أنواع تعبئة الغدة. اختيار المواد المستخدمة في تصنيع عبوات التعبئة. وصف أختام الغدة
تأثير GRAFLEX SEALANTS على إنشاءات صندوق تخزين المضخة الدوارة والمضخة
Avdeev V.V. ، دكتور في العلوم التقنية ، أستاذ ، Gen. مدير
إيلين إي تي ، دكتوراه ، أستاذ مشارك ، نائب الجين. مدير السياسة الفنية
Ulanov GA ، كبير المصممين
نبذة مختصرة. يراقب العمل الحالي أداء مانع التسرب لصندوق حشو المضخة تحت المعالجة البيئية وقوى الضغط. تم عمل المقارنة بين تفاعل المواد المانعة للتسرب المخصصة ومانعات التسرب "Graflex" مع الأسطح محكمة الغلق. تم تقديم توصيات لتعديل صندوق التعبئة تحت استخدام مواد منع التسرب "Graflex". تم تقدير كفاءة استخدام "Graflex" بالمقارنة مع المواد المانعة للتسرب المخصصة.
الأكثر استخداما في وحدات ختم العمود مضخات الطرد المركزيتلقى عبوات علب حشو ناعمة التصميم معروفة منذ فترة طويلة وبسيطة. تتكون معظم عبوات علب الحشو اللينة المنتجة من دعامة ليفية منسوجة مشربة المزلقمع إضافات من المواد المضادة للاحتكاك (الجرافيت ، التلك ، إلخ).
يتم تحديد شد صندوق التعبئة بشكل أساسي من خلال المقاومة الهيدروليكية للتعبئة ، والتي يتم تحويلها بواسطتها إلى وسط العمل المحكم ودرجة ضغطه على الأجزاء المحكم الإغلاق. في ظل ظروف التشغيل الفعلية ، يتأثر صندوق التعبئة ، من ناحية ، بقوة شد صندوق التعبئة ، ومن ناحية أخرى ، بالضغط بيئة العمل، مما يؤدي إلى تشوه البلاستيك للمادة وضغطها ، مما يقلل من المسامية والنفاذية.
في نفس الوقت ، أثناء التشغيل ، تبلى عبوة التعبئة ، والتي تكون مصحوبة بإزالة المواد خارج صندوق التعبئة. ضيق ختم الغدةفي عملية التآكل يتناقص ويتطلب استعادة دورية. يعتمد تآكل مادة التعبئة على عدد من العوامل ، أهمها خشونة السطح للجزء المنقول المحكم ، ونوع الحركة بالنسبة للتعبئة (الترددية أو الدورانية) ، وشدة الحركة ، وضغط التلامس التعبئة على العمود ، ضغط وسيط العمل المختوم ، حالة التجميعو الخصائص الفيزيائية والكيميائيةالوسيط المراد ختمه ، قوة الروابط الداخلية لمواد التعبئة.
لاستعادة درجة معينة من الضيق ، يتم استخدام شد صندوق التعبئة. يمكن تفسير صعوبة استعادة إحكام صندوق التعبئة ، الذي انخفض نتيجة التآكل الميكانيكي للعبوة ، عن طريق شد صندوق التعبئة على النحو التالي. طبقة رقيقة من الحشو المجاورة للجزء المتحرك المراد إحكام غلقه عرضة للتآكل والتمزق. بسبب تآكل الجزء المتحرك ، تكون مسامية المادة في هذه الطبقة الرقيقة أعلى منها في باقي حجم التعبئة. يمكن تقليل مسامية هذه الطبقة بواسطة ضغط محوريوملء الفراغات بمواد من الطبقة الأساسية. يعتمد ملء هذه الفراغات بمواد التعبئة إلى حد كبير على الخصائص البلاستيكية للمادة ، والتي تتميز بمعامل الضغط الجانبي (Kb) ، الذي يحدد نسبة القوة المحورية المطبقة على عنصر الختم ، والتي تنتقل في الاتجاه الشعاعي (لـ العبوات المضفرة الأكثر استخدامًا من AP ، AS ، APR ، AGI Kb = 0.35-0.45). أثناء التشغيل ، مع التشديد الدوري لصندوق التعبئة ، يتم ضغط مادة الحشو وتفقد اللدونة والقدرة على التشوه في الاتجاهات المحورية والشعاعية. لذلك ، يجب تطبيق المزيد والمزيد من القوة المحورية لضمان إحكام إغلاق التجميع ، حتى تأتي اللحظة التي لا يضمن فيها ضغط صندوق التعبئة إحكام التجميع ويجب استبدال الختم.
إلى ما سبق ، يجب إضافة أن القوة المحورية المطبقة على التعبئة تتناقص بشكل كبير على طول عمق صندوق التعبئة ، بسبب احتكاك الحشو بجدران الغرفة وغطاء العمود ، وأيضًا بسبب الاحتكاك الداخليفي العبوة نفسها ، والتي تحدث أثناء الضغط. بدورها ، تعتمد قوة الاحتكاك للتعبئة على أسطح التزاوج على خشونة الغلاف وجدران صندوق التعبئة ، وبالتالي يعتمد توزيع القوى على طول عمق صندوق التعبئة على هذه العوامل. نظرًا لأن كل حلقة تعبئة تضعف قوة شد صندوق التعبئة بسبب قوى الاحتكاك ، حيث يزداد عمق صندوق التعبئة وعدد الحلقات المثبتة ، ستنخفض قوة الضغط للحلقات الأخيرة. يؤدي الانخفاض في قوة الضغط إلى حقيقة أن طبقات التعبئة الملامسة لوسط العمل ليست مضغوطة بشكل كافٍ ، لذلك يمكن للوسيط اختراق كل من مسام الحشوة نفسها وبين الجذع والتعبئة ، مما يؤدي إلى إزالة الضغط من صندوق الحشو.
أرز. واحد. الخاصية النوعيةتوزيع الضغط الشعاعي على عمق ختم الغدة.
Ro - الضغط المحوري على حشوة الغدة من جانب كم الضغط ؛
PP - ضغط بيئة العمل ؛
Рв هو الضغط الذي تمارسه التعبئة على العمود.
يظهر التغيير النوعي في القوة الشعاعية على العمود بطول طول صندوق التعبئة ، من التأثير الكلي لوسط العمل وتأثير كم الضغط في الشكل. 1. كما يتضح من الشكل ، فإن الحلقات الأولى تتحمل أكبر حمولة ، والتي في العملية لها تآكل بنسبة 70٪ من تآكل ختم صندوق التعبئة بالكامل ، بينما الحلقات الأخيرة تقريبًا لا تبلى وتكون زائدة عن الحاجة بشكل أساسي. يجب أن نضيف أن انحدار السمة المقدمة يعتمد بشكل أساسي على خصائص المادة (على قيمة معامل الضغط الجانبي) ، فكلما كان Kb أصغر ، كان هذا المنحنى أكثر حدة.
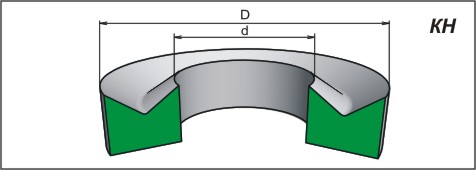
إلى جانب معامل الضغط الجانبي ، فإن تصميم صندوق التعبئة له تأثير كبير على ضغط التعبئة المراد غلقها في غلاف العمود.

أرز. 2. تصميم مربع حشو مع حلقة فانوس وسيطة للعبوات التقليدية.
1. رمح المضخة.
2. حلقة برونزية podsalnikovy.
3. جدار صندوق التعبئة.
4. دفع كم؛
5. حلقة فانوس.
معظم التصميمات الحالية لصناديق التعبئة لمضخات الطرد المركزي مصنوعة من حواف على الجانب النهائي لصندوق التعبئة وعلى كم الضغط ، الشكل. 2. تحت تأثير هذا الشطبة ، تتعرض عناصر الختم القصوى لقوة إضافية (Рrad) تضغط عليها ضد غلاف العمود ، الشكل 3. نتيجة لذلك ، يزداد التأثير الشعاعي لعناصر الختم القصوى (الأولى والأخيرة) على غلاف حماية العمود ويزداد تآكلها بشكل أكبر. أكثر، وليس هناك تآكل في مادة الختم فحسب ، بل يحدث أيضًا تآكل في الغلاف الواقي للعمود. أظهرت الممارسة العملية وجود مناطق مميزةارتداء غطاء العمود في المنطقة التي توجد بها هذه الحلقات. نتيجة لذلك ، بعد 0.5-1 سنة بالفعل ، اعتمادًا على ظروف التشغيل ، يصبح من الضروري إصلاح أو استبدال الغلاف الواقي.

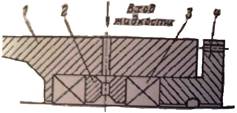
تين. 3. مخطط إعادة توزيع نقل القوة المحورية من كم الضغط بشطبة.
1.-حشو جدار مربع. 2. كم الضغط. رمح مضخة Z.
Ro - القوة المحورية التي تعمل على كم الضغط ؛
Pa - القوة المحورية التي تنتقل عن طريق كم الضغط إلى حلقة الختم ؛
رراد هو المكون الشعاعي للقوة المحورية.
بالإضافة إلى ذلك ، يمكن أن تؤدي الضغوط الشعاعية المفرطة الناتجة إلى زيادة الاحتكاك ، والتسخين الموضعي للعمود وحتى غليان مائع العمل ، ونتيجة لذلك ، تدمير طارئ لصندوق التعبئة.
في الممارسة العالمية ، المزيد والمزيد تطبيق واسعالعثور على الأختام على أساس الجرافيت الموسع حراريًا (TEG) ، وبولي تيترافلورو إيثيلين (PTFE) ومركباتها ، باستخدام ألياف تقوية عالية القوة. لأكثر من 12 عامًا ، كانت UNIKHIMTEK NPO واحدة من الشركات المصنعة الرئيسية لهذه المنتجات في روسيا ، والتي تنتج مجموعة كاملة من مواد منع التسرب تحت العلامة التجارية GRAFLEX.
يتم تحديد المزايا الرئيسية لمنتجات الختم الجديدة على البارونيت وحلقات الأسبستوس والجرافيت والأسبستوس والقطن من خلال حقيقة أنها قابلة للتطبيق في مجموعة واسعة من التطبيقات.
نطاق (غير محدود عمليًا) لدرجات الحرارة والضغوط ، ولديه انضغاط جيد (20-60٪) تحت الحمل وقابلية الاسترداد (10-70٪) بعد إزالته ، والمرونة (8-12٪) ، لا تفقد هذه الخصائص بمرور الوقت - افعل ذلك لا تسترخي و "لا تتقدم في العمر" ، فهي خاملة كيميائيًا وقابلة للتطبيق في أي بيئة تقريبًا ، وتوفر إحكامًا للوحدة محكمة الغلق لفترة طويلة دون تشديد منتظم ، ولها معامل احتكاك منخفض من 0.02 - 0.12٪ وموصلية حرارية عالية.
إن وجود الخصائص المذكورة أعلاه يجعل من الممكن استخدام هذه المواد لإغلاق المفاصل المتحركة في بسرعات عاليةالانزلاق (حتى V = 25m / s) في نطاق واسع من درجات الحرارة والضغوط.
في الوقت الحاضر ، تنتج CJSC "Unihimtek" عناصر مانعة للتسرب على شكل حلقات (حلقات KGN منخفضة الكثافة مصنوعة من مادة GRAFLEX) وحزم مضفرة (عبوات NGF مضفرة من مادة GRAFLEX) لمضخات الختم. علاوة على ذلك ، حلقات الختم مصنوعة من عدة أنواع ، ملتوية (KGN-V) ونفخة ، أنواع مختلفة(KGN-SO ، KGN-SOP).
تصنع الحلقات الملتوية عن طريق لف حلزوني لشريط الجرافيت ، متبوعًا بالضغط البارد في قالب لكثافة معينة. نتيجة لمثل هذا الضغط ، تتشوه طبقات الرقائق على شكل تمويج في الاتجاه المحوري وترتبط بإحكام ببعضها البعض ، مما يضمن إحكام الربط. يتم تحديد كثافة ضغط الحلقات بواسطة معلمات وظروف التشغيل اللاحق وعادة ما تكون في النطاق ρ = 0.9-N.35 جم / سم مكعب. تحتوي هذه الحلقات على معامل ضغط جانبي مرتفع (Kb = 0.7-0.85) ، وبالتالي فهي تستخدم لتوفير الختم عند قيم منخفضة للضغط المحوري.
تتكون الحلقات ذات الطبقات من طبقات أفقية متناوبة من رقائق الجرافيت المقطوعة من ورقة (عمودية على محور الحلقة). حلقة KGN-SO مصنوعة من طبقة تلو طبقة ولصق الطبقات معًا. حلقة KGN-SOP مصنوعة من رقائق الجرافيت مع وضع بديل لكل طبقة والضغط المسبق على البارد لاحقًا. تتميز هذه الحلقات بموصلية حرارية عالية في الاتجاه الشعاعي λ> 120 واط / (م · ك) ومعامل ضغط جانبي منخفض (Kb = 0.1-0.15) ، وبالتالي فهي تستخدم لإزالة الحرارة وكحلقات خانقة. نظرًا لقيمة Kb الصغيرة ، تظل فجوة صغيرة جدًا بين العمود والحلقة أثناء الضغط ، حيث يتم اختناق التدفق المتوسط ، مما يضمن المزيد الظروف المواتيةعمل الحلقات الأخرى.
تصنع عبوات الختم المضفرة على شكل حبل ، بشكل أساسي من مقطع مربع ، من خلال نسج متعدد الصفوف وقطري. يتم الحصول على خيوط النسيج عن طريق لف شريط من رقائق الجرافيت. لإعطاء قوة التعبئة المضفرة في مرحلة إنتاج الرقائق ، يتم تقويتها بخيوط من مواد مختلفة(خيط قطني ، ألياف زجاجية ، سلك معدنيومواد تصلب أخرى). لتوسيع خصائص مادة الختم ، يتم استخدام العبوات المضفرة مع مواد أخرى ، على وجه الخصوص ، مع الألياف البلاستيكية الفلورية الموسعة ، والألياف عالية القوة - كيفلر (SVM). يتم استخدام التشريب لتحسين خصائص الختم للحزم المضفرة ، وكذلك لتقليل معامل الاحتكاك ونشاط التآكل. تركيبات خاصةومواد التشحيم.
معامل الضغط الجانبي للتعبئة المضفرة NHF (Kb = 0.5-0.6) ، في نفس الوقت ، تحتوي هذه التعبئة على معامل توصيل حراري مرتفع إلى حد ما ، يمكن مقارنته بالتوصيل الحراري لمعدن غلاف المضخة.
تتيح مجموعة متنوعة من التقنيات لتصنيع منتجات مانعة للتسرب من مادة GRAFLEX إمكانية تجميع مجموعات من العبوات بخصائص استهلاكية محددة.
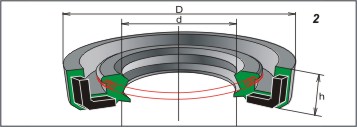
أرز. الشكل 4. مخطط ختم صندوق التعبئة لعمود مضخات التشغيل مع مجموعة كاملة من عناصر الختم GRAFLEX.
تصميم مجموعة ختم الغدة لعمود المضخة المصمم مسبقًا من قبل الشركات المصنعة لمواد الختم التقليدية (حشوات مصنوعة من الأسبستوس والقطن و مواد اصطناعيةمع أنواع مختلفةالتشريب) في الشكل 4 أ. عادة ما يتم ضبط عمق صندوق التعبئة على عدد كبيرالحلقات (6-12 قطعة) ، التي تحدد مسبقًا إنشاء قوة محورية كبيرة أثناء ضغط صندوق التعبئة ، تؤدي إلى زيادة الضغط غير المتكافئ على العمود في الاتجاه الشعاعي والتآكل السريع لعناصر الختم القصوى. يتم عمل الحواف على الأسطح النهائية للصندوق السفلي ، وصندوق التعبئة وحلقة الفانوس الوسيطة بزاوية α = 15 درجة على السطح النهائي لتحسين تشوه التعبئة من القطر الخارجي إلى العمود.
توصي NPO UNIKHIMTEK ، بناءً على الاختبارات والخبرة التشغيلية لمجموعات صناديق التعبئة هذه ، باستخدام التعبئة المضفرة من نوع NGF كمادة مانعة للتسرب ، مما يضمن تشغيلًا طويل الأمد وموثوقًا مع الحد الأدنى من التسرب ، وزيادة في عمر خدمة الختم بمقدار 2-4 مرات أو أكثر ، حسب ظروف التشغيل. في هذه الحالة ، لا يتغير تصميم مجموعة الغدة. في بعض الحالات ، إذا كانت هناك جزيئات كاشطة في الوسط ، فمن المستحسن تثبيت الحلقات الخارجية من التعبئة بخيوط أقوى ، على سبيل المثال ، من Kevlar (SVM).
إذا لم يوفر استخدام عبوات NGF النتائج المرجوة من حيث عمر الخدمة ، أو مقدار التسرب لوسط العمل ، أو كان الضغط المتوسط مرتفعًا بدرجة كافية العمل> 2 ميجا باسكال ، فهذا في المقام الأول نتيجة لعيوب التصميم في مجموعة ختم صندوق التعبئة ، والتي يمكن تعويضها باستخدام حلقات خاصة من TRG GRAFLEX. يظهر مخطط التكوين لهذه العقد في الشكل 46. يضمن هذا التكوين تشغيل الختم بدون أي تسرب تقريبًا (معدل التسرب هو 1-5 قطرات في الدقيقة).
أرز. 4 ب. مخطط ختم صندوق التعبئة لعمود مضخات التشغيل مع مجموعة كاملة من عناصر الختم GRAFLEX.
توفر حلقات إزالة الحرارة إزالة فعالة للحرارة بسبب الموصلية الحرارية العالية (مقارنة بحزم NGF وحلقات CGN من النوع B) ، وبسبب الكفاءة العالية لخنق ضغط التشغيل ومحاذاة الضغط الشعاعي على العمود بطول صندوق التعبئة ، والذي يؤدي إلى تآكل موحد وأبطأ للختم.
من أجل اختناق الضغط العالي لوسط العمل (2 4 ميجا باسكال) ، وكذلك لوسائط العمل بكمية كبيرة من الشوائب الميكانيكية ، يمكن تثبيت العديد من حلقات الاختناق على التوالي على جانب وسيط العمل. يوضح الشكل 4 ج أحد مخططات التكوين الممكنة لتجميع الغدة في وجود حلقة فانوس.
أرز. 4 ج. مخطط ختم صندوق التعبئة لعمود مضخات التشغيل مع مجموعة كاملة من عناصر الختم GRAFLEX.
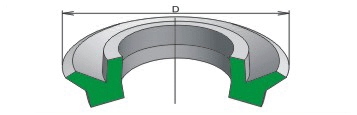
بالنسبة لتجميع صندوق حشو عمود المضخة ، والذي سيتم تطوير تصميمه للاستخدام المقصود من مجموعات الختم من TRG GRAFLEX ، نوصي بالتغييرات الموضحة في الشكل 5. تصنع الأسطح الطرفية لكبس الضغط وحلقة الفانوس الوسيطة بشكل عمودي على محور العمود ، بدون حواف ، مما يجعل من الممكن توفير المزيد توزيع موحدالضغط الشعاعي على العمود بطول صندوق التعبئة. بدلاً من الحلقات المعدنية (الفولاذية والبرونزية) المثبتة من أجل الاختناق المتوسط مع الحد الأدنى من الخلوص على طول العمود δ = 0.2 ÷ 0.3 مم ، من الممكن تثبيت حلقة خنق خاصة مصنوعة من Grflex TRG من نوع KGN-S. نظرًا لمرونة المادة ، ومعامل الاحتكاك المنخفض ، والتوصيل الحراري العالي ومقاومة التآكل ، تحافظ حلقات الاختناق على أدنى فجوات لفترة طويلة ، مما يحدد الكفاءة العالية للغاية لاختناق الضغط.

الشكل 5. مخطط تصميم صندوق التعبئة لاستخدام الأختام من نوع GRAFLEX.
أظهرت نتائج الدراسات أنه لضمان إحكام الإغلاق الموثوق به باستخدام مواد مانعة للتسرب من GRAFLEX عند ضغط متوسط عمل يصل إلى Рр ≤ 1 ميجا باسكال ، يلزم وجود مجموعة تتكون من 3-5 حلقات مانعة للتسرب ، وعند ضغط متوسط العمل أعلى من Рр< 1МПа, целесообразно устанавливать комплект, состоящий из 6 колец.
بالإضافة إلى ذلك ، نظرًا لما يسمى بتأثير "الشفاء الذاتي" ، والذي يتمثل في حقيقة أنه عند ملامسة منتجات مانعة للتسرب مصنوعة من TRG ، يتم تغطية سطح الختم بـ طبقة رقيقةالجرافيت ، ونتيجة لذلك يتم ملء الفراغات الدقيقة ، يصبح السطح أكثر سلاسة ويحدث المزيد من ملامسة العبوة مع السطح المرسوم ، ونتيجة لذلك ينخفض معامل الاحتكاك إلى k = 0.02-0.05 (الاحتكاك الجاف لـ TRG على الفولاذ ك = 0 ، لتر- 0.12). كل هذا يساعد على تقليل تآكل العبوة ، مما ينتج عنه إحكام موثوق به ومتانة للسداد مع عدد أقل من عناصر الختم.
بدوره ، يقلل تقليل عدد عناصر الختم أبعادالمضخات ، تقلل من استهلاك المعدن للمنتج ، تقلل من تكلفة مواد الختم.
أكثر تأثير أكبريتحقق أثناء التشغيل لدى المستهلكين. فيما يلي نتائج تقييم فعالية استخدام مواد GRAFLEX بالمقارنة مع العبوات التقليدية.
يمكن تقدير التغيير في تكلفة المواد للسنة ، في حالة استبدال الأختام التقليدية القائمة على الأسبستوس بـ GRAFLEX ، من خلال التعبير:
حيث: C asb، C gr - سعر أختام الأسبستوس وموانع التسرب GRAFLEX ، على التوالي ، فرك / كجم ؛
G asb، G gr - استهلاك المواد لختم صندوق الحشو المصنوع من الأسبستوس و GRAFLEX ، على التوالي ، كجم ؛
η asb، η gr - مدة خدمة الأختام المصنوعة من الأسبستوس والمصنوعة من مادة GRAFLEX ، على التوالي ، أسابيع ؛
η year هو عدد الأسابيع في السنة.
كمثال ، ضع في اعتبارك التغيير في تكاليف المواد لمضخة الطرد المركزي المستخدمة في ضخ البيتومين في مصفاة سيزران ، مع مراعاة شروط حقيقيةخدمات الختم.
ΔS = (0.4 150 / 2.5-0.4 1350/26) 52 = 168 روبل / سنة
وبالتالي ، على الرغم من السعر المرتفع بشكل ملحوظ لأختام GRAFLEX (С gr = 1350 روبل / كجم ، و С asb = 150 روبل / كجم) ، ونتيجة لذلك ، فإن التوفير في تكلفة المواد سنويًا هو 168 روبل لكل مضخة. لكن فعالية الجيل الجديد لا تنتهي عند هذا الحد.
تجعل الموصلية الحرارية العالية لـ GRAFLEX ومعامل الاحتكاك المنخفض من الممكن ضمان تشغيل مجموعات صندوق التعبئة لمضخات الطرد المركزي دون تسرب وسيط الضخ عبر السدادات (في بعض الحالات ، يكون هناك تسرب من 1-5 قطرات في الدقيقة) قدمت). يتطلب استخدام العبوات التقليدية تسرب كمية صغيرة من وسط الضخ (5-20 نقطة في الدقيقة (في الواقع أكثر إذا كانت الوسيلة غير سامة)) لمنع تسخين صندوق التعبئة ، والذي يتوافق مع تسرب متوسط يبلغ حوالي 0.5 -1.0 لتر / ساعة (يمكن أن تصل التسريبات الفعلية إلى 3 لتر / ساعة). لمدة سنة (7000-8000 ساعة) تصل كمية التسربات من 4 إلى 8 أطنان من المنتج. يمكن تقدير الأثر الاقتصادي في هذه الحالة بعبارة:
![]()
حيث G العرق - تسرب السائل الذي تم ضخه ، طن / سنة ؛
C pr - سعر 1 طن من السائل الذي يتم ضخه ، فرك / طن.
مع الأخذ في الاعتبار سعر النفط - 3000 روبل / طن ، فإن تأثير تقليل الخسائر في هذه الحالة سيكون من 1.2000 روبل / سنة إلى 24000 روبل / سنة ، وهو ما يقرب من 100 مرة أعلى من تكلفة المواد.
يتيح لك تقليل معامل الاحتكاك عند استخدام أختام GRAFLEX بأكثر من ثلاث مرات تقليل تكاليف الطاقة لمحرك المضخة. تغطي هذه التكاليف أيضًا عدة مرات تكاليف شراء مواد الختم GRAFLEX. بالنسبة لمضخات الطرد المركزي الحديثة ، الكفاءة الميكانيكية ، التي تأخذ في الاعتبار فقد الطاقة من الاحتكاك في السدادات والمحامل واحتكاك القرص η م = 0.92-0.99. تبلغ تكلفة الطاقة المستخدمة للتغلب على قوى الاحتكاك الميكانيكي في صندوق التعبئة للعبوات التقليدية حوالي α c = 50٪ من إجمالي الخسائر الميكانيكية.
في هذه الحالة ، يؤخذ في الاعتبار حجم الانخفاض في استهلاك الطاقة المثال التالي: بالنسبة لمضخة ذات قوة دفع N e = 100 kW ، فإن استبدال سدادة صندوق التعبئة التقليدية بختم مصنوع من مادة GRAFLEX يسمح لك بتقليل فقد الطاقة في صندوق التعبئة بمقدار 2/3. إذا افترضنا أن الكفاءة الميكانيكية الأولية للمضخة هي η م = 0.95 ، فنتيجة لذلك نحصل على وفورات الطاقة التالية:
ΔN E \ u003d 2/3 α c N E \ u003d 0.667 0.5 0.05 100 \ u003d 1.6675 كيلو واط
يبدو أنه مبلغ ضئيل. ومع ذلك ، مع مدة تشغيل المضخة τ = 7000 ساعة في السنة ، يمكنك توفير الطاقة:
E g \ u003d 1.6675-7000 = 11672.5 كيلو واط.
مع سعر كهرباء 50 كوبيل ، ستكون المدخرات S eq.e = 5836 روبل. للمقارنة ، فإن مجموعة من صناديق التعبئة لمثل هذه المضخة تكلف حوالي 500 روبل في المتوسط.
يتم الحصول على تأثير أكبر من خلال زيادة عمر خدمة غلاف حماية العمود. أظهرت تجربة التشغيل أنه عند استخدام العبوات التقليدية ، بعد عام واحد من التشغيل ، يكون من الضروري إما أخدود أو استبدال الغلاف الواقي في أغلب الأحيان. يتيح استخدام العبوات المصنوعة من مادة GRAFLEX الحفاظ على أداء البطانة لمدة 3-4 سنوات من التشغيل. وبالتالي ، فإن المدخرات من زيادة عمر الغلاف الواقي بمقدار ثلاثة أضعاف ستكون:
![]()
من w.v. - سعر الغلاف الواقي لهذه المضخة ، فرك ؛
ص ص. - السعر أعمال الترميملاستبدال الغلاف الواقي ، فرك.
التأثير الاقتصادي الكلي سيكون:
لا يتجاوز استرداد مواد الختم GRAFLEX ، كما هو موضح من خلال تجربة التشغيل ، شهرين إلى ثلاثة أشهر.
NPO UNIKHIMTEK بناءً على دراسات تجريبيةوالتشغيل التجريبي ، تم تطوير وتنفيذ مجموعات الختم المصنوعة من مواد GRAFLEX لمضخات التشغيل ، والتي تضمن تقليل تسرب السوائل وزيادة عمر الخدمة. بناءً على نتائج الدراسات النظرية والتجريبية ، تم وضع توصيات لإجراء تغييرات على تصميم صندوق حشو المضخة باستخدام مواد مانعة للتسرب من GRAFLEX ، مما يقلل من تسرب الوسط ، ويقلل من تآكل غلاف العمود ، واستهلاك مواد الختم وتقليل تكاليف التشغيل.
المؤلفات
- Domashnee A.D.، Khmelniker V.L. أختام صندوق حشو لتجهيزات NPP. - م: أتومشدات ، 1980 ، 112 ثانية.
- Krishnek R. نظم الختم على أساس الجرافيت. هندسة الكيماويات والنفط والغاز ، رقم 8 ، 2000.
- فوروخوف إيه إم ، جاشنين إيه إس ، دودونوف إن تي. أختام صندوق حشو ليفية ومختلطة. م: Mashinostroenie، 1966، 312 p.
- إيلين إي. الأختام الروسية عالية الأداء GRAFLEX - مواد اجتماع الصناعة لكبار ميكانيكيي مصافي النفط وشركات البتروكيماويات في روسيا ورابطة الدول المستقلة. ^ كيريشي ، 2002 ، ص.259-266.
في الإنتاج الصناعيأثناء تشغيل خطوط الأنابيب المختلفة ، تحدث خسائر في السوائل التي يتم ضخها حتمًا. تعمل العديد من الأختام على منع هذه الحالات ، وسيتم مناقشة إحداها بالتفصيل في هذه المقالة.
مضخة ختم صندوق حشو
تم الانتهاء من معدات الضخ الحديثة كمية كبيرةعناصر. في الوقت نفسه ، تتطلب تفاصيل العمل إيلاء مزيد من الاهتمام للأداء الطبيعي وغير المنقطع للمنتجات ككل. نظرًا لبساطة تصميمها وسهولة استخدامها ، يتم استخدام أختام صندوق حشو المضخة في كثير من الأحيان أكثر من أجهزة الختم الأخرى.
متطلبات التشغيل
تعمل المكره لجميع أنواع معدات الضخ بفضل المحرك. غالبًا ما يكون كهربائيًا. من خلال القابض الميكانيكي ، تنتقل الطاقة من عمود المحرك إلى المكره ، مما يجعله يتحرك. يمتد العمود نفسه إلى ما وراء مبيت المعدات ، مما يجعل الغلاف يتسرب. لذلك ، فإن فقدان سائل العمل أمر لا مفر منه.
في حالة الاستخدام ، يمكن تجنب تسرب السائل الذي تم ضخه. يتم استخدام التقنيات التالية:
معبأة (غدة) الختم. إنه خاتم من مادة ليفية.
صفعة. لهذا الختم ، مواد مرنةالتي يمكن تعزيزها لزيادة الصلابة. تستخدم للتركيب في معدات الضخ بسرعة منخفضة للمحور.
نهاية. وتتكون من حلقتين متقاربتين على العمود. يدور أحدهما مع العمود ، بينما يظل الآخر ثابتًا تمامًا.
مشقوق. الاسم الثاني هو المتاهة. تعتبر الأكثر موثوقية نظرة حديثةالأختام. مقدمة على شكل حلقة سبيكة ناعمة. يتم استخدامه في المضخات متعددة المراحل ، حيث يمكن أن يؤثر استخدام التقنيات الأخرى بشكل كبير على الكفاءة.
بالإضافة إلى ذلك ، هناك أجهزة لا تتطلب موانع تسرب ، مثل مضخات الدفع المغناطيسية الدوارة الرطبة.
وصف أختام الغدة
تستخدم المواد المشقوقة بشكل شائع لتوفير إحكام مضخات عاطسة. ليس لديهم متطلبات خاصة لتسرب السوائل. هذا هو المكان الذي يلعب فيه طول العمر دورًا كبيرًا.

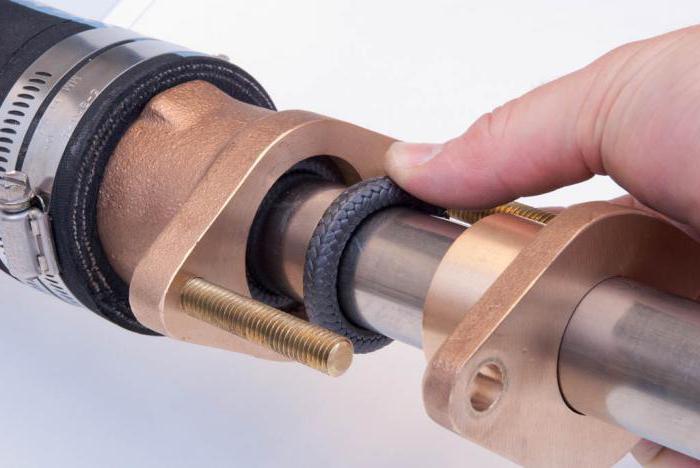
ظهر ختم أختام المضخة تقريبًا في نفس الوقت الذي ظهرت فيه معدات ضخ السوائل. هذه حلقات غريبة مصنوعة من مادة ليفية ، توجد في قاعدة صندوق التعبئة ، ومن هنا جاءت تسميتها. يجب ترطيب العبوة بالسائل المنقول عبر الأنابيب. يعد ذلك ضروريًا لتبريد صندوق التعبئة وتزييته. الترطيب نفسه محفوف بفقدان السوائل. ساعة من تشغيل المضخة تفترض فقدان 1-15 لترًا من الماء. إذا لم تكن العبوة مبللة ، فستفقد المادة فائدتها وستحترق بسرعة.
يجب صيانة الأختام بانتظام. في الوقت نفسه ، لا يمكن تفكيك الضواغط والمضخات ، وهي إحدى المزايا المهمة للأختام. الخدمة الذاتية هي "سحب" الكفة بشكل دوري.
اختلافات الختم النموذجية لمعدات الضخ
يقدم السوق الحديث أختام مختلفة للمضخات ؛ يتم تمثيل أختام الزيت النموذجية بنوعين رئيسيين:
عززت التعبئة بحافة واحدة. الغرض الرئيسي هو منع فقدان السائل الذي يتم ضخه.
الأصفاد معززة بالمخدر وحافة واحدة. يستخدم لحماية الاتصال نفسه من الغبار والأوساخ. كذلك لا تسمح للسائل بمغادرة نظام النقل.
إذا نظرنا إليها ، يمكننا التمييز بين أختام الزيت:
مع حافة مصبوب
مع حافة آلية.
اعتمادًا على نوع المطاط المستخدم ، توجد مثل هذه الأصفاد:
على أساس مطاط النتريل بوتادين. المنتجات مصنوعة من فئات 1 و 2 و 3 من المطاط. عتبة عالية نسبيا درجة حرارة سلبيةالعملية (-30 و -45 و -60 درجة مئوية على التوالي).
على أساس المطاط الفلوري. المواد الخام عبارة عن مطاط من المجموعتين 1 و 2. عند ضخ الزيت المعدني أو زيت التروس ، فإنها تتحمل درجات حرارة تصل إلى 170 درجة مئوية.
مصنوع من مطاط السيليكون. في صناعة المطاط ، يتم استخدام مجموعة واحدة فقط. الحد الأدنى درجة حرارة التشغيلعبوات -55 درجة مئوية.
كقاعدة عامة ، الأصفاد الحديثة تأتي مع الينابيع. إنها مناسبة للإحكام على أعمدة بأقطار مختلفة.

يمكن توفير الزنبرك بشكل منفصل عن صندوق التعبئة إذا كان مخصصًا للعمل بعمود يصل إلى 20 مم أو أكثر من 120 مم.
خصائص الأداء ، التي من الأفضل استخدام المضخات
كقاعدة عامة ، تختلف الأصفاد عن الأختام الأخرى في مرونتها وليونتها. تعتبر مقاومة التآكل العالية أيضًا ميزة مهمة للمنتجات. تأثير طفيف على العمود يوسع قطاع التطبيق.
تعتمد خصائص الأداء بشكل مباشر على هيكل مانع التسرب والتركيب الذي تم استخدامه في الإنتاج. اعتمادًا على النسج ، هناك غدد قطرية (من خلال ومجمعة) وطبقة واحدة (بمعنى بنية اللب). تكوين الأصفاد هو:
الأسبستوس وغير الاسبستوس؛
جافة ومشبعة (تستخدم الخلائط الدهنية والجرافيت والمواد اللاصقة للتشريب) ؛
مقوى وغير مقوى.

تُستخدم صناديق الحشو لإغلاق وصلة الطرد المركزي ، ويمكن أيضًا استخدام التعبئة في معدات الغطاس لضخ الوسائط السائلة. عند تثبيت المنتج ، لا تنس أن المضخات التي بها أختام صندوق التعبئة ستمرر كمية معينة من السائل المذكور أعلاه.
أختام الجرافيت والسيراميك
هذا هو أحد أنواع الأصفاد معدات الضخ. إن استخدام هذا النوع من الختم يلغي تمامًا دخول سائل العمل إلى محرك الجهاز. أين تستخدم أختام الجرافيت والسيراميك؟ لا توجد العديد من مضخات المياه المناسبة. كقاعدة عامة ، يقتصر جزء التطبيق على آليات السطح فقط.

يمكن أن تصل مدة الخدمة إلى 10 سنوات. في نفس الوقت ، الأمر يستحق الالتزام به العملية الصحيحة محطة ضخ. المتطلبات الرئيسية المطروحة وقت تشغيل الجهاز:
لا "تشغيل جاف". يُمنع منعًا باتًا إبقاء المضخة في وضع "التشغيل" إذا لم يكن هناك سائل في النظام.
من الأفضل ضخ أكثر المواد نقاءً. وجود الشوائب يقصر من عمر الكفة.
تأكد من الالتزام بنظام درجة الحرارة.
فوائد صناديق الحشو لمضخات ختم المياه
تبدو صفعة جهاز ضخ المياه وكأنها جلد مضفر لمقطع مربع. قد تحتوي خيوط الأسبستوس (القطن أو اللحاء) على شوائب من الأسلاك النحاسية أو النحاسية. مضخات ختم المياه لها قلب مصنوع من الرصاص. مقاس الشريط 5 * 0.5. بدلاً من ذلك ، يمكن استخدام نسج 4 أسلاك من الرصاص.
يتم استخدام أختام المياه ، عادة على جانب الشفط. لكن من الممكن استخدامها من الجانب الآخر. حجم التعبئة يرتبط مباشرة بقطر العمود. الحد الأقصى لعدد حلقات الختم هو 5.
كيفية اختيار ختم الزيت
يتم اختيار الأختام وفقًا لعدد من الخصائص. لا شك أن أهم قضية هي الموثوقية. من بين المعايير الهامة الأخرى ، يتم النظر في التكلفة. خيارات اضافيةيؤخذ في الاعتبار عند اختيار الأجهزة:
عدد ساعات العمل
فقدان السوائل؛
مدة الصلاحية؛
التكاليف المرتبطة بالإصلاحات.
بالإضافة إلى ذلك ، يتم اختيار الأختام للمضخات مع مراعاة الأحجام القياسية. وتشمل هذه الأقطار الخارجية والداخلية وارتفاع وسمك القاعدة.
ماذا يقول المستهلكون
لقد واجه الكثير بالفعل تركيب ختم الزيت لمضخة أحادية المرحلة. غالبًا ما يتم ملاحظة براعة الحشو. لا يقتصر استخدام الأختام على مهاوي السرعة العالية.

من الملاحظ أن ختم صندوق التعبئة للمضخات بزيت التشحيم القائم على السيليكون يُظهر ثباتًا حراريًا أكبر.
الاختلافات ذات المحتوى العالي من الكربون تقلل بشكل كبير من نسبة التمدد مع زيادة درجة حرارة السائل الذي يتم ضخه. وألياف الأراميد مع تشريب PTFE الخاص تسمح لصندوق التعبئة بالعمل في بيئة عدوانية على إنتاج كيميائي، CHP وصناعة الورق.
تم تصميم سدادات الغدة لإغلاق الفتحات التي تمر من خلالها الأجزاء المتحركة من الآليات أو توضع بالداخل. يحدث انتهاك إحكام أي ختم غدة تم تجميعه بشكل صحيح بسبب فقدان مرونة حلقات الختم (الأصفاد) والتآكل أحادي الجانب لأسطح الاحتكاك للأجزاء. مع فقدان المرونة ، القوة التي تضغط بها الحلقة على عنق العمود أو يتم الضغط عليها السطح الداخليأسطوانة ، ومع تآكل من جانب واحد ، فإن الشكل الأسطواني لأسطح الاحتكاك مشوه.
مراقبة الحالة وإصلاح الأجزاء. يتم فحص حالة حلقات الختم والأصفاد عن طريق الفحص الروتيني. في جميع الحالات ، عند تفكيك أختام صندوق الحشو ، يتم استبدال حلقات اللباد أو العبوات المصنوعة من القطن أو الأسبستوس أو حبل القنب أو الحزمة المطوية من هذه المواد بغض النظر عن حالتها. كما تخضع الحلقات والأصفاد المطاطية والغدد ذاتية التثبيت المثبتة في أماكن يصعب الوصول إليها من الآليات للاستبدال. في حالات أخرى ، يتم استبدال الأجزاء المطاطية وموانع التسرب ذاتي الغلق فقط في حالة فقد المرونة ، في حالة وجود تمزقات وعيوب على أسطح الاحتكاك ، أو تفريغ المطاط أو تليينه.
حَشد. أي ختم صندوق حشو يعمل بشكل طبيعي فقط عندما يضغط صندوق التعبئة على عنق العمود أو يتم ضغطه على سطح الأسطوانة بالتساوي وبنفس القوة. للقيام بذلك ، من الضروري أن تكون محاور العمود ، وفتحات جزء صندوق التعبئة وصندوق التعبئة نفسه متحدة المحور. بالإضافة إلى ذلك ، يجب أن يكون نفاذ عنق العمود الذي يدور في صندوق التعبئة في حده الأدنى (لا يزيد عن 0.05 مم) ، ويجب أن يكون لأسطح الاحتكاك الخاصة بالعمود أو الأسطوانة سطح أملس وخالي من النتوءات.
الأختام مع حلقات اللباد. يجب أن تتوافق مواد وأبعاد حلقات أي اتصال مع متطلبات الرسم. لإضفاء المرونة وتقليل تآكل الحلقات ، يوصى بنقعها لمدة 5. 10 دقائق بمركبات خاصة يتم تسخينها إلى 120. 130 "C. خليط من 75٪ جلسرين تقني ، 20٪ صابون صوديوم و 5٪ غرافيت قشر علبة تستخدم كمركبات أو 90٪ زيت خروع و 5٪ صابون صوديوم و 5٪ غرافيت رقاقات يجب أن تتناسب الحلقات المثبتة في الغطاء بإحكام مع الجزء السفلي من الغطاء ، ويجب أن يكون سطح فرك الحلقات نظيفًا ومستويًا ، يجب أن تكون الحلقة ضيقة وحتى تضغط على الجزء المتحرك بدون سماكة وتجاويف وتقطيعات.
الأختام مع حلقات مربع حشو. عادة ما تتكون تعبئة صندوق الحشو (مثل صندوق حشو مضخة المياه) من حلقات منفصلة بقطع مائل. يتم تهجير مفاصل الحلقات المجاورة بمقدار 120 أو 180 درجة. لتسريع عملية الحشو ، من المستحسن أن يكون لديك مغزل ، مع ضربات خفيفة يتم ضغط الحلقات عليها جيدًا. يجب توخي الحذر عند شد صواميل الغدة أخيرًا. غالبًا ما يؤدي التشديد غير المتكافئ للمكسرات إلى تسخين وتآكل مفرط لأجزاء الاحتكاك من الأجزاء.
الأختام مع الغدد ذاتية القفل ، والحلقات والأصفاد المطاطية. في الحالة الحرة ، يجب أن يضغط زنبرك الغدة ذاتية التثبيت قليلاً على الكفة ؛ يتم ضبط قوة الضغط عن طريق تغيير طول الزنبرك. القوة المفرطة ، على الرغم من أنها تزيد من إحكام الاتصال ، إلا أنها قد تسبب سخونة زائدة وتآكلًا قسريًا للأجزاء. لتسهيل تركيب الأجزاء المطاطية ، يتم تشحيم أسطح الاحتكاك بطبقة رقيقة من الشحوم. لتحقيق ختم أفضل ، يتم طلاء الأسطح الملامسة لمقعد السكن والغدة ذاتية التثبيت بغراء GEN-150V أو الرصاص الأبيض أو مانع التسرب أو اللك أو غراء الكاربينول.
يقع الجزء الرئيسي من إنتاج المنتجات المطاطية المصبوبة على أجهزة الختم ، والتي تعتمد عليها إنتاجية وموثوقية الوحدات والآليات وختم وختم الوصلات والدرزات وجميع أنواع الوصلات. تتمثل مهمة الأختام في منع أو تقليل تسرب السائل أو الغاز في مفاصل أجزاء الماكينة وخطوط الأنابيب والأنظمة الأخرى. تحدث عمليات الدمج المتنقلة ، بلا حراك ، الاتصال وفتحة الفتحة. يمكن أن يكون لها ملف تعريف مقطعي معقد لضمان الضيق والسرعة اللازمة للآلية ، وتقليل تسخين سائل العمل في النظام ، والحماية من تغلغل المواد الغريبة في جهاز تقنيومنع التسرب الخارجي لسائل العمل. يعتمد على التركيب الكيميائيو الخصائص الفيزيائيةيمكن تشغيل الأختام المطاطية بنجاح في مجموعة متنوعة من الظروف وتستخدم في جميع الصناعات. تشمل أختام الاتصال المتحركة حلقات O ، وأطواق وأنواع أخرى من الأختام الخاصة. على سبيل المثال ، تم تصميم الحلقات O المُصنَّعة وفقًا لـ GOST 9833-73 للتشغيل الموثوق به في الأنظمة الهيدروليكية عند ضغوط تصل إلى 32 ميجا باسكال ، في الوصلات الثابتة - حتى 50 ميجا باسكال. مع المزيد ضغط مرتفعسائل العمل في النظام ، يوصى باستخدام الأصفاد المطاطية.
أنواع الكفة
يوفر إحكامًا للداخل الأجهزة الهيدروليكيةفأس للآلات والتجمعات (GOST 6969–54 ، TU 38-1051725-86)
أمثلة على التعيين: الكفة 80x100 GOST 6969-54 - الكفة لإغلاق الاسطوانة بقطر 100 مم ، قضيب بقطر 80 مم
يوفر سد الفجوة بين الأسطوانة والمكبس بضغط من 0.1 إلى 50 ميجا باسكال مع سرعة ترددية لا تزيد عن 0.5 م / ث عند درجة حرارة من -60 درجة مئوية إلى +200 درجة مئوية (GOST 14896-84 ، GOST 6969-54 ). اعتمادًا على التصميم وقيمة ضغط التمثيل ، يتم عمل ثلاثة أنواع
أمثلة على التعيين: الكفة 1-20x12-4 GOST 14896-84 - نوع الكفة 1 لإغلاق أسطوانة بقطر 20 مم ، قضيب بقطر 12 مم من المجموعة 4 مطاط
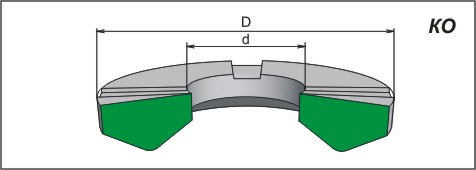
يعمل على ختم قضبان واسطوانات الأجهزة الهيدروليكية العاملة بالزيوت المعدنية والزيوت الطازجة و مياه البحر، مستحلبات الماء عند ضغوط تصل إلى 63 ميجا باسكال عند درجات حرارة من -50 إلى +120 درجة مئوية بسرعة ترددية تصل إلى 3 م / ث. يتم تثبيت هذه الأصفاد كاملة مع دعامة معدنية وحلقات ضغط (GOST 22704-77)
أمثلة على التعيين: حلقة الدعم KO 70x95-2 GOST 22704 حلقة بقطر داخلي 70 مم ، قطر خارجي 95 مم مصنوع من المطاط المجموعة 2

أمثلة على التعيين: صفعة شيفرون M 70x95-2 GOST 22704 - الكفة بقطر داخلي 70 مم ، قطر خارجي 95 مم من المجموعة المطاطية 2
أمثلة على التعيين: حلقة ضغط KN 70x95-2 GOST 22704 حلقة بقطر داخلي 70 مم ، قطر خارجي 95 مم مصنوع من المطاط المجموعة 2
مصمم لإغلاق أسطوانات وقضبان الأجهزة الهوائية التي تعمل بضغط من 0.005 إلى 1 ميجا باسكال عند درجة حرارة -65 إلى +150 درجة مئوية مع سرعة ترددية تصل إلى 1 م / ث (GOST 6678-72). هناك نوعان - النوع 1 (لختم الأسطوانة) والنوع 2 (لختم القضيب)
أمثلة على التعيين: صفعة الختم 1-025-3 GOST 6678-72 - نوع الكفة 1 لأسطوانة بقطر 25 مم من مجموعة 3 من المطاط

أمثلة على التعيين: صفعة الختم 2-010-1 GOST 6678-72 - نوع الكفة 2 لقضيب بقطر 10 مم من المجموعة المطاطية 1
لختم الأعمدة الدوارةتعمل في ظروف تشغيل أكثر شدة في الزيوت المعدنية والمياه ووقود الديزل ، عند ضغط زائد يصل إلى 0.05 ميجا باسكال ، ويتم استخدام درجات حرارة من -60 إلى +170 (اعتمادًا على مجموعة المطاط) وسرعات دوران تصل إلى 40 م / ث الأصفاد المطاطية المسلحة (GOST 8752-79). وتسمى هذه الأصفاد أيضًا بالغدد. هذه الأصفاد مقواة بحلقة معدنية وزنبرك دائري. معدن الحلقة في طبقة مطاطية ، لا يتفاعل مع بيئة عدوانية ويقوي التصميم العام، ويضغط الزنبرك على حافة العمل من الكفة إلى العمود. يمكن صنع أنواع معينة من الأصفاد من الفلوروبربرو مطاط سيليكون. هذا يسمح باستخدام الأصفاد المقواة في مجموعة واسعة من معلمات التشغيل في ظل أحمال استثنائية تحت تأثير أكثر البيئات عدوانية.
يصنع نوعان:

أنا — ذو حواف واحدة (لمنع تسرب الوسيط المختوم) ؛
ثانيًا — شفة واحدة مع التمهيد (لمنع تسرب وسيط الختم وللحماية من دخول الغبار)
وهي مصنوعة في نسختين: 1. مع حافة آلية (قطع) ؛ 2. مع حافة العمل مصبوب.
أمثلة على التعيين: الكفة 2.1-60 * 80-4 GOST 8752–79 - نوع الكفة 2 ، الإصدار 1 ، للعمود بقطر 60 مم وقطر خارجي 80 مم مصنوع من مجموعة مطاطية 4

ملاحظات:
- يعني الحرف "C" أن ملاءمة المطاط لإحكام إغلاق هذه المجموعة من الوسائط يتم تحديدها بالاتفاق بين الشركة المصنعة والعميل ؛
- تعني علامة "-" أن المطاط الصناعي لا ينطبق على الختم في مجموعة الوسائط المحددة.
يتم إنتاج جميع شركة Kharprompolimer LLC وفقًا لـ GOST 8752-79.
موانع التسرب هي أجهزة لمنع أو تقليل تسرب السوائل من خلال الفجوات بين الأجزاء.
يمكن تقسيم أختام المضخة إلى مجموعتين: أختام نهاية العمود (الخارجية) وأختام المرحلة الداخلية. تم تصميم سدادات النهاية لمنع تسرب السائل الذي يتم ضخه من المضخة ودخول الهواء إلى المضخة أثناء تشغيلها مع وجود ضغط سلبي عند المدخل (صندوق الحشو ، سدادات النهاية). تم تصميم الأختام الداخلية لتقليل السائل الذي يتم ضخه بين المراحل داخل غلاف المضخة في المضخات متعددة المراحل أو بين الغلاف والمكره الدوارة في مضخات أحادية المرحلة (مشقوقة ، متاهة).
سدادات صندوق الحشو (الغدة) عبارة عن سدادة عمود الدوران عند نقاط خروجها من مبيت ثابت ، مصنوع من عبوات مرنة ناعمة. يعد استخدام أختام الزيت كعنصر مانع للتسرب أحد عناصر أقدم الطرقختم المفصل المتحرك.
في أختام صندوق الحشو بدون ضغط قسري تعبئة الغدةتتناسب مع الأخاديد الموجودة على الأجزاء الثابتة والمتحركة من المفاصل. تستخدم لإغلاق محامل المكبس بسرعات انتقال منخفضة وضغط زائد منخفض.
يتم تصنيع أختام صندوق الحشو بالضغط القسري وفقًا لمخطط يتم من خلاله تحقيق الختم عن طريق الضغط على العبوة مقابل العمود نتيجة لقوة الضغط.
في معظم تصميمات أختام الغدة ، يتم تصنيع البطانات المضغوطة والصناديق السفلية باستخدام مستوى تلامس مائل إلى محور العمود ، مما يجعل من الممكن زيادة الضغط الشعاعي لضغط الختم على العمود. ومع ذلك ، تؤدي الزيادة المفرطة في زاوية الميل إلى حدوث ضغوط كبيرة بالقرب من كم الضغط ، مما يؤدي إلى زيادة تآكل الحلقات الأقرب إلى الغلاف.
يتم استبعاد إمداد الهواء في تجويف عمل المضخة باستخدام جهاز إحكام ختم هيدروليكي. السائل تحت الضغط الزائديتم توفيره إلى الحلقة الوسيطة 2. يمكن توفيره من مصدر متواجد حالياأو مأخوذة من المضخة. بهذه الطريقة ، يتم إنشاء ختم هيدروليكي ، والذي لا يمنع فقط تغلغل الهواء الخارجي إلى المضخة ، بل يمنع أيضًا تسرب السائل الذي يتم ضخه من المضخة. توفر الأختام الهيدروليكية تزييتًا جيدًا للتعبئة ، مما يقلل من خسائر الاحتكاك في التجميع ويوفر تبديد الحرارة.
تقوم جميع أجهزة الختم التي تمت مناقشتها أعلاه بضغط العبوة الناعمة من الجانب المقابل لتأثير ضغط السائل الذي يتم ضخه ، أي إنشاء أقصى ضغط شعاعي لعنصر الختم على العمود حيث يكون ضغط السائل الذي يتم ضخه في حده الأدنى.
الشكل 9 - صندوق حشو مع ضغط تعبئة سائل الضخ: 1 - الغلاف الداخلي ؛ 2 - عنصر الختم ؛ 3 - تحمل 4 - الغلاف الخارجي ؛ 5 - رمح
يمكن الحصول على أفضل ظروف الختم من خلال توفير أقصى ضغط شعاعي للعنصر الموجود على العمود حيث يكون ضغط السائل الذي يتم ضخه في أقصى حد. على سبيل المثال ، أجهزة الختم التي يتم فيها ضغط التعبئة بواسطة ضغط السائل الذي يتم ضخه. نظرًا لأن مساحة كم الضغط على جانب السائل أكبر من المنطقة الموجودة على جانب الضغط من العبوة ، يتم إنشاء إجهاد يتجاوز ضغط وسيط الضخ. يسمى هذا الختم التفاضلية.

الشكل 10 - ختم صندوق الحشو مع التحميل المسبق الشعاعي: 1 - غطاء ؛ 2 - غرفة مرنة 3 - عنصر الختم ؛ 4 - الجسم 5 - grundbuksa.
يمكن تحقيق توزيع موحد لضغط التعبئة على العمود باستخدام الضغط الشعاعي للحشوة. يوجد في الختم ذو الضغط الشعاعي للتعبئة بين الجسم 4 وحشوة السداد 3 حجرة مرنة 2 ، يتم توفير السائل فيها تحت ضغط زائد من خلال الفتحة. يتم نقل ضغط السائل عبر الحجرة المرنة بالتساوي إلى عنصر الختم ، مما يؤدي إلى إغلاق الاتصال.
الشكل 11 - ختم صندوق الحشو بختم هيدروليكي: 1 - الجسم ؛ 2 - حلقة وسيطة 3 - تعبئة الغدة ؛ 4 - كم الضغط
لزيادة متانة التعبئة اللينة ، يتم تقييد حلقاتها الفردية بواسطة غسالات مصنوعة من المعدن أو البلاستيك. الختم ، كما كان ، مقسم إلى غرف منفصلة. حلقات التعبئة محمية من التسرب المبكر للحشو ، والجفاف والتآكل السريع ، مما يضمن المزيد طويل الأمدخدمات الختم.
العنصر الرئيسي لختم صندوق التعبئة هو التعبئة المرنة. يجب أن تكون مواد التعبئة كافية القوة الميكانيكيةوالمرونة ، ومقاومة التآكل العالية ، وعدم النفاذية ، وخصائص مقاومة الاحتكاك الجيدة. وفقًا لـ GOST 5152-84 ، هناك ثلاثة أنواع من العبوات: مضفر وملفوف وحلقة.
تنقسم العبوات المضفرة إلى عبوات منسوجة ومضفرة. يتم استخدام القطن والقنب والأسبستوس والتلك والخيوط الاصطناعية للحشو. في مضخات CNS لضخ المياه في تشكيلات ضخ النفط ، يتم استخدام التعبئة AG - المنسوجة من خيط الأسبستوس المشبع بتركيبة دهنية مع تطبيق مسحوق الجرافيت ، APR-31 - عبوات منسوجة مصنوعة من خيوط الأسبستوس المقواة بأسلاك نحاسية ومشبعة بمادة تكوين دهني. تبلغ مدة خدمة هذه العبوات حوالي 700 ساعة. يطبق آخرون مواد حديثةمع عمر خدمة ممتد. تعبئة الجرافيت NG-L مصنوعة من الجرافيت الموسع حرارياً المقوى بخيوط لافسان. عمر الخدمة يصل إلى 10000 ساعة.