تركيب وصلات الفلنجات على خطوط الأنابيب الفولاذية. أنواع وأنواع الفلنجات
الحافة عبارة عن وصلة تجميع على شكل حلقة بسماكات مختلفة ؛ يتم التحكم في معاييرها بواسطة GOST. هذه التفاصيل تنطبق خلال أعمال التركيبخطوط الأنابيب وربط المعدات الخاصة. بمساعدة الفلنجات ، يتم توصيل جميع الوحدات والتجمعات الموجودة في جميع أنحاء نظام الجذع.
يسمى عنصر خط الأنابيب المستخدم في تركيب الأقسام الفردية والمعدات لأي نظام تخزين شفة. يمكن أن يعزى إلى التركيبات المساعدة ، حيث إنها قطعة متصلة بين الأنابيب.
بمساعدة الفلنجات ، يتم توصيل جميع الوحدات والتجمعات الموجودة في جميع أنحاء نظام الجذع. يتم استخدامها كحلقة تحكم لتوصيل المضخات والأتمتة الأخرى. الحافة عبارة عن وصلة تجميع على شكل حلقة بسماكات مختلفة ؛ يتم التحكم في معاييرها بواسطة GOST.
يستخدم هذا الجزء أثناء تركيب خطوط الأنابيب وربط المعدات الخاصة ، والتي تستخدم في العديد من المجالات الخاصة. يأتي إنتاج الفلنجات من تلك المواد التي تتيح استخدامها في البيئة المقصودة.
ميزات منتجات الصلب
يتم تمييزها ووسمها وفقًا لـ التصميم. من بين العديد من البلدان ، بما في ذلك الاتحاد الروسي ، تحظى 3 معايير شفة بشعبية كبيرة:
- ملحومة مسطحة ، لها GOST - 12820-80.
- بعقب ملحوم - GOST الذي 12821-80.
- مجانًا ، موضوعة على حلقة ملحومة ، لها GOST 12822-80.
ينطبق هذا GOST على جميع أنواع الشفاه وملحقاتها. بالإضافة إلى ذلك ، تنطبق المعايير على عناصر التوصيل للأجهزة ، والآلات ، والخزانات ، والفوهات ، وكذلك نظام درجة الحرارةوالضغط المشروط.

بالإضافة إلى ذلك ، يمكن تصميم الفلنجات لتوصيل العمل على تجميع المعدات وتدفق الأنابيب.
في لحظة الانضمام ، يتم وضع ما يسمى بالفلنجات المسطحة على الجزء المتصل من الأنبوب ويتم لحامها بالنظام بغرزتين. في هذا النموذج ، يمكن أن يكون لحافة الأنبوب لحام واحد فقط. يتكون GOST من شفة حرة من جزأين: حلقة والمنتج نفسه.
عنصران متصلان سهل التثبيت. الحلقة ملحومة بالقاعدة ، وللشفة نفسها القدرة على التحرك بحرية للاتصال السريع بها باستخدام البراغي. مثل هذا التثبيت ضعيف أماكن يسهل الوصول إليهاوبصورة متكررة أعمال الترميموصلات شفة.
أصناف وخصائص
من بين العديد من الأصناف توجد نماذج شفة كهذه:
- صلب.يحتوي هذا النموذج على خيوط مقطوعة مسبقًا على عنق الحافة. استخدامها محدود. تثبيت مثل هذه النماذج على خطوط الأنابيب ذات الضغط المنخفض. كما أنها مملوءة بالأنظمة الصحية التي تستخدم فيها أنابيب الغاز. من المستحيل الاستغناء عن الوصلات الفولاذية أثناء تركيب أنظمة التدفئة والسباكة.
- فلنجات ملحومة مصنوعة من الفولاذ.يمكن تقسيمها إلى عينات مربعة ودائرية. أكثر اقتصادا هي الشفاه المستديرة. يستهلك إنتاج هذه المركبات مجموعة صغيرة من المواد. تعتبر الحواف الدائرية أقل شيوعًا في الممارسة العملية ، وذلك بسبب التثبيت المكون من أربعة براغي. النماذج الأكثر استخدامًا هي نمط مربع مع إبزيم محيطي.
- حواف طوق.خطوط أنابيب الضغط العالي والمتوسط هي المكان الرئيسي لتطبيقها. سبائك الصلب لمثل هذه الفلنجات هي المادة الرئيسية المستخدمة في تصنيعها. هذا النوع من الأجزاء المتصلة مفيد أثناء أعمال التركيب.
- حواف فضفاضة.يحتوي هذا الإصدار من المنتج على كتف على الحلقة الملحومة ويستخدم في الأنابيب ذات الحواف. تتجلى الأهمية الخاصة لهذا النموذج أثناء الاتصال أنابيب غير قابلة للصدأ. يتم ربط الفراغات المعدنية غير الحديدية جيدًا باستخدام حواف فضفاضة.

أنواع الشفاه
تجد العديد من أنواع المنتجات تطبيقها في صناعة النفط. أكثر أنواع الشفاه شيوعًا:
- عبر؛
- مترابطة.
- لف؛
- قابس كهرباء.
جميع الحواف المدرجة لها سطح تم اختباره ، باستثناء نموذج الدوران الحر. من المستحيل إغفال مثل هذه التفاصيل التي لها غرض خاص. وتشمل هذه الأسماء التالية:
- وسعوا؛
- انتقالي
- ملحومة.
- مع الكتف
- مقابس القرص
- خواتم.
لتوصيل منتجات الأسمنت الأسبستي والصلب والحديد الزهر ، يتم استخدام شفة تجعيد ، والتي ، من خلال تثبيتها ، توفر إحكامًا ممتازًا للنظام. تتميز الحافة بوجود جلبة مطاطية وطول التركيب ، مما يضمن إحكام غلق غرفتين وتوزيع القوى الموجهة إلى نهاية خط الأنابيب. تضمن شفة الأنبوب هذه أن الاتصال المحكم سيكون خاليًا من العيوب.
الموارد المادية
لتصنيع الفلنجات ، يتم استخدام مجموعة متنوعة من المواد. المصدر المشترك لإنتاجها هو الكربون الصلب. في الداخل ، قد يكون للحافة طلاء غير متطابق ، ولكنها تختلف عن المورد المستخدم. تسمى هذه المنتجات الشفاه المبطنة.
باختيار نوع المنتج ، نحدد المواد المطلوبة له. عادة ما يعتمد تصنيع السحابات على مادة الأنبوب نفسه. من خلال الطريقة التي اخترعنا بها الشكل وأعدنا السطح ، سيكون من الواضح مكان وضع حلقة الختم والحشية.
ربط جبل
ربط الأجزاء هي:
- مهمات الربط؛
- حشيات مختلفة
- شفة.
يعتبر توصيل خطوط الأنابيب من خلال الفلنجات اختراعًا مفيدًا وملائمًا.

اليوم ، هناك طلب كبير على تركيب هذه السحابات. هناك عدد كبير من الجوانب في وقت اختيار التوصيلات. من الأفضل حل هذا السؤال من قبل متخصص مطلع.
البراغي
لتوصيل الفلنجات ، من الضروري تحضير البراغي. يجب تحديد وجودها من خلال عدد الثقوب في هذه الفراغات ، ويجب تحديد أبعاد البراغي وقطرها المطلوب مع مراعاة الأجزاء المعنية لتثبيتها ، والضغط الموجود في الخط.
من بين السحابات ، يمكن استخدام المسامير المجهزة بقضيب وصواميل على كلا الجانبين. أكثر بأسعار معقولة هو مسدس بسيط وجوز مع خيوط مناسبة. يتم تحديد المعلمات المطلوبة للمثبتات بواسطة GOST.
جوانات للتثبيت
تستخدم الحشوات للتوصيلات المحكم. يمكن توفيرها على شكل حلقات أو صفائح مضغوطة قادرة على توفير نفاذية سائلة عند تقاطعات الأنابيب أو تجميعات التوصيل. الجوانات مصنوعة من المعدن ومواد أخرى. أثناء تركيب الحشية ، من الضروري الامتثال للقاعدة و القواعد المعمول بها. الشيء الرئيسي هو منع التسرب عند التقاطعات.
اربط الشفة
لتحقيق الختم الكامل في توصيل السحابات ، من الضروري وجود مكونات دقيقة. قبل بدء عملية الاتصال وتجنب المشاكل غير المتوقعة ، عليك القيام بما يلي:
- فحص الكائن بحثًا عن الخدوش وإزالة العيوب الموجودة على سطحه ، حيث يجب أن يكون نظيفًا تمامًا وبدون عيوب ؛
- فحص جميع السحابات للخيوط التالفة والتآكل ؛
- لا تسمح للأزيز على السحابات ؛
- يتقدم طبقة رقيقةالتزييت على سطح البراغي والمسامير والصواميل والغسالات والحشيات المجاورة لها ؛
- لا تقم بتركيب حشية بالية ، نسخة جديدةستزيل الحشيات العديد من المشاكل مع الختم المحكم ؛
- قارن نسبة محور الشفاه ، وفقًا لـ GOST ؛
- اضبط الصواميل بحيث تكون الخيوط الثلاثة فوق الجزء العلوي من أداة التثبيت.
بغض النظر عن طريقة الشد التي سيتم استخدامها ، من الضروري في البداية تحضير جميع الأجزاء الضرورية بعناية والتحقق من توافقها المهني.
الشفاه الأنابيب - عناصر خاصة، والتي تُستخدم لربط أجزاء من خطوط الأنابيب بكامل واحد أو لتوصيل أجهزة القياس والتحكم بها.
1 معلومات موجزة عن الشفاه وتصميمها
الشفاه الأنابيب مصنوعة من مواد مختلفة- الألمنيوم والبلاستيك والصلب والحديد الزهر والمعادن الأخرى. غالبًا ما تكون على شكل قرص أو حلقات مسطحة. يمكن استخدام الفلنجات ل خطوط الأنابيب المختلفةوتتنوع من المعدن والصلب إلى البولي إيثيلين الذي ينقل مواد كيميائيةوالشرب و المياه المعالجة، وسائل الإعلام السائلة الأخرى.
تستخدم الفلنجات كمجموعة (في أزواج). فيما بينها ، يتم تثبيتها بمسامير ، ومسامير مع صواميل ومسامير. يمكن أيضًا لحامها ، ولكن في هذه الحالة يكون الاتصال من قطعة واحدة ، مما يجعل من الصعب الحفاظ على خط الأنابيب في المستقبل.
في الوقت نفسه ، وبغض النظر عن نوع الاتصال ، فإن أي شفة (ضغط ، ضغط) لها تصميم يجعل من الممكن تحمل ظروف التشغيل المعاكسة والضغط المتزايد.
يتم تنظيم تصميم الأجزاء الموصوفة للأنابيب وفقًا لمعيار الدولة R 54432 المعتمد في عام 2011 وأنظمة التقييس الأجنبية (ANSI / ASME) و DIN وغيرها. وفقًا لـ R 54432 ، يتم إنتاج جميع الفلنجات في إصدارات مختلفة:
- مع نتوء (توصيل) بزاوية 45 أو 90 درجة ؛
- تحت حشية العدسة مع شطب داخلي خاص ؛
- مع اختيار من الداخل ، وانخفاض وبروز 45 درجة ؛
- مع أخدود ، اختيار حلقي ؛
- مع أخدود بيضاوي على السطح النهائي (يستخدم للحشيات ذات المقطع العرضي على شكل بيضاوي) ؛
- بحافة 90 درجة وبزيادة.

صنعت أيضا و أنواع خاصةالشفاه - انتقالية ، تمدد ، ملحومة بأكتاف وقرص وحلقة.
2 كيف يتم تصنيف الشفاه خطوط الأنابيب؟
في أغلب الأحيان ، تنقسم العناصر الرابطة التي تهمنا إلى:
- الألومنيوم؛
- ضغط.
- طوق؛
- مسطحة.
يتم تمييز المقابس الخاصة في مجموعة منفصلة - أقراص من النوع الصم ، على طول الحواف التي يتم قطع ثمانية ثقوب منها. تستخدم هذه الأجزاء المصنوعة من الفولاذ للأغراض المحلية و خطوط الأنابيب الرئيسيةفي الحالات التي يكون فيها مطلوبًا إغلاق الأنبوب تمامًا. القابس سهل اللحام ، فهو يتحمل ضغط يصل إلى 15 ميجا باسكال ويعمل في نطاق درجات حرارة واسع (حتى + 600 درجة مئوية).
يتم أيضًا لحام شفة التثبيت أو التثبيت المسطحة ، والتي تعتبر أكثر أنواع التوصيل شيوعًا. يتم إجراء تفاصيل مماثلة في شكل قرص به فتحات جانبية وأخرى مركزية (لا تحتوي المقابس على ثقب مركزي). تضمن منتجات اللحام المسطحة اتصالًا موثوقًا به ، بالإضافة إلى تثبيتها في الأنبوب باستخدام أدوات التثبيت.

يتم استخدام العناصر المضغوطة عندما يكون من الضروري توصيل جهاز أو آخر بخط الأنابيب. يتم إنتاجها باستخدام تقنية الضغط من (في بعض الأحيان تستخدم التقنيات التقليدية أيضًا). شفة التثبيت المضغوطة لها شكل دائري ، ويتم عمل أربعة ثقوب على طول حوافها لتركيب الأزرار. كما أن لديها نتوء صغير. هذه المنتجات مناسبة لأي غرض من أنابيب الصلب والحديد الزهر ، بما في ذلك أنابيب أنظمة منزليةإمدادات المياه.
يستخدم اللحام لربط حواف الياقة. هذه المنتجات مناسبة على النحو الأمثل للعمل في مختلف ظروف درجة الحرارة. هم في ارتفاع الطلب لبناء خطوط الأنابيب الصناعية (الضغط أكثر من 2.5 ميجا باسكال ، ودرجة حرارة الوسيط المنقول - من 450 درجة) ، واللحام هو الطريقة الرئيسية لربط المنتجات الأنبوبية. شفة تثبيت الياقة لها نتوء فولاذي (يسمى طوق) ، وبفضل ذلك يتم اللحام دون أي مشاكل.

الفلنجات الأكثر اقتصادا هي الألمنيوم (الاسم الآخر سيلومين). يتم استخدامها لخطوط الأنابيب التي لا تتطلب عناصرها وصلات عالية القوة. تتميز أجزاء السيلومين بمؤشر قوة منخفض ، لكنها تقاوم التآكل تمامًا.
3 ما هي شفة ضغط ولقط؟
يوصى باستخدام شفة انضغاطية (تُعرف أيضًا بشفة التثبيت العامة) في المواقف التي يكون فيها لحام الأنابيب مستحيلًا أو غير مرغوب فيه. يتم استخدامه أيضًا لإنشاء أي ملفات وصلات قابلة للفصل(يسمح بتفكيك جزء من الأنبوب بشفة عند الحاجة).
شفة التجعيد لها قضبان ربط. عند شد الصواميل ، تضغط حواف الأخدود المخروطي على حلقة توصيل خاصة ، والتي تمتد مسافة معينة على الأنبوب ، مما يوفر اتصالًا موثوقًا ودائمًا. يسمح لك عنصر التثبيت بالعمل مع أي أنابيب تقريبًا - الصلب والرمادي والحديد الزهر العادي والأسمنت الأسبستي والبولي فينيل كلوريد.

مع بعض القيود ، يتم تثبيت شفة الضغط أيضًا على منتجات الأنابيب المصنوعة من البولي إيثيلين ضغط منخفض. تركيب الاتصال في هذه القضيةمسموح به في حالة عدم وجود أي قوى شد على خط الأنابيب والتي من المحتمل أن تتسبب في إزالة الفلنجة من الأنبوب.
تتميز شفة التجعيد (التثبيت) بالمزايا التالية:
- ليست هناك حاجة إلى اللحام ، مما يعقد بشكل كبير عملية بناء الشبكات الهندسية ؛
- الاتصال قابل للطي (في أي وقت ، يمكنك إزالة الحافة وإعادة تثبيته) ؛
- سهولة تثبيت عنصر التوصيل (أي شخص ليس لديه تدريب خاص يمكنه تنفيذ هذا الإجراء).

من بين أمور أخرى ، يمكن استخدام شفة ضغط مفككة (بشكل صحيح ودقيق) عدة مرات.
شفة التثبيت عبارة عن منتج مثقوب مسطح لتوصيل الأنابيب المصنوعة من البولي إيثيلين منخفض الكثافة والبولي إيثيلين العادي. إنه يجعل من الممكن توصيل أنابيب PE و HDPE مع الخزانات المعدنية والفولاذية المثبتة مسبقًا وأجهزة التحكم وما إلى ذلك.
وصلات الفلنجات هي أكثر أنواع الوصلات القابلة للفصل استخدامًا ، حيث توفر إحكامًا وقوة للهياكل ، فضلاً عن سهولة التصنيع والتفكيك والتجميع. يتكون الاتصال من شفتين 1 ، ترصيع 2 وختم 3 (الشكل 1). حسب التصميم ، يمكن تقسيم الفلنجات إلى أجزاء متكاملة ، عندما يعمل الجسم والشفة معًا تحت الحمل ، وحرة ، عندما يتم تفريغ جسم الأنبوب من الحمل. يوضح الشكل 1 أمثلة لتوصيلات الفلنجات النموذجية.
1 - شفة 2 - دبوس الشعر 3 - حشية
أ) شفة من قطعة واحدة ؛ ب) شفة مفكوكة (مضغوطة)
الصورة 1 - تصاميم وصلات الفلنجات
اعتمادًا على ظروف التشغيل التي ستعمل فيها وصلة الفلنجة ، يتم تمييز عدة أنواع من السدادات. يتم تنظيم نوع الختم وفقًا لمعايير الصناعة. هناك الأنواع التالية من أختام الفلنجات:
1) تحت حشية معدنية (الشكل 2 ، أ) ؛
2) لسان الأخدود (الشكل 2 ، ب) ؛
3) نتوء الاكتئاب (الشكل 2 ، ج) ؛
4) سطح أملس مانع للتسرب (الشكل 2 ، د).
يجب أن تفي الحشية بالمتطلبات الأساسية التالية: عند ضغطها بأقل ضغط ممكن ، قم بتعبئة جميع الفراغات الدقيقة لأسطح الختم ؛ الحفاظ على شد الوصلة أثناء الحركات المرنة لعناصر وصلة الفلنجة (أي يجب أن تتمتع مادة الحشية بخصائص مرنة) ؛ الحفاظ على ضيق أثناء تشغيله على المدى الطويل تحت تأثير البيئات المسببة للتآكل على ارتفاع و درجات الحرارة المنخفضة؛ يجب ألا تكون المواد نادرة.
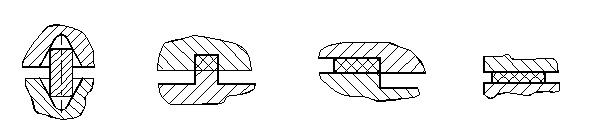
اللوحة 2 - أنواع الختم، سطوح مشفه
روابط
في أشجار الكريسماس ، يتم استخدام وصلات ذات حواف مع جوانات معدنية. وجدت في خطوط أنابيب الاتصالات الأرضية تطبيق واسعوصلات ذات حواف مع جوانات مسطحة.
يتم توفير أبعاد جميع وصلات الفلنجات بواسطة GOST.
تستخدم الوصلات ذات الحواف ذات الحشوات المعدنية ذات المقطع العرضي البيضاوي أو المثمن لختم تركيبات شجرة عيد الميلاد ذات الحواف (الشكل 3 ، أ ، ب). يُظهر الملحقان C و D من هذا الدليل المعلمات الهندسية للحشيات المعدنية. في أشجار الكريسماس ، يجب ألا تؤدي القوة التي يتم بها ضغط الحشية إلى تشوه دائم لها. حلقة الحشية مصنوعة من فولاذ أكثر ليونة من الشفاه. يتم استخدام الفولاذ الكربوني عالي الجودة 08kp ، والصلب 20 ، والصلب 30 ، والصلب 45 كمواد حشية للبيئات غير العدوانية.للبيئات المسببة للتآكل ، يتم استخدام الفولاذ المخلوط Kh18N10T ، 12Kh18N9 ، Kh17N13MVT. الخصائص الميكانيكيةيتم توفير المواد في الملحق أ.
بالنسبة لضغوط العمل العالية (من 70 إلى 105 ميجا باسكال) ، تكون الجوانات من خلال الثقوببقطر 1.6 مم (الشكل 3 ، ج).
اللوحة 3 - أنواع الحشوات المعدنية
هناك طريقتان لتثبيت حلقات الختم فيما يتعلق بسطح الأخدود على الحافة. في الحالة الأولى ، أثناء التجميع ، تتلامس الحلقة مع أخاديد الشفاه على طول الحواف الداخلية والخارجية (الشكل 4 ، أ). يحدث الختم بسبب التشوه المرن للحلقة والشفاه عند نقطة التلامس بينهما. في الحالة الثانية ، تكون الحلقة الموجودة في بداية التجميع على اتصال فقط بالشطبة الخارجية للأخدود عند الحافة العلوية والشطب عند الحافة السفلية (الشكل 4 ، ب). عندما يتم شد الوصلة بواسطة مسامير ، يتناقص قطرها (ضمن حدود التشوهات المرنة) وتصل إلى الشطبة الداخلية للأخدود ، وعند هذه النقطة يتوقف الشد. يمكن ملاحظة لحظة توقف الحلقة في الشطبة الداخلية من خلال الزيادة الحادة في قوة شد الصواميل في الأزرار.
عندما يرتفع الضغط في الصمام ، تتباعد الحواف تحت تأثيرها وتتخذ الحلقة موقعها الأصلي.
ترد المعلمات الهندسية للفلنجات لحشية معدنية في الملحق ب.

الشكل 4 - تركيب حلقة مانعة للتسرب ذات وجهين (أ) و
شفةهي طريقة لتوصيل الأنابيب والصمامات والمضخات وغيرها من المعدات لتشكيل نظام الأنابيب. توفر طريقة الاتصال هذه وصولاً سهلاً للتنظيف أو الفحص أو التعديل. عادة ما تكون الفلنجات ملولبة أو ملحومة. تتكون وصلة الفلنجة من شفتين مثبتتين بمسامير وحشية بينهما لضمان إحكام الربط.
الشفاه الأنابيب مصنوعة من مواد متعددة. يتم تشكيل الفلنجات على السطح ، والحديد الزهر والحديد العقدي ، ولكن المواد الأكثر استخدامًا هي الفولاذ الكربوني المطروق.
الأكثر استخداما الشفاه في النفط و صناعة كيميائية:
- مع رقبة اللحام
- من خلال شفة
- ملحومة مع تجويف للحام
- تداخل ملحوم (دوران حر)
- شفة مترابطة
- المكونات شفة

جميع أنواع الفلنجات ، باستثناء الحرة ، لها سطح مقوى.
حواف خاصة
باستثناء الفلنجات المذكورة أعلاه ، هناك عدد من الشفاه الخاصة ، مثل:
- شفة الحجاب الحاجز
- حواف طويلة ملحومة ذوي الياقات البيضاء
- شفة التوسع
- شفة محول
- سدادة حلقة (جزء من وصلة شفة)
- المقابس القرصية والحلقات الوسيطة (جزء من وصلة شفة)
أكثر المواد المستخدمة في صناعة الفلنجات هي الفولاذ الكربوني ، الفولاذ المقاوم للصدأ، الحديد الزهر ، الألومنيوم ، النحاس ، البرونز ، البلاستيك ، إلخ. بالإضافة إلى ذلك ، الفلنجات ، مثل التركيبات والأنابيب لـ تطبيق خاصفي بعض الأحيان طلاء داخليعلى شكل طبقة من مادة ذات جودة مختلفة تمامًا عن الفلنجات نفسها. هذه حواف مبطنة. غالبًا ما يتم ضبط مادة الفلنجات عند اختيار الأنابيب. كقاعدة عامة ، فإن الفلنجة مصنوعة من نفس مادة الأنابيب نفسها.
مثال لشفة اللحام ذات الياقات مقاس 6 بوصات - 150 # -S40
كل شفة ASME B16.5 لديها عدد معين من الأحجام القياسية. إذا تحدث مصمم في اليابان ، أو شخص يعد مشروعًا لبدء مشروع في كندا ، أو عامل تركيب خطوط أنابيب في أستراليا ، عن شفة لحام 6 "-150 # -S40 وفقًا لـ ASME B16.5 ، فهذا يعني أن شفة ، والتي تظهر أدناه. 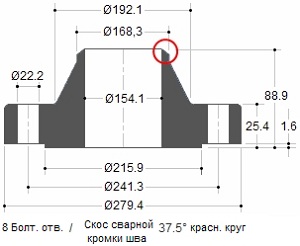
في حالة طلب شفة ، يرغب المورد في معرفة جودة المواد. على سبيل المثال ، ASTM A105 عبارة عن شفة من الصلب الكربوني المبثوق بينما A182 عبارة عن شفة من سبائك الصلب المبثوقة. وبالتالي ، من خلال التنظيم ، يجب تحديد كلا المعيارين للمورد: Weld Flange 6 "-150 # -S40-ASME B16.5 / ASTM A105.
فئة الضغط
ستكون فئة الضغط أو تصنيف الشفاه بالجنيه. للإشارة إلى فئة الضغط ، استخدم أسماء مختلفة. على سبيل المثال: 150 رطلاً أو 150 رطلاً أو 150 # أو الفئة 150 تعني نفس الشيء.
فلانشات الصلب المطروقة لها 7 تصنيفات رئيسية:
150 رطلا - 300 رطل - 400 رطل - 600 رطل - 900 رطل - 1500 رطل - 2500 رطل
مفهوم تصنيف الفلنجات واضح وواضح. يمكن أن تتعامل شفة الفئة 300 مع ضغوط أعلى من شفة الفئة 150 نظرًا لوجود شفة من الفئة 300 كمية كبيرةالمعدن ويمكن أن تتحمل الضغوط العالية. ومع ذلك ، هناك عدد من العوامل التي يمكن أن تؤثر على حد ضغط الشفة.
مثال
يمكن أن تتحمل الشفاه ضغوط مختلفة في درجات حرارة مختلفة. مع ارتفاع درجة الحرارة ، تقل فئة ضغط الحافة. على سبيل المثال ، تم تصنيف شفة من الفئة 150 لحوالي 270 PSIG بوصة بيئة، 180 رطل لكل بوصة مربعة عند 200 درجة مئوية ، 150 رطل في البوصة المربعة عند 315 درجة مئوية ، و 75 رطل في البوصة المربعة عند 426 درجة مئوية.
عوامل إضافيةهو أن الفلنجات يمكن أن تكون مصنوعة من مواد مختلفة مثل سبائك الصلب ، والحديد الزهر ، وحديد الدكتايل ، إلخ. كل مادة لها فئات ضغط مختلفة.
المعامل "PRESSURE-TEMPERATURE"
تحدد فئة الضغط والحرارة التشغيل ، الحد الأقصى المسموح به الضغط الزائدفي الحانات عند درجة حرارة بالدرجات المئوية. بالنسبة لدرجات الحرارة المتوسطة ، يُسمح بالاستيفاء الخطي. الاستيفاء بين فئات الترميز غير مسموح به.
تصنيفات درجة الحرارة والضغط
تنطبق فئة درجة الحرارة والضغط على الوصلات ذات الحواف التي تتوافق مع حدود الوصلات والحشيات المثبتة بمسامير والتي يتم تصنيعها وفقًا للممارسات الجيدة للتجميع والمحاذاة. استخدام هذه الفئات لوصلات الفلنجات التي لا تلبي هذه الحدود هي مسؤولية المستخدم.
درجة الحرارة الموضحة لفئة الضغط المقابلة هي درجة حرارة الغلاف الداخلي للجزء. في الأساس ، درجة الحرارة هذه هي نفس درجة حرارة السائل الموجود. وفقًا لمتطلبات الأكواد واللوائح الحالية ، عند استخدام فئة ضغط تتوافق مع درجة حرارة مختلفة عن السائل المتدفق ، فإن كل المسؤولية تقع على عاتق العميل. لأي درجة حرارة أقل من -29 درجة مئوية ، يجب ألا يكون التصنيف أعلى من عند استخدامه عند -29 درجة مئوية.
على سبيل المثال ، ستجد أدناه جدولين بمجموعات المواد وفقًا لـ ASTM وجدولين آخرين مع فئة ضغط درجة الحرارة لهذه المواد وفقًا لـ ASME B16.5.
| مجموعة المواد ASTM 2-1.1 |
|||
| التعيين الاسمي |
ختم |
يصب |
لوحات |
| سي سي | ايه 105 (1) | A216 غرام. دبليو سي بي (1) |
A515 Gr.70 (1) |
| C-Mn-Si | A350 Gr.LF2 (1) | - | A516 Gr.70 (1) ، (2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1 (3) | - | A537 Cl.1 (4) |
| 3½ ني |
A350 Gr.LF3 |
- | - |
ملاحظات:
|
|||
| فئة درجة الحرارة والضغط لمواد مجموعة ASTM 2-1.1 ضغط التشغيلحسب الفصل |
|||||||
| درجة الحرارة درجة مئوية | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| من 29 إلى 38 |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| فئة درجة الحرارة والضغط لمواد مجموعة ASTM 2-2.3 ضغط التشغيل حسب الفئة |
|||||||
| درجة الحرارة درجة مئوية | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| من 29 إلى 38 |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
سطح الفلانشات
سيحدد شكل وتصميم سطح الحافة مكان الحلقة أو الحشية.
الأنواع الأكثر استخدامًا:
- سطح مرتفع (RF)
- سطح مستو (FF)
- أخدود الحلقة (RTJ)
- من الخارج و الخيط الداخلي(M&F)
- اللسان والأخدود (T&G)
الوجه المرتفع ، النوع الأكثر قابلية للتطبيق من الحافة ، سهل التحديد. هذا النوعيسمى ذلك لأن سطح الحشية يبرز فوق سطح المفصل المثبت بمسامير. 
يتم تحديد القطر والارتفاع وفقًا لـ ASME B16.5 باستخدام فئة الضغط والقطر. في فئة الضغط حتى 300 رطل ، يبلغ الارتفاع حوالي 1.6 ملم ، وفي فئة الضغط من 400 إلى 2500 رطل ، يبلغ الارتفاع حوالي 6.4 ملم. تحدد فئة ضغط الحافة ارتفاع الوجه المرتفع. الغرض من شفة (RF) هو التركيز المزيد من الضغطإلى منطقة حشية أصغر ، وبالتالي زيادة حد ضغط المفصل.
بالنسبة لمعلمات الارتفاع لجميع الفلنجات الموضحة في هذه المقالة ، يتم استخدام الأبعاد H و B ، باستثناء شفة مفصل اللفة ، يجب فهم ذلك وتذكره على النحو التالي:
في فئتي الضغط 150 و 300 رطل ، يبلغ ارتفاع البروز 1.6 مم تقريبًا (1/16 بوصة). يقوم جميع موردي الفلنجات تقريبًا في هاتين الفئتين بإدراج الأبعاد H و B في كتيباتهم أو كتالوجاتهم ، بما في ذلك الوجه (انظر الشكل 1 أدناه) 
في فئات الضغط 400 و 600 و 900 و 1500 و 2500 رطل ، يكون ارتفاع البروز 1/4 بوصة (6.4 ملم). في هذه الفئات ، يسرد العديد من الموردين الأبعاد H و B ، ولا يشمل ارتفاع النتوء (انظر الشكل 2 أعلاه)
في هذه المقالة ستجد حجمين. لا يتضمن الصف العلوي من الأبعاد ارتفاع النتوء ، وتشمل الأبعاد الموجودة في الصف السفلي ارتفاع النتوء.
سطح مسطح (FF - وجه مسطح)
بالنسبة للوجه المسطح (كامل الوجه) ، تكون الحشية في نفس مستوى الوصلة المثبَّتة بالمسامير. في أغلب الأحيان ، يتم استخدام حواف الوجه المسطحة حيث يتم إلقاء شفة التزاوج أو التركيب. 
لا تتصل شفة الوجه المسطحة أبدًا بشفة مرتفعة. وفقًا لـ ASME B31.1 ، عند توصيل الشفاه المسطحة المصنوعة من الحديد الزهر بحواف من الصلب الكربوني ، يجب إزالة النتوء الموجود على الحافة الفولاذية وإغلاق السطح بالكامل بحشية. يتم ذلك للحفاظ على حافة الحديد الزهر الرقيقة الهشة من التصدع بسبب بروز الحافة الفولاذية.
شفة مع جذر لختم O-RING (RTJ - وصلة نوع الحلقة)
تحتوي حواف RTJ على فتحات مقطوعة في وجوههم من الفولاذ الحلقات. يتم إغلاق الحواف نظرًا لحقيقة أنه عند شد البراغي ، يتم ضغط الحشية الموجودة بين الفلنجات في الأخاديد ، وتشوهها ، مما يؤدي إلى حدوث اتصال وثيق بين المعدن والمعدن. 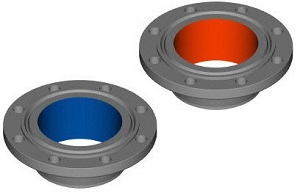
قد تحتوي شفة RTJ على شفة ذات أخدود حلقي مصنوع فيها. هذا البروز لا يعمل كختم من أي نوع. بالنسبة إلى فلنجات RTJ المُختومة بحلقات O ، قد تتلامس الوجوه المرتفعة للشفاه المتزاوجة والمشدودة مع بعضها البعض. في هذه الحالة ، لن تحمل الحشية المضغوطة أحمالًا إضافية بعد الآن ، ولن يؤدي شد البراغي والاهتزاز والإزاحة بعد الآن إلى سحق الحشية وتقليل قوة الشد.
الحلقات المعدنية مناسبة للاستخدام في درجات حرارة عاليةوالضغوط. انها مصنوعة مع الاختيار الصحيحالمواد والملف الشخصي ويتم استخدامها دائمًا في الفلنجات المناسبة ، مما يوفر ختمًا جيدًا وموثوقًا.
تم تصميم الحلقات على شكل O بحيث يحدث الختم عن طريق "خط اتصال رائد" أو إسفين بين شفة التزاوج والحشية. من خلال الضغط على مانع التسرب من خلال البراغي ، يخترق المعدن الأكثر ليونة للحشية الهيكل الدقيق لمادة الشفة الأكثر صلابة ، ويخلق ختمًا محكمًا وفعالًا للغاية. 
الخواتم الأكثر استخدامًا:
اكتب R-Oval وفقًا لـ ASME B16.20
مناسب لفئة ضغط الشفاه ASME B16.5 من 150 إلى 2500.
اكتب R-Octagonal وفقًا لـ ASME 16.20
تصميم محسّن على R-Oval الأصلي. ومع ذلك ، لا يمكن استخدامها إلا للشفاه المسطحة ذات الأخدود. مناسبة لضغط الشفاه ASME B16.5 فئة 15 إلى 2500.
حواف بإغلاق وسطح من نوع LUG-VESSEL (LMF - وجه ذكر كبير ؛ LFF - وجه أنثى كبير)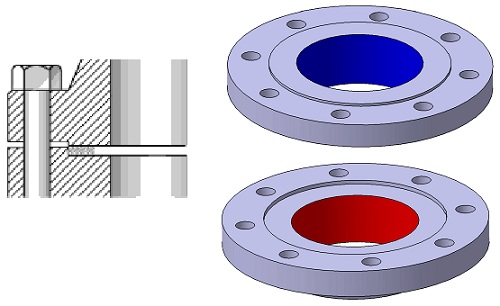
يجب أن تتطابق الحواف من هذا النوع. وجه شفة واحد له مساحة تمتد إلى ما وراء حدود وجه الحافة العادية ( بابا). الشفة الأخرى أو شفة العداد لها فجوة مقابلة ( أم) صنع في سطحه.
وضع شبه فضفاض
- عادةً ما يكون عمق القطع السفلي (الشق) مساويًا لارتفاع البروز أو أقل منه لمنع التلامس بين المعدن عند ضغط الحشية
- لا يزيد عمق الشق عادة عن 1/16 بوصة أكبر من ارتفاع الشفة
شفة مع سطح مانع للتسرب
(النتوء - الوجه اللوني - TF ؛ الاكتئاب - وجه الأخدود - GF)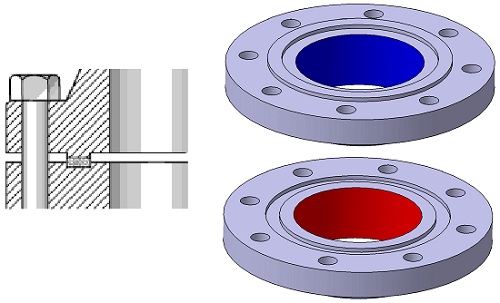
يجب أن تتطابق الحواف من هذا النوع أيضًا. يحتوي أحد الشفة على حلقة بها نتوء (شوكة) مصنوع على سطح هذه الحافة ، بينما يتم تشكيل الأخدود على سطح الطرف المقابل. توجد هذه الأسطح بشكل شائع على أغطية المضخات وأغطية الصمامات.
حشية ثابتة
- أبعاد الحشية هي نفسها أو أقل من ارتفاع الأخدود
- حشية أعرض من الأخدود بما لا يزيد عن 1/16 بوصة
- تتناسب أبعاد الحشية مع أبعاد الأخدود
- عند التفكيك ، يجب فك الاتصال بشكل منفصل
سطح مسطح وأخدود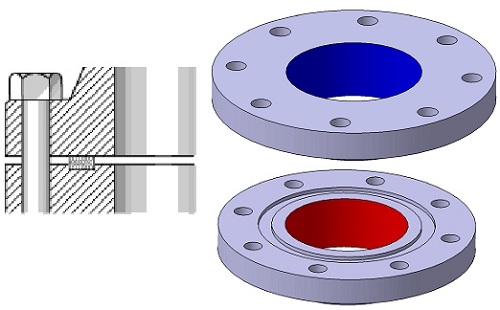
حشية ثابتة
- سطح واحد مسطح والآخر محزز
- للتطبيقات التي تتطلب التحكم الدقيق في ضغط الحشية
- يوصى باستخدام الحشيات المرنة فقط - حشيات لولبية ، وحلقة مجوفة ، ومشغلة بالضغط ، وحشيات غمد معدنية
تشطيب سطح الفلانشات
يتطلب ASME B16.5 أن يكون لسطح الحافة (الوجه المرتفع والوجه المسطح) خشونة معينة بحيث يوفر هذا السطح ، عند محاذاته مع الحشية ، إحكامًا جيدًا. 
يتطلب التخدد النهائي ، سواء كان متحد المركز أو حلزونيًا ، 30 إلى 55 أخاديدًا في البوصة ، مما ينتج عنه خشونة تتراوح بين 125 و 500 بوصة. سيسمح هذا لمصنعي الفلنجات بمعالجة أي فئة من حشية الفلنجات المعدنية.

بالنسبة لخطوط الأنابيب التي تنقل المواد من المجموعتين A و B للمرافق التكنولوجية من فئة الانفجار 1 ، لا يُسمح باستخدام وصلات شفة بسطح مانع للتسرب أملس ، باستثناء حالات استخدام حشيات الجرح الحلزونية.
الأسطح الأكثر استخدامًا
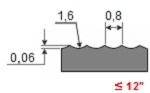
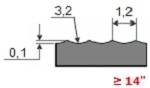
العنف
| الأكثر استخدامًا في معالجة أي شفة لأنها مناسبة لجميع ظروف التشغيل الشائعة تقريبًا. عند ضغطه سطح ناعمستدخل الحشوات إلى السطح المشكل ، مما سيساعد في إنشاء ختم ، بالإضافة إلى ذلك ، هناك مستوى عالالاحتكاك بين الأجزاء المتصلة. يتم الانتهاء من هذه الفلنجات باستخدام قاطع نصف قطره 1.6 مم بمعدل تغذية يبلغ 0.88 مم لكل دورة لـ 12 بوصة. بالنسبة لـ 14 بوصة أو أكبر ، تتم المعالجة باستخدام قاطع نصف قطره 3.2 مم عند تغذية 1.2 مم بالعكس. |
 |
 |
الشق الحلزوني
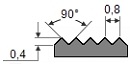 يمكن أن يكون هذا أخدودًا حلزونيًا مستمرًا أو صوتيًا ، ولكنه يختلف عن التخشين في أنه يتم الحصول على الأخدود باستخدام قاطع بزاوية 90 درجة ينتج عنه شكل V بزاوية 45 درجة مخدد.
يمكن أن يكون هذا أخدودًا حلزونيًا مستمرًا أو صوتيًا ، ولكنه يختلف عن التخشين في أنه يتم الحصول على الأخدود باستخدام قاطع بزاوية 90 درجة ينتج عنه شكل V بزاوية 45 درجة مخدد. درجة متحدة المركز.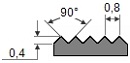 كما يوحي الاسم ، تتكون الماكينة من أخاديد متحدة المركز. يتم استخدام قاطع بزاوية 90 درجة ويتم توزيع الحلقات بالتساوي على السطح بالكامل.
كما يوحي الاسم ، تتكون الماكينة من أخاديد متحدة المركز. يتم استخدام قاطع بزاوية 90 درجة ويتم توزيع الحلقات بالتساوي على السطح بالكامل.
سطح أملس.
![]() لا تترك هذه المعالجة بصريًا آثارًا للأداة. عادة ما تستخدم هذه الأسطح للحشيات مع سطح معدني، على سبيل المثال: الفولاذ المغلف المزدوج أو المسطح أو المعدن المموج. يساعد السطح الأملس على إنشاء مانع تسرب ويعتمد على استواء السطح المقابل. عادة ، يتم تحقيق ذلك من خلال سطح ملامس للحشية يتكون من أخدود حلزوني مستمر (يسمى أحيانًا صوتي) مصنوع من قاطع نصف قطره 0.8 مم ، بمعدل تغذية يبلغ 0.3 مم لكل دورة ، وعمق 0.05 مم. سيؤدي ذلك إلى خشونة تتراوح بين Ra 3.2 و 6.3 ميكرومتر (125-250 ميكرو بوصة)
لا تترك هذه المعالجة بصريًا آثارًا للأداة. عادة ما تستخدم هذه الأسطح للحشيات مع سطح معدني، على سبيل المثال: الفولاذ المغلف المزدوج أو المسطح أو المعدن المموج. يساعد السطح الأملس على إنشاء مانع تسرب ويعتمد على استواء السطح المقابل. عادة ، يتم تحقيق ذلك من خلال سطح ملامس للحشية يتكون من أخدود حلزوني مستمر (يسمى أحيانًا صوتي) مصنوع من قاطع نصف قطره 0.8 مم ، بمعدل تغذية يبلغ 0.3 مم لكل دورة ، وعمق 0.05 مم. سيؤدي ذلك إلى خشونة تتراوح بين Ra 3.2 و 6.3 ميكرومتر (125-250 ميكرو بوصة)
جوانات
من أجل عمل وصلة شفة محكمة ، هناك حاجة إلى حشوات. 
الحشية عبارة عن صفائح أو حلقات مضغوطة تستخدم لإنشاء اتصال مقاوم للماء بين سطحين. يتم تصنيع الحشوات لتحمل درجات الحرارة والضغط الشديدة وهي متوفرة في المواد المعدنية وشبه المعدنية وغير المعدنية.
على سبيل المثال ، قد يكون مبدأ الختم ضغط حشية بين شفتين. تملأ الحشية الفراغات المجهرية والمخالفات السطحية للشفاه ثم تشكل مانع تسرب السوائل والغازات. يلزم تركيب حشية بشكل صحيح ودقيق لمنع التسرب في وصلة الفلنجة.
ستصف هذه المقالة الحشيات المطابقة لـ ASME B16.20 (حشوات شفة الأنابيب المعدنية وشبه المعدنية) و ASME B16.21 (حشيات شفة الأنبوب غير المعدنية المسطحة)
البراغي
البراغي مطلوبة لتوصيل شفتين ببعضهما البعض. سيتم تحديد العدد من خلال عدد الثقوب في الحافة ، وسيعتمد قطر وطول البراغي على نوع الحافة وفئة ضغطها. البراغي الأكثر استخدامًا في صناعة الزيوت والكيماويات للشفاه ASME B16.5 هي المسامير. يتكون الحلق من قضيب ملولب وصامولتان. نوع آخر من الترباس المتاح هو الترباس العاديبرأس سداسي وصامولة واحدة.
الأبعاد والتفاوتات في الأبعاد ، إلخ. تم تعريفها في مواد ASME B16.5 و ASME B18.2.2 ، في مختلف معايير ASTM.
عزم الدوران
من الضروري الحصول على وصلة شفة محكمة التثبيت الصحيحيجب أن تحتوي الحشيات والمسامير على عزم الربط المطلوب ، ويجب أن يتم توزيع إجهاد الشد الكلي بالتساوي على الحافة بأكملها. 
يتم تنفيذ التمدد اللازم بسبب عزم الدوران المشدود (تطبيق التحميل المسبق على القفل عن طريق قلب الجوز الخاص به).
اللحظة المناسبةشد الترباس يسمح أكثر بأفضل طريقةاستخدم خصائصه المرنة. للقيام بعمله بشكل جيد ، يجب أن يتصرف الترباس مثل الزنبرك. أثناء التشغيل ، تضع عملية الشد حملاً محوريًا مسبقًا على البرغي. بالطبع ، قوة الشد هذه تساوي قوى الضغط المعاكسة المطبقة على مكونات التجميع. قد يشار إليها باسم قوة التشديد أو قوة الشد.
مفتاح العزم
وجع عزم الدوران هو اسم شائعإلى عن على اداة يدوية، والتي تستخدم لتطبيق عزم تشديد دقيق للوصلات ، سواء كانت براغي أو صامولة. يسمح هذا للمشغل بقياس قوة الدوران (عزم الدوران) المطبقة على البرغي ، والتي يجب أن تتوافق مع المواصفات. 
يتطلب اختيار تقنية شد البراغي المناسبة خبرة. التطبيق الصحيحتتطلب أي تقنية أيضًا مؤهلات ، سواء للأداة التي سيتم استخدامها أو الشخص الذي سيقوم بالعمل. فيما يلي أكثر طرق شد البراغي شيوعًا:
- تشديد باليد
- وجع هوائي
- وجع عزم الدوران الهيدروليكي
- وجع عزم الدوران اليدوي مع ذراع الكرسي الهزاز أو مع قطار التروس
- الموتر الترباس الهيدروليكي
فقدان عزم الدوران متأصل في أي وصلة مثبتة بمسامير. يساهم التأثير المشترك لفك البراغي (حوالي 10٪ خلال الـ 24 ساعة الأولى بعد التثبيت) ، زحف الحشية ، الاهتزاز في النظام ، التمدد الحراري ، والتفاعل المرن أثناء شد البراغي في فقدان عزم الدوران. عندما يصل فقد عزم الدوران إلى مستوى حرج ، يتجاوز الضغط الداخلي قوة الضغط التي تثبت الحشية في مكانها ، وفي هذه الحالة قد يحدث تسرب أو انفجار.
المفتاح لتقليل هذه التأثيرات هو وضع الحشية المناسبة. عند تثبيت الحشية ، من الضروري ربط الفلنجات معًا بسلاسة وبالتوازي ، مع أقل عزم شد ، شد البراغي الأربعة ، باتباع التسلسل الصحيحنفث. هذا سوف يعطي تخفيض تكاليف التشغيلوتحسين السلامة.
السماكة الصحيحة للحشية مهمة أيضًا. كلما زادت سماكة الحشية ، زاد زحفها ، والذي بدوره يمكن أن يؤدي إلى فقدان عزم الدوران. يوصي معيار ASME للشفاه المسننة عمومًا بحشية 1.6 مم. أكثر مواد رقيقةيمكن أن تعمل بأحمال حشية أعلى وبالتالي ضغوط داخلية أعلى.
يقلل التشحيم من الاحتكاك
يقلل التشحيم من الاحتكاك أثناء الشد ، ويقلل من تساقط البراغي أثناء التثبيت ، ويزيد من عمر الخدمة. يؤثر التغيير في معامل الاحتكاك على مقدار التحميل المسبق الذي يتم تحقيقه عند عزم تشديد معين. ينتج عن معامل الاحتكاك الأكبر تحويلًا أقل لعزم الدوران إلى تحميل مسبق. يجب معرفة قيمة معامل الاحتكاك الذي توفره الشركة المصنعة لزيوت التشحيم من أجل تحديد قيمة عزم الدوران المطلوبة بدقة.
يجب وضع الشحوم أو المركبات المضادة للتشنج على كل من سطح صمولة التحميل والخيط الذكري.
تشديد التسلسل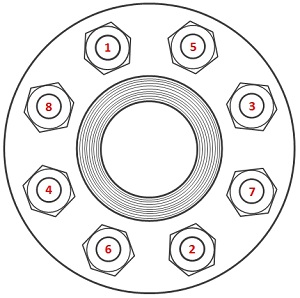 قم بالمرور أولاً ، قم بربط الترباس الأول برفق ، ثم التالي المقابل له ، ثم قم بربع دورة في دائرة (أو 90 درجة) لتشديد الترباس الثالث ، والرابع مقابله. استمر في هذا التسلسل حتى يتم ربط جميع البراغي. عند شد الحواف ذات الأربعة براغي ، استخدم نمطًا متقاطعًا.
قم بالمرور أولاً ، قم بربط الترباس الأول برفق ، ثم التالي المقابل له ، ثم قم بربع دورة في دائرة (أو 90 درجة) لتشديد الترباس الثالث ، والرابع مقابله. استمر في هذا التسلسل حتى يتم ربط جميع البراغي. عند شد الحواف ذات الأربعة براغي ، استخدم نمطًا متقاطعًا.
التحضير لتثبيت الفلانشات
لتحقيق شد في وصلات شفة x ، يجب أن تكون جميع المكونات دقيقة.
قبل البدء في عملية الاتصال ، يجب اتباع الخطوات التالية لتجنب حدوث مشاكل في المستقبل:
- نظف أسطح الفلنجات وتحقق من الخدوش ، يجب أن تكون الأسطح نظيفة وخالية من أي عيوب (نتوءات ، حفر ، خدوش ، إلخ)
- افحص جميع البراغي والصواميل بحثًا عن التلف أو تآكل الخيط. استبدل أو أصلح البراغي أو الصواميل حسب الحاجة
- إزالة النتوءات من جميع المواضيع
- قم بتشحيم خيوط المسامير أو المسامير وأسطح الصواميل المجاورة للحافة أو الغسالة. في معظم التطبيقات ، يوصى باستخدام غسالات صلبة.
- تثبيت حشية جديدةوتأكد من توسيطه. لا تستخدم حشية قديمة ، أو تستخدم حشيات متعددة.
- تحقق من محاذاة الشفة وفقًا لمعيار أنابيب العملية ASME B31.3
- اضبط موضع الصواميل للتأكد من وجود 2-3 خيوط فوق الجزء العلوي من الخيط.
تُستخدم وصلات الفلنجات في السباكة ، وكذلك عند العمل مع خطوط الأنابيب ذات التشكيلات المختلفة. بسبب ضخامتها و وزن ثقيلمن المعقول أكثر استخدامها في خطوط الأنابيب الكبيرة. على سبيل المثال ، في البناء الصناعي ، وكذلك على الطرق السريعة المركزية لأنظمة الإمداد المحلية.
يوجد أنواع مختلفةوصلات شفة. يتم تطبيع كل منهم من قبل GOST المقابل. وهي تختلف في الحجم والشكل ونوع الاتصال والعديد من الميزات الأخرى. في هذه المقالة ، سننظر في اتصالات الفلنجات الأكثر شيوعًا ، ونمنحها وصفًا ونبرز الفروق الدقيقة الرئيسية.
ميزات شفة
تستخدم وصلات الفلنجات لتشكيل وصلات بين خطوط الأنابيب الفولاذية والمعدنية. يُسمح في الغالب بتنفيذ تركيبات ربط الفلنجات على وجه التحديد أنابيب فولاذيةآه ، لأن لديهم ما يكفي من القوة والموثوقية.
وتجدر الإشارة إلى أن الأنابيب الفولاذية وخطوط الأنابيب تتميز بأقطار كبيرة. والشفاه ، نظرًا لحجمها ونوع التثبيت ، من المعقول وضعها فقط على أنواع مختلفة من الأنابيب الكبيرة نسبيًا.
يفرض إعدامهم بعض القيود على طريقة التطبيق. لا يعني ذلك أنه لا يمكن استخدام هذه الأنواع من التوصيلات في عينات الأنابيب التي يقل قطرها عن 50 مم ، ولكن هذا ليس دائمًا معقولًا ومكلفًا للغاية.
اتصال شفة العزل مكلف للغاية ودائم. استخدامه على الفروع الجانبية لخطوط الأنابيب ليس ضروريًا. بالنسبة لهذه الأنابيب ، يتم تسهيل ظروف التقطير للناقل بشكل كبير.
داخل أنابيب الصلب المنزلية ذات الأبعاد الصغيرة (قطر يصل إلى 50-80 مم) ، كقاعدة عامة ، بيئة العملتحت ضغط طفيف.
بالإضافة إلى ذلك ، توصي GOST الحالية أيضًا بتثبيت فلنجات عند الضرورة فقط. وهذا يعني أنه بالنسبة لخطوط الأنابيب المحلية ذات الأقطار الصغيرة ، أكثر أنواع بسيطةوصلات ، على سبيل المثال ، وصلات ملولبة أو ضغط معياري ، اللحام التقليديإلخ.
أما بالنسبة لأنفسهم الوثائق المعيارية، فالوثيقة الرئيسية هي ، بالطبع ، GOST. GOST - معيار الدولة، ينطبق على جميع وصلات الأنابيب وخطوط الأنابيب. يوجد أيضًا GOST للشفاه. رقم GOST للشفاه هو 12820-80. هذا هو GOST لفلنجات اللحام الفولاذية ذات الوجه المرتفع.

هناك GOST للمنتجات من نوع مختلف. تحتوي لوحة ترخيصهم أيضًا على العلامة التجارية 12820 ، فقط في النهاية لا تحتوي بالفعل على الرقم 80 ، بل تحتوي على رقم آخر. على سبيل المثال ، 12820-50 ، إلخ.
الرقم الذي يمكنك من خلاله رؤية GOST (في حالتنا ، 12820-80) يمكن العثور عليه بسهولة على الإنترنت. نفس GOST 12820-80 متاح مجانًا عبر الإنترنت. يمكنك تنزيله ومشاهدته في أي وقت. يحتوي على جميع أبعاد المنتجات وحساب وصلات الفلنجات من نوع معين والكثير من المعلومات المفيدة الأخرى.
الفروق الدقيقة في التصميم
دعونا نتعامل مع تصميم الفلنجات لخطوط الأنابيب. يعتمد تنفيذ تجميعات توصيل الفلنجات إلى حد كبير على العينة المعينة التي نضعها في الاعتبار.
إذا نظرنا إلى الأنواع الشائعة ، فسنلاحظ أن لها العديد من أوجه التشابه. تتكون الشفة نفسها من عدة مكونات.
له الجزء الرئيسي- إنها عفريت. غسالات وصلات الفلنجات مصنوعة من الفولاذ الفراغات المستديرةقطر معين. الغسالة بها فتحة كبيرة في المنتصف.
قطر الفتحة يساوي قطر الأنابيب نفسها. إذا أخذنا في الاعتبار عينة أنبوب بقطر 50 مم ، فسيكون القطر الداخلي للغسالة لوصلات الفلنجة متشابهًا. نتيجة لذلك ، يتم تبسيط تنفيذ التوصيلات من الفلنجات إلى حد كبير. وكذلك اختيار العينة المناسبة.
لذلك ، تحتوي غسالات وصلات الفلنجات على فتحة في الوسط ، بالإضافة إلى الممر المركزي ، تم تجهيز شفة التوصيل بعدة ثقوب إضافية للمشابك ، والتي تقع على محيطها.
معنى الترباس أو مسمار. يتم دفع مسمار أو مسمار في ثقب في الحافة ثم يتم إحكام ربطه بالمسامير.
في بعض الأحيان تكون الفلنجات مجهزة بحافة خاصة. إنه مصمم لإصلاح الجزء الخارجي من الغسالة على الأنبوب. يتم تحديد نوع التثبيت وتنفيذه بشكل منفصل ، اعتمادًا على نوع الاتصال المستقبلي.
مبدأ التشغيل
تنفيذ الوصلات من الفلنجات يعني استخدام جزأين من هذا القبيل. يطلق عليهم الردود. الشفاه المضادة متطابقة تمامًا مع بعضها البعض. يتم تثبيتها على حواف الأنابيب الفولاذية ، والتي يجب تثبيتها معًا.
يتم التثبيت عن طريق الخيوط أو غسالات اللحام مع حافة الأنبوب.

ثم يتم إحضار شفة توصيل واحدة إلى الأخرى وتشديدها بمشابك. كمزالج ، كما أشرنا أعلاه ، يتم استخدام مسمار أو مسمار. لا يوجد فرق كبير بينهما. البراغي ربما شاهدتها مئات المرات. تستخدم شفة التوصيل براغي كبيرة بقطر 10 مم أو أكثر.
يبدو مسمار مثل الترباس. يختلف بغياب الرأس. مسمار هو في الأساس قضيب فولاذي صغير به الصفحات الخارجية. يتم قطع الخيط الموجود عليه بشكل طولي ويغطي سطح المنتج بالكامل.
يعتبر الحلق مناسبًا حيث يمكنك شد الشفاه به من الجانبين باستخدام صامولتين. نتيجة لذلك ، تزداد قوة الاتصال ، فضلاً عن حركته.
تتم إزالة الحلق بنفس طريقة تثبيته - عن طريق فك إحدى الصواميل. يمكن رؤية مثال على الأزرار من خلال النظر في تصميم الوصلات في أي من خطوط أنابيب الغاز. عليها ، في معظم الحالات ، يتم استخدام دبوس الشعر كمشابك.
بفضل الربط بمسامير التثبيت ، تتيح الحواف إمكانية توصيل أي مقاطع أنابيب بإحكام ، مع تسهيل الوصول إليها للإصلاح والتعديل. يتميز هذا الاتصال بأعلى قوة (إذا ، بالطبع ، تم شد مسمار أو مسمار التثبيت بشكل صحيح) ، وضيق جيد ، وموثوقية.
لهذا السبب عند إنشاء ملفات خطوط الأنابيب الصناعيةكثيرا ما تستخدم الشفاه. يمكن أن يكون اللحام بديلاً لهم ، لكن الجزء الملحوم لم يعد بالإمكان إزالته.
اتصال عازل
يجدر النظر في شيء مثل وصلة شفة عازلة. تتميز خطوط الأنابيب المحلية بالتركيز على القوة الهيكلية وجودة اللحامات والتفاصيل.
ومع ذلك ، من المهم أيضًا العزل أقسام منفصلةأنظمة من بعضها البعض. بعد كل شيء ، التنفيذ أنظمة الصلبالعرض يعني أنه يتم تجميعها من قضبان الصلب ، والصلب موصل ممتاز للتيار.
لتجنب حدوث مواقف خطيرة ، بدأ استخدام IC أو وصلة عازلة. بشكل عام ، IS هي طريقة لتثبيت الأنابيب ، والتي تسمح باستخدام عنصر التوصيل بحشية خاصة أو ما شابه ، دون تقليل القوة النهائية لخط الأنابيب.
تلعب الحشية الموجودة في IC دور عازل. وبسبب ذلك ، فإن IP قادر على فصل فروع الأنابيب الفردية عن بعضها البعض. يتم إنشاء التيار ، إن وجد ، في النظام ، ويمر عبر الأنبوب ، ويدخل في الوصلة العازلة (IC) ، ثم يتم إخماده في نفس الحشية.

والنتيجة هي نظام محمي من التفريغ الكهربائي. إن تركيب العديد من الدوائر المتكاملة يلغي فعليًا إمكانية وقوع الحوادث بسبب مرور التيار عبر الأنابيب. في الوقت نفسه ، لا يتم انتهاك قوتهم وضيقهم بأي شكل من الأشكال.
يتم تمييز اتصال العزل القياسي بعلامة IC برقم محدد مضاف. فمثلا:
- IS-50 ؛
- IS-80 ؛
- IS-108 ، إلخ.
يشير الرقم الثاني في العلامة إلى قطر الاتصال.
IFS هو اختصار لوصلة الفلنجات العازلة. يتوافق تصميم IFS تمامًا تقريبًا مع تصميم IC.
باستثناء حقيقة أن IFS تستخدم بشكل أساسي جوانات مطاطية بين الشفاه. يزيد وجود الجوانات من قوة الوصلة النهائية ، دون تعقيد التصميم العام.
أبسط مثال على IFS هو الفلنجات المعزولة ، حيث يتم وضع حشية عازلة مطاطية. يتم سحب الغسالات مع الأزرار ، وبالتالي تثبيت الحشية. في حالة التفريغ ، سيتم إطفاءه في لحظة الاتصال بـ IFS.
IFS لها علامة مشابهة لـ IS. يجب إجراء حساب وصلات شفة من النوع المعزول فقط بعناية أكبر.
مثال على تمييز حواف IFS بحافة:
- IFS-50.
- IFS-80.
- IFS-120 ، إلخ.
كما ترى ، لا يوجد فرق عمليًا. لكن هناك تفاصيل مهمة. قد لا يتوافق الرقم الموجود في العلامة مع الحجم الدقيق للقطر الداخلي للغسالة.
على سبيل المثال ، يبلغ قطر IFS-108 الداخلي 100 ملم وليس 108. ويبلغ قطر الجزء IFS 50 41 ملم وليس 50 ملم. والجزء IFS-80 ، على التوالي ، لا يبلغ قطره 80 ملم و 71-72. يتم تحديد القيم المحددة بواسطة GOST.
إنتاج شفة (فيديو)
معدات إضافية للعمل مع الفلنجات
نادرًا ما يؤدي تنفيذ التوصيلات من هذا النوع إلى أي صعوبات ، ولكن هناك العديد من المواقف.
على سبيل المثال ، لا يوفر مفصل الضغط دائمًا القوة والإحكام اللازمين: يمكن أن ترتخي الحشوات فيه. وقوة وموثوقية خط الأنابيب - أهم معلمة، متى نحن نتكلمحول الأنظمة الصناعية.
في مثل هذه الحالات ، يتم استخدام التعزيزات. المسرعات - تسمح لك "بتفريق" أو دفع الشفاه لمسافة قصيرة دون فصلها تمامًا عن بعضها البعض. وهذا يعني أنه من الممكن الآن إغلاق الضغط أو أي اتصال آخر دون إزالة الغسالات تمامًا ، وهو ما ترى أنه مريح للغاية.
جهاز آخر مثير للاهتمام هو السدادة. السدادات عبارة عن سدادات متحركة من النوع المؤقت والدائم. تتكون السدادات من حلقتين دائريتين مثبتتين بالتوازي. تم توصيل إحدى الغسالات والأخرى مفتوحة. يتم وضع السدادة بين الشفاه.
في شكل مفتوحلا يتداخل مع حركة التدفق في النظام. عند الإغلاق ، ينخفض ضغط الضغط في خط الأنابيب ويتم حظر التدفق.
وتكون قوة الصمام من النوع الذي يسمح بتركه مغلقا لعدة أشهر دون خوف. يتم تثبيت السدادات على كل من الوصلات ذات الحواف المضغوطة والملحومة.
يجب أن يتوافق قطر السداد مع القطر الداخلي للأنبوب. إذا كانت تساوي 50 مم ، فحينئذٍ ، لا يمكن وضعها إلا على أنبوب بتجويف اسمي يبلغ 50 مم.