Karimás csatlakozások szerelése acél csővezetékeken. A karimák típusai és típusai
A karima különböző vastagságú gyűrű alakú összeszerelési csatlakozás, szabványait a GOST szabályozza. Ez a részlet az alatt érvényes szerelési munkák csővezetékek és speciális berendezések rögzítése. A karimák segítségével a törzsrendszerben található összes egység és szerelvény össze van kötve.
Az egyes szakaszok és berendezések bármely tárolórendszerhez történő felszereléséhez használt csővezetékelemet karimának nevezzük. Segédszerelvényeknek tulajdonítható, mivel csövek közötti összekötő elem.
A karimák segítségével a törzsrendszerben található összes egység és szerelvény össze van kötve. Vezérlőelemként használják a szivattyúk és egyéb automatizálások csatlakoztatásához. A karima különböző vastagságú gyűrű alakú összeszerelési csatlakozás, szabványait a GOST szabályozza.
Ezt az alkatrészt csővezetékek szerelésekor és speciális berendezések rögzítésekor használják, amelyet számos speciális területen használnak. A karimák olyan anyagokból készülnek, amelyek lehetővé teszik a rendeltetésszerű környezetben történő használatát.
Az acéltermékek jellemzői
A megkülönböztetés és jelölésük a szerint történik tervezés. Számos ország között, beleértve az Orosz Föderációt is, 3 karimaszabvány nagyon népszerű:
- Lapos hegesztés, GOST - 12 820-80.
- Hegesztett tompa - GOST amely 12 821-80.
- Szabad, hegesztett gyűrűre helyezve, GOST 12 822-80.
Ez a GOST minden típusú karimára és tartozékaira vonatkozik. Ezen túlmenően a szabványok vonatkoznak a készülékek, gépek, tartályok, fúvókák csatlakozó elemeire, ill. hőmérsékleti rezsimés feltételes nyomás.

Ezenkívül a karimák kialakíthatók a berendezések és a csővezetékek összeszerelési munkáinak összekötésére.
Az összeillesztés pillanatában az úgynevezett lapos karimákat ráhelyezik a cső összekötő részére és két varrattal a rendszerhez hegesztik. Ebben a kiviteli alakban a csőkarimának csak 1 hegesztése lehet. A szabad karima GOST két részből áll: egy gyűrűből és magából a termékből.
Két összekötő elem könnyen felszerelhető. A gyűrű az alaphoz van hegesztve, és maga a karima szabadon mozoghat, hogy gyorsan csatlakozhasson hozzá csavarokkal. Az ilyen rögzítés gyenge elérhető helyekés gyakorival javítási munkálatok karimás csatlakozások.
Fajták és jellemzők
A sok fajta között vannak ilyen karimás modellek:
- Acél. Ennek a modellnek a karima nyakán előre vágott menetek vannak. Felhasználásuk korlátozott. Telepítse az ilyen modelleket alacsony nyomású csővezetékekre. Fel vannak töltve szaniterrendszerekkel is, amelyekhez gázcsöveket használnak. A fűtési és vízvezeték-rendszerek telepítése során nem lehet acél csatlakozásokat nélkülözni.
- Acélból hegesztett karimák. Négyzet alakú és kerek mintákra oszthatók. Gazdaságosabbak a kerek karimák. Az ilyen vegyületek előállítása kis mennyiségű anyagot igényel. A gyakorlatban kevésbé gyakoriak a kerek karimák, inkább a négy csavarból álló rögzítés miatt. A szélesebb körben használt modellek négyzet alakúak, kerületi rögzítéssel.
- Gallér karimák. Alkalmazásuk fő helye a nagy- és közepes nyomású csővezetékek. Az ilyen karimákhoz használt fő anyag az ötvözött acél. Az ilyen összekötő alkatrészek előnyösek a szerelési munkák során.
- Laza karimák. A termék ezen változata a hegesztett gyűrűn van egy vállú, és karimás csöveken használják. Ennek a modellnek a különleges jelentősége a kapcsolat során nyilvánul meg rozsdamentes csövek. A színesfém nyersdarabok laza karimákkal jól összeilleszthetők.

A karimák típusai
Sokféle termék alkalmazható az olajiparban. A karimák leggyakoribb típusai:
- keresztül;
- csavarmenetes;
- forgó;
- dugó.
Minden felsorolt karima saját tesztelt felülettel rendelkezik, kivéve a szabad forgási modellt. Lehetetlen szem elől téveszteni az ilyen részleteket, amelyeknek különleges célja van. Ezek a következő neveket tartalmazzák:
- kiterjedt;
- átmeneti;
- hegesztett;
- válllal;
- Lemezdugók;
- gyűrűk.
Azbesztcement, acél és öntöttvas termékek csatlakoztatásához préskarimát használnak, amely rögzítésével kiváló tömítést biztosít a rendszernek. A karimára jellemző a gumipersely jelenléte és a szerelvény hossza, amely biztosítja 2 kamra tömítését és a csővezeték végére irányított erők elosztását. Egy ilyen csőkarima garantálja, hogy a hermetikus csatlakozás hibátlan lesz.
Anyagi erőforrások
A karimák gyártásához sokféle anyagot használnak. Gyártásuknak általános forrása a szénacél. Belül a karima lehet nem azonos bevonattal, de eltér a felhasznált anyagtól. Az ilyen termékeket bélelt karimáknak nevezik.
A termék típusának kiválasztásakor meghatározzuk a hozzá szükséges anyagot. A kötőelemek gyártása általában magának a csőnek az anyagától függ. Abból, hogy miként találtuk ki a formát és előkészítettük a felületet, egyértelmű lesz, hova helyezzük a tömítőgyűrűt és a tömítést.
Csatlakozó tartó
A csatlakozó részek a következők:
- kötőelemek;
- különféle tömítések;
- karima.
A csővezetékek karimákkal történő összekötése előnyös és kényelmes találmánynak tekinthető.

Ma az ilyen kötőelemek beszerelése nagy keresletet mutat. A kapcsolatok kiválasztásakor nagyon sok szempont van. Ezt a kérdést a legjobban hozzáértő szakember tudja megválaszolni.
csavarok
A karimák csatlakoztatásához csavarokat kell előkészíteni. Meglétüket a nyersdarabokban lévő lyukak számával kell meghatározni, a csavarok méretét és szükséges átmérőjét pedig a rögzítésükhöz szükséges alkatrészek és a vezetékben lévő nyomás figyelembevételével kell meghatározni.
A rögzítőelemek közül csapok használhatók, amelyek mindkét oldalon rúddal és anyákkal vannak felszerelve. Megfizethetőbb egy egyszerű hatszögletű és megfelelő menetes anya. A rögzítőelemek szükséges paramétereit a GOST határozza meg.
Tömítések a rögzítéshez
A tömítéseket hermetikus csatlakozásokhoz használják. Gyűrűk vagy összenyomott lemezek formájában készülhetnek, amelyek a csövek vagy összekötő szerelvények csomópontjainál folyadékáteresztő képességet biztosítanak. A tömítések fémből és egyéb anyagokból készülnek. A tömítés beszerelése során be kell tartani a normát és megállapított szabályokat. A fő dolog az, hogy megakadályozzuk a szivárgást a csomópontokban.
Rögzítse a karimát
A kötőelemek csatlakozásánál a teljes tömítés eléréséhez pontos alkatrészekre van szükség. A csatlakozási folyamat megkezdése és a váratlan problémák elkerülése előtt a következőket kell tennie:
- vizsgálja meg a tárgyat karcolások szempontjából, és szüntesse meg a felületük tökéletlenségeit, mivel annak tökéletesen tisztának, hibáktól mentesnek kell lennie;
- ellenőrizze az összes rögzítőelemet sérült menetek és korrózió szempontjából;
- ne hagyja, hogy sorja kerüljön a rögzítőelemekre;
- alkalmaz vékonyréteg a szomszédos csavarok, csapok és anyák, alátétek és tömítések felületének kenése;
- ne szereljen be kopott tömítést, új verzió a tömítések sok problémát eltávolítanak a szoros tömítéssel kapcsolatban;
- hasonlítsa össze a karimák tengelyének arányát a GOST szerint;
- állítsa be az anyákat úgy, hogy a három menet a rögzítő teteje felett legyen.
Függetlenül attól, hogy melyik meghúzási módszert használják, a kezdet kezdetén gondosan elő kell készíteni az összes szükséges alkatrészt, és ellenőrizni kell a professzionális kompatibilitást.
Csőkarimák - speciális elemek, amelyek csővezetékek részeinek egy egésszé történő összekapcsolására vagy mérő- és vezérlőberendezések csatlakoztatására szolgálnak.
1 Rövid információ a karimákról és azok kialakításáról
A csőkarimák ebből készülnek különböző anyagok- alumínium, műanyag, acél, öntöttvas, egyéb fémek. Leggyakrabban korong vagy lapos gyűrűk formájában vannak. A karimák használhatók különféle csővezetékek, kezdve a fémtől és acéltól a polietilénig, amely szállítja vegyi anyagok, ivás és technológiai víz, egyéb folyékony közegek.
A karimákat készletben (párban) használják. Egymás között csavarokkal, csapokkal, anyákkal és csavarokkal vannak rögzítve. Hegeszthetők is, de ebben az esetben a csatlakozás egyrészes, ami megnehezíti a csővezeték jövőbeni karbantartását.
Ugyanakkor, a csatlakozás típusától függetlenül, bármely karima (kompresszió, nyomás) olyan kialakítású, amely lehetővé teszi a kedvezőtlen működési feltételek és a megnövekedett nyomás ellen.
A csövek leírt részeinek kialakítását a 2011-ben jóváhagyott R 54432 állami szabvány, valamint a külföldi szabványosítási rendszerek (ANSI / ASME), DIN és mások szabályozzák. Az R 54432 szabványnak megfelelően minden karimát különböző változatokban gyártanak:
- 45 vagy 90 fokos szögben álló kiemelkedéssel (csatlakozással);
- a lencsetömítés alatt speciális belső letöréssel;
- belülről válogatva, mélyedéssel és 45 fokos kiemelkedéssel;
- hornyos, gyűrűs kiválasztás;
- ovális horonnyal a végfelületen (ovális keresztmetszetű tömítésekhez használják);
- 90 fokos párkányral és tüskével.

Szintén gyártott és speciális típusok karimák - átmeneti, tágulási, hegesztett váll-, tárcsa- és gyűrűs dugókkal.
2 Hogyan osztályozzák a csővezeték karimákat?
Leggyakrabban a számunkra érdekes összekötő elemek a következőkre oszlanak:
- alumínium;
- sajtolt;
- gallér;
- lakás.
A speciális dugók külön csoportba tartoznak - süket típusú lemezek, amelyek szélei mentén nyolc lyukat vágnak. Az ilyen acélból készült alkatrészeket helyi és fővezetékek olyan esetekben, amikor a csövet teljesen el kell zárni. A dugó könnyen hegeszthető, 15 MPa nyomásig ellenáll és széles hőmérsékleti tartományban (+600 °C-ig) működik.
Lapos rögzítő vagy szorító karima is hegeszthető, amely a leggyakoribb csatlakozási típusnak számít. Hasonló részlet készül lemez formájában, oldalsó és egy központi furattal (a dugóknak nincs központi lyuk). A lapos termékek hegesztése azonban garantálja a megbízható csatlakozást, valamint a csőhöz való rögzítést kötőelemekkel.

A préselt elemeket akkor használják, ha egy vagy másik berendezést kell csatlakoztatni a csővezetékhez. Préselési technológiával gyártják őket (néha hagyományosat is használnak). A préselt rögzítőkarima kerek formájú, a szélein négy lyuk van kialakítva a csapok beépítéséhez. Van egy kis kiemelkedése is. Az ilyen termékek bármilyen célra alkalmasak acél és öntöttvas csővezetékekhez, beleértve a háztartási rendszerek vízellátás.
A hegesztést a gallérperemek csatlakoztatására használják. Az ilyen termékek optimálisan alkalmasak különféle területeken történő használatra hőmérsékleti viszonyok. Nagy igény van rájuk az ipari csővezetékek építésére (nyomás 2,5 MPa felett, a szállított közeg hőmérséklete - 450 foktól), amelyeknél a hegesztés a csőszerű termékek csatlakoztatásának fő módja. A gallérrögzítő karima acél kiemelkedéssel rendelkezik (ezt gallérnak hívják), aminek köszönhetően a hegesztés problémamentesen történik.

A leggazdaságosabb karimák az alumínium (másik nevük szilumin). Olyan csővezetékekhez használják, amelyek elemei nem igényelnek nagy szilárdságú csatlakozásokat. A szilumin alkatrészek szilárdsági indexe alacsony, de tökéletesen ellenállnak a korróziónak.
3 Mi az a nyomó- és szorítóperem?
Kompressziós karima (más néven univerzális rögzítő karima) ajánlott olyan helyzetekben, amikor a csőhegesztés lehetetlen vagy nem kívánatos. Bármelyik létrehozására is szolgál levehető csatlakozások(lehetővé teszi a cső egy részének karimás szétszerelését szükség esetén).
A krimpelő karima kötőrudakkal rendelkezik. Az anyák meghúzásakor a kúpos horony szélei egy speciális összekötő gyűrűt nyomnak össze, amely bizonyos távolságra rányúlik a csőre, megbízható és tartós csatlakozást biztosítva. A rögzítőelem lehetővé teszi, hogy szinte bármilyen csővel dolgozzon - acél, szürke és közönséges öntöttvas, azbesztcement, polivinil-klorid.

Bizonyos korlátozásokkal a nyomóperemet a polietilénből készült csőtermékekre is felszerelik alacsony nyomás. A csatlakozás beszerelése ez az eset megengedett a csővezetékre ható húzóerő hiányában, amely a karima csőről való eltávolítását okozhatja.
A krimpelő (rögzítő) karimát a következő előnyök jellemzik:
- nincs szükség hegesztésre, ami nagymértékben megnehezíti a mérnöki hálózatok építésének folyamatát;
- a csatlakozás összecsukható (bármikor eltávolíthatja a karimát és visszaszerelheti);
- az összekötő elem könnyű felszerelése (bármely személy, aki nem rendelkezik speciális képzettséggel, elvégezheti ezt az eljárást).

Többek között a leszerelt (helyesen és pontosan) nyomóperem többször is használható.
A szorítóperem lapos furatú termék kis sűrűségű polietilénből és közönséges polietilénből készült csövek összekötésére. Lehetővé teszi PE és HDPE csövek csatlakoztatását korábban beépített fém- és acéltartályokkal, vezérlőberendezésekkel stb.
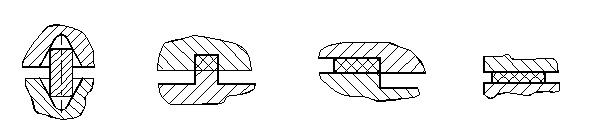
A karimás csatlakozások a legszélesebb körben használt levehető csatlakozások, amelyek biztosítják a szerkezetek tömítettségét és szilárdságát, valamint megkönnyítik a gyártást, a szétszerelést és az összeszerelést. A csatlakozás két karimából 1, 2 csapból és 3 tömítésből áll (1. ábra). Tervezés szerint a karimák integrált, amikor a test és a karima együtt működnek terhelés alatt, és szabadra, amikor a csőtestet tehermentesítik. Az 1. ábra a tipikus karimás csatlakozásokra mutat példákat.
1 - karima; 2 - hajtű; 3 - tömítés;
a) egyrészes karima; b) laza (kompressziós) karima
1. kép - Karimás csatlakozások tervei
A karimás csatlakozás működési körülményeitől függően többféle tömítést különböztetnek meg. A tömítés típusát az ipari szabványok szabályozzák. A következő típusú karimás tömítések léteznek:
1) fém tömítés alatt (2. ábra, a);
2) csap-horony (2. ábra, b);
3) kiemelkedés-depresszió (2. ábra, c);
4) sima tömítőfelület (2. ábra, d).
A tömítésnek az alábbi alapkövetelményeknek kell megfelelnie: minél kisebb nyomással összenyomva töltse ki a tömítőfelületek összes mikroérdességét; tartsa fenn a csatlakozás szorosságát a karimás csatlakozás elemeinek rugalmas mozgása során (azaz a tömítés anyagának rugalmas tulajdonságokkal kell rendelkeznie); A tömítettség fenntartása hosszú távú működése során korrozív környezet hatása alatt magas és alacsony hőmérsékletek; az anyag ne legyen szűkös.
2. kép - A karimás tömítőfelületek típusai
kapcsolatokat
A karácsonyfáknál karimás csatlakozásokat használnak fém tömítésekkel. Földi kommunikációs csővezetékekben található széles körű alkalmazás karimás csatlakozások lapos tömítésekkel .
Az összes karimás csatlakozás méreteit a GOST biztosítja.
A karimás kötéseket ovális vagy nyolcszög keresztmetszetű fém tömítésekkel használják a karimás karácsonyfa szerelvények tömítésére (3. ábra, a, b). A kézikönyv C és D függelékei a fém tömítések geometriai paramétereit mutatják be. A karácsonyfáknál a tömítést összenyomó erő nem vezethet annak maradandó alakváltozásához. A tömítőgyűrű lágyabb acélból készül, mint a karimák. A nem agresszív környezet tömítésének anyagaként kiváló minőségű szénacélok 08kp, acél 20, acél 30, acél 45. Korrozív környezetekhez ötvözött acélok: Kh18N10T, 12Kh18N9, Kh17N13MVT. Mechanikai jellemzők Az anyagokat az A melléklet tartalmazza.
Magas üzemi nyomásokhoz (70-105 MPa) a tömítések lyukakon keresztül 1,6 mm átmérőjű (3. ábra, c).
3. kép - Fém tömítések típusai
A tömítőgyűrűket kétféleképpen szerelheti be a karima horonyfelületeihez képest. Az első esetben már az összeszerelés során a gyűrű érintkezik a karimák hornyaival azok belső és külső ferde vágása mentén (4. ábra, a). A tömítés a gyűrű és a karimák érintkezési pontján bekövetkező rugalmas deformációja miatt következik be. A második esetben az összeállítás elején lévő gyűrű csak a felső peremnél lévő horony külső ferdével és az alsó peremnél lévő letöréssel érintkezik (4. ábra, b). Ha a csatlakozást csapokkal meghúzzuk, az átmérője csökken (a rugalmas alakváltozások határain belül), és eléri a horony belső ferdét, ekkor a meghúzás leáll. A gyűrű leállásának pillanata a belső kúpban észrevehető az anyák meghúzó erejének meredek növekedésével a csapoknál.
Amikor a nyomás megemelkedik a szelepben, a karimák működése hatására szétváltak, és a gyűrű felveszi eredeti helyzetét.
A fém tömítések karimáinak geometriai paramétereit a B. függelék tartalmazza.

4. ábra - Tömítőgyűrű beszerelése kétoldalas (a) ill
Karima a csövek, szelepek, szivattyúk és egyéb berendezések összekapcsolásának módja csőrendszer kialakítása céljából. Ez a csatlakozási mód könnyű hozzáférést biztosít a tisztításhoz, ellenőrzéshez vagy módosításhoz. A karimák általában menetesek vagy hegesztettek. A karimás csatlakozás két csavarokkal rögzített karimából és a köztük lévő tömítésből áll a tömítettség biztosítására.
A csőkarimák ebből készülnek különféle anyagok. A karimák felületi megmunkálásúak, öntöttvas és gömbölyű vas, de a leggyakrabban használt anyag a kovácsolt szénacél.
A leggyakrabban használt karimák az olajban és vegyipar:
- hegesztő nyakkal
- karimán keresztül
- hegesztéshez mélyedéssel hegesztett
- hegesztett átfedés (szabadon forgó)
- menetes karima
- karimás dugó

Minden típusú karima, kivéve a szabad, megerősített felülettel rendelkezik.
Speciális karimák
A fent említett karimák kivételével számos speciális karima létezik, mint például:
- membrán karima
- hosszú hegesztett gallérperemek
- tágulási karima
- adapter karima
- gyűrűs dugó (a karimás csatlakozás része)
- tárcsadugók és közbenső gyűrűk (a karimás csatlakozás része)
A karimák gyártásához leggyakrabban használt anyagok a szénacél, rozsdamentes acél, öntöttvas, alumínium, sárgaréz, bronz, műanyag stb. Ezen kívül karimák, például szerelvények és csövek speciális alkalmazás néha van belső bevonat teljesen más minőségű anyagréteg formájában, mint maguk a karimák. Ezek bélelt karimák. A karimák anyagát leggyakrabban a csövek kiválasztásakor állítják be. A karima általában ugyanabból az anyagból készül, mint maguk a csövek.
Példa egy 6"-es gallér-hegesztési karimára - 150#-S40
Minden ASME B16.5 karimának van egy bizonyos száma szabványos méretek. Ha egy tervező Japánban, vagy egy projektet készítő személy Kanadában, vagy egy csővezeték-szerelő Ausztráliában egy 6"-150#-S40 hegesztőkarimáról beszél az ASME B16.5 szerint, akkor a karima, amely lent látható. 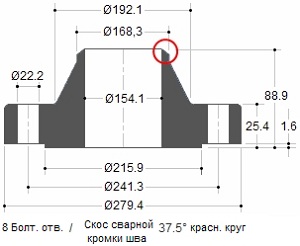
Karima rendelése esetén a szállító az anyag minőségét szeretné tudni. Például az ASTM A105 egy bélyegzett szénacél karima, míg az A182 egy sajtolt ötvözött acél karima. Így előírás szerint mindkét szabványt meg kell adni a szállító számára: Hegesztési karima 6"-150#-S40-ASME B16.5/ASTM A105.
NYOMÁSOSZTÁLY
A karimák nyomásosztályát vagy névleges értékét fontban kell megadni. A nyomásosztály jelzéséhez használja a különböző nevek. Például: 150 Lb vagy 150 Lbs vagy 150# vagy Class 150, ugyanazt jelenti.
A kovácsolt acél karimák 7 fő osztályozással rendelkeznek:
150 font - 300 font - 400 font - 600 font - 900 font - 1500 font - 2500 font
A karima osztályozás fogalma világos és nyilvánvaló. A 300-as osztályú karima nagyobb nyomást is képes kezelni, mint a 150-es osztályú karima, mivel a 300-as karima nagy mennyiség fém és ellenáll a nagy nyomásnak. Azonban számos tényező befolyásolhatja a karima nyomáshatárát.
PÉLDA
A karimák különféle nyomásoknak ellenállnak különböző hőmérsékletek. A hőmérséklet emelkedésével a karima nyomásosztálya csökken. Például egy 150-es osztályú karima körülbelül 270 PSIG hüvelyk teljesítményre van méretezve környezet 180 PSIG 200 °C-on, 150 PSIG 315 °C-on és 75 PSIG 426 °C-on.
További tényezők az, hogy a karimák különféle anyagokból készülhetnek, mint például ötvözött acél, öntött és gömbgrafitos öntöttvas stb. Minden anyagnak más nyomásosztálya van.
PARAMÉTER "NYOMÁS-HŐMÉRSÉKLET"
A nyomás-hőmérséklet osztály határozza meg az üzemi, maximálisan megengedhető értéket túlnyomás rúdban Celsius-fokban megadott hőmérsékleten. Köztes hőmérsékleteknél a lineáris interpoláció megengedett. A jelölési osztályok közötti interpoláció nem megengedett.
Hőmérséklet-nyomás osztályozás
A hőmérséklet-nyomás osztály azokra a karimás csatlakozásokra vonatkozik, amelyek megfelelnek a csavarkötésekre és tömítésekre vonatkozó határértékeknek, amelyeket a beszerelés és beállítás bevált gyakorlata szerint készítettek. Ezen osztályok használata olyan karimás csatlakozásoknál, amelyek nem felelnek meg ezeknek a határértékeknek, a felhasználó felelőssége.
A megfelelő nyomásosztályhoz tartozó hőmérséklet az alkatrész belső héjának hőmérséklete. Alapvetően ez a hőmérséklet megegyezik a benne lévő folyadék hőmérsékletével. Az aktuális szabályzatok és előírások előírásai szerint az áramló folyadék hőmérsékletétől eltérő nyomásosztály alkalmazása esetén minden felelősség a vásárlót terheli. Bármilyen -29°C alatti hőmérséklet esetén a névleges érték nem lehet magasabb, mint a -29°C-on történő használatnál.
Példaként az alábbiakban talál két táblázatot az ASTM szerinti anyagcsoportokkal, valamint két másik táblázatot ezeknek az anyagoknak az ASME B16.5 szerinti hőmérséklet-nyomás osztályával.
| Anyagok ASTM csoport 2-1.1 |
|||
| Névleges megnevezés |
Bélyegzés |
Öntvény |
tányérok |
| C-Si | A105 (1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70 (1), (2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½ Ni |
A350 Gr.LF3 |
- | - |
MEGJEGYZÉSEK:
|
|||
| Hőmérséklet-nyomás osztály az ASTM csoport 2-1.1 anyagokhoz Üzemi nyomás osztályonként |
|||||||
| Hőmérséklet °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| 29-től 38-ig |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| Hőmérséklet-nyomás osztály az ASTM csoport 2-2.3 anyagokhoz Üzemi nyomás osztályonként |
|||||||
| Hőmérséklet °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| 29-től 38-ig |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
KARIMA FELÜLET
A karima felületének alakja és kialakítása határozza meg a tömítőgyűrű vagy tömítés elhelyezését.
Leggyakrabban használt típusok:
- emelt felület (RF)
- sík felület (FF)
- O-gyűrű horony (RTJ)
- kívülről és belső menet(M&F)
- nyelv és horony (T&G)
Megemelt felület, a leginkább alkalmazható karimatípus, könnyen azonosítható. Ez a típusúgy hívják, mert a tömítés felülete a csavarkötés felülete fölé emelkedik. 
Az átmérőt és a magasságot az ASME B16.5 szabvány szerint határozzák meg a nyomásosztály és az átmérő használatával. A 300 Lbs-ig terjedő nyomásosztályban a magasság körülbelül 1,6 mm, a 400 és 2500 Lbs közötti nyomásosztályban pedig körülbelül 6,4 mm. A karima nyomásosztálya határozza meg a megemelt felület magasságát. Az (RF) karima célja a koncentrálás nagyobb nyomás kisebb tömítési területre, ezzel növelve a kötési nyomáshatárt.
Az ebben a cikkben ismertetett összes karima magassági paramétereihez a H és B méretet kell használni, az átlapolt csatlakozási karima kivételével, ezt a következőképpen kell érteni és emlékezni:
A 150 és 300 Lbs nyomási osztályokban a kiemelkedés magassága körülbelül 1,6 mm (1/16 hüvelyk). Szinte minden ebbe a két osztályba tartozó karimák szállítója feltünteti a H és B méretet prospektusaiban vagy katalógusaiban, beleértve az előlapot is (lásd lent az 1. ábrát). 
A 400, 600, 900, 1500 és 2500 font nyomási osztályokban a kiemelkedés magassága 1/4 hüvelyk (6,4 mm). Ezekben az osztályokban sok beszállító felsorolja a H és B méretet, nem tartalmazza a kiemelkedés magasságát (lásd a fenti 2. ábrát).
Ebben a cikkben két méretet talál. A felső méretsor nem tartalmazza a kiemelkedés magasságát, az alsó sor méretei pedig a kiemelkedés magasságát.
SÍK FELÜLET (FF – lapos felület)
Lapos felületű (teljes felületű) karima esetén a tömítés ugyanabban a síkban van, mint a csavarkötés. Leggyakrabban lapos felületű karimákat használnak ott, ahol az illeszkedő karimát vagy szerelvényt öntik. 
A lapos felületű karima soha nem kapcsolódik megemelt karimához. Az ASME B31.1 szerint öntöttvas lapos karimák szénacél karimákkal történő összekötésekor az acélkarimán lévő kiemelkedést el kell távolítani, és a teljes felületet tömítéssel le kell zárni. Ez azért történik, hogy a vékony, rideg öntöttvas karima ne repedjen meg az acélkarima kiemelkedése miatt.
KARIMA GYÖKÉVEL AZ O-GYŰRŰ TÖMÍTÉSHEZ (RTJ - Gyűrűs csatlakozás)
Az RTJ karimák homloklapján rések vannak, amelyekbe acél O-gyűrűk. A karimák tömítettsége annak köszönhető, hogy a csavarok meghúzásakor a karimák közötti tömítés a hornyokba préselődik, deformálódik, szoros fém-fém érintkezést hozva létre. 
Az RTJ karimának lehet egy pereme, amelyben gyűrű alakú horony van kialakítva. Ez a kiemelkedés semmiféle pecsétként nem szolgál. Az O-gyűrűkkel tömített RTJ karimáknál az illesztett és meghúzott karimák megemelt felületei érintkezhetnek egymással. Ebben az esetben az összenyomott tömítés már nem visel további terhelést, a csavarok meghúzása, a vibráció és az elmozdulás nem töri össze a tömítést és nem csökkenti a meghúzási erőt.
A fém O-gyűrűk alkalmasak a használatra magas hőmérsékletekés nyomások. -val készülnek jó választás anyagból és profilból, és mindig a megfelelő karimákban használják, jó és megbízható tömítést biztosítva.
Az O-gyűrűk úgy vannak kialakítva, hogy a tömítést egy "vezető érintkezési vonal" vagy az illeszkedő karima és a tömítés közé ékeljük. A csavarozáson keresztül a tömítésre nyomást gyakorolva a tömítés lágyabb fémje behatol a merevebb karimaanyag finom szerkezetébe, és nagyon szoros és hatékony tömítést hoz létre. 
Leggyakrabban használt gyűrűk:
R-Oval típus az ASME B16.20 szerint
Alkalmas ASME B16.5 karimához 150-2500 nyomásosztályhoz.
R-nyolcszögű típus az ASME 16.20 szerint
Továbbfejlesztett kialakítás az eredeti R-Ovalhoz képest. Ezek azonban csak hornyos lapos karimákhoz használhatók. Alkalmas ASME B16.5 karimákhoz, 15-2500 nyomásosztályhoz.
KARIMÁK TÖMÍTÉSSEL ÉS FELÜLETTÍPUSÚ FELÜLETTEL (LMF - Large Male Face; LFF - Large Female Face)
Az ilyen típusú karimáknak illeszkedniük kell. Az egyik karimafelületnek van egy olyan területe, amely túlmutat a normál karimafelület határain ( apu). A másik karimán vagy ellenkarimán van egy megfelelő mélyedés ( anya) a felületében készült.
Félig laza fektetés
- Az alámetszés (bevágás) mélysége általában egyenlő vagy kisebb, mint a kiemelkedés magassága, hogy megakadályozza a fém-fém érintkezést a tömítés összenyomásakor
- A bevágás mélysége általában nem több, mint 1/16 hüvelyk, mint az ajak magassága
KARIMA TÖMÍTŐFELÜLETTEL
(Kiálló rész – Tounge Face – TF; Depresszió – Groove Face – GF)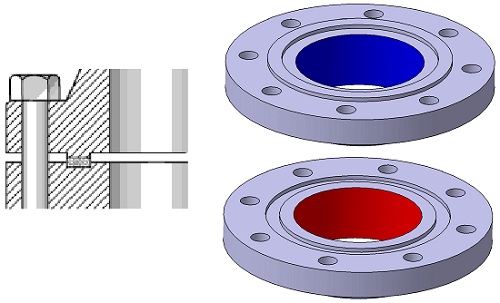
Az ilyen típusú karimáknak is illeszkedniük kell. Az egyik karima felületén egy kiemelkedéssel (tüskével) ellátott gyűrű van kialakítva, míg az ellendarab felületén egy horony van megmunkálva. Ilyen felületek általában a szivattyú- és szelepfedeleken találhatók.
Fix tömítés
- A tömítés méretei azonosak vagy kisebbek, mint a horony magassága
- A horonynál szélesebb tömítés legfeljebb 1/16"
- A tömítés méretei megegyeznek a horony méreteivel
- Szétszereléskor a csatlakozást külön kell kicsavarni
SÍK FELÜLET ÉS BARÁZAT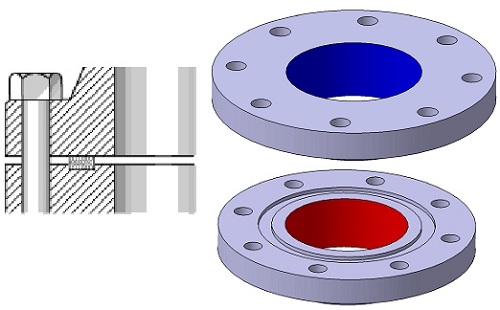
Fix tömítés
- Egyik felülete sík, a másik hornyolt
- Olyan alkalmazásokhoz, ahol a tömítés tömörítésének pontos szabályozására van szükség
- Csak rugalmas tömítések ajánlottak - spirális, üreges gyűrűs, nyomásműködtetős és fém köpenyű tömítések
KARIMA FELÜLETKIVITELEZÉS
Az ASME B16.5 megköveteli, hogy a karima felülete (megemelt felület és lapos felület) bizonyos érdességű legyen, hogy ez a felület a tömítéshez igazítva jó tömítést biztosítson. 
A végső hullámosításhoz, legyen az akár koncentrikus, akár spirális, hüvelykenként 30-55 horonyra van szükség, ami 125 és 500 mikro hüvelyk közötti érdességhez vezet. Ez lehetővé teszi a karimagyártók számára, hogy bármilyen típusú fém karimatömítést feldolgozzanak.

Az I. robbanási kategóriájú technológiai létesítmények A és B csoportjába tartozó anyagokat szállító csővezetékeknél sima tömítőfelületű karimás csatlakozások alkalmazása nem megengedett, kivéve a spirálisan tekercselt tömítések alkalmazásának eseteit.
LEGGYAKORIBB HASZNÁLT FELÜLETEK
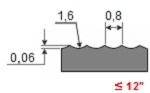
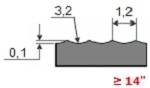
Nagyítás
| A leggyakrabban használt karima megmunkálásánál, mert szinte minden általános működési körülményre alkalmas. Összenyomva puha felület tömítések lépnek be a megmunkált felületbe, ami segít a tömítés létrehozásában, emellett van magas szint súrlódás a csatlakoztatott részek között. Ezen karimák simítása 1,6 mm-es sugarú maróval történik, 0,88 mm-es előtolási sebességgel, 12"-os és nagyobb méreteknél a megmunkálás 3,2 mm-es sugarú maróval történik 1,2 mm-es előtolás mellett. |
 |
 |
Spirális bevágás
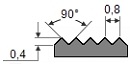 Ez lehet folytonos vagy fonografikus spirális horony, de abban különbözik a nagyolástól, hogy a hornyot egy 90 fokos maróval nyerik, amely 45°-os hornyolt szögű V-profilt hoz létre.
Ez lehet folytonos vagy fonografikus spirális horony, de abban különbözik a nagyolástól, hogy a hornyot egy 90 fokos maróval nyerik, amely 45°-os hornyolt szögű V-profilt hoz létre. Koncentrikus bevágás.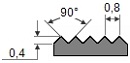 Ahogy a neve is sugallja, a megmunkálás koncentrikus hornyokból áll. 90°-os vágót használnak, és a gyűrűk egyenletesen vannak elosztva a teljes felületen.
Ahogy a neve is sugallja, a megmunkálás koncentrikus hornyokból áll. 90°-os vágót használnak, és a gyűrűk egyenletesen vannak elosztva a teljes felületen.
Sima felület.
![]() Az ilyen feldolgozás vizuálisan nem hagy nyomokat az eszközről. Az ilyen felületeket általában tömítésekhez használják fém felület például: kettős köpenyű, lapos acél vagy hullámos fém. A sima felület elősegíti a tömítés létrehozását, és az ellentétes felület síkságától függ. Jellemzően ezt a tömítés érintkezési felületével érik el, amelyet egy 0,8 mm-es sugarú maróval készített, 0,3 mm-es előtolási sebességgel, 0,05 mm mélységű, folytonos (néha fonografikusnak nevezett) spirális horony alkot. Ez Ra 3,2 és 6,3 mikrométer (125-250 mikro hüvelyk) közötti egyenetlenséget eredményez.
Az ilyen feldolgozás vizuálisan nem hagy nyomokat az eszközről. Az ilyen felületeket általában tömítésekhez használják fém felület például: kettős köpenyű, lapos acél vagy hullámos fém. A sima felület elősegíti a tömítés létrehozását, és az ellentétes felület síkságától függ. Jellemzően ezt a tömítés érintkezési felületével érik el, amelyet egy 0,8 mm-es sugarú maróval készített, 0,3 mm-es előtolási sebességgel, 0,05 mm mélységű, folytonos (néha fonografikusnak nevezett) spirális horony alkot. Ez Ra 3,2 és 6,3 mikrométer (125-250 mikro hüvelyk) közötti egyenetlenséget eredményez.
TÖMÍTÉSEK
A szoros karimás csatlakozáshoz tömítésekre van szükség. 
A tömítés összenyomott lemezek vagy gyűrűk, amelyek vízálló kapcsolatot hoznak létre két felület között. A tömítéseket úgy gyártják, hogy ellenálljanak a szélsőséges hőmérsékleteknek és nyomásoknak, és fémes, félfémes és nemfémes anyagokból állnak rendelkezésre.
Például a tömítés elve lehet egy tömítés összenyomása két karima között. A tömítés kitölti a karimák mikroszkopikus tereit és felületi egyenetlenségeit, majd tömítést képez, amely megakadályozza a folyadékok és gázok szivárgását. A karimás csatlakozás szivárgásának elkerülése érdekében a tömítés megfelelő és gondos beszerelése szükséges.
Ez a cikk az ASME B16.20 (fém és félfém csőkarima tömítések) és az ASME B16.21 (nem fém, lapos csőkarima tömítések) szabványnak megfelelő tömítéseket ismerteti.
CSAVAROK
Két karima egymáshoz csatlakoztatásához csavarok szükségesek. A számot a karimában lévő furatok száma határozza meg, a csavarok átmérője és hossza pedig a karima típusától és nyomásosztályától függ. Az olaj- és vegyiparban az ASME B16.5 karimákhoz leggyakrabban használt csavarok a csapok. A csap egy menetes rúdból és két anyából áll. Egy másik elérhető csavartípus közönséges csavar hatlapfejjel és egy anyával.
Méretek, mérettűrések stb. Az ASME B16.5 és ASME B18.2.2 anyagok különböző ASTM szabványokban vannak meghatározva.
NYOMATÉK
A szoros karimás csatlakozáshoz szükséges helyes telepítés a tömítéseknek, csavaroknak rendelkezniük kell a szükséges meghúzási nyomatékkal, és a teljes meghúzási feszültséget egyenletesen kell elosztani a teljes karimán. 
A szükséges nyújtás a meghúzási nyomaték miatt történik (előfeszítés a rögzítőelemre az anya elfordításával).
A megfelelő pillanat a csavarhúzás teszi lehetővé a legtöbbet a legjobb módon használja rugalmas tulajdonságait. Ahhoz, hogy jól végezze a dolgát, a csavarnak rugóként kell viselkednie. Működés közben a meghúzási folyamat axiális, előterhelést helyez a csavarra. Természetesen ez a húzóerő megegyezik a szerelvényelemekre kifejtett ellentétes összenyomó erőkkel. Ezt húzóerőnek vagy húzóerőnek nevezhetjük.
NYOMATÉKKULCS
A nyomatékkulcs az gyakori név számára kéziszerszám, amely a csatlakozások pontos meghúzási nyomatékának alkalmazására szolgál, legyen szó csavarról vagy anyáról. Ez lehetővé teszi a kezelő számára, hogy megmérje a csavarra kifejtett forgási erőt (nyomatékot), amelynek meg kell egyeznie a specifikációval. 
A megfelelő karimás csavarhúzási technika kiválasztása tapasztalatot igényel. Helyes alkalmazás bármelyik technika szakképzettséget is igényel, mind a használandó eszköz, mind a munkát végző személy tekintetében. Az alábbiakban felsoroljuk a leggyakrabban használt csavarhúzási módszereket:
- kézzel meghúzva
- pneumatikus kulcs
- hidraulikus nyomatékkulcs
- kézi nyomatékkulcs lengőkarral vagy azzal fogaskerék
- hidraulikus csavarfeszítő
A nyomatékveszteség minden csavarkötés velejárója. A csavarlazítás (körülbelül 10% a beépítés utáni első 24 órában), a tömítés kúszása, a rendszerben lévő vibráció, a hőtágulás és a csavarhúzás során fellépő rugalmas kölcsönhatás együttes hatása hozzájárul a nyomatékveszteséghez. Amikor a nyomatékveszteség elér egy kritikus pontot, a belső nyomás meghaladja a tömítést a helyén tartó nyomóerőt, amely esetben szivárgás vagy kifújás léphet fel.
E hatások csökkentésének kulcsa a tömítések megfelelő elhelyezése. A tömítés beszerelésekor össze kell kötni a karimákat, és simán és párhuzamosan, a legkisebb meghúzási nyomatékkal húzzuk meg a 4 csavart, követve helyes sorrend felfújja. Ez csökkentést ad működési költségekés javítja a biztonságot.
A tömítés megfelelő vastagsága is fontos. Minél vastagabb a tömítés, annál nagyobb a kúszása, ami viszont a meghúzási nyomaték elvesztéséhez vezethet. A fogazott karimák ASME szabványa általában 1,6 mm-es tömítést javasol. Több vékony anyagok nagyobb tömítési terhelésen és ezért nagyobb belső nyomáson is működhet.
KENÉS CSÖKKENTSE A SÚRLÁST
A kenés csökkenti a súrlódást a meghúzás során, csökkenti a csavarok leválását a szerelés során, és növeli az élettartamot. A súrlódási tényező változása befolyásolja az adott meghúzási nyomaték mellett elért előfeszítés mértékét. A nagyobb súrlódási együttható kevesebb nyomatékot eredményez előfeszítéssé. A szükséges nyomatékérték pontos beállításához ismerni kell a kenőanyag gyártója által megadott súrlódási tényező értékét.
Zsírt vagy beragadásgátló keveréket kell alkalmazni mind a csapágyanya felületére, mind a külső menetre.
FESZESÍTÉSI SZEKVENCIA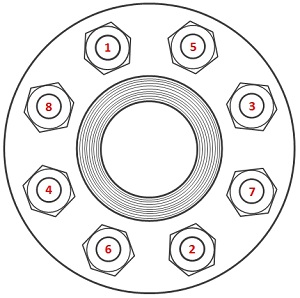 Először finoman húzza meg az első csavart, majd a vele szemben lévő következőt, majd negyed fordulattal körben (vagy 90 fokkal), hogy meghúzza a harmadik csavart, és vele szemben a negyediket. Folytassa ezt a sorozatot, amíg az összes csavart meg nem húzza. A négycsavaros karimák meghúzásakor használjon keresztezett mintát.
Először finoman húzza meg az első csavart, majd a vele szemben lévő következőt, majd negyed fordulattal körben (vagy 90 fokkal), hogy meghúzza a harmadik csavart, és vele szemben a negyediket. Folytassa ezt a sorozatot, amíg az összes csavart meg nem húzza. A négycsavaros karimák meghúzásakor használjon keresztezett mintát.
A PEREM RÖGZÍTÉSÉNEK ELŐKÉSZÍTÉSE
A feszesség eléréséhez karimás csatlakozások x, minden összetevőnek pontosnak kell lennie.
A csatlakozási folyamat megkezdése előtt a következő lépéseket kell megtenni a jövőbeni problémák elkerülése érdekében:
- Tisztítsa meg a karimák felületeit és ellenőrizze, hogy nincsenek-e karcolások, a felületeknek tisztának és hibától mentesnek kell lenniük (dudorok, gödrök, horpadások stb.)
- Ellenőrizze az összes csavart és anyát sérülések vagy menetkorrózió szempontjából. Szükség szerint cserélje ki vagy javítsa meg a csavarokat vagy anyákat
- Távolítsa el a sorját az összes menetről
- Kenje meg a csavarok vagy csapok meneteit és az anyák felületeit a karimával vagy az alátéttel szomszédos. A legtöbb alkalmazásnál edzett alátétek használata javasolt.
- Telepítés új tömítésés győződjön meg róla, hogy középen van. NE HASZNÁLJON RÉGI TÖMÍTÉST, vagy használjon több tömítést.
- Ellenőrizze a karima beállítását az ASME B31.3 technológiai csővezeték szabvány szerint
- Állítsa be az anyák helyzetét úgy, hogy 2-3 menet a menet teteje felett legyen.
A karimás csatlakozásokat vízvezetékben, valamint különféle profilú csővezetékekkel történő munkavégzéskor használják. Terjedelmessége miatt és nehéz súlyésszerűbb nagy csővezetékeken használni őket. Például az ipari építőiparban, valamint a hazai ellátórendszerek központi autópályáin.
Létezik különböző típusok karimás csatlakozások. Mindegyiket a megfelelő GOST normalizálja. Különböznek méretükben, formájukban, csatlakozási típusukban és sok más jellemzőben. Ebben a cikkben megvizsgáljuk a legnépszerűbb karimás csatlakozásokat, leírást adunk nekik, és kiemeljük a fő árnyalatokat.
A karima jellemzői
A karimás csatlakozásokat acél és fém csővezetékek közötti kapcsolatok kialakítására használják. A karimás összekötő szerelvények kivitelezése túlnyomórészt pontosan megengedhető acél csövek ah, mert elég erősek és megbízhatóak.
Meg kell jegyezni, hogy az acélcsöveket és csővezetékeket nagy átmérők jellemzik. A karimákat pedig méretük és rögzítésük típusa miatt csak a viszonylag nagy csövek fajtáira érdemes feltenni.
Végrehajtásuk bizonyos korlátozásokat támaszt az alkalmazás módjára vonatkozóan. Nem mintha az ilyen típusú csatlakozások nem használhatók 50 mm-nél kisebb átmérőjű csőmintáknál, de ez nem mindig ésszerű és túl költséges.
A szigetelő karimás csatlakozás túl drága és tartós. Használata csővezetékek oldalágain nem szükséges. Ezeknél a csöveknél a hordozó lepárlási körülményei nagyban megkönnyítik.
Kis méretű (50-80 mm átmérőjű) háztartási acél csővezetékek belsejében általában munkaterület enyhe nyomás alatt tartották.
Ezenkívül a jelenlegi GOST azt is javasolja, hogy a karimákat csak szükség esetén szereljék be. És ez azt jelenti, hogy a kis átmérőjű háztartási csővezetékeknél több egyszerű típusok csatlakozások, például szabványos menetes vagy kompressziós szerelvények, hagyományos hegesztés stb.
Ami magukat illeti normatív dokumentumok, akkor a fő dokumentum természetesen a GOST. GOST - állami szabvány, a csövek és csővezetékek összes csatlakozására vonatkozik. Van GOST is a karimákhoz. A karimák GOST-jának száma 12820-80. Ez a GOST a megemelt felületű acélhegesztési karimákhoz.

Más típusú termékekre van GOST. A rendszámukon az 12820-as márka is szerepel, csak a végén már nem a 80-as, hanem valami más. Például 12820-50 stb.
A szám, amellyel a GOST látható (esetünkben 12820-80), könnyen megtalálható az interneten. Ugyanez a GOST 12820-80 szabadon elérhető az interneten. Bármikor letöltheti és megtekintheti. Tartalmazza a termékek összes méretét, egy adott típusú karimás csatlakozások számítását és egy csomó egyéb hasznos információt.
Tervezési árnyalatok
Foglalkozzunk a csővezetékek karimáinak tervezésével. A karimás összekötő szerelvények kivitelezése nagyban függ attól, hogy melyik mintára gondolunk.
Ha megnézzük a gyakori típusokat, azt látjuk, hogy több hasonlóság is van bennük. Maga a karima több részből áll.
Övé fő rész- ez egy korong. A karimás csatlakozásokhoz használt alátétek acélból készülnek kerek üres egy bizonyos átmérőt. Az alátét közepén egy nagy lyuk van.
A lyuk átmérője megegyezik a csövek átmérőjével. Ha egy 50 mm átmérőjű csőmintát veszünk figyelembe, akkor a karimás csatlakozások alátétjének belső átmérője hasonló lesz. Ennek eredményeként a karimákból történő csatlakozások kivitelezése jelentősen leegyszerűsödik. Valamint a megfelelő minta kiválasztása.
Tehát a karimás csatlakozásokhoz használt alátéteknek van egy lyuk a közepén, a központi járaton kívül az összekötő karima számos további lyukkal van felszerelve a bilincsekhez, amelyek a kerületén találhatók.
Vagyis csavar vagy csap. Egy csavart vagy csapot a karima lyukába tolnak, majd csavarokkal meghúzzák.
Néha a karimák speciális párkányokkal vannak felszerelve. Úgy tervezték, hogy az alátét külső részét rögzítse a csőhöz. A rögzítés típusát és végrehajtását a jövőbeni kapcsolat típusától függően külön választjuk meg.
Működési elve
A karimákból történő csatlakozások kivitelezése két ilyen alkatrész használatát jelenti. Válaszoknak hívják őket. Az ellenkarimák teljesen azonosak egymással. Acélcsövek szélére vannak felszerelve, amelyeket egymáshoz kell rögzíteni.
A beszerelés menetes vagy hegesztő alátétekkel történik, amelyek párkánya a csőhöz van rögzítve.

Ezután az egyik összekötő karimát a másikhoz hozzák, és bilincsekkel meghúzzák. Reteszként, amint fentebb megjegyeztük, csapot vagy csavart használnak. Nincs köztük komoly különbség. Csavarok, amelyeket valószínűleg több százszor látott. Az összekötő karima 10 mm vagy nagyobb átmérőjű nagy csavarokat használ.
A csap úgy néz ki, mint egy csavar. A fej hiányában különbözik. A csap lényegében egy kis acélrúd külső menet. A rajta lévő szál hosszirányban van elvágva, és teljesen lefedi a termék felületét.
A csap praktikus abban, hogy a karimákat két oldalról, két anyával meg lehet húzni vele. Ennek eredményeként nő a kapcsolat erőssége, valamint a mobilitása.
A csap eltávolítása ugyanúgy történik, mint a rögzítés - az egyik anya meglazításával. A csapokra példát láthatunk, ha megnézzük bármelyik gázvezeték csatlakozásainak kialakítását. Rajtuk a legtöbb esetben a hajtűt használják bilincsként.
A rögzítőcsavarokkal történő meghúzásnak köszönhetően a karimák lehetővé teszik bármely csőszakasz hermetikus összekapcsolását, miközben azok könnyen hozzáférhetőek javításhoz és módosításhoz. Az ilyen csatlakozást a legnagyobb szilárdság (természetesen a csap vagy a csavar megfelelően meghúzva), a jó tömítettség és a megbízhatóság különbözteti meg.
Ezért az alkotás során ipari csővezetékek olyan gyakran használjon karimákat. Ezek alternatívája lehet a hegesztés, de a hegesztett rész már nem távolítható el.
Szigetelő csatlakozás
Érdemes megfontolni egy olyan dolgot, mint a szigetelő karimás csatlakozás. A háztartási csővezetékeket a szerkezeti szilárdságra, a csatlakozási varratok minőségére és a részletekre helyezik.
Fontos azonban az elkülönítés is külön szakaszok rendszerek egymástól. Végül is a végrehajtás acélrendszerek Az ellátás azt jelenti, hogy acél tuskóból vannak összeállítva, és az acél kiváló áramvezető.
A veszélyes helyzetek elkerülése érdekében IC-t vagy szigetelő csatlakozást kezdtek alkalmazni. Általában az IS egy olyan csövek rögzítési módszere, amely lehetővé teszi egy speciális tömítéssel vagy hasonlóval ellátott összekötő elem használatát anélkül, hogy csökkentené a csővezeték végső szilárdságát.
Az IC-ben lévő tömítés szigetelő szerepet játszik. Ennek köszönhető, hogy az IP képes elválasztani egymástól az egyes csőágakat. Az áram, ha van, a rendszerben keletkezik, áthalad a csövön, belép a szigetelő csatlakozásba (IC), majd ugyanazon a tömítésen kialszik.

Az eredmény egy elektromos kisüléstől védett rendszer. Több IC felszerelése gyakorlatilag kiküszöböli a csöveken áthaladó áram miatti balesetek lehetőségét. Ugyanakkor szilárdságuk és tömítettségük semmilyen módon nem sérül.
A szabványos szigetelő csatlakozás IC-vel van ellátva, egy adott számmal. Például:
- IS-50;
- IS-80;
- IS-108 stb.
A jelölés második számjegye a csatlakozás átmérőjét jelzi.
Az IFS a szigetelő karimás csatlakozás rövidítése. Az IFS kialakítása szinte teljesen megfelel az IC kialakításának.
Kivéve, hogy az IFS főként gumi tömítéseket használ a karimák között. A tömítések jelenléte növeli a végső csatlakozás szilárdságát anélkül, hogy bonyolítaná az általános kialakítást.
Az IFS legegyszerűbb példája a szigetelt karimák, amelyek közé egy gumi dielektromos tömítést helyeznek el. Az alátétek csapokkal vannak összehúzva, így rögzítve a tömítést. Kisülés esetén az IFS-sel való érintkezés pillanatában kialszik.
Az IFS-nek az IS-hez hasonló jelölése van. Csak a szigetelt típusú karimás csatlakozások számítását kell körültekintőbben elvégezni.
Példa az IFS karimák párkányokkal való megjelölésére:
- IFS-50.
- IFS-80.
- IFS-120 stb.
Mint látható, gyakorlatilag nincs különbség. De van egy fontos részlet. Előfordulhat, hogy a jelölésben szereplő szám nem egyezik meg az alátét belső átmérőjének pontos méretével.
Például az IFS-108 belső átmérője 100 mm, nem 108. Az IFS 50 alkatrész belső átmérője 41 mm, nem pedig 50 mm. És az IFS-80 alkatrész átmérője nem 80 mm, és 71-72. A konkrét értékeket a GOST határozza meg.
Karimagyártás (videó)
Kiegészítő felszerelés a karimákkal való munkához
Az ilyen típusú kapcsolatok végrehajtása ritkán okoz nehézséget, de mindenféle helyzet adódik.
Például egy nyomókötés nem mindig biztosítja a szükséges szilárdságot és tömítettséget: a tömítések meglazulhatnak benne. És a csővezeték erőssége és megbízhatósága - a legfontosabb paraméter, mikor beszélgetünk az ipari rendszerekről.
Ilyen esetekben boostereket használnak. Gyorsítók - lehetővé teszik a karimák "szétoszlását" vagy kis távolságra történő megnyomását anélkül, hogy teljesen leválasztják őket egymástól. Vagyis most már lehetséges a tömörítés vagy bármilyen más csatlakozás lezárása az alátétek teljes eltávolítása nélkül, ami, látod, nagyon kényelmes.
Egy másik érdekes eszköz az obturátor. Az obturátorok ideiglenes és állandó típusú mobil dugók. Az obturátorok két párhuzamosan rögzített kerek alátétből állnak. Az egyik alátét be van dugva, a másik nyitva van. Az obturátort a karimák közé helyezzük.
NÁL NÉL nyitott forma nem zavarja az áramlás mozgását a rendszerben. Zárt állapotban a kompressziós nyomás a csővezetékben leesik, és az áramlás blokkolódik.
A szelep szilárdsága olyan, hogy félelem nélkül több hónapig zárva hagyható. Az obturátorok kompressziós és hegesztett karimás csatlakozásokra egyaránt fel vannak szerelve.
Az obturátor átmérőjének meg kell egyeznie a cső belső átmérőjével. Ha 50 mm-rel egyenlő, akkor ennek megfelelően csak 50 mm névleges furatú csőre helyezhető.