Vrste zaptivki. Izbor materijala koji se koriste za izradu ambalaže za punjenje. Opis zaptivki
UTICAJ GRAFLEX BRTVILA NA KONSTRUKCIJU PUNE ROTACIONE I KLIPNE PUMPE
Avdeev V.V., doktor tehničkih nauka, profesor, gen. direktor
dr Iljin E.T., vanredni profesor, zamenik gen. direktora tehničke politike
Ulanov G.A., glavni dizajner
apstraktno. Ovaj rad posmatra performanse zaptivača pumpe pod uticajem uticaja okoline i kompresijskih sila. Poređenje je napravljeno između interakcije prilagođenih zaptivača i "Graflex" zaptivača sa zaptivnim površinama. Date su preporuke za modifikaciju sabirnice pri upotrebi "Graflex" zaptivki. Efikasnost iskorišćenja "Graflexa" je procenjena u odnosu na zaptivače po meri.
Najviše se koristi u jedinicama zaptivki vratila centrifugalne pumpe dobila odavno poznata i jednostavna po dizajnu mekana pakovanja za punjenje. Većina proizvedenih mekih pakovanja kutija za punjenje sastoji se od vlaknaste tkane podloge impregnirane lubrikant sa aditivima antifrikcionih supstanci (grafit, talk, itd.).
Nepropusnost kutije za punjenje je prvenstveno određena hidrauličkim otporom pakovanja, koji ona pruža zatvorenom radnom mediju i stepenom njegovog pritiska na zaptivene delove. U stvarnim uslovima rada na kutiju za punjenje utiče, s jedne strane, sila zatezanja kutije za punjenje, as druge strane pritisak radno okruženje, što rezultira plastičnom deformacijom materijala i njegovim zbijanjem, što smanjuje poroznost i propusnost.
Istovremeno, tokom rada dolazi do habanja ambalaže kutije za punjenje, što je praćeno uklanjanjem materijala izvan kutije za punjenje. zategnutost zaptivka žlezde u procesu trošenja se smanjuje i zahtijeva periodičnu restauraciju. Habanje materijala za pakovanje zavisi od niza faktora, od kojih su glavni hrapavost površine pokretnog zaptivnog dela, vrsta pomeranja u odnosu na ambalažu (klipno ili rotaciono), intenzitet kretanja, kontaktni pritisak brtvljenje na osovini, pritisak zatvorenog radnog medija, stanje agregacije i fizičko-hemijske karakteristike medij za zaptivanje, čvrstoća unutrašnjih veza materijala za pakovanje.
Za vraćanje određenog stepena zategnutosti koristi se zatezanje kutije za punjenje. Poteškoća vraćanja nepropusnosti kutije za punjenje, koja je smanjena uslijed mehaničkog trošenja ambalaže, zatezanjem kutije za punjenje može se objasniti na sljedeći način. Tanak sloj ambalaže uz pokretni dio koji treba zapečatiti je podložan habanju. Zbog abrazije od strane pokretnog dijela, poroznost materijala u ovom tankom sloju je veća nego u ostatku zapremine pakovanja. Poroznost ovog sloja bi se mogla smanjiti aksijalna kompresija i popunjavanje praznina materijalom iz osnovnog sloja. Popunjavanje ovakvih šupljina materijalom za pakovanje u velikoj meri zavisi od plastičnih svojstava materijala, koje karakteriše koeficijent bočnog pritiska (Kb), koji određuje udeo aksijalne sile primenjene na zaptivni element, a prenosi se u radijalnom smeru (za najčešće korišćena pletena pakovanja AP, AS, APR, AGI Kb = 0,35-0,45). Tokom rada, uz periodično zatezanje kutije za punjenje, materijal za punjenje se zbija, gubi plastičnost i sposobnost deformacije u aksijalnom i radijalnom smjeru. Stoga se mora primjenjivati sve veća aksijalna sila kako bi se osiguralo brtvljenje sklopa, sve dok ne dođe trenutak kada kompresija kutije za punjenje više ne osigurava nepropusnost sklopa i brtvu je potrebno zamijeniti.
Navedenom treba dodati da se aksijalna sila primijenjena na pakovanje značajno smanjuje po dubini kutije za punjenje, zbog trenja nadjeva o zidove komore i rukavca vratila, kao i zbog unutrašnjeg trenja u samom pakovanju, što nastaje prilikom kompresije. Zauzvrat, sila trenja pakovanja na spojnim površinama ovisi o hrapavosti čahure i stijenki kutije za punjenje, te stoga raspodjela sila po dubini kutije za punjenje ovisi o ovim faktorima. Budući da svaki brtveni prsten slabi silu zatezanja kutije za punjenje uslijed sila trenja, kako se dubina kutije za punjenje i broj ugrađenih prstenova povećavaju, sila kompresije posljednjih prstenova će se smanjiti. Smanjenje sile kompresije dovodi do toga da slojevi pakovanja koji su u kontaktu sa radnim medijem nisu dovoljno zbijeni, pa medij može prodrijeti kako kroz pore samog pakovanja tako i između stabljike i pakovanja, što dovodi do smanjenje pritiska u kutiji za punjenje.
Rice. jedan. Kvalitativna karakteristika raspodjela radijalnog pritiska po dubini brtve žlijezde.
Ro - aksijalni pritisak na brtvu sa strane potisne čahure;
PP - pritisak radne sredine;
Rv je pritisak koji vrši brtva na osovini.
Na sl. 1. Kao što se vidi sa slike, najveće opterećenje nose prvi prstenovi, koji u radu imaju habanje jednako 70% habanja cjelokupne zaptivke kutije za punjenje, dok se posljednji prstenovi gotovo ne istroše i ispadaju na biti u suštini suvišan. Treba dodati da strmina prikazane karakteristike suštinski zavisi od karakteristika materijala (od vrednosti koeficijenta bočnog pritiska), što je manji Kb, to će ova kriva biti strmija.
Pored koeficijenta bočnog pritiska, dizajn kutije za punjenje ima značajan uticaj na pritisak brtvila na čahuru vratila.

Rice. 2. Dizajn kutije za punjenje sa srednjim prstenom za lanterne za tradicionalna pakiranja.
1. osovina pumpe;
2. podsalnikov bronzani prsten;
3. zid kutije za punjenje;
4. potisni rukav;
5. prsten za fenjer.
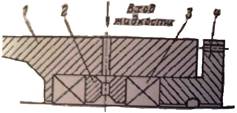
Većina postojećih konstrukcija punionica centrifugalnih pumpi izrađena je sa kosinama na krajnjoj strani sabirnice i na potisnoj čauri, sl. 2. Pod dejstvom takve kosine, ekstremni zaptivni elementi doživljavaju dodatnu silu (Rrad) koja ih pritiska na čahuru vratila, sl.3. Kao rezultat, povećava se radijalni učinak ekstremnih (prvog i posljednjeg) zaptivnih elemenata na zaštitnu čahuru vratila, a njihovo trošenje se dalje povećava. više, a ne dolazi do habanja samo zaptivnog materijala, već i zaštitne čahure osovine. Operativna praksa je pokazala prisustvo karakteristične zone habanje čahure osovine u području gdje se ovi prstenovi nalaze. Kao rezultat toga, već nakon 0,5-1 godine, ovisno o uvjetima rada, postaje potrebno popraviti ili zamijeniti zaštitnu čauru.

Fig.3. Shema preraspodjele prijenosa aksijalne sile sa potisne čahure sa kosom.
1.-zid kutije za punjenje; 2.-pritisni rukav; Z.-vratilo pumpe;
Ro - aksijalna sila koja djeluje na potisnu čauru;
Pa - aksijalna sila koju potisna čaura prenosi na zaptivni prsten;
Rrad je radijalna komponenta aksijalne sile.
Osim toga, rezultirajući prekomjerni radijalni pritisci mogu dovesti do povećanja trenja, lokalnog zagrijavanja osovine i čak ključanja radnog fluida i, kao rezultat, hitnog uništenja kutije za punjenje.
U svjetskoj praksi sve više široka primena pronađite brtve na bazi termički ekspandiranog grafita (TEG), ekspandiranog politetrafluoroetilena (PTFE) i njihovih kompozita, koristeći ojačavajuća vlakna visoke čvrstoće. Već više od 12 godina jedan od glavnih proizvođača ovih proizvoda u Rusiji je UNIKHIMTEK NPO, koji proizvodi čitav asortiman zaptivnih masa pod robnom markom GRAFLEX.
Glavne prednosti novih proizvoda za brtvljenje u odnosu na paronit, azbest-grafit prstenove, azbest i pamučna ambalaža određuju se činjenicom da su primjenjivi u širokom spektru primjena.
(praktički neograničen) raspon temperatura i pritisaka, imaju dobru stišljivost (20-60%) pod opterećenjem i povrat (10-70%) nakon uklanjanja, elastičnost (8-12%), ne gube ova svojstva tokom vremena - ne ne opuštaju se i "ne stare", hemijski su inertni i primenljivi u gotovo svakom okruženju, obezbeđuju zaptivanje zaptivne jedinice dugo vremena bez sistematskog zatezanja, imaju nizak koeficijent trenja od 0,02 - 0,12% i visoku toplotnu provodljivost.
Prisutnost gore navedenih svojstava omogućava korištenje ovih materijala za brtvljenje pokretnih spojeva velike brzine klizna (do V= 25m/s) u širokom rasponu temperatura i pritisaka.
Trenutno ZAO "Unihimtek" proizvodi zaptivne elemente u vidu prstenova (KGN-prstenovi male gustine od GRAFLEX materijala) i pletenih zaptivki (NGF-pakovine od GRAFLEX materijala) za zaptivanje pumpi. Štaviše, brtveni prstenovi se izrađuju u nekoliko tipova, tordirani (KGN-V) i pufni, razne vrste(KGN-SO, KGN-SOP).
Tordirani prstenovi se izrađuju spiralnim namotavanjem grafitne trake, nakon čega slijedi hladno presovanje u kalupu do određene gustine. Kao rezultat takvog pritiskanja, slojevi folije se deformiraju u obliku nabora u aksijalnom smjeru i čvrsto su povezani jedan s drugim, osiguravajući nepropusnost. Gustoća zbijanja prstenova određena je parametrima i uslovima naknadnog rada i obično je u opsegu ρ=0,9-N,35 g/cm³. Ovi prstenovi imaju visok koeficijent bočnog pritiska (Kb = 0,7-0,85), stoga se koriste za zaptivanje pri niskim vrednostima aksijalnog pritiska.
Slojeviti prstenovi se sastoje od naizmjeničnih, horizontalnih slojeva grafitne folije izrezane iz lima (okomito na osu prstena). KGN-SO prsten se pravi polaganjem slojeva i lepljenjem slojeva. KGN-SOP prsten je izrađen od grafitne folije sa naizmjeničnim polaganjem svakog sloja i naknadnim hladnim predprešanjem. Ovi prstenovi imaju visoku toplotnu provodljivost u radijalnom pravcu λ > 120 W/(m K) i nizak koeficijent bočnog pritiska (Kb=0,1-0,15), pa se koriste za odvođenje toplote i kao prigušni prstenovi. Zbog male vrijednosti Kb, ostaje vrlo mali zazor između osovine i prstena tokom kompresije, gdje se protok medija prigušuje, što osigurava više povoljnim uslovima rad drugih prstenova.
Pletene zaptivne ambalaže izrađuju se u obliku gajtana, uglavnom kvadratnog presjeka, prolaznog, višerednog, dijagonalnog tkanja. Konac za tkanje se dobija uvrtanjem trake od grafitne folije. Da bi se pletenom pakovanju pružila čvrstoća u fazi proizvodnje folije, ojačana je nitima od različitog materijala(pamučni konac, fiberglas, metalna žica i drugi materijali za stvrdnjavanje). Za proširenje svojstava zaptivnog materijala koriste se pletena pakovanja u kombinaciji sa drugim materijalima, posebno sa ekspandiranim fluoroplastičnim vlaknom visoke čvrstoće - kevlar (SVM). Da bi se poboljšala svojstva brtvljenja pletenih ambalaža, kao i da bi se smanjio njihov koeficijent trenja i korozijske aktivnosti, koristi se impregnacija. posebne formulacije i maziva.
Koeficijent bočnog pritiska za pleteno pakovanje NHF (Kb=0,5-0,6), u isto vreme, ovo pakovanje ima prilično visok koeficijent toplotne provodljivosti, uporediv sa toplotnom provodljivošću metala kućišta pumpe.
Raznovrsne tehnologije za proizvodnju zaptivnih proizvoda od materijala GRAFLEX omogućavaju sastavljanje kompleta pakovanja sa određenim potrošačkim svojstvima.
Rice. Slika 4. Šema zaptivke sabirnice vratila radnih pumpi sa kompletnim setom zaptivnih elemenata GRAFLEX.
Dizajn zaptivnog sklopa osovine pumpe prethodno dizajniran od strane proizvođača za tradicionalne zaptivne materijale (punjene od azbesta, pamuka i sintetički materijali sa razne vrste impregnacija) prikazana je na slici 4a. Dubina kutije za punjenje obično je bila podešena na veliki broj prstenovi (6-12 komada), koji predodređuju stvaranje velike aksijalne sile prilikom kompresije kutije za punjenje, dovodi do povećanja neravnomjernog pritiska na osovinu u radijalnom smjeru i brzog trošenja ekstremnih zaptivnih elemenata. Na krajnjim površinama donje kutije, kutije za punjenje i srednjeg lanternog prstena izrađuju se kosi pod uglom α=15° prema krajnjoj površini radi poboljšanja deformacije pakovanja od vanjskog prečnika do osovine.
NPO UNIKHIMTEK, na osnovu ispitivanja i iskustva u radu ovakvih sklopova kutije za punjenje, preporučuje upotrebu pletenog pakovanja tipa NGF kao zaptivača, što obezbeđuje dugotrajan i pouzdan rad uz minimalno curenje i povećanje u vijek trajanja brtve 2-4 ili više puta, ovisno o uvjetima rada. U ovom slučaju, dizajn sklopa žlijezda se ne mijenja. U nekim slučajevima, ako u mediju ima abrazivnih čestica, preporučljivo je ugraditi vanjske prstenove od pakovanja sa jačim navojem, na primjer, od Kevlara (SVM).
Ako upotreba NGF pakovanja ne daje željene rezultate u pogledu vijeka trajanja, količine curenja radnog medija ili je pritisak medija dovoljno visok Rrad > 2 MPa, onda je to prije svega posljedica projektantskih nedostataka u zaptivka kutije za punjenje, koja se može kompenzirati upotrebom specijalnih prstenova TRG GRAFLEX. Konfiguracijski dijagram takvih čvorova prikazan je na slici 46. Ova konfiguracija osigurava rad brtve gotovo bez curenja (stopa curenja je 1-5 kapi u minuti).
Rice. 4b. Šema zaptivke sabirnice vratila pogonskih pumpi sa kompletnim setom zaptivnih elemenata GRAFLEX.
Prstenovi za odvod toplote obezbeđuju efikasno odvođenje toplote kako zbog visoke toplotne provodljivosti (u poređenju sa NGF pakovanjima i CGN prstenovima tipa B), tako i zbog visoke efikasnosti prigušivanja radnog pritiska i poravnanja radijalnog pritiska na osovinu duž dužine kutije za punjenje, što dovodi do ujednačenog i sporijeg trošenja brtve.
Za prigušivanje visokog pritiska radnog medija (2 ÷ 4 MPa), kao i za radne medije sa značajnom količinom mehaničkih nečistoća, može se postaviti nekoliko prigušnih prstenova u nizu sa strane radnog medija. Slika 4c prikazuje jednu od mogućih šema konfiguracije za sklop uvodnice u prisustvu lanternskog prstena.
Rice. 4c. Šema zaptivke sabirnice vratila pogonskih pumpi sa kompletnim setom zaptivnih elemenata GRAFLEX.
Za sklop kutije za punjenje vratila pumpe, čiji će dizajn biti razvijen za namjensku upotrebu kompleta za zaptivanje iz TRG GRAFLEX-a, preporučujemo izmjene prikazane na sl.5. Završne površine potisne čahure i međuprstena lanterne izvedene su okomito na osovinu osovine, bez kosina, što omogućava više ujednačena distribucija radijalni pritisak na osovinu po dužini kutije za punjenje. Umjesto metalnih (čeličnih, bronzanih) subsalyshk prstenova ugrađenih za srednje prigušivanje sa minimalnim zazorima duž osovine δ = 0,2 ÷ 0,3 mm, moguće je ugraditi poseban prigušni prsten od Grflex TRG tipa KGN-S. Zbog elastičnosti materijala, niskog koeficijenta trenja, visoke toplotne provodljivosti i otpornosti na habanje, prigušni prstenovi dugo vremena održavaju minimalne zazore, što određuje izuzetno visoku efikasnost prigušivanja pritiska.

Sl.5. Šema dizajna kutije za punjenje za upotrebu brtvi tipa GRAFLEX.
Rezultati istraživanja su pokazali da je za osiguranje pouzdanog zaptivanja upotrebom GRAFLEX zaptivnih materijala pri pritisku radnog medija do Rr ≤ 1 MPa potreban set od 3-5 zaptivnih prstena, a pri pritisku radnog medija iznad Rr< 1МПа, целесообразно устанавливать комплект, состоящий из 6 колец.
Osim toga, zbog takozvanog efekta "samoizlječenja", koji se sastoji u tome da se pri kontaktu sa zaptivnim proizvodima od TRG-a površina zaptivanja prekriva sa tanki sloj grafita, usled čega se popunjavaju mikrohrapavosti, površina postaje glatkija i dolazi do daljeg kontakta pakovanja sa grafičkom površinom, usled čega se koeficijent trenja smanjuje na k = 0,02-0,05 (suvo trenje TRG-a o čelik k = 0,l-0,12). Sve to doprinosi smanjenju habanja ambalaže, što rezultira pouzdanom nepropusnošću i izdržljivošću brtve sa manjim brojem zaptivnih elemenata.
Zauzvrat, smanjenje broja zaptivnih elemenata smanjuje se dimenzije pumpe, smanjuju potrošnju metala proizvoda, smanjuju troškove materijala za brtvljenje.
Više veći efekat postignuto tokom rada kod potrošača. U nastavku su rezultati procene efikasnosti upotrebe GRAFLEX materijala u poređenju sa tradicionalnim pakovanjima.
Promjena cijene materijala za godinu, u slučaju zamjene tradicionalnih azbestnih brtvi sa GRAFLEX-om, može se procijeniti izrazom:
Gdje je: C asb, C gr - cijena azbestnih i GRAFLEX zaptivki, rub/kg;
G asb, G gr - potrošnja materijala za brtvu kutije za punjenje od azbesta i GRAFLEX-a, kg;
η asb, η gr - vijek trajanja zaptivki od azbesta, odnosno od GRAFLEX materijala, sedmica;
η godina je broj sedmica u godini.
Kao primjer, razmotrite promjenu troškova materijala za centrifugalnu pumpu koja se koristi za pumpanje bitumena u Rafineriji Syzran, uzimajući u obzir realni uslovi usluge zaptivanja.
ΔS=(0,4 150/2,5-0,4 1350/26) 52=168 rub/god.
Dakle, uprkos znatno višoj ceni GRAFLEX zaptivki (S gr = 1350 rubalja/kg, i S asb = 150 rubalja/kg), kao rezultat toga, ušteda troškova materijala godišnje iznosi 168 rubalja po pumpi. Ali efikasnost nove generacije se tu ne završava.
Visoka toplotna provodljivost GRAFLEX-a i nizak koeficijent trenja omogućavaju da se osigura rad sklopova kutija za punjenje centrifugalnih pumpi bez curenja dizanog medija kroz zaptivke (u nekim slučajevima dolazi do curenja od 1-5 kapi u minuti). obezbeđeno). Upotreba konvencionalnih pakovanja zahtijeva curenje male količine pumpanog medija (5-20 kapi u minuti (zapravo čak i više ako medij nije toksičan)) kako bi se spriječilo zagrijavanje kutije za punjenje, što odgovara srednjem curenju od oko 0,5 -1,0 l/h (stvarno curenje može doseći 3 l/h). Za godinu dana (7000-8000 sati) takva curenja iznose od 4 do 8 tona proizvoda. Ekonomski efekat u ovom slučaju može se proceniti izrazom:
![]()
gdje je G znoj - curenja dizane tekućine, t/god;
C pr - cijena 1 tone dizane tekućine, rub / t.
Uzimajući u obzir cijenu nafte - 3.000 rubalja / tona, učinak smanjenja gubitaka u ovom slučaju bit će od 1.2.000 rubalja / godišnje na 24.000 rubalja / godišnje, što je gotovo 100 puta više od cijene materijala.
Smanjenje koeficijenta trenja pri upotrebi GRAFLEX zaptivki za više od tri puta omogućava smanjenje troškova energije za pogon pumpe. Ovi troškovi također pokrivaju višestruke troškove kupovine GRAFLEX materijala za brtvljenje. Za moderne centrifugalne pumpe, mehanička efikasnost, koja uzima u obzir gubitke energije od trenja u zaptivkama, ležajevima i trenju diska η m = 0,92-0,99. Cijena energije koja se koristi za savladavanje sila mehaničkog trenja u kutiji za punjenje za tradicionalna pakiranja iznosi oko α c =50% ukupnih mehaničkih gubitaka.
U ovom slučaju, veličina smanjenja potrošnje energije se uzima u obzir sljedeći primjer: za pumpu sa pogonskom snagom N e = 100 kW, zamjena tradicionalne zaptivke kutije za punjenje zaptivkom od GRAFLEX materijala omogućava smanjenje gubitaka energije u kutiji za punjenje za 2/3. Ako pretpostavimo da je početna mehanička efikasnost pumpe η m = 0,95, onda kao rezultat dobijamo sljedeće uštede energije:
ΔN E = 2/3 α c N E = 0,667 0,5 0,05 100 = 1,6675 kW
Činilo se da je to beznačajna količina. Međutim, sa trajanjem rada pumpe τ=7000 sati godišnje, možete uštedjeti energiju:
E g = 1,6675- 7000 = 11672,5 kW.
Uz cijenu struje od 50 kopejki, ušteda će biti S eq.e = 5836 rubalja. Za usporedbu, set pakiranja kutije za punjenje za takvu pumpu u prosjeku košta oko 500 rubalja.
Još veći učinak postiže se povećanjem vijeka trajanja zaštitne čahure vratila. Iskustvo u radu je pokazalo da je kod upotrebe tradicionalnih pakovanja nakon godinu dana rada neophodan ili žljeb ili, najčešće, zamjena zaštitne čahure. Upotreba pakovanja od GRAFLEX materijala omogućava održavanje performansi čahura tokom 3-4 godine rada. Tako će uštede od povećanja vijeka trajanja zaštitne navlake za faktor tri biti:
![]()
Od w.v. - cijena zaštitne navlake za ovu pumpu, rub.;
S p.p. - Cijena radovi na popravci za zamjenu zaštitne navlake, utrljajte.
Ukupni ekonomski efekat će biti:
Povrat GRAFLEX zaptivnih materijala, kako pokazuje iskustvo u radu, ne prelazi dva do tri mjeseca.
NPO UNIKHIMTEK na osnovu eksperimentalne studije i pilot rad, za rad pumpi su razvijeni i implementirani kompleti za zaptivanje od GRAFLEX materijala, koji obezbeđuju smanjenje curenja fluida i produženje radnog veka. Na osnovu rezultata teorijskih i eksperimentalnih studija razvijene su preporuke za izmenu konstrukcije punjenja pumpe pri upotrebi GRAFLEX zaptivnih materijala, kojima se smanjuje srednja curenja, smanjuje habanje čahure vratila, potrošnja zaptivnog materijala i smanjiti operativne troškove.
LITERATURA
- Domashnee A.D., Khmelniker V.L. Zaptivke kutije za punjenje za armature NPP. - M.: Atomshdat, 1980, 112s.
- Krishnek R. Sistemi zaptivanja na bazi grafita. Hemijska i naftna i gasna tehnika, br. 8, 2000.
- Vorokhov A.M., Gašnjin A.S., Dodonov N.T. Vlaknaste i kombinovane brtve kutije za punjenje. M.: Mashinostroenie, 1966, 312 str.
- Ilyin E.T. Ruske brtve visokih performansi GRAFLEX - Materijali industrijskog sastanka glavnih mehaničara rafinerija nafte i petrohemijskih preduzeća u Rusiji i ZND. Kirishi, 2002, str.2 59-266.
AT industrijska proizvodnja tokom rada različitih cjevovoda neizbježno dolazi do gubitaka dizanih tekućina. Brojni pečati služe za sprječavanje ovih slučajeva, od kojih će jedan detaljnije biti razmotren u ovom članku.
Zaptivka kutije za punjenje pumpe
Savremena pumpna oprema je završena velika količina elementi. Istovremeno, specifičnosti rada zahtijevaju posvećivanje veće pažnje normalnom i nesmetanom funkcioniranju proizvoda u cjelini. Zbog jednostavnosti dizajna i lakoće upotrebe, brtve kutije za punjenje pumpe se koriste mnogo češće od ostalih uređaja za brtvljenje.
Operativni zahtjevi
Radno kolo svih vrsta pumpne opreme radi zahvaljujući motoru. Najčešće je električna. Preko mehaničke spojke energija se prenosi sa osovine motora na impeler, koji ga pokreće. Sama osovina se proteže izvan kućišta opreme, što čini školjku nepropusnom. Zbog toga je gubitak radne tečnosti neizbežan.
Ako se koristi, može se izbjeći curenje pumpane tekućine. Koriste se sljedeće tehnologije:
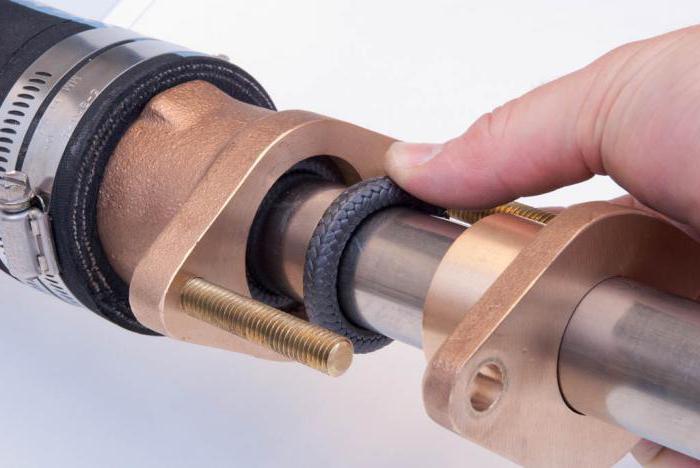
Zapakirana (žlijezda) brtva. To je prsten od vlaknasti materijal.
Manžeta. za ovaj pečat, elastični materijali koji se može ojačati kako bi se povećala krutost. Koristi se za ugradnju u pumpnu opremu sa malom brzinom osovine.
Kraj. Sastoji se od dva prstena, usko raspoređena jedan do drugog na osovini. Jedan od njih rotira s osovinom, dok drugi ostaje potpuno nepomičan.
s prorezima. Drugo ime je lavirint. Smatra se najpouzdanijim moderan izgled pečati. Predstavljen u obliku prstena od meke legure. Koristi se u višestepenim pumpama, gde upotreba drugih tehnologija može značajno uticati na efikasnost.
Osim toga, postoje uređaji koji ne zahtijevaju brtve, kao što su pumpe s magnetnim pogonom s mokrim rotorom.
Opis brtvila
Materijali sa prorezima najčešće se koriste za osiguravanje nepropusnosti potopljene pumpe. Nemaju posebne zahtjeve za curenje tečnosti. Ovdje dugovječnost igra veliku ulogu.

Zaptivanje brtvi pumpi pojavilo se gotovo u isto vrijeme kada i oprema za pumpanje tekućina. To su neobični prstenovi napravljeni od vlaknastog materijala, koji se nalaze u osnovi plovnice, pa otuda i njihov naziv. Pakovanje mora biti navlaženo tečnošću koja se transportuje kroz cjevovode. To je potrebno za hlađenje i podmazivanje kutije za punjenje. Samo vlaženje je ispunjeno gubitkom tečnosti. Sat rada pumpe pretpostavlja gubitak od 1-15 litara vode. Ako se ambalaža ne navlaži, materijal će izgubiti svoju korisnost i brzo će "izgorjeti".
Zaptivke je potrebno redovno servisirati. Istovremeno, kompresori i pumpe se ne mogu rastaviti, što je jedna od značajnih prednosti brtvi. Samoposluživanje je periodično "povlačenje" manžetne.
Tipične varijacije zaptivki za pumpnu opremu
Moderno tržište nudi razne brtve za pumpe; tipične uljne brtve su predstavljene u dva glavna tipa:
Ojačano pakovanje sa jednom ivicom. Glavna svrha je spriječiti gubitke dizane tekućine.
Manžete pojačane anterom i jednom ivicom. Koristi se za zaštitu samog priključka od prašine i prljavštine. Takođe ne dozvolite da tečnost napusti sistem za transport.
Ako pogledamo, možemo razlikovati uljne brtve:
sa profilisanim rubom;
sa obrađenom ivicom.
Ovisno o vrsti gume koja se koristi, postoje sljedeće manžetne:
Na bazi nitril butadien kaučuka. Proizvodi se izrađuju od 1, 2 i 3 klase gume. Relativno visok prag negativna temperatura rad (-30, -45, i -60 °C respektivno).
Na bazi fluorogume. Sirovina je guma grupe 1 i 2. Pri pumpanju mineralnog ili zupčastog ulja izdržavaju temperature do 170°C.
Od silikonske gume. U proizvodnji gume koristi se isključivo 1 grupa. Zaključak Radna temperatura pakovanja -55 °C.
Moderne manžetne po pravilu dolaze s oprugama. Pogodni su za zaptivanje osovina različitih prečnika.

Opruga se može isporučiti odvojeno od kutije za punjenje ako je predviđena za rad sa osovinom do 20 mm ili više od 120 mm.
svojstva performansi, za koje je pumpe bolje koristiti
Manžete se u pravilu razlikuju od ostalih brtvi po svojoj fleksibilnosti i plastičnosti. Visoka otpornost na habanje je također značajna prednost proizvoda. Lagani udar na osovinu širi segment primjene.
Karakteristike performansi direktno zavise od strukture zaptivača i sastava koji je korišćen u proizvodnji. U zavisnosti od tkanja, razlikuju se dijagonalne (kroz i kombinovane) i jednoslojne (misli se na strukturu jezgra). Sastav manžeta je:
azbest i neazbest;
suhe i impregnirane (kao impregnacija se koriste mješavine masti, grafita i ljepila);
ojačane i neojačane.

Kutije za punjenje se koriste za brtvljenje centrifugalnog spoja, a pakovanje se može koristiti i u klipnoj opremi za pumpanje tečnih medija. Prilikom ugradnje proizvoda, ne zaboravite da će pumpe sa brtvama kutije za punjenje propuštati određenu količinu tekućine, kao što je gore navedeno.
Grafitno-keramičke brtve
Ovo je jedna od vrsta manžeta za pumpna oprema. Upotreba ove vrste brtve u potpunosti eliminira ulazak radnog fluida u motor opreme. Gdje se koriste grafitno-keramičke brtve? Nema mnogo pumpi za vodu koje odgovaraju. U pravilu je segment primjene ograničen samo na površinske mehanizme.

Vijek trajanja može doseći 10 godina. U isto vrijeme, vrijedi se pridržavati ispravan rad pumpna stanica. Glavni zahtjevi postavljeni u vrijeme rada opreme:
Nema "suvog rada". Strogo je zabranjeno držati pumpu u "uključenom" režimu ako u sistemu nema tečnosti.
Najbolje je pumpati najpročišćeniju supstancu. Prisustvo nečistoća skraćuje vijek trajanja manžetne.
Obavezno se pridržavajte temperaturnog režima.
Prednosti kutija za punjenje za pumpe za vodu
Manžeta opreme za pumpanje vode izgleda kao pletena vezica kvadratnog presjeka. Azbestni konac (pamuk ili lijak) može sadržavati inkluzije bakrene ili mesingane žice. Vodonepropusne pumpe imaju jezgro od olova. Veličina trake 5*0,5. Umjesto toga, može se koristiti tkanje od 4 olovne žice.
Koriste se vodene brtve, obično na usisnoj strani. Ali moguće ih je koristiti i sa suprotne strane. Veličina pakovanja je direktno povezana sa prečnikom osovine. Maksimalan broj zaptivnih prstenova je 5.
Kako odabrati uljnu brtvu
Izbor brtvi se vrši prema nizu karakteristika. Bez sumnje, najvažnije pitanje je pouzdanost. Među ostalim važnim kriterijumima uzima se u obzir trošak. Dodatne opcije uzeti u obzir pri odabiru uređaja:
broj radnih sati;
gubitak tečnosti;
rok trajanja;
troškovi vezani za popravke.
Osim toga, odabir brtvi za pumpe se vrši uzimajući u obzir standardne veličine. To uključuje vanjski i unutrašnji promjer, visinu i debljinu baze.
Šta kažu potrošači
Mnogi su se već susreli s ugradnjom uljne brtve za jednostepenu pumpu. Često se primjećuje raznovrsnost punjenja. Upotreba brtvi nije ograničena na osovine velike brzine.

Napominje se da zaptivka kutije za punjenje pumpi sa mazivom na bazi silikona pokazuje veću termičku stabilnost.
Varijacije s visokim sadržajem ugljika značajno smanjuju omjer ekspanzije kako se temperatura dizane tekućine povećava. A aramidna vlakna sa posebnom PTFE impregnacijom omogućavaju kutiji za punjenje da radi u agresivnom okruženju na hemijska proizvodnja, CHP i papirna industrija.
Zaptivke su dizajnirane za zaptivanje rupa kroz koje prolaze ili se nalaze pokretni dijelovi mehanizama. Povreda nepropusnosti bilo koje pravilno sastavljene brtve za brtvljenje uzrokovana je uglavnom gubitkom elastičnosti zaptivnih prstenova (manžeta) i jednostranim trošenjem trljajućih površina dijelova. Sa gubitkom elastičnosti, sila kojom prsten sabija vrat osovine ili je pritisnut unutrašnja površina cilindra, a kod jednostranog trošenja dolazi do izobličenja cilindričnog oblika trljajućih površina.
Kontrola stanja i popravka delova. Stanje zaptivnih prstenova i manžeta se provjerava rutinskim pregledom. U svim slučajevima, prilikom rastavljanja zaptivki sabirnice, filcani prstenovi, ambalaža od pamuka, azbesta ili konoplje ili snop savijen od ovih materijala se mijenjaju bez obzira u kakvom su stanju. Gumeni prstenovi i manžetne te samozatezne uvodnice montirane na teško dostupnim mjestima mehanizama također su podložni zamjeni. U drugim slučajevima, gumeni dijelovi i samoblokirajuće brtve zamjenjuju se samo u slučaju gubitka elastičnosti, u prisustvu kidanja i nedostataka na trljajućim površinama, raslojavanja ili omekšavanja gume.
Skupština. Svaka zaptivka kutije za punjenje radi normalno samo ako kutija za punjenje pritisne vrat vratila ili je ravnomjerno i istom silom pritisnuta na površinu cilindra. Da biste to učinili, potrebno je da osi osovine, rupe dijela za kutiju za punjenje i sama kutija za punjenje budu koaksijalni. Osim toga, otpuštanje vrata osovine koja se okreće u kutiji za punjenje treba biti minimalno (ne više od 0,05 mm), a trljajuće površine osovine ili cilindra trebaju imati glatku površinu bez ivica.
Zaptivke sa filcanim prstenovima. Materijal i dimenzije prstenova bilo koje veze moraju biti u skladu sa zahtjevima crteža. Da bi se prstenovi dali elastičnosti i smanjili trošenje, preporučuje se da ih potopite 5,10 minuta specijalnim jedinjenjima zagrijanim na 120,130 "C. Smjesa od 75% tehničkog glicerina, 20% natrijevog sapuna i 5% grafitnog ljuspica može kao takva jedinjenja ili 90% ricinusovog ulja, 5% natrijum sapuna i 5% grafita u ljuskama. Prstenovi ugrađeni u kapice moraju dobro da pristaju u donji deo poklopca. Površina za trljanje prstenova mora biti čista i ravna, bez zadebljanja, udubljenja i udubljenja, prsten mora biti zategnut i ravnomjerno pritisnuti pokretni dio.
Zaptivke sa prstenovima za punjenje. Pakovanje kutije za punjenje (kao što je kutija za punjenje vodene pumpe) obično se sastoji od zasebnih prstenova sa kosim rezom. Spojevi susjednih prstenova su pomaknuti za 120 ili 180°. Da bi se ubrzao proces punjenja, poželjno je imati trnove, sa laganim udarcima na kojima se kolutovi dobro zbijaju. Morate biti oprezni kada konačno zategnete matice za zaptivke. Neravnomjerno neusklađeno zatezanje matica često dovodi do zagrijavanja i prekomjernog trošenja dijelova dijelova koji se trljaju.
Zaptivke sa samoblokirajućim uvodnicama, gumenim prstenovima i manžetnama. U slobodnom stanju, opruga samozatezne žlijezde treba lagano stisnuti manžetnu; sila kompresije se podešava promjenom dužine opruge. Prevelika sila, iako povećava nepropusnost veze, međutim, može uzrokovati pregrijavanje i prisilno trošenje dijelova. Da bi se olakšala ugradnja gumenih dijelova, njihove površine za trljanje podmazuju se tankim slojem masti. Da bi se postiglo bolje zaptivanje, kontaktne površine ležišta kućišta i samozatezne uvodnice premazane su ljepilom GEN-150V, olovnom bijelom bojom, zaptivačem, šelak ili karbinol ljepilom.
Glavni dio proizvodnje lijevane gumene robe otpada na brtvene uređaje, od kojih ovisi produktivnost i pouzdanost jedinica i mehanizama, brtvljenje i brtvljenje spojeva, šavova i svih vrsta spojeva. Zadatak zaptivki je da spreče ili smanje curenje tečnosti ili gasa u spojevima mašinskih delova, cevovoda i drugih sistema. Konsolidacije se dešavaju pokretne, nepokretne, kontaktne i prorezne. Mogu imati složen profil poprečnog presjeka kako bi osigurali nepropusnost i potrebnu brzinu mehanizma, smanjili zagrijavanje radnog fluida u sistemu, zaštitili od prodiranja stranih tvari u tehnički uređaj i spriječiti vanjsko curenje radnog fluida. U zavisnosti od hemijski sastav i fizička svojstva gumene brtve mogu se uspješno koristiti u raznim uvjetima i koriste se u svim industrijama. Pokretne kontaktne brtve uključuju O-prstenove, kragne i druge vrste specijalnih brtvi. Na primjer, O-prstenovi proizvedeni u skladu sa GOST 9833-73 dizajnirani su za pouzdan rad u hidrauličkim sistemima pri pritiscima do 32 MPa i u fiksnim spojevima do 50 MPa. Sa više visokog pritiska radnu tečnost u sistemu, preporučuje se upotreba gumenih manžeta.
Vrste manžeta
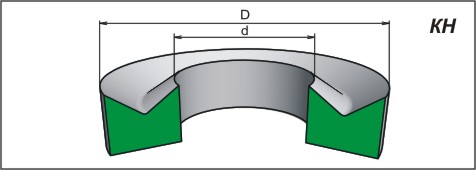
Pruža zategnutost hidraulične uređaje sjekira za mašine i sklopove (GOST 6969-54, TU 38-1051725-86)
Primjeri oznaka: Manžeta 80x100 GOST 6969-54 - manžetna za zaptivanje cilindra prečnika 100 mm, šipke prečnika 80 mm
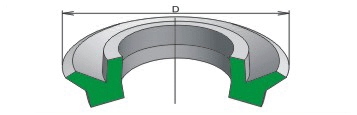
Omogućava zaptivanje zazora između cilindra i klipa pri pritisku od 0,1 do 50 MPa sa povratnom brzinom ne većom od 0,5 m/s na temperaturi od -60C do +200C (GOST 14896-84, GOST 6969-54 ). U zavisnosti od konstrukcije i vrednosti delujućeg pritiska izrađuju se tri tipa
Primjeri oznaka: Manžeta 1-20x12-4 GOST 14896-84 - manžetna tip 1 za zaptivanje cilindra prečnika 20 mm, šipka prečnika 12 mm iz gume grupe 4
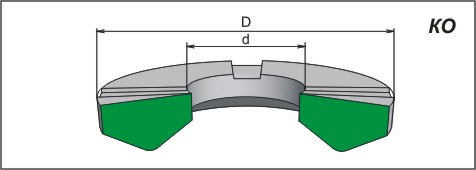
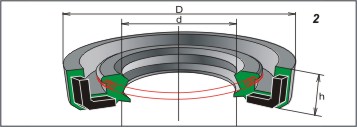
Služi za zaptivanje šipki i cilindara hidrauličnih uređaja koji rade u mineralnim uljima, uljima, svježim i morska voda, vodene emulzije pri pritiscima do 63 MPa na temperaturama od -50 do +120 °C sa povratnom brzinom do 3 m/s. Ove manžetne se ugrađuju u kompletu sa metalnim nosačem i pritisnim prstenovima (GOST 22704-77)
Primjeri oznaka: Noseći prsten KO 70x95-2 GOST 22704-prsten unutrašnjeg prečnika 70 mm, spoljašnjeg prečnika 95 mm od gume grupe 2

Primjeri oznaka: Ševron manžetna M 70x95-2 GOST 22704 - manžetna unutrašnjeg prečnika 70 mm, spoljašnjeg prečnika 95 mm od gume grupe 2
Primjeri oznaka: Pritisni prsten KN 70x95-2 GOST 22704-prsten unutrašnjeg prečnika 70 mm, spoljašnjeg prečnika 95 mm od gume grupe 2
Dizajniran za zaptivanje cilindara i šipki pneumatskih uređaja koji rade pod pritiskom od 0,005 do 1 MPa na temperaturi od -65 do +150 °C sa povratnom brzinom do 1 m/s (GOST 6678-72). Postoje dva tipa - tip 1 (za brtvu cilindra) i tip 2 (za brtvu šipke)
Primjeri oznaka: Zaptivna manžetna 1-025-3 GOST 6678-72 - manžetna tip 1 za cilindar prečnika 25 mm od gume grupe 3

Primjeri oznaka: Zaptivna manžetna 2-010-1 GOST 6678-72 - manžetna tip 2 za šipku prečnika 10 mm iz grupe gume 1
Za zaptivanje rotirajućih vratila koriste se u težim uslovima rada u mineralnom ulju, vodi, dizel gorivu, pri nadpritisku do 0,05 MPa, temperaturama od -60 do +170 (u zavisnosti od gumene grupe) i brzinama rotacije do 40 m/s ojačane gumene manžetne (GOST 8752-79). Takve manžetne se nazivaju i žlijezde. Ove manžetne su ojačane metalnim prstenom i okruglom oprugom. Metal prstena je u gumenom sloju, ne reaguje sa agresivnim okruženjem i jača generalni dizajn, a opruga pritišće radnu ivicu manžetne na osovinu. Određene vrste manžeta se mogu napraviti od fluoroguma i silikonska guma. Ovo omogućava upotrebu ojačanih manžeta u širokom rasponu radnih parametara pod izuzetnim opterećenjima pod uticajem najagresivnijih okruženja.
Izrađuju se dvije vrste:

I — jednobridni (kako bi se spriječilo curenje zapečaćenog medija);
II — jednokrilni sa čizmom (za sprečavanje curenja zaptivnog medija i za zaštitu od ulaska prašine)
Izrađuju se u dvije varijante: 1. sa obrađenom ivicom (rez); 2. sa profilisanim radnim rubom.
Primjeri oznaka: Manžeta 2.1-60*80-4 GOST 8752–79 - manžetna tip 2, verzija 1, za osovinu prečnika 60 mm sa spoljnim prečnikom od 80 mm od gume grupe 4

napomene:
- Slovo "C" znači da se prikladnost gume za zaptivanje ove grupe medija utvrđuje dogovorom između proizvođača i kupca;
- Znak "-" znači da elastomer nije prikladan za zaptivanje u navedenoj grupi medija.
Sva Kharprompolimer LLC proizvodi se proizvode u skladu sa GOST 8752-79.
Brtve su uređaji za sprječavanje ili smanjenje curenja tekućine kroz praznine između dijelova.
Zaptivke pumpe se mogu podeliti u dve grupe: zaptivke na kraju vratila (vanjske) i unutrašnje zaptivke stepenica. Završne zaptivke su dizajnirane da spreče curenje dizane tečnosti iz pumpe i ulazak vazduha u pumpu tokom njenog rada sa negativnim pritiskom na ulazu (kutija za punjenje, krajnje zaptivke). Unutrašnje zaptivke su dizajnirane da smanje dizanu tečnost između stepenica unutar kućišta pumpe kod višestepenih pumpi ili između kućišta i rotirajućeg radnog kola kod jednostepenih pumpi (prorezne, labirintske).
Zaptivke (žlebovi) je zaptivka rotirajuće osovine na mestima njenog izlaza iz fiksnog kućišta, izrađena od mekog elastičnog pakovanja. Upotreba uljnih zaptivki kao zaptivnog elementa je jedna od mogućnosti najstariji načini zaptivanje pokretnog spoja.
U zaptivkama kutije za punjenje bez prisilne kompresije pakovanje žlijezda uklapaju se u žljebove na fiksnim i pokretnim dijelovima spojeva. Koristi se za zaptivanje klipnih ležajeva pri malim brzinama kretanja i niskom nadpritisku.
Zaptivke za punjenje sa prinudnom kompresijom izrađene su prema shemi u kojoj se brtvljenje postiže pritiskom brtve na osovinu kao rezultat sile pritiska.
U većini izvedbi brtvila za brtvljenje, tlačne čahure i donje kutije izrađene su s kontaktnom ravninom nagnutom prema osi vratila, što omogućava povećanje radijalnog pritiska zaptivnog pritiska na osovinu. Međutim, prekomjerno povećanje kuta nagiba dovodi do pojave velikih naprezanja u blizini potisne čahure, što rezultira povećanim trošenjem prstenova koji su najbliži čahuri.
Dovod zraka u radnu šupljinu pumpe isključen je upotrebom zaptivnog uređaja sa hidraulična brtva. Tečnost ispod nadpritisak se napaja u srednji prsten 2. Može se napajati iz offline izvor ili uzeti sa pumpe. Na taj način se stvara hidraulično zaptivanje koje ne samo da sprečava prodiranje spoljašnjeg vazduha u pumpu, već sprečava i curenje dizane tečnosti iz pumpe. Hidraulične zaptivne uvodnice obezbeđuju dobro podmazivanje pakovanja, smanjujući gubitke zbog trenja u sklopu i obezbeđujući rasipanje toplote.
Svi gore navedeni uređaji za zaptivanje vrše kompresiju mekog pakovanja sa strane suprotne delovanju pritiska dizane tečnosti, tj. stvoriti maksimalni radijalni pritisak zaptivnog elementa na osovinu pri čemu je pritisak dizane tečnosti minimalan.
Slika 9 - Punjač sa kompresijom pakovanja dizane tečnosti: 1 - unutrašnji rukav; 2 - zaptivni element; 3 - ležaj; 4 - vanjski rukav; 5 - osovina
Najbolji uslovi zaptivanja mogu se postići obezbeđivanjem maksimalnog radijalnog pritiska elementa na osovinu gde je pritisak dizane tečnosti maksimalan. Na primjer, brtveni uređaji kod kojih se ambalaža komprimira pritiskom dizane tekućine. Budući da je površina potisne čahure na strani tekućine veća od površine na kompresijskoj strani pakovanja, stvara se napon koji premašuje pritisak dizanog medija. Takvo zaptivanje se naziva diferencijalno.

Slika 10 - Zaptivka kutije za punjenje sa radijalnim prednaprezanjem: 1 - poklopac; 2 - elastična komora; 3 - zaptivni element; 4 - tijelo; 5 - grundbuksa.
Ravnomjerna raspodjela pritiska pakiranja na osovinu može se postići korištenjem radijalne kompresije brtve. U zaptivaču sa radijalnom kompresijom pakovanja između tela 4 i zaptivnog pakovanja 3 nalazi se elastična komora 2 u koju se kroz otvor pod suvišnim pritiskom dovodi tečnost. Pritisak tečnosti kroz elastičnu komoru ravnomerno se prenosi na zaptivni element, zatvarajući spoj.
Slika 11 - Zaptivka punionice sa hidrauličnom zaptivkom: 1 - telo; 2 - srednji prsten; 3 - brtvljenje žlijezda; 4 - potisna čaura
Da bi se povećala trajnost mekog pakovanja, njegovi pojedinačni prstenovi su ograničeni podloškama koje su napravljene od metala ili plastike. Pečat je, takoreći, podijeljen u zasebne komore. Prstenovi su zaštićeni od preranog curenja punila, isušivanja i brzog habanja, što osigurava više dugoročno usluge zaptivanja.
Glavni element brtve kutije za punjenje je elastično pakovanje. Materijal za pakovanje mora imati dovoljno mehanička čvrstoća i elastičnost, visoka otpornost na habanje, nepropusnost i dobra svojstva protiv trenja. Prema GOST 5152-84, postoje tri vrste pakovanja: pletena, valjana i prstenasta.
Pletena pakovanja se dijele na pakiranja za tkanje kroz tkanje i pakiranja za pleteno tkanje. Za punjenje se koriste pamuk, konoplja, azbest, talk i sintetičke niti. U CNS pumpama za pumpanje vode u formacije za pumpanje nafte koristi se pakovanje AG - tkano od azbestnog konca impregniranog masnim sastavom uz nanošenje grafitnog praha, APR-31 - tkano pakovanje od azbestnog konca ojačanog mesinganom žicom i impregniranog masni sastav. Vek trajanja takvih pakovanja je oko 700 sati. Primjenjuju se drugi savremeni materijali sa produženim vijekom trajanja. Grafitno pakovanje NG-L izrađeno je od termički ekspandiranog grafita ojačanog lavsan navojem. Vek trajanja do 10000 sati.