Indukčný ohrev. Indukčný ohrievač - čo to je a ako zostaviť zariadenie sami
Z Wikipédie, voľnej encyklopédie
V tomto článku alebo sekcii existujú externé odkazy, ale zdroje jednotlivých vyhlásení zostávajú nejasné kvôli nedostatku poznámok pod čiarou.
História indukčného ohrevuOtvorenie elektromagnetická indukcia v roku 1831 vo vlastníctve Faradaya. Pri pohybe vodiča v poli magnetu sa v ňom indukuje EMF, rovnako ako pri pohybe magnetu, ktorého siločiary pretínajú vodivý obvod. Prúd v obvode sa nazýva indukovaný. Vynálezy mnohých zariadení sú založené na zákone elektromagnetickej indukcie, vrátane tých určujúcich - generátorov a transformátorov, ktoré vyrábajú a distribuujú elektrickú energiu, ktorá je základným základom celého elektrotechnického priemyslu. V roku 1841 James Joule (a nezávisle Emil Lenz) sformulovali kvantitatívny odhad tepelného účinku elektrického prúdu: „Sila tepla uvoľneného na jednotku objemu média pri toku elektrického prúdu je úmerná súčinu hustoty elektrický prúd a veľkosť intenzity elektrického poľa“ (Jouleov zákon – Lenz). Tepelné pôsobenie indukovaný prúd dal podnet na hľadanie zariadení na bezkontaktné zahrievanie kovov. Prvé pokusy na ohrev ocele pomocou indukčného prúdu uskutočnil E. Colby v USA. Prvý úspešne fungujúci tzv. Kanálová indukčná pec na tavenie ocele bola postavená v roku 1900 spoločnosťou Benedicks Bultfabrik v Gysingu vo Švédsku. V úctyhodnom časopise tej doby „THE ENGINEER“ sa 8. júla 1904 objavil slávny, kde švédsky vynálezca inžinier F. A. Kjellin hovorí o svojom vývoji. Pec bola napájaná jednofázovým transformátorom. Tavenie sa uskutočňovalo v tégliku vo forme krúžku, kov v ňom bol sekundárnym vinutím transformátora napájaného prúdom 50–60 Hz. Prvá 78 kW pec bola uvedená do prevádzky 18. marca 1900 a ukázala sa ako veľmi neekonomická, keďže kapacita tavenia bola len 270 kg ocele za deň. Ďalšia pec bola vyrobená v novembri toho istého roku s výkonom 58 kW a kapacitou 100 kg na oceľ. Pec vykazovala vysokú rentabilitu, kapacita tavenia bola od 600 do 700 kg ocele za deň. Opotrebenie obloženia v dôsledku teplotných výkyvov sa však ukázalo na neprijateľnej úrovni a časté výmeny obloženia znižovali výslednú účinnosť. Vynálezca dospel k záveru, že pre maximálny výkon tavenia je potrebné ponechať značnú časť taveniny počas vypúšťania, čím sa predíde mnohým problémom vrátane opotrebovania obloženia. Tento spôsob tavenia ocele so zvyškom, ktorý sa začal nazývať „bažina“, sa v niektorých odvetviach, kde sa používajú veľkokapacitné pece, zachoval dodnes. V máji 1902 bola uvedená do prevádzky výrazne vylepšená pec s kapacitou 1800 kg, odtok 1000–1100 kg, zostatok 700–800 kg, výkon 165 kW, kapacita tavenia ocele mohla dosiahnuť až 4100 kg za deň! Takýto výsledok spotreby energie 970 kWh/t zaujme svojou účinnosťou, ktorá nie je o nič nižšia ako moderná produktivita okolo 650 kWh/t. Podľa výpočtov vynálezcu z príkonu 165 kW išlo do strát 87,5 kW, užitočná tepelná energia bola 77,5 kW, bola dosiahnutá veľmi vysoká celková účinnosť 47 %. Ziskovosť sa vysvetľuje prstencovým dizajnom téglika, ktorý umožnil vyrobiť viacotáčkovú tlmivku s nízkym prúdom a vysokým napätím - 3000 V. Moderné pece s valcovým téglikom sú oveľa kompaktnejšie, vyžadujú menšie kapitálové investície, sú jednoduchšie prevádzkovať, vybavené mnohými vylepšeniami počas sto rokov ich vývoja, ale účinnosť je zvýšená bezvýznamne. Je pravda, že vynálezca vo svojej publikácii ignoroval skutočnosť, že elektrina sa neplatí za aktívny výkon, ale za plný výkon, ktorý je pri frekvencii 50–60 Hz približne dvakrát vyšší ako aktívny výkon. A v moderné pece jalový výkon je kompenzovaný kondenzátorovou bankou. Inžinier F. A. Kjellin svojim vynálezom položil základ pre vývoj priemyselných kanálových pecí na tavenie neželezných kovov a ocele v priemyselných krajinách Európy a Ameriky. Prechod z 50–60 Hz kanálových pecí na moderné vysokofrekvenčné téglikové pece trval od roku 1900 do roku 1940. Princíp fungovaniaIndukčný ohrev je ohrev materiálov elektrickými prúdmi, ktoré sú indukované striedavým magnetickým poľom. Ide teda o ohrev výrobkov z vodivých materiálov (vodičov) magnetickým poľom tlmiviek (zdrojov striedavých magnetické pole). Indukčný ohrev sa vykonáva nasledovne. Elektricky vodivý (kovový, grafitový) obrobok je umiestnený v takzvanom induktore, čo je jeden alebo viac závitov drôtu (najčastejšie medi). Silné prúdy sa indukujú v induktore pomocou špeciálneho generátora rozdielna frekvencia(od desiatok Hz do niekoľkých MHz), v dôsledku čoho vzniká okolo tlmivky elektromagnetické pole. Elektromagnetické pole indukuje vírivé prúdy v obrobku. Vírivé prúdy ohrievajú obrobok pôsobením Joulovho tepla. Systém induktor-blank je bezjadrový transformátor, v ktorom je induktor primárnym vinutím. Obrobok je, ako keby, sekundárne vinutie, skratované. Magnetický tok medzi vinutiami sa vo vzduchu uzatvára. Pri vysokej frekvencii vírivé prúdy sú posunuté nimi vytvoreným magnetickým poľom do tenkých povrchových vrstiev obrobku Δ (efekt pokožky), v dôsledku čoho sa ich hustota prudko zvyšuje a obrobok sa zahrieva. Podkladové vrstvy kovu sa zahrievajú v dôsledku tepelnej vodivosti. Nie je dôležitý prúd, ale vysoká prúdová hustota. Vo vrstve kože Δ sa prúdová hustota zvyšuje v krát vzhľadom na prúdovú hustotu v obrobku, pričom 86,4 % tepla z celkového uvoľneného tepla sa uvoľní vo vrstve pokožky. Hĺbka vrstvy kože závisí od frekvencie žiarenia: čím vyššia je frekvencia, tým je vrstva kože tenšia. Závisí to aj od relatívnej magnetickej permeability μ materiálu obrobku. Pre železo, kobalt, nikel a magnetické zliatiny pri teplotách pod Curieovým bodom má μ hodnotu od niekoľkých stoviek až po desiatky tisíc. Pre ostatné materiály (taveniny, neželezné kovy, tekuté nízkotaviteľné eutektiká, grafit, elektricky vodivá keramika atď.) sa μ rovná približne jednej. Vzorec na výpočet hĺbky pokožky v mm: , kde μ 0 = 4π⋅10 −7 - magnetická konštanta H/m, ρ - špecifický elektrický odpor materiálu obrobku pri teplote spracovania, Ohm * m, f- frekvencia elektromagnetického poľa generovaného induktorom, Hz. Napríklad pri frekvencii 2 MHz je hĺbka kože pre meď asi 0,25 mm, pre železo ≈ 0,001 mm. Induktor sa počas prevádzky veľmi zahrieva, pretože absorbuje svoje vlastné žiarenie. Okrem toho absorbuje tepelné žiarenie z horúceho obrobku. Tlmivky vyrábajú z medených rúrok chladených vodou. Voda je dodávaná odsávaním - to zaisťuje bezpečnosť v prípade popálenia alebo iného odtlakovania tlmivky. Aplikácia
Výhody
nevýhody
Levitačné vykurovanieIndukčné vykurovacie zariadeniaGenerátory indukčného prúduVykurovacia tlmivka je tlmivka, ktorá je súčasťou pracovného oscilačného obvodu s kompenzačným kondenzátorom. Zostavenie obvodu sa vykonáva buď pomocou elektronických elektrónok, alebo pomocou polovodičových elektronických kľúčov. Na inštaláciách s prevádzkovou frekvenciou do 300 kHz sa používajú invertory na zostavách IGBT alebo tranzistory MOSFET. Takéto inštalácie sú určené na vykurovanie veľkých častí. Na ohrev malých dielov sa používajú vysoké frekvencie (do 5 MHz, rozsah stredných a krátkych vĺn), vysokofrekvenčné inštalácie sú postavené na elektrónkách. Na ohrev malých častí sú tiež vysokofrekvenčné inštalácie postavené na tranzistoroch MOSFET pre prevádzkové frekvencie až do 1,7 MHz. Riadenie a ochrana tranzistorov pri vyšších frekvenciách predstavuje určité ťažkosti, takže nastavenie vyšších frekvencií je stále dosť drahé. Induktor na ohrev malých častí je malý a má malú indukčnosť, čo vedie k zníženiu kvalitatívneho faktora pracovného oscilačného obvodu pri nízkych frekvenciách a zníženiu účinnosti a tiež predstavuje nebezpečenstvo pre hlavný oscilátor (pri nízkych frekvenciách , indukčný odpor tlmivky (cievky oscilačného obvodu) je malý a skrat v cievke (induktore).Činiteľ kvality oscilačného obvodu je úmerný L / C, oscilačný obvod s nízkym faktorom kvality je veľmi slabo "napumpované" energiou.Na zvýšenie faktora kvality oscilačného obvodu sa používajú dva spôsoby:
Keďže induktor pracuje najefektívnejšie pri vysokých frekvenciách, indukčný ohrev dostal priemyselné uplatnenie po vývoji a spustení výroby výkonných generátorových lámp. Pred prvou svetovou vojnou bol indukčný ohrev obmedzený. V tom čase sa ako generátory používali vysokofrekvenčné strojové generátory (práce V.P. Vologdina) alebo iskrové výboje. Zapojenie generátora môže byť v princípe ľubovoľné (multivibrátor, RC generátor, nezávisle budený generátor, rôzne relaxačné generátory) pracujúce na záťaži vo forme indukčnej cievky a s dostatočným výkonom. Je tiež potrebné, aby frekvencia oscilácií bola dostatočne vysoká. Napríklad na to, aby sa oceľový drôt s priemerom 4 mm „prerezal“ za pár sekúnd, je potrebný oscilačný výkon aspoň 2 kW pri frekvencii aspoň 300 kHz. Vyberte schému pre nasledujúce kritériá: spoľahlivosť; stabilita kolísania; stabilita výkonu uvoľneného v obrobku; jednoduchosť výroby; jednoduchosť nastavenia; minimálny počet dielov na zníženie nákladov; použitie dielov, ktoré celkovo znižujú hmotnosť a rozmery atď. Indukčný trojbodový generátor sa už dlhé desaťročia používa ako generátor vysokofrekvenčných kmitov ( Hartleyov generátor, generátor s autotransformátorom spätná väzba, obvod na deliči napätia v indukčnej slučke). Toto je samobudený paralelný napájací obvod pre anódu a frekvenčne selektívny obvod vytvorený na oscilačnom obvode. S úspechom sa používal a používa v laboratóriách, klenotníckych dielňach, priemyselných podnikoch, ako aj v amatérskej praxi. Napríklad počas druhej svetovej vojny sa na takýchto zariadeniach uskutočnilo povrchové kalenie valcov tanku T-34. Nevýhody troch bodov:
Pod vedením Babata, Lozinského a ďalších vedcov boli vyvinuté dvoj- a trojokruhové generátorové obvody s vyššou účinnosťou (až 70%), ako aj lepšou retenciou. prevádzková frekvencia. Princíp ich konania je nasledovný. V dôsledku použitia združených obvodov a oslabenia spojenia medzi nimi, zmena indukčnosti pracovného obvodu nespôsobí silnú zmenu frekvencie obvodu nastavenia frekvencie. Rádiové vysielače sú konštruované podľa rovnakého princípu. Moderné vysokofrekvenčné generátory sú invertory založené na zostavách IGBT alebo výkonných tranzistoroch MOSFET, zvyčajne vyrobené podľa schémy mostíka alebo polovičného mostíka. Pracujte pri frekvenciách do 500 kHz. Brány tranzistorov sa otvárajú pomocou riadiaceho systému mikrokontroléra. Riadiaci systém vám v závislosti od úlohy umožňuje automaticky držať:
Napríklad, keď sa magnetický materiál zahreje nad Curieov bod, hrúbka vrstvy kože sa prudko zvýši, prúdová hustota klesne a obrobok sa začne horšie zahrievať. tiež zmizne magnetické vlastnosti materiál a proces obrátenia magnetizácie sa zastaví - obrobok sa začne horšie zahrievať. Problém indukčného ohrevu obrobkov vyrobených z magnetických materiálov: Ak invertor na indukčný ohrev nie je samooscilátor, nemá obvod automatického ladenia a pracuje z externého hlavného oscilátora (s frekvenciou blízkou rezonančnej frekvencii oscilačného obvodu "tlmivka - banka kompenzačných kondenzátorov"). V momente, keď sa do induktora vloží obrobok vyrobený z magnetického materiálu (ak sú rozmery obrobku dostatočne veľké a úmerné rozmerom induktora), indukčnosť induktora sa prudko zvýši, čo vedie k prudkému poklesu prirodzenej rezonancie. frekvencia oscilačného obvodu a jej odchýlka od frekvencie hlavného oscilátora. Obvod vypadne z rezonancie s hlavným oscilátorom, čo vedie k zvýšeniu jeho odporu a prudkému zníženiu výkonu prenášaného na obrobok. Ak je výkon jednotky riadený externým zdrojom, potom prirodzenou reakciou obsluhy je zvýšenie napájacieho napätia jednotky. Keď sa obrobok zahreje na Curieho bod, jeho magnetické vlastnosti zmiznú, vlastná frekvencia oscilačného obvodu sa vráti späť na frekvenciu hlavného oscilátora. Odpor obvodu prudko klesá, spotreba prúdu prudko stúpa. Ak obsluha nestihne odstrániť zvýšené napájacie napätie, jednotka sa prehrieva a zlyhá. Ak je jednotka vybavená automatický systém ovládanie, potom musí riadiaci systém monitorovať prechod cez Curieov bod a automaticky znížiť frekvenciu hlavného oscilátora, pričom ho upraví na rezonanciu s oscilačným obvodom (alebo zníži privádzaný výkon, ak je zmena frekvencie neprijateľná). Ak sa zahrievajú nemagnetické materiály, potom na vyššie uvedenom nezáleží. Zavedením obrobku z nemagnetického materiálu do tlmivky sa prakticky nemení indukčnosť tlmivky a neposúva sa rezonančná frekvencia pracovného oscilačného obvodu a nie je potrebný riadiaci systém. Ak sú rozmery obrobku veľa menšie veľkosti induktor, potom tiež veľmi neposúva rezonanciu pracovného obvodu. indukčné varičeIndukčný varič- kuchynský elektrický sporák, ktorý ohrieva kovové náčinie indukovanými vírivými prúdmi vytváranými vysokofrekvenčným magnetickým poľom, s frekvenciou 20-100 kHz. Takýto sporák má vyššiu účinnosť v porovnaní s vykurovacími telesami elektrických sporákov, od r menej tepla ide ohrievať skrinku a okrem toho nedochádza k žiadnej perióde zrýchlenia a ochladzovania (keď sa vygenerovaná energia, ale neabsorbovaná riadom, stratí). Indukčné taviace peceIndukčné (bezkontaktné) taviace pece - elektrické rúry na tavenie kovov, pri ktorom dochádza k zahrievaniu v dôsledku vírivých prúdov vznikajúcich v kovovom tégliku (a kove), alebo len v kove (ak téglik nie je vyrobený z kovu; tento spôsob zahrievania je účinnejší, ak je téglik zle izolovaný). Poznámky
pozri tiežNapíšte recenziu na článok "Indukčný ohrev"OdkazyLiteratúra
Úryvok charakterizujúci indukčný ohrev-No, grófka! Aké bude saute au madere [sute na Madeire] tetrova, ma chere! Skúsil som; Nie nadarmo som dal za Tarasku tisíc rubľov. náklady!Sadol si vedľa svojej manželky, statočne si oprel ruky o kolená a prehrabal si sivé vlasy. - Čo chcete, grófka? - Tu máš čo, priateľ môj - čo tu máš špinavé? povedala a ukázala na vestu. „To je soté, správne,“ dodala s úsmevom. - Tu je vec, gróf: Potrebujem peniaze. Jej tvár sa stala smutnou. - Ach, grófka!... A gróf sa začal rozčuľovať a vyťahovať peňaženku. - Potrebujem veľa, počítaj, potrebujem päťsto rubľov. A ona vytiahla cambrickú vreckovku a potrela ňou manželovu vestu. - Teraz. Hej, kto je tam? kričal hlasom, ktorý kričia len ľudia, sebavedomý, že tí, ktorých volajú, sa bezhlavo vrhnú na ich volanie. - Pošlite mi Mitenka! Mitenka, ten šľachetný syn, vychovaný grófom, ktorý mal teraz na starosti všetky jeho záležitosti, vošiel tichými krokmi do izby. "To je to, môj drahý," povedal gróf úctivému mladému mužovi, ktorý vstúpil. "Prines mi..." pomyslel si. - Áno, 700 rubľov, áno. Áno, pozri, neprines také roztrhané a špinavé ako vtedy, ale dobré, pre grófku. „Áno, Mitenka, prosím, čisté,“ povedala grófka a smutne si povzdychla. "Vaša Excelencia, kedy chcete, aby som to doručil?" povedala Mitenka. „Ak dovolíte, nebojte sa, nebojte sa,“ dodal a všimol si, že gróf už začal ťažko a rýchlo dýchať, čo bolo vždy znakom hnevu. - Bol som a zabudol som... Objednáte doručenie túto minútu? - Áno, áno, potom to prineste. Dajte to grófke. „Čo mám za zlato, tá Mitenka,“ dodal gróf s úsmevom, keď mladík odišiel. - Nič také ako nemožné neexistuje. nevydržím to. Všetko je možné. "Ach, peniaze, počítať, peniaze, koľko smútku spôsobujú vo svete!" povedala grófka. „Skutočne potrebujem tieto peniaze. „Ty, grófka, si známa naťahovačka,“ povedal gróf a pobozkal ruku svojej manželke a vrátil sa do pracovne. Keď sa Anna Michajlovna opäť vrátila z Bezukhoja, grófka už mala peniaze, všetky v úplne novom papieri, pod vreckovkou na stole a Anna Mikhailovna si všimla, že grófku to nejako vyrušilo. - No, môj priateľ? spýtala sa grófka. Ach, v akom hroznom stave je! Nemôžeš ho spoznať, je taký zlý, taký zlý; Zostal som minútu a nepovedal som dve slová ... "Annette, preboha, neodmietaj ma," povedala zrazu grófka a začervenala sa, čo bolo také zvláštne na jej chudej a dôležitej tvári v strednom veku, keď si spod vreckovky vyťahovala peniaze. Anna Mikhailovna okamžite pochopila, o čo ide, a už sa sklonila, aby v pravý čas grófku obratne objala. - Tu je odo mňa Boris za šitie uniformy ... Anna Mikhaylovna ju už objímala a plakala. Aj grófka plakala. Plakali, že sú priateľskí; a že sú láskaví; a že ich, priateľky mladosti, zamestnáva taká nízka téma – peniaze; a že ich mladosť pominula... Ale slzy oboch boli príjemné... Grófka Rostová sedela so svojimi dcérami a už s veľkým počtom hostí v salóne. Gróf uviedol mužských hostí do svojej pracovne a ponúkol im svoju poľovnícku zbierku tureckých fajok. Občas vyšiel von a spýtal sa: prišla? Čakali na Máriu Dmitrievnu Akhrosimovú, v spoločnosti prezývanú strašný drak, [strašný drak,] dámu, ktorá sa nepreslávila bohatstvom, nie poctami, ale priamosťou mysle a úprimnou jednoduchosťou oslovovania. Maryu Dmitrievnu poznala kráľovská rodina, vedela to celá Moskva a celý Petrohrad a obe mestá, prekvapené nad ňou, potajomky sa vysmievali jej hrubosti, rozprávali si o nej vtipy; napriek tomu ju všetci bez výnimky rešpektovali a báli sa jej. Boli časy pred večierkom, keď zhromaždení hostia nezačínali dlhý rozhovor v očakávaní výzvy na predjedlo, ale zároveň považovali za potrebné miešať sa a nemlčať, aby ukázali, že nie sú pri všetci netrpezliví sadnúť si za stôl. Majitelia mrknú na dvere a občas si vymenia pohľady. Z týchto pohľadov sa hostia snažia uhádnuť, na koho alebo na čo ešte čakajú: na dôležitého neskorého príbuzného alebo jedlo, ktoré ešte nedozrelo. Na mužskom konci stola bol rozhovor čoraz živší. Plukovník povedal, že manifest o vyhlásení vojny už bol zverejnený v Petrohrade a že kópiu, ktorú on sám videl, teraz doručil kuriér hlavnému veliteľovi. Bostonské stoly boli od seba odsunuté, usporiadali sa večierky a grófovi hostia boli ubytovaní v dvoch obývačkách, pohovke a knižnici. |
Popis metódy
Indukčný ohrev je ohrev materiálov elektrickými prúdmi, ktoré sú indukované striedavým magnetickým poľom. Ide teda o ohrev výrobkov z vodivých materiálov (vodičov) magnetickým poľom induktorov (zdrojov striedavého magnetického poľa). Indukčný ohrev sa vykonáva nasledovne. Elektricky vodivý (kovový, grafitový) obrobok je umiestnený v takzvanom induktore, čo je jeden alebo viac závitov drôtu (najčastejšie medi). V tlmivke sa pomocou špeciálneho generátora indukujú silné prúdy rôznych frekvencií (od desiatok Hz do niekoľkých MHz), v dôsledku čoho okolo tlmivky vzniká elektromagnetické pole. Elektromagnetické pole indukuje vírivé prúdy v obrobku. Vírivé prúdy ohrievajú obrobok pôsobením Jouleovho tepla (pozri Joule-Lenzov zákon).
Systém induktor-blank je bezjadrový transformátor, v ktorom je induktor primárnym vinutím. Obrobok je sekundárne vinutie skratované. Magnetický tok medzi vinutiami sa vo vzduchu uzatvára.
Pri vysokej frekvencii sú vírivé prúdy vytláčané magnetickým poľom, ktoré tvoria, do tenkých povrchových vrstiev obrobku Δ (Povrchový efekt), v dôsledku čoho sa ich hustota prudko zvyšuje a obrobok sa zahrieva. Podkladové vrstvy kovu sa zahrievajú v dôsledku tepelnej vodivosti. Nie je dôležitý prúd, ale vysoká prúdová hustota. Vo vrstve kože Δ prúdová hustota klesá v e krát vzhľadom na prúdovú hustotu na povrchu obrobku, pričom 86,4 % tepla sa uvoľní vo vrstve pokožky (z celkového uvoľneného tepla. Hĺbka vrstvy pokožky závisí od frekvencie žiarenia: čím vyššia frekvencia, tým tenšia povrchová vrstva.Závisí aj od relatívnej magnetickej permeability μ materiálu obrobku.
Pre železo, kobalt, nikel a magnetické zliatiny pri teplotách pod Curieovým bodom má μ hodnotu od niekoľkých stoviek až po desiatky tisíc. Pre ostatné materiály (taveniny, neželezné kovy, tekuté nízkotaviteľné eutektiká, grafit, elektrolyty, elektricky vodivá keramika atď.) sa μ rovná približne jednej.
Vzorec na výpočet hĺbky pokožky v mm:
,kde μ 0 = 4π 10 −7 je magnetická konštanta H/m, a ρ - špecifický elektrický odpor materiálu obrobku pri teplote spracovania.
Napríklad pri frekvencii 2 MHz je hĺbka kože pre meď asi 0,25 mm, pre železo ≈ 0,001 mm.
Induktor sa počas prevádzky veľmi zahrieva, pretože absorbuje svoje vlastné žiarenie. Okrem toho absorbuje tepelné žiarenie z horúceho obrobku. Tlmivky vyrábajú z medených rúrok chladených vodou. Voda je dodávaná odsávaním - to zaisťuje bezpečnosť v prípade popálenia alebo iného odtlakovania tlmivky.
Aplikácia
- Ultra čisté bezkontaktné tavenie, spájkovanie a zváranie kovov.
- Získavanie prototypov zliatin.
- Ohýbanie a tepelné spracovanie strojných dielov.
- Bižutéria.
- Obrábanie malých dielov, ktoré sa môžu poškodiť plameňom alebo oblúkovým ohrevom.
- Povrchové kalenie.
- Kalenie a tepelné spracovanie dielov zložitého tvaru.
- Dezinfekcia lekárskych nástrojov.
Výhody
- Vysokorýchlostný ohrev alebo tavenie akéhokoľvek elektricky vodivého materiálu.
- Ohrev je možný v ochrannej plynovej atmosfére, v oxidačnom (alebo redukčnom) médiu, v nevodivej kvapaline, vo vákuu.
- Ohrev cez steny ochrannej komory zo skla, cementu, plastov, dreva - tieto materiály veľmi slabo absorbujú elektromagnetické žiarenie a počas prevádzky inštalácie zostávajú studené. Ohrieva sa len elektricky vodivý materiál – kov (aj roztavený), uhlík, vodivá keramika, elektrolyty, tekuté kovy atď.
- Vplyvom vznikajúcich MHD síl sa tekutý kov intenzívne premiešava, až zostane suspendovaný vo vzduchu alebo ochrannom plyne – takto sa získavajú ultračisté zliatiny v malých množstvách (tavenie levitáciou, tavenie v elektromagnetickom tégliku).
- Pretože ohrev prebieha pomocou elektromagnetického žiarenia, nedochádza k znečisteniu obrobku produktmi horenia horáka v prípade ohrevu plynovým plameňom alebo materiálom elektródy v prípade ohrevu oblúkom. Umiestnením vzoriek do atmosféry inertného plynu a vysokej rýchlosti ohrevu sa eliminuje tvorba vodného kameňa.
- Jednoduché použitie vďaka malej veľkosti induktora.
- Induktor môže byť vyrobený v špeciálnom tvare - to umožní rovnomerné zahrievanie častí komplexnej konfigurácie po celom povrchu bez toho, aby to viedlo k ich deformácii alebo lokálnemu nezahrievaniu.
- Je ľahké vykonávať lokálne a selektívne vykurovanie.
- Keďže k najintenzívnejšiemu ohrevu dochádza v tenkých horných vrstvách obrobku a spodné vrstvy sa vďaka tepelnej vodivosti zahrievajú jemnejšie, metóda je ideálna na povrchové vytvrdzovanie dielov (jadro zostáva viskózne).
- Jednoduchá automatizácia zariadení - ohrievacie a chladiace cykly, kontrola a udržiavanie teploty, podávanie a odoberanie obrobkov.
nevýhody
- Zvýšená zložitosť zariadení vyžaduje kvalifikovaného personálu na nastavenie a opravu.
- V prípade zlej koordinácie induktora s obrobkom je potrebný väčší vykurovací výkon ako v prípade použitia vykurovacích telies, elektrických oblúkov atď. na rovnakú úlohu.
Indukčné vykurovacie zariadenia
Na inštaláciách s prevádzkovou frekvenciou do 300 kHz sa používajú invertory na zostavách IGBT alebo tranzistory MOSFET. Takéto inštalácie sú určené na vykurovanie veľkých častí. Na ohrev malých dielov sa používajú vysoké frekvencie (do 5 MHz, rozsah stredných a krátkych vĺn), vysokofrekvenčné inštalácie sú postavené na elektrónkách.
Na ohrev malých častí sú tiež vysokofrekvenčné inštalácie postavené na tranzistoroch MOSFET pre prevádzkové frekvencie až do 1,7 MHz. Riadenie a ochrana tranzistorov pri vyšších frekvenciách predstavuje určité ťažkosti, takže nastavenie vyšších frekvencií je stále dosť drahé.
Induktor na ohrievanie malých častí má malú veľkosť a malú indukčnosť, čo vedie k zníženiu kvalitatívneho faktora pracovného rezonančného obvodu pri nízkych frekvenciách a zníženiu účinnosti a tiež predstavuje nebezpečenstvo pre hlavný oscilátor (faktor kvality rezonančného obvodu je úmerný L/C, rezonančný obvod s nízkym činiteľom kvality je príliš dobre "napumpovaný" energiou, vytvorí skrat v tlmivke a vyradí hlavný oscilátor). Na zvýšenie faktora kvality oscilačného obvodu sa používajú dva spôsoby:
- zvýšenie prevádzkovej frekvencie, čo vedie k zložitosti a nákladom na inštaláciu;
- použitie feromagnetických vložiek v induktore; prilepenie induktora panelmi z feromagnetického materiálu.
Keďže induktor pracuje najefektívnejšie pri vysokých frekvenciách, indukčný ohrev dostal priemyselné uplatnenie po vývoji a spustení výroby výkonných generátorových lámp. Pred prvou svetovou vojnou bol indukčný ohrev obmedzený. V tom čase sa ako generátory používali vysokofrekvenčné strojové generátory (práce V.P. Vologdina) alebo iskrové výboje.
Zapojenie generátora môže byť v princípe ľubovoľné (multivibrátor, RC generátor, nezávisle budený generátor, rôzne relaxačné generátory) pracujúce na záťaži vo forme indukčnej cievky a s dostatočným výkonom. Je tiež potrebné, aby frekvencia oscilácií bola dostatočne vysoká.
Napríklad na to, aby sa oceľový drôt s priemerom 4 mm „prerezal“ za pár sekúnd, je potrebný oscilačný výkon aspoň 2 kW pri frekvencii aspoň 300 kHz.
Schéma sa vyberá podľa nasledujúcich kritérií: spoľahlivosť; stabilita kolísania; stabilita výkonu uvoľneného v obrobku; jednoduchosť výroby; jednoduchosť nastavenia; minimálny počet dielov na zníženie nákladov; použitie dielov, ktoré celkovo znižujú hmotnosť a rozmery atď.
Po mnoho desaťročí sa ako generátor vysokofrekvenčných kmitov používa indukčný trojbodový generátor ( Hartleyho generátor, generátor so spätnou väzbou autotransformátoru, obvod založený na deliči napätia v indukčnej slučke). Toto je samobudený paralelný napájací obvod pre anódu a frekvenčne selektívny obvod vytvorený na oscilačnom obvode. S úspechom sa používal a používa v laboratóriách, klenotníckych dielňach, priemyselných podnikoch, ako aj v amatérskej praxi. Napríklad počas druhej svetovej vojny sa na takýchto zariadeniach uskutočnilo povrchové kalenie valcov tanku T-34.
Nevýhody troch bodov:
- Nízka účinnosť (menej ako 40% pri použití lampy).
- Silná frekvenčná odchýlka v momente ohrevu obrobkov z magnetických materiálov nad Curieovým bodom (≈700С) (zmeny μ), čo mení hĺbku vrstvy pokožky a nepredvídateľne mení režim tepelného spracovania. Pri tepelnom spracovaní kritických častí to môže byť neprijateľné. Výkonné RF inštalácie musia tiež fungovať v úzkom rozsahu frekvencií povolených Rossvyazokhrankulturou, keďže so slabým tienením sú vlastne rádiovými vysielačmi a môžu rušiť televízne a rozhlasové vysielanie, pobrežné a záchranné služby.
- Pri výmene polotovarov (napríklad z menších na väčšie) sa mení indukčnosť systému induktor-blank, čo vedie aj k zmene frekvencie a hĺbky vrstvy kože.
- Pri zmene jednootáčkových tlmiviek na viacotáčkové, na väčšie alebo menšie sa mení aj frekvencia.
Pod vedením Babata, Lozinského a ďalších vedcov boli vyvinuté dvoj- a trojslučkové generátorové obvody, ktoré majú viac vysoká účinnosť(až 70%), ako aj lepšie držanie pracovnej frekvencie. Princíp ich konania je nasledovný. V dôsledku použitia združených obvodov a oslabenia spojenia medzi nimi, zmena indukčnosti pracovného obvodu nespôsobí silnú zmenu frekvencie obvodu nastavenia frekvencie. Rádiové vysielače sú konštruované podľa rovnakého princípu.
Moderné vysokofrekvenčné generátory sú invertory založené na zostavách IGBT alebo výkonných tranzistoroch MOSFET, zvyčajne vyrobené podľa schémy mostíka alebo polovičného mostíka. Pracujte pri frekvenciách do 500 kHz. Brány tranzistorov sa otvárajú pomocou riadiaceho systému mikrokontroléra. Riadiaci systém vám v závislosti od úlohy umožňuje automaticky držať
a) konštantná frekvencia
b) konštantný výkon uvoľnený v obrobku
c) maximálna účinnosť.
Napríklad, keď sa magnetický materiál zahreje nad Curieov bod, hrúbka vrstvy kože sa prudko zvýši, prúdová hustota klesne a obrobok sa začne horšie zahrievať. Zmiznú aj magnetické vlastnosti materiálu a zastaví sa proces obrátenia magnetizácie - obrobok sa začne horšie zahrievať, záťažový odpor sa náhle zníži - to môže viesť k "rozostupu" generátora a jeho poruche. Riadiaci systém sleduje prechod cez bod Curie a automaticky zvyšuje frekvenciu s prudkým poklesom záťaže (alebo znižuje výkon).
Poznámky
- Induktor by mal byť umiestnený čo najbližšie k obrobku, ak je to možné. Tým sa nielen zvýši hustota elektromagnetického poľa v blízkosti obrobku (úmerne druhej mocnine vzdialenosti), ale tiež sa zvýši účinník Cos (φ).
- Zvýšením frekvencie sa dramaticky zníži účinník (v pomere k tretej mocnine frekvencie).
- Pri zahrievaní magnetických materiálov sa uvoľňuje aj dodatočné teplo v dôsledku obrátenia magnetizácie, ich zahrievanie na Curieov bod je oveľa efektívnejšie.
- Pri výpočte tlmivky je potrebné vziať do úvahy indukčnosť pneumatík vedúcich k tlmivke, ktorá môže byť oveľa väčšia ako indukčnosť samotnej tlmivky (ak je tlmivka vyrobená vo forme jednej otáčky malého priemer alebo dokonca časť otáčky - oblúk).
- Niekedy sa ako vysokofrekvenčný generátor používali vyradené výkonné rádiové vysielače, kde bol anténny obvod nahradený vyhrievacou tlmivkou.
pozri tiež
Odkazy
Literatúra
- Babat G. I., Svenchansky A. D. Elektrické priemyselné pece. - M .: Gosenergoizdat, 1948. - 332 s.
- Burak Ya. I., Ogirko I. V. Optimálny ohrev valcového plášťa s materiálovými charakteristikami závislými od teploty // Mat. metódy a fiz.-mekh. poliach. - 1977. - V. 5. - S. 26-30.
- Vasiliev A.S. Lampové generátory pre vysokofrekvenčný ohrev. - L.: Mashinostroenie, 1990. - 80 s. - (Knižnica vysokofrekvenčného termistu; Vydanie 15). - 5300 kópií. - ISBN 5-217-00923-3
- Vlasov V.F. Kurz rádiotechniky. - M .: Gosenergoizdat, 1962. - 928 s.
- Izyumov N. M., Linde D. P. Základy rádiotechniky. - M .: Gosenergoizdat, 1959. - 512 s.
- Ložinský M.G. Priemyselné využitie indukčného ohrevu. - M .: Vydavateľstvo Akadémie vied ZSSR, 1948. - 471 s.
- Využitie vysokofrekvenčných prúdov v elektrotermii / Ed. A. E. Slukhotsky. - L.: Mashinostroenie, 1968. - 340 s.
- Slukhotsky A. E. Induktory. - L.: Mashinostroenie, 1989. - 69 s. - (Knižnica vysokofrekvenčného termistu; Vydanie 12). - 10 000 kópií. -
Princíp činnosti indukčného ohrievača je založený na dvoch fyzikálnych efektoch: prvým je, že keď sa vodivý obvod pohybuje v magnetickom poli, vo vodiči sa objaví indukovaný prúd, a druhý je založený na uvoľňovaní tepla kovmi. cez ktoré prechádza prúd. Prvý indukčný ohrievač bol realizovaný v roku 1900, kedy bol nájdený spôsob bezkontaktného ohrevu vodiča - na to boli použité vysokofrekvenčné prúdy, ktoré boli indukované pomocou striedavého magnetického poľa.
Indukčný ohrev našiel uplatnenie v rôznych oblastiach ľudskej činnosti vďaka:
- rýchle zahrievanie;
- možnosti pracovať v rôznych fyzikálne vlastnosti médiá (plyn, kvapalina, vákuum);
- žiadne znečistenie produktmi spaľovania;
- selektívne možnosti vykurovania;
- tvary a veľkosti induktora - môžu byť akékoľvek;
- možnosť automatizácie procesov;
- vysoké percento účinnosti - až 99%;
- šetrnosť k životnému prostrediu - žiadne škodlivé emisie do atmosféry;
- dlhá životnosť.
Rozsah použitia: vykurovanie miestností
V každodennom živote bol okruh indukčného ohrievača implementovaný pre a kachle. Prvý z nich si získal veľkú obľubu a uznanie medzi užívateľmi kvôli absencii vykurovacích telies, ktoré znižujú výkon v kotloch s iným princípom činnosti, a odpojiteľné spoje, čo šetrí údržbu indukčných vykurovacích systémov.
Poznámka: Schéma zariadenia je taká jednoduchá, že sa dá vytvoriť doma a môžete si vytvoriť domáci ohrievač vlastnými rukami.
V praxi sa využíva viacero možností, kde sa využíva iný typ induktory:
- ohrievače s elektronické ovládanie vytvárať prúdy požadovaný typ v cievke;
- vírivé indukčné ohrievače.
Princíp fungovania
Posledná možnosť, ktorá sa najčastejšie používa vo vykurovacích kotloch, sa stala žiadanou kvôli jednoduchosti jej implementácie. Princíp činnosti indukčnej vykurovacej jednotky je založený na prenose energie magnetického poľa do chladiacej kvapaliny (vody). Magnetické pole sa vytvára v induktore. Striedavý prúd prechádzajúci cievkou vytvára vírivé prúdy, ktoré premieňajú energiu na teplo.
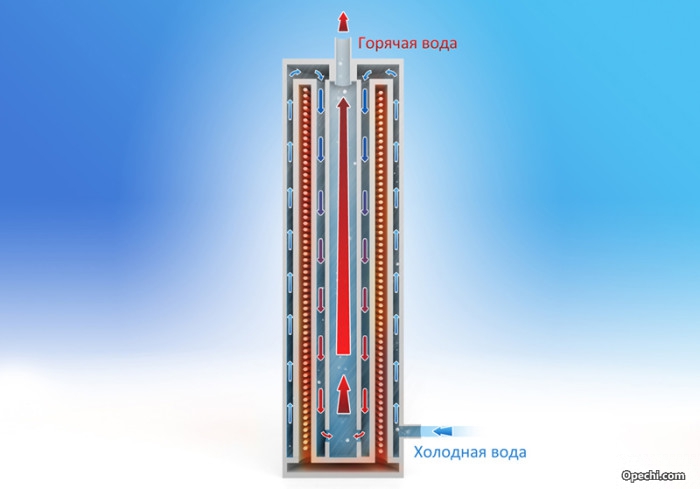
Voda privádzaná spodným potrubím do kotla sa ohrieva prenosom energie a vystupuje cez horné potrubie a dostáva sa ďalej do vykurovacieho systému. Na vytvorenie tlaku sa používa vstavané čerpadlo. Neustále cirkulujúca voda v kotle neumožňuje prehriatie prvkov. Okrem toho počas prevádzky chladiaca kvapalina vibruje (pri nízkej hladine hluku), v dôsledku čoho nie je možné usadzovať vodný kameň vnútorné steny kotol.
Indukčné ohrievače je možné realizovať rôznymi spôsobmi.
Realizácia doma
Indukčný ohrev si zatiaľ dostatočne nepodmanil trh kvôli vysoká cena samotný vykurovací systém. Napríklad pre priemyselné podniky bude takýto systém stáť 100 000 rubľov domáce použitie- od 25 000 rubľov. a vyššie. Preto je záujem o obvody, ktoré vám umožňujú vytvoriť si domáci indukčný ohrievač vlastnými rukami, celkom pochopiteľný.

Na základe transformátora
Hlavným prvkom indukčného vykurovacieho systému s transformátorom bude samotné zariadenie, ktoré má primárne a sekundárne vinutie. V primárnom vinutí sa vytvoria vírivé prúdy a vytvoria elektromagnetické indukčné pole. Toto pole ovplyvní sekundárny, ktorým je v skutočnosti indukčný ohrievač, fyzicky realizovaný vo forme telesa vykurovacieho kotla. Je to sekundárne skratované vinutie, ktoré prenáša energiu do chladiacej kvapaliny.

Hlavné prvky inštalácie indukčného vykurovania sú:
- jadro;
- navíjanie;
- dva druhy izolácie - tepelná a elektrická izolácia.
Jadrom sú dve ferimagnetické rúrky rôznych priemerov s hrúbkou steny minimálne 10 mm, navzájom zvarené. Toroidné vinutie medený drôt produkované vonkajšou rúrkou. Je potrebné uložiť 85 až 100 otáčok s rovnakou vzdialenosťou medzi zákrutami. Striedavý prúd, meniaci sa v čase, vytvára v uzavretom okruhu vírivé prúdy, ktoré ohrievajú jadro a tým aj chladivo indukčným ohrevom.
Použitie vysokofrekvenčného zváracieho invertoru
indukčný ohrievač možno vytvoriť pomocou zvárací invertor, kde hlavnými komponentmi obvodu sú alternátor, tlmivka a vykurovacie teleso.
Generátor slúži na premenu štandardnej frekvencie siete 50 Hz na prúd vyššej frekvencie. Tento modulovaný prúd sa aplikuje na valcovú tlmivku, kde sa ako vinutie používa medený drôt.

Cievka vytvára striedavé magnetické pole, ktorého vektor sa mení s frekvenciou nastavenou generátorom. Vytvorené vírivé prúdy, indukované magnetickým poľom, ohrievajú kovový prvok, ktorý odovzdáva energiu chladiacej kvapaline. Takto sa implementuje ďalšia schéma indukčného ohrevu „urob si sám“.

Vykurovacie teleso je možné vytvoriť aj vlastnými rukami z narezaného kovového drôtu dlhého asi 5 mm a kúska polymérovej rúrky, do ktorej je kov umiestnený. Pri inštalácii ventilov v hornej a spodnej časti potrubia skontrolujte hustotu plnenia - nemal by byť žiadny voľný priestor. Podľa schémy sa na hornú časť potrubia prekrýva asi 100 otáčok medené rozvody, čo je tlmivka pripojená na svorky generátora. K indukčnému ohrevu medeného drôtu dochádza v dôsledku vírivých prúdov generovaných striedavým magnetickým poľom.
Poznámka: Indukčné ohrievače pre domácich majstrov môžu byť vyrobené podľa akejkoľvek schémy, hlavnou vecou je pamätať na to, že je dôležité vykonať spoľahlivú tepelnú izoláciu, inak účinnosť vykurovacieho systému výrazne klesne.
Bezpečnostné predpisy
Pri vykurovacích systémoch, ktoré využívajú indukčný ohrev, je dôležité dodržiavať niekoľko pravidiel, aby ste sa vyhli únikom, strate účinnosti, spotrebe energie a nehodám.
- Indukčné vykurovacie systémy vyžadujú bezpečnostný ventil na vypustenie vody a pary v prípade poruchy čerpadla.
- Manometer a RCD sú povinné pre bezpečná práca vykurovací systém zostavené ručne.
- Prítomnosť uzemnenia a elektrickej izolácie celého indukčného vykurovacieho systému zabráni poškodeniu elektrický šok.
- Aby sa predišlo škodlivým účinkom elektromagnetického poľa na ľudské telo, je lepšie vziať takéto systémy mimo obytnej zóny, kde by sa mali dodržiavať pravidlá inštalácie, podľa ktorých by malo byť indukčné zariadenie umiestnené vo vzdialenosti 80 cm od vodorovných (podlaha a strop) a 30 cm od zvislých plôch.
- Pred zapnutím systému nezabudnite skontrolovať prítomnosť chladiacej kvapaliny.
- Aby sa predišlo poruchám v elektrickej sieti, odporúča sa pripojiť indukčný vykurovací kotol pre domácich majstrov podľa navrhnutých schém k samostatnému prívodnému vedeniu, ktorého prierez kábla bude najmenej 5 mm2. Bežná kabeláž nemusí vydržať požadovanú spotrebu energie.
Indukčný ohrev je proces, ktorý sa používa na kalenie, zváranie alebo tavenie kovov alebo iných vodivých materiálov. V moderných výrobných procesoch ponúka indukčný ohrev atraktívnu kombináciu rýchlosti, konzistencie, kontroly a energetickej účinnosti.
Základné princípy indukčného ohrevu sa vo výrobe používajú už od 20. rokov minulého storočia. Počas druhej svetovej vojny technológia rýchlo napredovala, aby splnila naliehavé vojnové požiadavky na spoľahlivé a rýchle procesy na spevnenie kovových častí motora.
AT posledné roky zameranie na hľadanie efektívnych technológií vo výrobe ("Lean Manufacturing") a na zvýšenú kontrolu kvality viedlo k oživeniu indukčnej technológie súbežne s vývojom presného systému riadenia výkonu pre indukciu v pevnej fáze.
Ako funguje indukčný ohrev?
Pri pôsobení striedavého prúdu na primárne vinutie transformátora vzniká elektromagnetické pole. Podľa Faradayovho zákona, ak je sekundárne vinutie transformátora umiestnené vo vnútri magnetického poľa, vzniká elektrický prúd.
V štandardnej konfigurácii indukčného ohrevu napájací zdroj generuje striedavý prúd cez induktor (zvyčajne medenú cievku) a časť, ktorá sa má zahrievať, je umiestnená vo vnútri induktora. Induktor funguje ako primárny obvod transformátora a časť funguje ako sekundárny obvod. Keď cez kovová časť prechádza cez ňu magnetické pole, indukujú sa v nej Foucaultove prúdy.
Ako je znázornené na obrázku vyššie, Foucaultove prúdy sú nasmerované proti elektrickému odporu kovu a vytvárajú lokálne teplo bez priameho kontaktu medzi obrobkom a induktorom. Toto zahrievanie sa vyskytuje v magnetických a nemagnetických častiach a je známe ako "Jouleov efekt", odkazujúci na prvý Jouleov zákon (vedecký vzorec vyjadrujúci vzťah medzi produkovaným teplom a elektrickým prúdom prechádzajúcim vodičom).
Výhody indukčného ohrevu
Aké výhody má indukčný ohrev oproti iným metódam, ako je konvekcia, žiarenie alebo plameň?
Nasledujú hlavné výhody indukčného ohrevu vo výrobe:
Maximálny výkon
Úroveň produktivity sa môže zvýšiť, pretože indukcia je veľmi rýchly proces: teplo sa generuje okamžite priamo v diele (napríklad v niektorých prípadoch viac ako 1000 °C za menej ako sekundu). K ohrevu dochádza takmer okamžite, bez potreby predhrievania a chladenia. Proces indukčného ohrevu sa vykonáva vo výrobe, v tesnej blízkosti stroja na tvárnenie za tepla alebo za studena, namiesto odosielania dávok dielov do samostatného.
Energetická účinnosť
Z energetického hľadiska je tento proces jediný skutočne efektívny. Premieňa spotrebovanú energiu na užitočné teplo až do 90%; v peciach sa zvyčajne dosahuje len 45 %. Okrem toho, keďže počas pracovných cyklov nie je potrebné predhrievanie a chladenie, sú minimalizované tepelné straty v pohotovostnom režime.
Riadenie procesov a automatizácia
Indukčný ohrev odstraňuje nedostatky a problémy s kvalitou produktu, plynový horák alebo inými metódami. Po kalibrácii a spustení systému nebudú žiadne odchýlky: parametre vykurovania sú stabilné a spoľahlivé.
Pomocou vysokofrekvenčných meničov GH je teplota dosiahnutá s vysokou presnosťou, čo zaisťuje jednotný výsledok; konvertor je možné okamžite zapnúť a vypnúť. Vďaka uzavretý okruh regulácia teploty Pokročilé indukčné vykurovacie systémy sú schopné merať teplotu každej časti jednotlivo. Rýchlosť rastu, udržiavania a znižovania teploty je možné nastaviť pre každú zvlášť konkrétny prípad a údaje pre každý obrobený diel sú uložené v pamäti.
Kvalita produktu
Pri indukčnom ohreve sa obrobok nikdy nedostane do priameho kontaktu s plameňom alebo iným vykurovacím telesom; teplo vzniká priamo vo vnútri dielu pôsobením striedavého prúdu. Výsledkom je, že deformácie, deformácie a chyby produktu sú obmedzené na minimum. Pre maximálnu kvalitu produktu môže byť diel izolovaný v uzavretej komore s riadenou atmosférou - vákuum, inertná alebo riedená atmosféra - aby sa eliminovala oxidácia.
"Zelená" energia
Indukčné vykurovacie systémy nespaľujú ako tradičné fosílne palivá. Indukcia je čistý, neznečisťujúci proces, ktorý pomáha chrániť životné prostredie. Indukčný systém pomáha zlepšovať pracovné podmienky pracovníkov, keďže neprodukuje dym, nadmerné teplo, toxické emisie ani hluk. Ohrev je bezpečný, pretože nepredstavuje nebezpečenstvo pre obsluhu a keďže sa nepoužíva otvorený oheň, proces nedymí. Nevodivé materiály nie sú nijako ovplyvnené, takže môžu byť umiestnené v tesnej blízkosti vykurovacej zóny. Využitie riešení, ktoré ponúka skupina GH, zlepšuje prevádzku a údržbu indukčného systému, pretože minimalizuje prerušenia výroby, znižuje spotrebu energie a zvyšuje kontrolu kvality dielov.
AT indukčné pece a prístrojov sa teplo v elektricky vodivom vyhrievanom telese uvoľňuje prúdmi, ktoré sú v ňom indukované striedavým elektromagnetickým poľom. Vykonáva sa tu teda priame vykurovanie.
Indukčný ohrev kovov je založený na dvoch fyzikálnych zákonoch: a Joule-Lenzovom zákone. V nich sú umiestnené kovové telesá (prírezy, diely a pod.), ktoré v nich vybudia vír. Indukčné emf je určené rýchlosťou zmeny magnetického toku. Pod pôsobením indukčného EMF prúdia v telesách vírivé prúdy (uzavreté vo vnútri telies), ktoré uvoľňujú teplo. Toto EMF vytvára v kove, tepelná energia uvoľnená týmito prúdmi je príčinou zahrievania kovu. Indukčný ohrev je priamy a bezkontaktný. Umožňuje vám dosiahnuť teplotu dostatočnú na roztavenie najviac žiaruvzdorných kovov a zliatin.
Intenzívny indukčný ohrev je možný len v elektromagnetické polia vysokého napätia a frekvencie, ktoré vytvárajú špeciálne zariadenia - tlmivky. Tlmivky sú napájané zo siete 50 Hz (inštalácie výkonovej frekvencie) alebo z individuálnych zdrojov energie - generátorov a stredno- a vysokofrekvenčných meničov.
Najjednoduchším induktorom nízkofrekvenčných nepriamych indukčných vykurovacích zariadení je izolovaný vodič (natiahnutý alebo vinutý) umiestnený vo vnútri kovová rúrka alebo prekryté na jeho povrchu. Keď prúd preteká vodičom - induktorom, v potrubí sa indukujú vykurovacie rúrky. Teplo z potrubia (môže to byť aj téglik, nádoba) sa odovzdáva ohrievanému médiu (voda prúdiaca potrubím, vzduch a pod.).
 Najpoužívanejšie priame indukčné ohrievanie kovov na stredných a vysokých frekvenciách. Na tento účel sa používajú špeciálne induktory. Induktor vyžaruje , ktorý dopadá na vyhrievané teleso a v ňom sa rozpadá. Energia absorbovanej vlny sa v tele premieňa na teplo. Účinnosť vykurovania je tým vyššia, čím sa druh vyžarovanej elektromagnetickej vlny (plochá, valcová a pod.) približuje tvaru tela. Preto sa ploché tlmivky používajú na ohrev plochých telies, valcové predvalky - valcové (elektromagnetické) tlmivky. Vo všeobecnosti môžu mať zložitý tvar z dôvodu potreby koncentrácie elektromagnetickej energie správnym smerom.
Najpoužívanejšie priame indukčné ohrievanie kovov na stredných a vysokých frekvenciách. Na tento účel sa používajú špeciálne induktory. Induktor vyžaruje , ktorý dopadá na vyhrievané teleso a v ňom sa rozpadá. Energia absorbovanej vlny sa v tele premieňa na teplo. Účinnosť vykurovania je tým vyššia, čím sa druh vyžarovanej elektromagnetickej vlny (plochá, valcová a pod.) približuje tvaru tela. Preto sa ploché tlmivky používajú na ohrev plochých telies, valcové predvalky - valcové (elektromagnetické) tlmivky. Vo všeobecnosti môžu mať zložitý tvar z dôvodu potreby koncentrácie elektromagnetickej energie správnym smerom.
Charakteristickým znakom indukčného vstupu energie je schopnosť riadiť priestorové usporiadanie zóny toku vírivých prúdov. Po prvé, vírivé prúdy prúdia v oblasti pokrytej induktorom. Zohrieva sa len tá časť tela, ktorá je v magnetickom spojení s induktorom, bez ohľadu na celkové rozmery tela. Po druhé, hĺbka zóny cirkulácie vírivých prúdov a následne zóny uvoľňovania energie závisí okrem iných faktorov od frekvencie indukčného prúdu (pri nízkych frekvenciách sa zvyšuje a so zvyšujúcou sa frekvenciou klesá). Účinnosť prenosu energie z tlmivky na ohrievaný prúd závisí od veľkosti medzery medzi nimi a zvyšuje sa s jej poklesom.
Indukčný ohrev sa používa na povrchové kalenie oceľových výrobkov, cez ohrev na plastickú deformáciu (kovanie, razenie, lisovanie a pod.), tavenie kovov, tepelné spracovanie (žíhanie, popúšťanie, normalizácia, kalenie), zváranie, naváranie, spájkovanie kovov .
Na ohrev sa používa nepriamy indukčný ohrev technologické vybavenie(potrubia, nádoby a pod.), ohrev kvapalných médií, schnutie náterov, materiálov (napr. drevo). Najdôležitejší parameter Indukčné vykurovacie zariadenia - frekvencia. Pre každý proces (povrchové kalenie, zahrievaním) existuje optimálny frekvenčný rozsah, ktorý poskytuje najlepší technologický a ekonomický výkon. Pre indukčný ohrev sa používajú frekvencie od 50 Hz do 5 MHz.
Výhody indukčného ohrevu
1) Prenos elektrickej energie priamo do ohrievaného telesa umožňuje priamy ohrev materiálov vodičov. To zvyšuje rýchlosť ohrevu v porovnaní s nepriamymi inštaláciami, v ktorých sa produkt ohrieva iba z povrchu.
2) Prenos elektrickej energie priamo do ohrievaného telesa si nevyžaduje kontaktné zariadenia. To je výhodné v podmienkach automatizovanej in-line výroby, pri použití vákua a ochranných pomôcok.
3) V dôsledku javu povrchového efektu sa v povrchovej vrstve ohrievaného produktu uvoľňuje maximálny výkon. Preto indukčný ohrev počas kalenia poskytuje rýchle zahriatie povrchovej vrstvy produktu. To umožňuje získať vysokú povrchovú tvrdosť dielu s relatívne viskóznym stredom. Proces povrchového indukčného kalenia je rýchlejší a ekonomickejší ako iné spôsoby povrchového kalenia výrobku.
4) Indukčný ohrev môže vo väčšine prípadov zvýšiť produktivitu a zlepšiť pracovné podmienky.
Indukčné taviace pece
Indukčnú pec alebo zariadenie možno považovať za druh transformátora, v ktorom je primárne vinutie (induktor) pripojené k zdroju striedavého prúdu a samotné vyhrievané teleso slúži ako sekundárne vinutie.
Pracovný proces indukčných taviacich pecí je charakterizovaný elektrodynamickým a tepelným pohybom tekutého kovu v kúpeli alebo tégliku, čo prispieva k výrobe kovu homogénneho zloženia a jeho rovnomernej teploty v celom objeme, ako aj nízkeho kovového odpadu (niekoľko krát menej ako v oblúkových peciach).
Indukčné taviace pece sa používajú pri výrobe odliatkov, vrátane tvarových, z ocele, liatiny, neželezných kovov a zliatin.
Indukčné taviace pece možno rozdeliť na priemyselné frekvenčné kanálové pece a priemyselné, strednofrekvenčné a vysokofrekvenčné téglikové pece.
Indukčná kanálová pec je transformátor, zvyčajne priemyselná frekvencia (50 Hz). Sekundárne vinutie transformátora je cievka roztaveného kovu. Kov je uzavretý v prstencovom žiaruvzdornom kanáli. Hlavný magnetický tok indukuje EMF v kove kanála, EMF vytvára prúd, prúd ohrieva kov, preto je indukčná kanálová pec podobná transformátoru pracujúcemu v režime skratu. Tlmivky kanálovej pece sú vyrobené z pozdĺžnej medenej rúrky, má chladenie vodou, kanálová časť ohniska je chladená ventilátorom alebo centralizovaným vzduchovým systémom.
Indukčné kanálové pece sú navrhnuté pre nepretržitú prevádzku so zriedkavými prechodmi z jednej triedy kovu na druhú. Indukčné kanálové pece sa používajú hlavne na tavenie hliníka a jeho zliatin, ako aj medi a niektorých jej zliatin. Ďalšie rady pecí sú špecializované ako miešačky na udržiavanie a prehrievanie tekutého železa, neželezných kovov a zliatin pred nalievaním do foriem.
Prevádzka indukčnej téglikovej pece je založená na absorpcii elektromagnetickej energie z vodivej náplne. Klietka je umiestnená vo vnútri valcovej cievky - tlmivky. Z elektrického hľadiska je indukčná tégliková pec vzduchový transformátor nakrátko, ktorého sekundárnym vinutím je vodivá náplň.
Indukčné téglikové pece sa používajú najmä na tavenie kovov na tvarové odliatky počas vsádzkovej prevádzky a tiež, bez ohľadu na prevádzkový režim, na tavenie niektorých zliatin, ako sú bronzy, ktoré nepriaznivo ovplyvňujú výmurovky kanálových pecí.