S. Generatorji žarnic za visokofrekvenčno ogrevanje. - L.: Mašinostroenie, 1990. - 80 str. - (Knjižnica visokofrekvenčnega termista ; št. 15). - 5300 izvodov. - ISBN 5-217-00923-3
- Vlasov V.F. Tečaj radijskega inženirstva. - M .: Gosenergoizdat, 1962. - 928 str.
- Izyumov N.M., Linde D.P. Osnove radijske tehnike. - M .: Gosenergoizdat, 1959. - 512 str.
- Lozinsky M. G. Industrijska uporaba indukcijskega ogrevanja. - M .: Založba Akademije znanosti ZSSR, 1948. - 471 str.
- Uporaba visokofrekvenčnih tokov v elektrotermiji / Ed. A. E. Sluhotskega. - L.: Mašinostroenie, 1968. - 340 str.
- Sluhotski A. E. Induktorji. - L.: Mašinostroenie, 1989. - 69 str. - (Knjižnica visokofrekvenčnega termista ; št. 12). - 10.000 izvodov. -
Načelo delovanja indukcijskega grelnika temelji na dveh fizikalnih učinkih: prvi je, da se pri gibanju prevodnega tokokroga v magnetnem polju v prevodniku pojavi induciran tok, drugi pa na sproščanju toplote s strani kovin. skozi katerega teče tok. Prvi indukcijski grelnik je bil izveden leta 1900, ko je bila ugotovljena metoda brezkontaktnega segrevanja prevodnika - za to so bili uporabljeni visokofrekvenčni tokovi, ki so bili inducirani z izmeničnim magnetnim poljem.
Indukcijsko ogrevanje je našlo uporabo na različnih področjih človeške dejavnosti zaradi:
- hitro segrevanje;
- priložnosti za delo v različnih fizične lastnosti mediji (plin, tekočina, vakuum);
- brez onesnaženja s produkti zgorevanja;
- selektivne možnosti ogrevanja;
- oblike in velikosti induktorja - lahko so poljubne;
- možnost avtomatizacije procesa;
- visok odstotek učinkovitosti - do 99%;
- prijaznost do okolja - brez škodljivih emisij v ozračje;
- dolga življenjska doba.
Področje uporabe: ogrevanje prostorov
V vsakdanjem življenju je bilo vezje indukcijskega grelnika izvedeno za in peči. Prvi so pridobili posebno veliko popularnost in prepoznavnost med uporabniki zaradi odsotnosti grelnih elementov, ki zmanjšujejo zmogljivost v kotlih z drugačnim principom delovanja, in snemljive povezave, kar prihrani pri vzdrževanju indukcijskih ogrevalnih sistemov.
Opomba: Shema naprave je tako preprosta, da jo je mogoče ustvariti doma, domač grelnik pa lahko ustvarite z lastnimi rokami.
V praksi se uporablja več možnosti, kjer se uporablja drugačen tip induktorji:
- grelci z elektronski nadzor za ustvarjanje tokov želeno vrsto v tuljavi;
- vortex indukcijski grelci.
Princip delovanja
Slednja možnost, ki se najpogosteje uporablja v ogrevalnih kotlih, je postala povpraševanje zaradi enostavnosti njene izvedbe. Načelo delovanja indukcijske grelne enote temelji na prenosu energije magnetnega polja na hladilno tekočino (vodo). V induktorju nastane magnetno polje. Izmenični tok, ki prehaja skozi tuljavo, ustvarja vrtinčne tokove, ki pretvarjajo energijo v toploto.
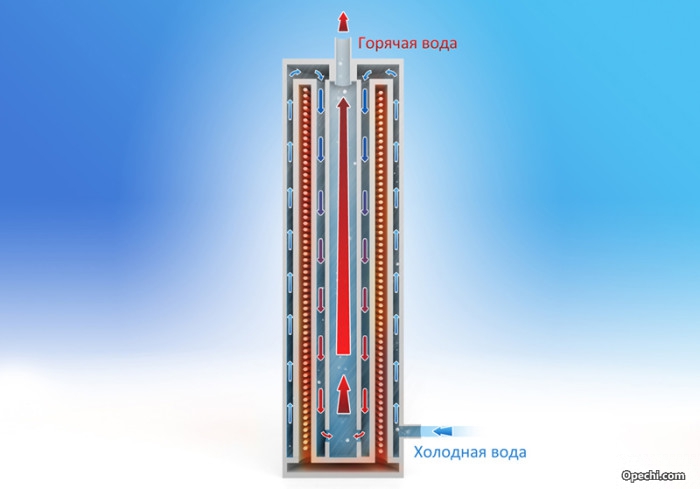
Voda, ki se skozi spodnjo cev dovaja v kotel, se segreva s prenosom energije in izstopa skozi zgornjo cev ter se nadaljuje v ogrevalni sistem. Za ustvarjanje tlaka se uporablja vgrajena črpalka. Stalno kroženje vode v kotlu ne dopušča pregrevanja elementov. Poleg tega med delovanjem hladilna tekočina vibrira (pri nizki ravni hrupa), zaradi česar je nemogoče odlagati vodni kamen na notranje stene kotel.
Indukcijske grelnike lahko izvedemo na različne načine.
Izvedba doma
Indukcijsko ogrevanje še ni dovolj osvojilo trga zaradi visoki stroški sam ogrevalni sistem. Tako bo na primer za industrijska podjetja tak sistem stal 100.000 rubljev domača uporaba- od 25.000 rubljev. in višje. Zato je zanimanje za vezja, ki vam omogočajo ustvarjanje domačega indukcijskega grelnika z lastnimi rokami, povsem razumljivo.

Temelji na transformatorju
Glavni element indukcijskega ogrevalnega sistema s transformatorjem bo sama naprava, ki ima primarno in sekundarno navitje. V primarnem navitju se bodo oblikovali vrtinčni tokovi in ustvarili elektromagnetno indukcijsko polje. To polje bo vplivalo na sekundar, ki je pravzaprav indukcijski grelnik, fizično izveden v obliki telesa grelnega kotla. To je sekundarno kratkostično navitje, ki prenaša energijo na hladilno tekočino.

Glavni elementi indukcijske ogrevalne naprave so:
- jedro;
- navijanje;
- dve vrsti izolacije - toplotna in električna izolacija.
Jedro sta dve ferimagnetni cevi različnih premerov z debelino stene najmanj 10 mm, zvarjeni ena v drugo. Toroidno navijanje bakrena žica proizvaja zunanja cev. Potrebno je naložiti od 85 do 100 zavojev z enako razdaljo med zavoji. Izmenični tok, ki se spreminja v času, ustvarja vrtinčne tokove v zaprtem krogu, ki z indukcijskim segrevanjem segrevajo jedro in s tem hladilno tekočino.
Uporaba visokofrekvenčnega varilnega pretvornika
indukcijski grelec je mogoče ustvariti z uporabo varilni inverter, kjer so glavne komponente vezja alternator, induktor in grelni element.
Generator se uporablja za pretvorbo standardne omrežne frekvence 50 Hz v tok višje frekvence. Ta modulirani tok se uporablja za cilindrični induktor, kjer se kot navitje uporablja bakrena žica.

Tuljava ustvarja izmenično magnetno polje, katerega vektor se spreminja s frekvenco, ki jo nastavi generator. Ustvarjeni vrtinčni tokovi, inducirani z magnetnim poljem, segrevajo kovinski element, ki prenaša energijo na hladilno tekočino. Tako se izvaja še ena shema indukcijskega ogrevanja z lastnimi rokami.

Grelni element lahko ustvarite tudi z lastnimi rokami iz rezane kovinske žice dolžine približno 5 mm in kosa polimerne cevi, v katero je vstavljena kovina. Pri nameščanju ventilov na vrhu in dnu cevi preverite gostoto polnjenja - ne sme biti prostega prostora. Po shemi je na vrhu cevi nameščenih približno 100 obratov bakreno ožičenje, ki je induktor, povezan s sponkami generatorja. Indukcijsko segrevanje bakrene žice se pojavi zaradi vrtinčnih tokov, ki jih ustvarja izmenično magnetno polje.
Opomba: Indukcijske grelnike z lastnimi rokami lahko izdelate po kateri koli shemi, glavna stvar, ki si jo morate zapomniti, je, da je pomembno izvesti zanesljivo toplotno izolacijo, sicer se bo učinkovitost ogrevalnega sistema znatno zmanjšala.
Varnostni predpisi
Pri ogrevalnih sistemih, ki uporabljajo indukcijsko ogrevanje, je pomembno upoštevati nekaj pravil, da preprečite puščanje, izgubo učinkovitosti, porabo energije in nesreče.
- Indukcijski ogrevalni sistemi zahtevajo varnostni ventil za izpust vode in pare v primeru okvare črpalke.
- Manometer in RCD sta obvezna za varno delo sistem ogrevanja sestavljen ročno.
- Prisotnost ozemljitve in električne izolacije celotnega sistema indukcijskega ogrevanja bo preprečila poškodbe električni šok.
- Da bi se izognili škodljivim učinkom elektromagnetnega polja na človeško telo, je takšne sisteme bolje vzeti izven stanovanjskega območja, kjer je treba upoštevati pravila namestitve, v skladu s katerimi je treba indukcijsko grelno napravo postaviti na razdalji 80 m. cm od vodoravnih (tla in strop) in 30 cm od navpičnih površin.
- Preden vklopite sistem, preverite prisotnost hladilne tekočine.
- Da bi preprečili izpad električne energije, je priporočljivo, da indukcijski kotel za ogrevanje, ki ga naredite sami, po predlaganih shemah priključite na ločen napajalni vod, katerega presek kabla bo najmanj 5 mm2. Običajno ožičenje morda ne bo zdržalo zahtevane porabe energije.
Indukcijsko segrevanje je postopek, ki se uporablja za kaljenje, varjenje ali taljenje kovin ali drugih prevodnih materialov. V sodobnih proizvodnih procesih ponuja indukcijsko ogrevanje privlačno kombinacijo hitrosti, doslednosti, nadzora in energetske učinkovitosti.
Osnovni principi indukcijskega ogrevanja se v proizvodnji uporabljajo že od leta 1920. Med drugo svetovno vojno je tehnologija hitro napredovala, da bi izpolnila nujne vojne zahteve po zanesljivih in hitrih postopkih za krepitev kovinskih delov motorja.
AT Zadnja leta osredotočenost na iskanje učinkovitih tehnologij v proizvodnji (»Lean Manufacturing«) in na povečan nadzor kakovosti je privedla do oživitve indukcijske tehnologije vzporedno z razvojem sistema za natančno kontrolo moči za polprevodniško indukcijo.
Kako deluje indukcijsko ogrevanje?
Ko izmenični tok deluje na primarno navitje transformatorja, se ustvari elektromagnetno polje. Po Faradayevem zakonu, če se sekundarno navitje transformatorja postavi v magnetno polje, nastane električni tok.
Pri standardni konfiguraciji indukcijskega ogrevanja napajalnik ustvarja izmenični tok skozi induktor (običajno bakreno tuljavo), del, ki ga je treba segreti, pa je nameščen znotraj induktorja. Induktor deluje kot primarno vezje transformatorja, del pa deluje kot sekundarno vezje. Ko skozi kovinski del skozi njega prehaja magnetno polje, v njem se inducirajo Foucaultovi tokovi.
Kot je prikazano na zgornji sliki, so Foucaultovi tokovi usmerjeni proti električnemu uporu kovine, kar ustvarja lokalno toploto brez neposrednega stika med obdelovancem in induktorjem. To segrevanje poteka v magnetnih in nemagnetnih delih in je znano kot "Joulov učinek", ki se nanaša na prvi Joulov zakon (znanstvena formula, ki izraža razmerje med proizvedeno toploto in električnim tokom, ki teče skozi prevodnik).
Prednosti indukcijskega ogrevanja
Kakšne prednosti ima indukcijsko ogrevanje pred drugimi metodami, kot so konvekcija, sevanje ali plamen?
Sledijo glavne prednosti indukcijskega ogrevanja v proizvodnji:
Največja zmogljivost
Raven produktivnosti se lahko poveča, ker je indukcija zelo hiter proces: toplota se ustvari takoj v samem delu (na primer v nekaterih primerih nad 1000 °C v manj kot sekundi). Ogrevanje poteka skoraj v trenutku, brez potrebe po predgretju in hlajenju. Postopek indukcijskega ogrevanja se izvaja v proizvodnji, v neposredni bližini stroja za vroče ali hladno preoblikovanje, namesto pošiljanja serij delov v ločenega.
Energetska učinkovitost
Z energetskega vidika je ta proces edini zares učinkovit. Porabljeno energijo pretvori v koristno toploto do 90 %; v sušilnicah se običajno doseže le 45 %. Ker poleg tega med delovnimi cikli ni potrebe po predgretju in hlajenju, so izgube toplote v stanju pripravljenosti minimalne.
Nadzor in avtomatizacija procesov
Indukcijsko segrevanje odpravlja pomanjkljivosti in težave s kakovostjo izdelkov, plinski gorilnik ali druge metode. Po kalibraciji in zagonu sistema ne bo nobenih odstopanj: parametri ogrevanja so stabilni in zanesljivi.
S pomočjo visokofrekvenčnih pretvornikov GH je temperatura dosežena z visoko natančnostjo, kar zagotavlja enoten rezultat; pretvornik lahko takoj vklopite in izklopite. Zahvale gredo zaprt krog nadzor temperature Napredni sistemi indukcijskega ogrevanja lahko merijo temperaturo vsakega dela posebej. Hitrost rasti, vzdrževanje in znižanje temperature je mogoče nastaviti za vsako posebej konkreten primer, podatki za vsak obdelan del pa so shranjeni v pomnilniku.
Kakovost izdelka
Pri indukcijskem ogrevanju obdelovanec nikoli ne pride v neposredni stik s plamenom ali drugim grelnim elementom; toplota se pojavi neposredno znotraj dela pod delovanjem izmeničnega toka. Posledično so deformacije, popačenja in napake izdelka zmanjšane na minimum. Za največjo kakovost izdelka je mogoče del izolirati v komori z nadzorovano zaprto atmosfero – vakuumsko, inertno ali redko atmosfero – za odpravo oksidacije.
"Zelena" energija
Indukcijski ogrevalni sistemi ne gorijo kot tradicionalna fosilna goriva. Indukcija je čist proces, ki ne onesnažuje in pomaga varovati okolje. Indukcijski sistem pomaga izboljšati delovne pogoje delavcev, saj ne proizvaja dima, prekomerne toplote, strupenih emisij ali hrupa. Ogrevanje je varno, saj ne predstavlja nevarnosti za operaterja in ker ne uporablja odprtega ognja, ne zadimi procesa. Na neprevodne materiale to nikakor ne vpliva, zato jih je mogoče namestiti v neposredni bližini ogrevalnega območja. Uporaba rešitev, ki jih ponuja Skupina GH, izboljšuje delovanje in vzdrževanje indukcijskega sistema, saj zmanjšujejo prekinitve proizvodnje, zmanjšujejo porabo energije in povečujejo nadzor kakovosti delov.
AT indukcijske peči in napravah se toplota v električno prevodnem razgretem telesu sprošča s tokovi, ki jih v njem inducira izmenično elektromagnetno polje. Tako se tukaj izvaja neposredno ogrevanje.
Indukcijsko segrevanje kovin temelji na dveh fizikalnih zakonih: in Joule-Lenzovem zakonu. Vanj so nameščena kovinska telesa (obdelki, deli itd.), ki v njih vzbudijo vrtinec. Indukcijska emf je določena s hitrostjo spremembe magnetnega pretoka. Pod delovanjem indukcijskega EMF v telesih tečejo vrtinčni tokovi (zaprti v telesih), pri čemer se sprošča toplota. Ta EMF ustvarja v kovini, toplotna energija, ki jo sproščajo ti tokovi, je vzrok za segrevanje kovine. Indukcijsko ogrevanje je direktno in brezkontaktno. Omogoča doseganje temperature, ki zadostuje za taljenje najbolj ognjevzdržnih kovin in zlitin.
Intenzivno indukcijsko ogrevanje je možno samo v elektromagnetna polja visoka napetost in frekvenca, ki jih ustvarjajo posebne naprave - induktorji. Induktorji se napajajo iz omrežja 50 Hz (frekvenčne inštalacije) ali iz posameznih virov napajanja - generatorjev ter srednje- in visokofrekvenčnih pretvornikov.
Najenostavnejši induktor nizkofrekvenčnih indirektnih indukcijskih grelnih naprav je izoliran vodnik (raztegnjen ali zvit), nameščen v kovinska cev ali nanese na njegovo površino. Ko tok teče skozi prevodnik-induktor, se v cevi inducirajo ogrevalne cevi. Toplota iz cevi (lahko je tudi lonček, posoda) se prenaša na segreti medij (voda, ki teče po cevi, zrak itd.).
 Najpogosteje uporabljeno neposredno indukcijsko segrevanje kovin pri srednjih in visokih frekvencah. Za to se uporabljajo posebni induktorji. Induktor oddaja , ki pade na segreto telo in v njem razpade. Energija vsrkanega valovanja se v telesu pretvori v toploto. Učinkovitost segrevanja je tem višja, čim bližje je oblika oddajanega elektromagnetnega valovanja (ploščato, valjasto itd.) obliki telesa. Zato se ploščati induktorji uporabljajo za ogrevanje ravnih teles, cilindričnih gredic - cilindričnih (solenoidnih) induktorjev. Na splošno lahko imajo kompleksna oblika zaradi potrebe po koncentraciji elektromagnetne energije v pravo smer.
Najpogosteje uporabljeno neposredno indukcijsko segrevanje kovin pri srednjih in visokih frekvencah. Za to se uporabljajo posebni induktorji. Induktor oddaja , ki pade na segreto telo in v njem razpade. Energija vsrkanega valovanja se v telesu pretvori v toploto. Učinkovitost segrevanja je tem višja, čim bližje je oblika oddajanega elektromagnetnega valovanja (ploščato, valjasto itd.) obliki telesa. Zato se ploščati induktorji uporabljajo za ogrevanje ravnih teles, cilindričnih gredic - cilindričnih (solenoidnih) induktorjev. Na splošno lahko imajo kompleksna oblika zaradi potrebe po koncentraciji elektromagnetne energije v pravo smer.
Značilnost indukcijskega vnosa energije je možnost nadzora prostorske razporeditve območja toka vrtinčnih tokov. Najprej vrtinčni tokovi tečejo znotraj območja, ki ga pokriva induktor. Segreje se samo tisti del telesa, ki je v magnetni povezavi z induktorjem, ne glede na gabarite telesa. Drugič, globina območja kroženja vrtinčnega toka in posledično območja sproščanja energije sta med drugim odvisna od frekvence induktorskega toka (narašča pri nizkih frekvencah in pada z naraščajočo frekvenco). Učinkovitost prenosa energije od induktorja do segretega toka je odvisna od velikosti reže med njima in se povečuje z njenim zmanjšanjem.
Indukcijsko ogrevanje se uporablja za površinsko kaljenje jeklenih izdelkov, s segrevanjem za plastično deformacijo (kovanje, vtiskovanje, stiskanje itd.), taljenje kovin, toplotno obdelavo (žarenje, popuščanje, normalizacija, kaljenje), varjenje, navarjanje, spajkanje kovin. .
Za ogrevanje se uporablja posredno indukcijsko ogrevanje tehnološka oprema(cevovodi, posode itd.), ogrevanje tekočih medijev, sušenje premazov, materialov (npr. les). Najpomembnejši parameter napeljave za indukcijsko ogrevanje - frekvenca. Za vsak proces (površinsko utrjevanje, s segrevanjem) obstaja optimalno frekvenčno območje, ki zagotavlja najboljšo tehnološko in ekonomsko učinkovitost. Za indukcijsko ogrevanje se uporabljajo frekvence od 50 Hz do 5 MHz.
Prednosti indukcijskega ogrevanja
1) Prenos električne energije neposredno v segreto telo omogoča neposredno segrevanje materialov prevodnika. S tem se poveča stopnja segrevanja v primerjavi s posrednimi instalacijami, pri katerih se izdelek segreje samo s površine.
2) Prenos električne energije neposredno v segreto telo ne zahteva kontaktnih naprav. To je priročno v pogojih avtomatizirane in-line proizvodnje, pri uporabi vakuuma in zaščitne opreme.
3) Zaradi pojava površinskega učinka se največja moč sprosti v površinski plasti segretega izdelka. Zato indukcijsko segrevanje med kaljenjem zagotavlja hitro segrevanje površinske plasti izdelka. To omogoča pridobitev visoke površinske trdote dela z relativno viskozno sredino. Postopek površinskega indukcijskega kaljenja je hitrejši in bolj ekonomičen od drugih načinov površinskega utrjevanja izdelka.
4) Indukcijsko ogrevanje lahko v večini primerov poveča produktivnost in izboljša delovne pogoje.
Indukcijske talilne peči
Na indukcijsko peč ali napravo lahko gledamo kot na nekakšen transformator, v katerem je primarno navitje (induktor) priključeno na vir izmeničnega toka, samo segreto telo pa služi kot sekundarno navitje.
Za delovni proces indukcijskih talilnih peči je značilno elektrodinamično in toplotno gibanje tekoče kovine v kopeli ali lončku, kar prispeva k proizvodnji kovine, ki je homogena po sestavi in njeni enakomerni temperaturi po vsej prostornini, ter nizki kovinski odpadki (več krat manj kot v obločnih pečeh).
Indukcijske talilne peči se uporabljajo pri izdelavi ulitkov, vključno z oblikovanimi, iz jekla, litega železa, neželeznih kovin in zlitin.
Indukcijske talilne peči lahko razdelimo na industrijske frekvenčne kanalske peči ter industrijske, srednje in visokofrekvenčne peči s lončkom.
Indukcijska kanalska peč je transformator, običajno industrijske frekvence (50 Hz). Sekundarno navitje transformatorja je tuljava staljene kovine. Kovina je zaprta v obročastem ognjevarnem kanalu. Glavni magnetni tok inducira EMF v kanalski kovini, EMF ustvarja tok, tok segreva kovino, zato je indukcijska kanalska peč podobna transformatorju, ki deluje v načinu kratkega stika. Induktorji kanalske peči so izdelani iz vzdolžne bakrene cevi, ki ima vodno hlajenje, se kanalski del ognjišča hladi z ventilatorjem ali s centralnim zračnim sistemom.
Indukcijske kanalske peči so zasnovane za neprekinjeno delovanje z redkimi prehodi iz ene vrste kovine v drugo. Indukcijske kanalske peči se uporabljajo predvsem za taljenje aluminija in njegovih zlitin ter bakra in nekaterih njegovih zlitin. Druge serije peči so specializirane kot mešalniki za zadrževanje in pregrevanje tekočega železa, neželeznih kovin in zlitin pred vlivanjem v kalupe.
Delovanje indukcijske peči na lončku temelji na absorpciji elektromagnetne energije iz prevodnega naboja. Kletka je nameščena znotraj cilindrične tuljave - induktorja. Z električnega vidika je indukcijska peč v lončku kratkostični zračni transformator, katerega sekundarno navitje je prevodni naboj.
Indukcijske lončene peči se uporabljajo predvsem za taljenje kovin za oblikovane ulitke med periodičnim obratovanjem, pa tudi, ne glede na način delovanja, za taljenje nekaterih zlitin, kot je bron, ki negativno vplivajo na oblogo kanalskih peči.