Уплътнителна жлеза. Уплътнение на пълнежа на помпата. Дизайн на кутия за пълнене
Уплътненията за жлези ще бъдат широко използвани за дълго време поради тяхната простота и ниска цена.
Стандартът се прилага за влакнести и комбинирани жлезни набивкиизползва се за пълнене на пълнители с цел уплътняване на подвижни и неподвижни съединения на различни машини и устройства. Този стандарт не се прилага за опаковки със специален дизайн.
Таблица 2 показва характеристиките на опаковъчните класове според

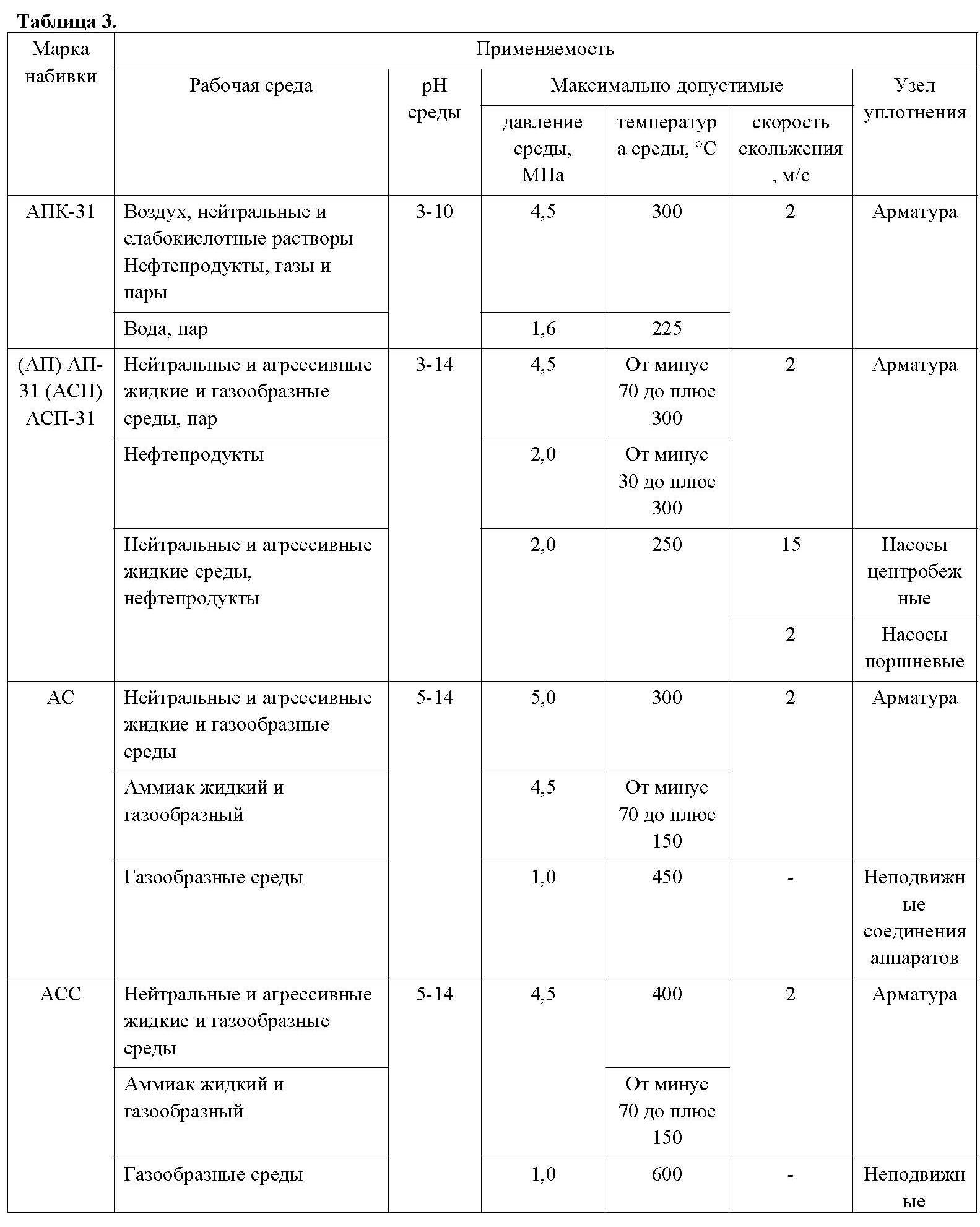
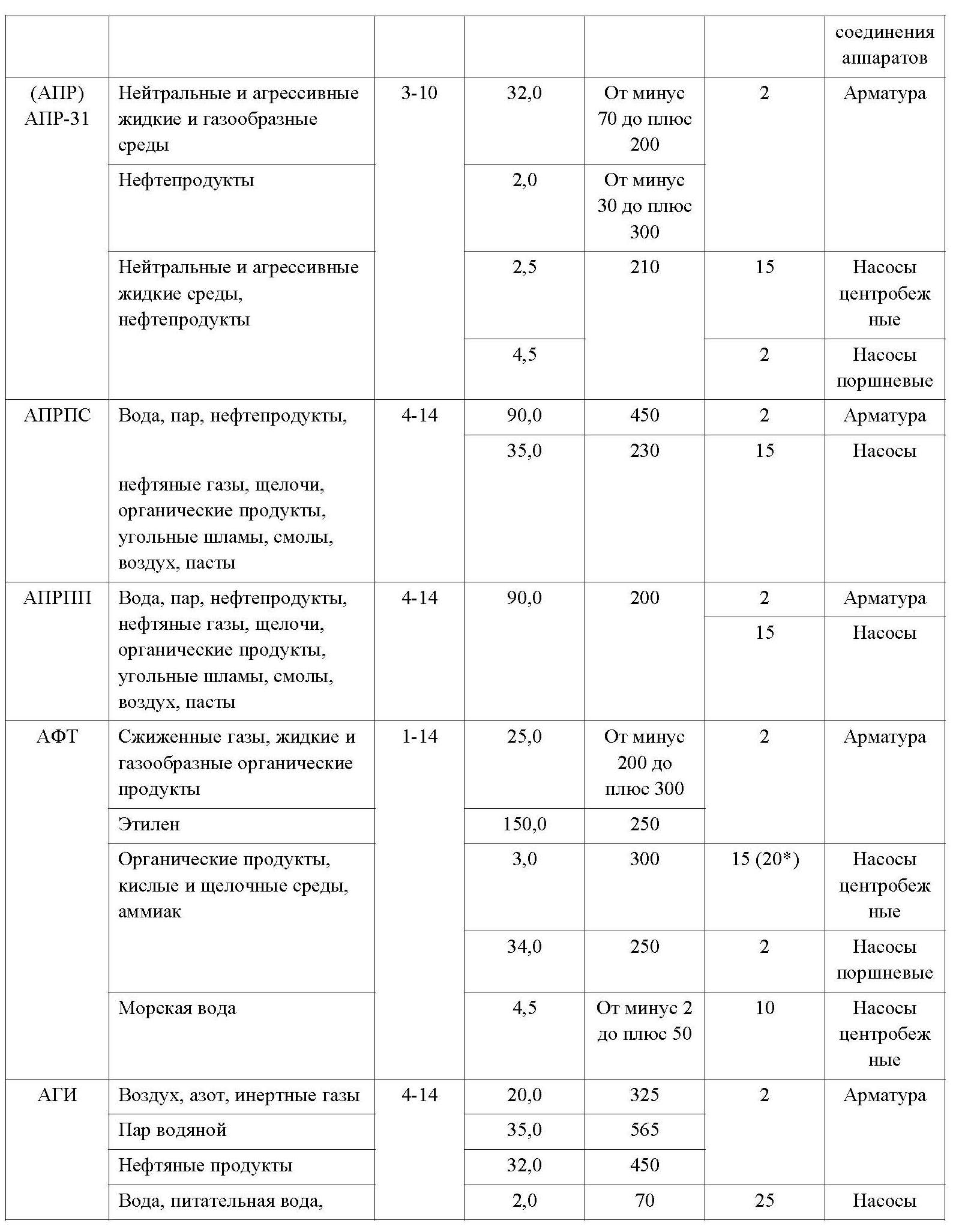
Таблица 3 показва класовете на опаковките на сапунките в зависимост от приложението.


Повечето от опаковките, посочени в , все още са търсени и търсени в индустрията.
Днес производителите на уплътнения предлагат както традиционни опаковки, така и други съвременни материали, и акцентът е върху опаковането, базирано на и различни полимерни материали(преди всичко ). Днес материалите, произведени от руски и чуждестранни компании, са широко представени на пазара.
Най-големите руски производители:
АД "Барнаулски завод за технически продукти от азбест", АД "УралАТИ", АД "VATI", CJSC "Unihimtek - Graflex", LLC "Silur", CJSC "TREM Engineering" и др.
Най-големите чуждестранни производители:
Фирми, свързани с този тип пломби:

По време на работа на помпата възникват загуби на течност. По правило това се случва в точката на свързването му с тръбопровода. За да го избегнете, е необходимо да използвате уплътнение на сълза на помпата. Това устройство е това, за което говорим.
Опаковка на помпата
Съвременните центробежни помпи са оборудвани с различни конструктивни елементии подробности. В същото време е необходимо да се гарантира нормално функциониранеНе само отделни елементино и цялото оборудване. Уплътнението на пълнежа на помпата се използва по-често от други методи. Причината за това е простотата на дизайна, както и лесната инсталация.
изисквания за уплътнител
Домакинските помпи работят благодарение на работното колело, което се захранва от двигателя. 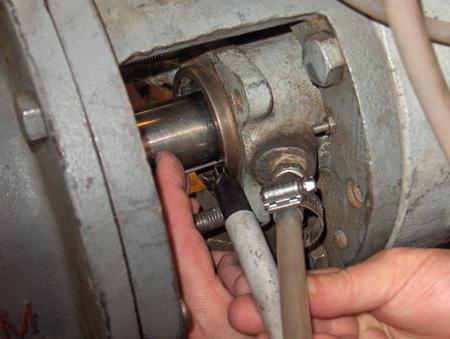 По правило е електрически. Въртенето на работното колело се дължи на енергията, идваща от двигателя през механичен съединител. Валът на двигателя не е в корпуса. Следователно херметичността му е нарушена. Поради това изтича голямо количество течност. Ако използвате уплътнение на кутията за пълнене на помпата, тогава проблемът може да бъде избегнат. Днес се използват различни методи:
По правило е електрически. Въртенето на работното колело се дължи на енергията, идваща от двигателя през механичен съединител. Валът на двигателя не е в корпуса. Следователно херметичността му е нарушена. Поради това изтича голямо количество течност. Ако използвате уплътнение на кутията за пълнене на помпата, тогава проблемът може да бъде избегнат. Днес се използват различни методи:
- Опаковано уплътнение. Представлява кръгла структура, изработена от влакнест материал.
- Уплътнение на ръкава. Като този уплътнител се използват материали, които работят добре при опън. За увеличаване на твърдостта на конструкцията се използва армировка. Този тип е инсталиран на битови помпи, където скоростта на въртене на вала е ниска.
- Уплътнение на пукнатини. Има и друго име - лабиринт. Това е най-надеждният тип уплътнение. Той е кръгъл дизайннаправена от мека материя. Този видмонтирани на многостепенни помпи. Ако върху тях са монтирани други уплътнения, това ще доведе до загуба на производителността на устройството.
- Крайно уплътнение. Този тип е представен под формата на два пръстена, които са плътно разположени един към друг. Първият работи заедно с работния вал, а вторият е статичен.
Има такъв помпено оборудванекогато не се изисква използването на уплътнител. Това са устройства, съдържащи магнитна връзка.
Работа на пломби
За осигуряване на херметичност се използва уплътнението на пълнежа на вала на помпата.  Обикновено те се използват за потопяеми видове, тъй като не са обект на специални изисквания за изтичане на течности. В случая е по-важно дългосроченоперация.
Обикновено те се използват за потопяеми видове, тъй като не са обект на специални изисквания за изтичане на течности. В случая е по-важно дългосроченоперация.
На пазара се появиха уплътнения за пълнител заедно с устройства за изпомпване на течности. Защо се наричат така? Уплътнението има кръгла форма, състояща се от влакнест материал. Тази форма е направена на основата на кутия за пълнене. Влакнестият материал трябва постоянно да се навлажнява от изпомпваната течност. Той действа не само като лубрикант, но и като охлаждащ материал. Следователно загубата на течности все още е неизбежна. За един час работа се изразходват до 15 литра вода. Ако не е мокро влакнест материал, тогава бързо ще изгори и ще трябва да инсталирате нов.
Струва си да се отбележи, че елементите се нуждаят от постоянна поддръжка. Уплътнението на сала се сменя без демонтаж на помпата и двигателя. Това е значително предимство. Не е необходимо да се обаждате на специалист. Затягането на маншета се извършва самостоятелно.
Дизайн на кутия за пълнене
Днес на пазара има широка гама от уплътнения.
Основните видове са:
- Подсилен материал с един ръб. Използва се за предотвратяване на течове.
- Подсилени маншети с един подгъв. Това устройство се използва за защита на пълнежните кутии от замърсяване, както и от загуба на течност по време на изпомпване.
В допълнение, ръбът може да бъде произведен в няколко версии:
- стандартен;
- с механична обработка.
Уплътненията също се разделят според вида на каучуковия материал, използван в маншетите.  Сред тях са следните материали:
Сред тях са следните материали:
- Каучук. Изработен от този материал различни класовекаучук. Основното им предимство е способността да издържат на ниски температури.
- флуорокаучук. Използва се само за каучук от 1 и 2 клас. Издържа на температури до 170°C, което се постига при изпомпване на вискозно масло.
- Силикон. Прилага се само за каучук от 1 клас. Издържа на температури до -60°C.
Съвременните маншети се произвеждат заедно с пружина, която е необходима за уплътняване на валове с различни диаметри.
Характеристики на уплътнителния материал
В сравнение с други уплътнения, маншетите са гъвкави и пластични. Функционалните характеристики зависят от вида на уплътнителния материал. В зависимост от структурата, те могат да имат диагонални тъкани и под формата на сърце. Техният състав също е различен и може да бъде както следва:
- може да съдържа азбест;
- да е суха или напоена;
- подсилени и неармирани.
Използват се и уплътнения на сальника.При монтажа трябва да се има предвид, че част от изпомпваната течност ще се използва за намокряне на уплътнението.
Предимства на уплътнението на жлеза
Така че маншетът, който служи за изпомпване на течност, изглежда като сплетено въже. Конците са изработени от азбест или памук. Понякога в тях се вкарва медна тел. Средата е оловна. При тъкане може да се използва от 4 нишки.
Уплътненията са монтирани от смукателната страна. Те обаче могат да се монтират и на други места. Количеството на опаковката зависи от диаметъра на вала.
Как се избира уплътнението?
Преди да закупите уплътнител, трябва да вземете предвид редица характеристики. ![]() Първият и най-важен въпрос е надеждността. Друг важен фактор- цена. Други критерии включват:
Първият и най-важен въпрос е надеждността. Друг важен фактор- цена. Други критерии включват:
- време на работа;
- специфичен индикатор за загуба на течности;
- живот;
- разходи за ремонт или подмяна.
Необходимо е да изберете уплътнение на кутията за пълнене на базата на стандартни размери. Тук разглеждат външния и вътрешния диаметър, както и дебелината на стената.
Уплътненията на жлезите са един от най-често срещаните видове уплътнения. Въпреки факта, че уплътненията на сапунките постепенно се заменят с други конструкции, например, същите механични уплътнения, уплътненията на сапунките ще бъдат широко използвани в продължение на много години поради тяхната ниска цена и простота.
Според GOST R 52720-2007 Тръбни фитинги. Термини и определения.Жлеза (уплътнение на жлеза) е уплътнение на подвижни възли (части) спрямо заобикаляща среда, в който се използва уплътнителен елемент с принудително създаване на напрежения в него, които са необходими за осигуряване на необходимата херметичност.
Дизайнът, който има сглобката на жлезата, е може би една от най-древните конструкции в уплътнителната технология. Всъщност името на тюлена - „оментал“, датира от времето, когато като пълнеж са използвани различни растителни влакна (коноп, лен), които са импрегнирани с животинска мазнина.
Уплътненията на пълнител се използват, когато прът (вал) преминава през капака на механизъм или апарат, или през фиксиран корпус, който извършва възвратно-постъпателни или ротационни движения. Принципът на действие на уплътнението на спълнятелната кутия е както следва. Набивката (уплътняващият материал), която се поставя в кутията за пълнене, се подлага на натиск, който се насочва по оста на стеблото (вала). В резултат на това, поради преразпределението на силите в опаковъчния материал, той се допира до повърхността на пръта и стената на камерата. 
Това гарантира херметичността на уплътнението и също така предотвратява проникването работна средаизвън корпуса на клапана. Особеността на този дизайн е, че редица специфични, специфични изисквания, тъй като, от една страна, опаковката трябва да осигурява достатъчно ниво на плътност за дълъг период от време, тоест трябва да има еластични свойства и устойчивост на износване. От друга страна, той трябва да има минимален коефициент на триене с материала на пръта, за да не пречи на работата на механизма.
Ясно е, че в един материал е много трудно да се постигне комбинация от толкова противоречиви свойства. Поради тази причина, за възли на пълнител важна роляиграйте дизайнерски решения, които ги предоставят нормална работа. В допълнение към изискванията, които се прилагат към уплътнителния материал, се налагат и определен брой изисквания към материала и качеството на обработка на частите (особено стеблото или вала), размерите, както и към дизайна на заключващия елемент. Трябва също така да се отбележи, че в някои случаи, особено когато прътът (валът) извършва непрекъснати движения, за да се удължи живота на уплътненията на сальника, се използва охлаждане на съединителя и (или) смазване.
По този начин е възможно да се формулират редица изисквания, които се прилагат към уплътненията на сапунките:
- Лесна инсталация;
- Устойчивост на влиянието на работната среда;
- износоустойчивост;
- Еластичност;
- Нисък коефициент на триене.
Към днешна дата опаковката на сандъчето обикновено има формата на пръстени или шнур, изработен от азбест или неазбест (на базата на изкуствени или естествени влакна) материал. В по-редки случаи като опаковка могат да се използват пръстени за маншети от различни материали.
Конкретният тип опаковка се избира въз основа на параметри като работни условия, параметри на работната среда и дизайна на съединителната кутия.
Класификацията на опаковките на сандъчната кутия може да се извърши според редица параметри. В таблица 1 по-долу можете да видите характеристики на класификацияжлезни набивки.

Както се вижда от таблицата по-горе, има голям бройопции за опаковки на сапълнежната кутия, за да се получат необходимите свойства, които съответстват на условията на работа на съединителната кутия.
Дотук основното нормативен документв тази област е GOST 5152-84 Кутии за пълнене. Спецификации.
Този стандарт се прилага за комбинирани и влакнести набивки, които се използват за пълнене на пълнители с цел уплътняване на неподвижни и подвижни съединения на различни апарати и машини. Този стандарт не се прилага за уплътнения със специална конструкция.
В таблица 2 можете да видите характеристиките на опаковъчните класове по GOST 5152-84.
Таблица 2
Таблица 3 изброява класовете на опаковките за пълнене в зависимост от тяхната област на приложение.
Таблица 3
Основната част от опаковките, които са посочени в GOST 5152-84, все още се търсят и се търсят в различни индустрии.
Днес производителите на различни уплътнителни материали предлагат и двете традиционни възгледиопаковки, както и по-модерни материали, с основен акцент върху опаковките, направени на базата на термично експандиран графит (TEG) и различни полимерни материали (предимно флуоропласти). Към днешна дата пазарът предлага широка гама от материали, произведени както от руски, така и от чуждестранни компании.
Сред най-големите руски производители можем да споменем TREM Engineering CJSC, Silur LLC, Unihimtek-Graflex CJSC, VATI OJSC, Ilma LLC, UralATI OJSC, Барнаулски завод за технически изделия от азбест OJSC и други.
Най-големите чуждестранни производители:
AVKO, Spetech, Kempchen, ProPACK, Latty, Simrit, GORE.
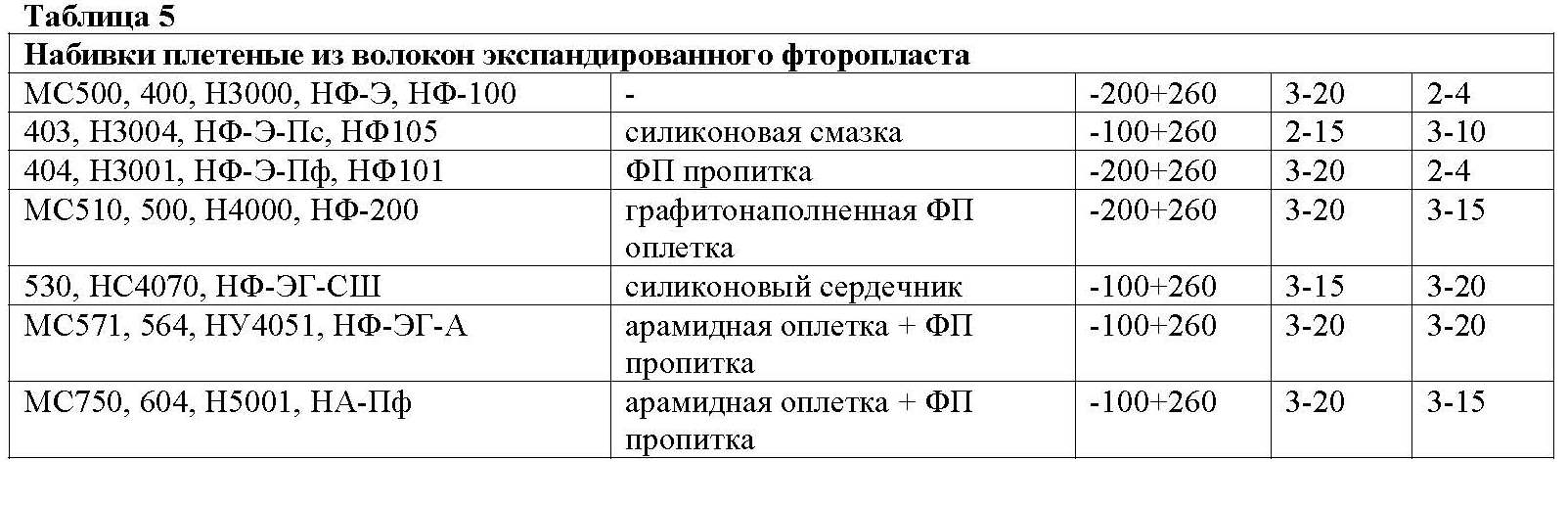
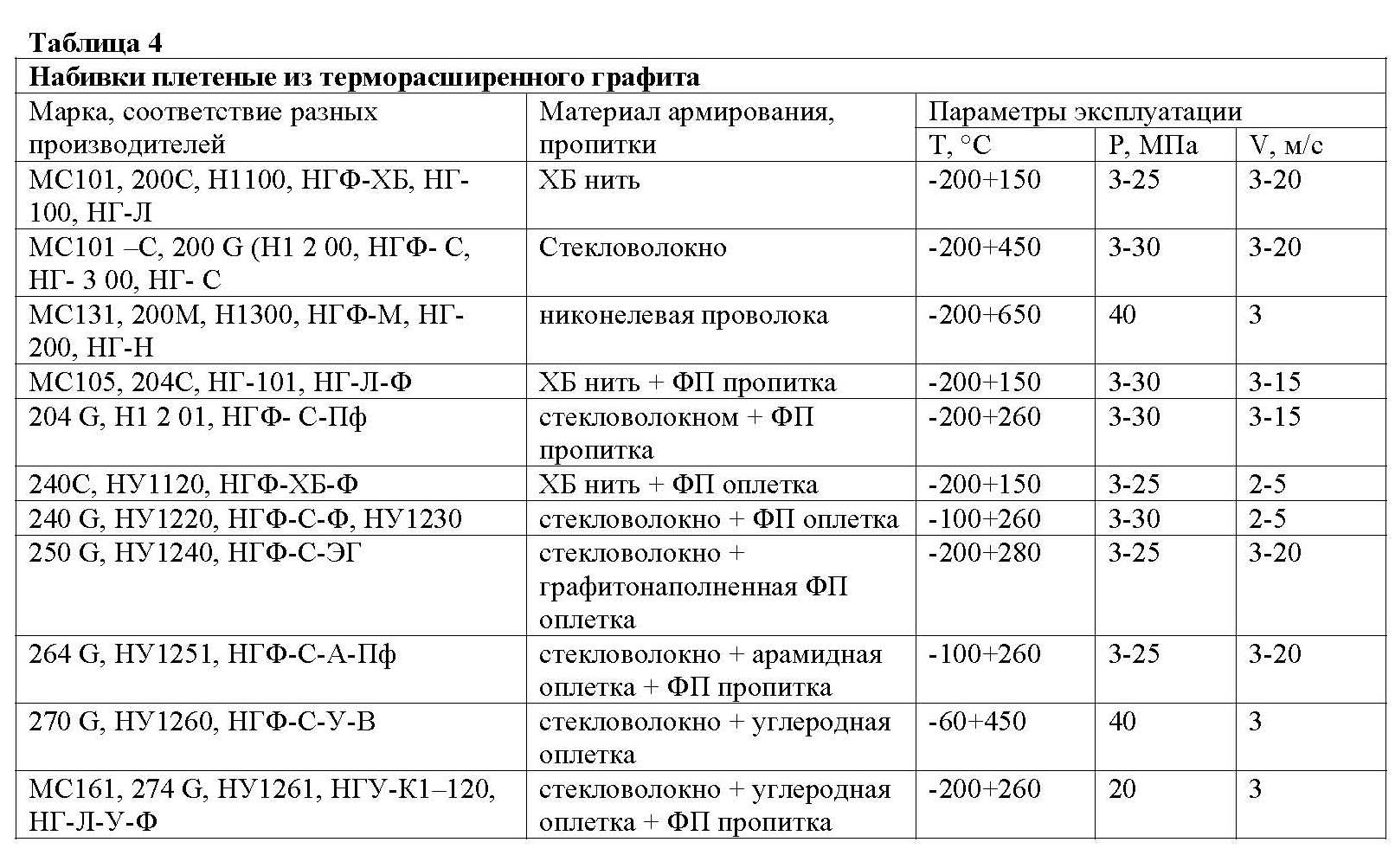
Поради факта, че технологията, както и асортиментът от материали за производство на опаковки е доста тесен, номенклатурата на различните производители е много близка. В таблици 4, 5 и 6 можете да видите опаковките, които се произвеждат от различни производители, техните работни параметри и съответствие помежду си. Освен това за опаковките от термично експандиран графит са характерни висока температура и физико-механични свойства, а за опаковки от флуоропласт - отлична химическа устойчивост.
Термично експандиран графите високотехнологичен материал, който се получава от обикновен графит.
На първия етап първоначалният кристален графит се окислява. Окисляването се свежда до въвеждането на йони и молекули на азотна или сярна киселина между слоевете на кристалната решетка на графита. След това окисленият графит се подлага на термична обработка до 1000 градуса по Целзий със скорост 400-600 градуса в секунда. Поради факта, че скоростта на нагряване е изключително висока, има рязко освобождаване на газообразни продукти на разлагане на въведената азотна или сярна киселина от кристалната решетка на графита. В резултат на това разстоянието между слоевете се увеличава приблизително триста пъти, а обемът - с 60-400 пъти. След това полученият термично разширения графит се валцува. Понякога този материал се подсилва, добавят се различни добавки и се пресоват за получаване на готови продукти.
Притежавайки всички полюси на графита, като нисък коефициент на триене, химическа устойчивост, топлоустойчивост, термично разширеният графит придоби още едно ново свойство – пластичност. Благодарение на това е възможно да се формират продукти от него без въвеждане на каквото и да е свързващо вещество. Това свойство е присъщо на термично разширения графит през целия период на неговата експлоатация. Пластичността на този материал не се влияе от времето, термичните цикли или повишаването на температурата.
Таблица 4 изброява най-често срещаните опаковки днес, чийто основен компонент е термично разширения графит.
Флуоропластът е материал, който има уникални свойства, включително висока химическа устойчивост, широк работен температурен диапазон, нисък коефициент на триене. За съжаление, поради студения поток на флуоропласта, неговата експлоатационни характеристикиса значително намалени. Един от методите, използвани за намаляване на студения поток на този материал, е разширяването.
Лента или плитка от PTFE механичносе разширява (разтяга) в една или две посоки. В резултат на това материалът придобива характерна структура, поради което свойствата му се променят.
Разширените PTFE уплътнения могат да бъдат намерени в Таблица 5.