Instalarea racordurilor cu flanșe pe conducte de oțel. Tipuri și tipuri de flanșe
O flanșă este o conexiune de ansamblu sub forma unui inel cu grosimi diferite; standardele sale sunt controlate de GOST. Acest detaliu se aplică în timpul munca de instalare conducte și fixarea echipamentelor speciale. Cu ajutorul flanșelor, toate unitățile și ansamblurile situate în întregul sistem de portbagaj sunt conectate.
Elementul conductei utilizat la instalarea secțiunilor și echipamentelor individuale la orice sistem de stocare se numește flanșă. Poate fi atribuită fitingurilor auxiliare, deoarece este o piesă de legătură între țevi.
Cu ajutorul flanșelor, toate unitățile și ansamblurile situate în întregul sistem de portbagaj sunt conectate. Sunt folosite ca o legătură de control pentru conectarea pompelor și a altor automatizări. O flanșă este o conexiune de ansamblu sub forma unui inel cu grosimi diferite; standardele sale sunt controlate de GOST.
Această piesă este utilizată în timpul instalării conductelor și fixării echipamentelor speciale, care este utilizată în multe zone speciale. Producția de flanșe provine din acele materiale care permit utilizarea lor în mediul destinat.
Caracteristicile produselor din oțel
Distincţia şi marcarea lor se produce conform proiecta. Printre multe țări, inclusiv Federația Rusă, 3 standarde de flanșă sunt foarte populare:
- Sudate plat, având GOST - 12 820-80.
- Cap sudat - GOST care 12 821-80.
- Liber, așezat pe un inel sudat, având GOST 12 822-80.
Acest GOST se aplică tuturor tipurilor de flanșe și accesoriilor acestora. În plus, standardele se aplică elementelor de conectare ale dispozitivelor, mașinilor, rezervoarelor, duzelor, precum și regim de temperaturăși presiunea condiționată.

În plus, flanșele pot fi proiectate pentru conectarea lucrărilor de asamblare a echipamentelor și a fluxurilor de conducte.
În momentul îmbinării, așa-numitele flanșe plate sunt puse pe partea de legătură a țevii și sudate la sistem cu două cusături. În acest exemplu de realizare, flanșa țevii poate avea doar 1 sudură. GOST al unei flanșe libere este format din două părți: un inel și produsul în sine.
Două elemente de conectare sunt ușor de instalat. Inelul este sudat la bază, iar flanșa în sine are capacitatea de a se mișca liber pentru o conexiune rapidă cu el folosind șuruburi. O astfel de fixare se face în slab locuri accesibile si cu frecvente lucrări de reparații conexiuni cu flanșă.
Soiuri și caracteristici
Printre numeroasele soiuri există astfel de modele de flanșe:
- Oţel. Acest model are fire pre-tăiate pe gâtul flanșei. Utilizarea lor este limitată. Instalați astfel de modele pe conducte cu presiune scăzută. De asemenea, sunt umplute cu sisteme sanitare, pentru care se folosesc conducte de gaz. Este imposibil să faci fără conexiuni din oțel în timpul instalării sistemelor de încălzire și instalații sanitare.
- Flanse sudate din otel. Ele pot fi împărțite în probe pătrate și rotunde. Mai economice sunt flanșele rotunde. Producția unor astfel de compuși consumă o gamă mică de materiale. Flanșele rotunde sunt mai puțin frecvente în practică, mai degrabă datorită fixării formate din patru șuruburi. Modelele mai utilizate pe scară largă sunt modelul pătrat cu închidere circumferențială.
- Flanșe de guler. Conductele de înaltă și medie presiune sunt locul principal de aplicare. Oțelul aliat pentru astfel de flanșe este principalul material utilizat pentru fabricarea lor. Acest tip de piese de conectare este benefică în timpul lucrărilor de instalare.
- Flanse libere. Această versiune a produsului are un umăr pe inelul sudat și este utilizată pe țevi cu flanșe. Semnificația deosebită a acestui model se manifestă în timpul conexiunii tevi din inox. Semifabricatele din metale neferoase sunt bine îmbinate folosind flanșe libere.

Tipuri de flanse
Multe tipuri de produse își găsesc aplicația în industria petrolului. Cele mai comune tipuri de flanșe:
- prin;
- filetat;
- rotativ;
- priza.
Toate flanșele enumerate au propria lor suprafață testată, cu excepția modelului cu rotație liberă. Este imposibil să pierzi din vedere astfel de detalii care au un scop special. Acestea includ următoarele nume:
- extins;
- tranzitorie;
- sudate;
- cu umăr;
- dopuri de discuri;
- inele.
Pentru a conecta produse din azbest-ciment, oțel și fontă, se folosește o flanșă de sertizare care, prin fixarea sa, asigură o etanșare excelentă a sistemului. Flanșa se caracterizează prin prezența unei bucșe de cauciuc și lungimea fitingului, care asigură etanșarea a 2 camere și distribuția forțelor îndreptate către capătul conductei. O astfel de flanșă de țeavă garantează că conexiunea ermetică va fi perfectă.
Resurse materiale
Pentru fabricarea flanselor se folosesc o mare varietate de materiale. O sursă comună pentru producția lor este oțelul carbon. În interior, flanșa poate avea un înveliș care nu este identic, dar diferit de resursa utilizată. Astfel de produse se numesc flanșe căptușite.
Alegând tipul de produs, determinăm materialul necesar pentru acesta. De obicei, fabricarea elementelor de fixare depinde de materialul țevii în sine. Din modul în care am inventat forma și am pregătit suprafața, va fi clar unde să plasăm inelul de etanșare și garnitura.
Suport de conectare
Piesele de conectare sunt:
- elemente de fixare;
- diverse garnituri;
- flanșă.
Conectarea conductelor prin flanșe este considerată o invenție avantajoasă și convenabilă.

Astăzi, instalarea unor astfel de elemente de fixare este la mare căutare. Există un număr mare de aspecte în momentul selecției compușilor. Această întrebare este cel mai bine rezolvată de un specialist cu cunoștințe.
șuruburi
Pentru a conecta flanșele, este necesar să pregătiți șuruburi. Prezența lor ar trebui să fie determinată de numărul de găuri din aceste semifabricate, iar dimensiunile și diametrul necesar al șuruburilor trebuie determinate ținând cont de piesele implicate pentru fixarea lor și de presiunea care este în linie.
Printre elemente de fixare se pot folosi știfturi, care sunt echipate cu tijă și piulițe pe ambele părți. Mai accesibile este un hexagon simplu și o piuliță cu fire adecvate. Parametrii necesari ai elementelor de fixare sunt determinați de GOST.
Garnituri pentru fixare
Garniturile sunt folosite pentru conexiunile ermetice. Ele pot fi prevăzute sub formă de inele sau foi comprimate capabile să asigure impermeabilitate la lichid la îmbinările conductelor sau ansamblurile de legătură. Garniturile sunt fabricate din metal și alte materiale. În timpul instalării garniturii, este necesar să se respecte norma și regulile stabilite. Principalul lucru este să preveniți scurgerile la joncțiuni.
Fixați flanșa
Pentru a obține o etanșare completă în conexiunea elementelor de fixare, este necesar să aveți componente precise. Înainte de a începe procesul de conectare și de a evita problemele neașteptate, trebuie să faceți următoarele:
- examinați obiectul pentru zgârieturi și eliminați imperfecțiunile de pe suprafața acestuia, deoarece acesta trebuie să fie perfect curat, fără defecte;
- inspectați toate elementele de fixare pentru fire deteriorate și coroziune;
- nu permiteți bavuri pe elemente de fixare;
- aplica strat subțire lubrifiere pe suprafața șuruburilor, știfturilor și piulițelor și șaibelor și garniturilor adiacente acestora;
- nu instalați o garnitură uzată, versiune noua garniturile vor elimina multe probleme cu etanșarea etanșă;
- comparați raportul dintre axa flanșelor, conform GOST;
- reglați piulițele astfel încât cele trei fire să fie deasupra vârfului dispozitivului de fixare.
Indiferent de metoda de strângere care va fi folosită, este necesar de la bun început să pregătiți cu atenție toate piesele necesare și să le verificați pentru compatibilitatea profesională.
Flanse pentru conducte - articole speciale, care sunt folosite pentru a conecta părți ale conductelor într-un singur întreg sau pentru a conecta echipamente de măsurare și control la acestea.
1 Informații scurte despre flanșe și designul acestora
Flansele pentru conducte sunt realizate din materiale diferite- aluminiu, plastic, otel, fonta, alte metale. Cel mai adesea sunt sub formă de disc sau inele plate. Flansele pot fi folosite pentru diverse conducte, variind de la metal și oțel până la polietilenă, care transportă substanțe chimice, băutură și apă procesata, alte medii lichide.
Flanșele sunt folosite ca set (în perechi). Între ele, acestea sunt fixate cu șuruburi, știfturi cu piulițe și șuruburi. De asemenea, pot fi sudate, dar în acest caz conexiunea este dintr-o singură bucată, ceea ce face dificilă întreținerea conductei în viitor.
În același timp, indiferent de tipul de conexiune, orice flanșă (compresie, presiune) are un design care face posibilă rezistența la condiții nefavorabile de funcționare și presiune crescută.
Proiectarea pieselor descrise pentru conducte este reglementată de Standardul de stat R 54432, aprobat în 2011, și de sistemele de standardizare străine (ANSI/ASME), DIN și altele. În conformitate cu R 54432, toate flanșele sunt produse în diferite versiuni:
- cu o proeminență (de legătură) la un unghi de 45 sau 90 de grade;
- sub garnitura lentilei cu un teșit intern special;
- cu o selecție din interior, o depresiune și o proeminență de 45 de grade;
- cu canelură, selecție inelară;
- cu o canelură ovală pe suprafața de capăt (utilizată pentru garnituri cu o secțiune transversală sub formă de oval);
- cu un pervaz de 90 de grade și o țeapă.

De asemenea, fabricat și tipuri speciale flanșe - tranziționale, de expansiune, sudate cu umăr, disc și dopuri inelare.
2 Cum sunt clasificate flanșele conductelor?
Cel mai adesea, elementele de legătură care ne interesează sunt împărțite în:
- aluminiu;
- presat;
- guler;
- apartament.
Dopurile speciale se disting într-un grup separat - discuri de tip surd, de-a lungul marginilor cărora sunt tăiate opt găuri. Astfel de piese din oțel sunt folosite pentru local și conductele principaleîn cazurile în care se impune blocarea completă a conductei. Fișa este ușor de sudat, rezistă la presiuni de până la 15 MPa și funcționează într-un interval larg de temperatură (până la + 600 °C).
De asemenea, este sudată o flanșă plată de fixare sau de prindere, care este considerată cel mai comun tip de conexiune. Un detaliu similar este realizat sub forma unui disc cu orificii laterale si una centrala (dopurile nu au orificiu central). Cu toate acestea, sudarea produselor plate garantează o conexiune fiabilă, precum și fixarea lor pe țeavă folosind elemente de fixare.

Elementele presate sunt utilizate atunci când este necesar să se conecteze unul sau altul echipament la conductă. Sunt produse folosind tehnologia de presare din (uneori se folosesc și cele convenționale). Flanșa de fixare presată are o formă rotundă, de-a lungul marginilor sale sunt făcute patru găuri pentru instalarea știfturilor. Are și o mică proeminență. Astfel de produse sunt potrivite pentru orice scop conducte din oțel și fontă, inclusiv pentru sisteme de uz casnic rezerva de apa.
Sudarea este utilizată pentru a conecta flanșele gulerului. Astfel de produse sunt potrivite optim pentru operarea în diverse conditii de temperatura. Sunt la mare căutare pentru construcția de conducte industriale (presiune peste 2,5 MPa, temperatura mediului transportat - de la 450 de grade), pentru care sudarea este principala metodă de conectare a produselor tubulare. Flanșa de fixare a gulerului are o proeminență de oțel (se numește guler), datorită căreia sudarea se realizează fără probleme.

Cele mai economice flanse sunt din aluminiu (celalalt nume este silumin). Sunt utilizate pentru conducte ale căror elemente nu necesită conexiuni de mare rezistență. Piesele din Silumin au un indice de rezistență scăzut, dar rezistă perfect la coroziune.
3 Ce este o flanșă de compresie și de prindere?
O flanșă de compresie (cunoscută și ca flanșă de fixare universală) este recomandată pentru situațiile în care sudarea țevilor este imposibilă sau nedorită. De asemenea, este folosit pentru a crea orice conexiuni detașabile(permite demontarea unei părți dintr-o țeavă cu flanșă în caz de nevoie).
Flanșa de sertizare are tiranți. La strângerea piulițelor, marginile canelurii conului comprimă un inel de legătură special, care se extinde pe o anumită distanță pe țeavă, oferind o conexiune fiabilă și durabilă. Elementul de fixare vă permite să lucrați cu aproape orice țeavă - oțel, fontă gri și obișnuită, azbociment, clorură de polivinil.

Cu unele restricții, flanșa de compresie este instalată și pe produse din țevi din polietilenă presiune scăzută. Montarea conexiunii în acest caz permisă în absența oricăror forțe de tracțiune asupra conductei care ar putea determina îndepărtarea flanșei din conductă.
Flanșa de sertizare (fixare) se caracterizează prin următoarele avantaje:
- sudarea nu este necesară, ceea ce complică foarte mult procesul de construire a rețelelor de inginerie;
- conexiunea este pliabilă (în orice moment, puteți scoate flanșa și reinstalați-o);
- ușurința instalării elementului de conectare (orice persoană care nu are pregătire specială este capabilă să efectueze această procedură).

Printre altele, o flanșă de compresie demontată (corect și precis) poate fi folosită de mai multe ori.
Flanșa de prindere este un produs alezat plat pentru conectarea țevilor din polietilenă de joasă densitate și polietilenă obișnuită. Face posibilă conectarea țevilor PE și HDPE cu, cu rezervoare metalice și oțel instalate anterior, dispozitive de control și așa mai departe.
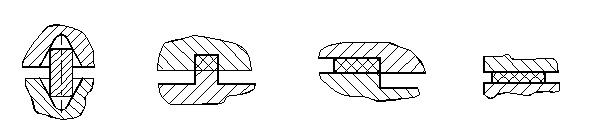
Conexiunile cu flanșă sunt cel mai utilizat tip de conexiuni detașabile, oferind etanșeitate și rezistență structurilor, precum și ușurință în fabricare, dezasamblare și asamblare. Conexiunea constă din două flanșe 1, știfturi 2 și o garnitură 3 (Figura 1). Prin proiectare, flanșele pot fi împărțite în integrale, atunci când corpul și flanșa lucrează împreună sub sarcină, și libere, când corpul conductei este descărcat de sarcină. Figura 1 prezintă exemple de conexiuni tipice cu flanșă.
1 - flanșă; 2 - ac de păr; 3 - garnitura;
a) flanșă dintr-o singură bucată; b) flanșă liberă (de compresie).
Imaginea 1 - Modele de îmbinări cu flanșe
În funcție de condițiile de funcționare în care va funcționa racordul cu flanșă, se disting mai multe tipuri de etanșări. Tipul de sigiliu este reglementat de standardele industriei. Există următoarele tipuri de etanșări pentru flanșe:
1) sub o garnitură metalică (Figura 2, a);
2) cord-canel (Figura 2, b);
3) proeminență-depresiune (Figura 2, c);
4) suprafață netedă de etanșare (Figura 2, d).
Garnitura trebuie să îndeplinească următoarele cerințe de bază: atunci când este comprimată cu o presiune cât mai mică, umpleți toate microrugozitățile suprafețelor de etanșare; menține etanșeitatea conexiunii în timpul mișcărilor elastice ale elementelor conexiunii cu flanșă (adică materialul garniturii trebuie să aibă proprietăți elastice); menține etanșeitatea în timpul funcționării sale pe termen lung sub influența mediilor corozive la nivel ridicat și temperaturi scăzute; materialul nu trebuie să fie limitat.
Imaginea 2 - Tipuri de suprafete de etansare cu flanse
conexiuni
În pomii de Crăciun se folosesc conexiuni cu flanșe cu garnituri metalice. Găsit în conductele de comunicații terestre aplicare largă racorduri cu flanse cu garnituri plate .
Dimensiunile tuturor conexiunilor cu flanșă sunt furnizate de GOST.
Îmbinările cu flanșe cu garnituri metalice de secțiune ovală sau octogonală sunt utilizate pentru etanșarea bradului de Crăciun cu flanșe (Figura 3, a, b). Anexele C și D ale acestui manual prezintă parametrii geometrici ai garniturilor metalice. În pomii de Crăciun, forța cu care este comprimată garnitura nu trebuie să ducă la deformarea permanentă a acesteia. Garnitura este realizată din oțeluri mai moi decât flanșele. Ca material de garnitură pentru medii neagresive se folosesc oțeluri carbon de înaltă calitate 08kp, oțel 20, oțel 30, oțel 45. Pentru medii corozive se folosesc oțeluri aliate Kh18N10T, 12Kh18N9, Kh17N13MVT. Caracteristici mecanice materialele sunt prezentate în Anexa A.
Pentru presiuni mari de lucru (de la 70 la 105 MPa), garniturile sunt prin găuri cu diametrul de 1,6 mm (Figura 3, c).
Imaginea 3 - Tipuri de garnituri metalice
Există două moduri de a instala inelele de etanșare în raport cu fețele canelurilor de pe flanșă. În primul caz, deja în timpul asamblarii, inelul intră în contact cu canelurile flanșelor de-a lungul teșirilor lor interioare și exterioare (Figura 4, a). Etanșarea are loc datorită deformării elastice a inelului și a flanșelor în punctul de contact al acestora. În al doilea caz, inelul de la începutul ansamblului este în contact numai cu teșirea exterioară a canelurii de la flanșa superioară și teșirea de la flanșa inferioară (Figura 4, b). Când îmbinarea este strânsă cu știfturi, aceasta scade în diametru (în limita deformațiilor elastice) și ajunge la teșirea internă a canelurii, moment în care strângerea este oprită. Momentul opririi inelului în teșirea internă este vizibil printr-o creștere accentuată a forței de strângere a piulițelor la știfturi.
Când presiunea crește în supapă, flanșele se depărtează sub acțiunea sa și inelul își ia poziția inițială.
Parametrii geometrici ai flanselor pentru o garnitura metalica sunt dati in Anexa B.

Figura 4 - Instalarea unui inel de etanșare cu un dublu față (a) și
Flanșă este o modalitate de a conecta conducte, supape, pompe și alte echipamente pentru a forma un sistem de conducte. Această metodă de conectare oferă acces ușor pentru curățare, inspecție sau modificare. Flanșele sunt de obicei filetate sau sudate. Racordul cu flansa este format din doua flanse fixate cu suruburi si o garnitura intre ele pentru a asigura etanșeitatea.
Flansele pentru conducte sunt realizate din diverse materiale. Flanșele sunt prelucrate la suprafață, fontă și fontă nodulară, dar cel mai des folosit material este oțelul carbon forjat.
Cele mai folosite flanse in ulei si industria chimica:
- cu gât de sudură
- prin flanșă
- sudate cu o locașă pentru sudare
- suprapunere sudată (rotire liberă)
- flanșă filetată
- dop de flanșă

Toate tipurile de flanșe, cu excepția celor libere, au o suprafață întărită.
Flanse speciale
Cu excepția flanselor menționate mai sus, există o serie de flanșe speciale, cum ar fi:
- flanșă de diafragmă
- flanșe lungi de guler sudate
- flanșă de expansiune
- flanșă adaptoare
- dop inel (parte a conexiunii cu flanșă)
- dopuri de disc și inele intermediare (parte a conexiunii cu flanșă)
Cele mai frecvente materiale utilizate pentru fabricarea flanselor sunt otelul carbon, oţel inoxidabil, fontă, aluminiu, alamă, bronz, plastic etc. În plus, flanșe, precum fitingurile și țevile pt aplicație specială uneori au acoperire interioara sub forma unui strat de material de o calitate complet diferită de flanșele în sine. Acestea sunt flanșe căptușite. Materialul flanșelor este cel mai adesea setat la selectarea țevilor. De regulă, flanșa este realizată din același material ca și țevile în sine.
Exemplu de flanșă de sudură cu guler de 6" - 150#-S40
Fiecare flanșă ASME B16.5 are un anumit număr de dimensiuni standard. Dacă un proiectant din Japonia sau o persoană care pregătește un proiect pentru un start-up în Canada sau un instalator de conducte din Australia vorbește despre o flanșă de sudură 6"-150#-S40 conform ASME B16.5, atunci el se referă la flanșă, care este prezentată mai jos. 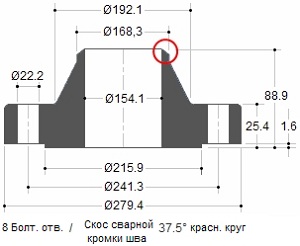
În cazul comenzii unei flanșe, furnizorul ar dori să cunoască calitatea materialului. De exemplu, ASTM A105 este o flanșă din oțel carbon ștanțat, în timp ce A182 este o flanșă din oțel aliat ștanțat. Astfel, prin reglementare, ambele standarde trebuie specificate pentru furnizor: Flansa de sudura 6"-150#-S40-ASME B16.5/ASTM A105.
CLASA DE PRESIUNE
Clasa de presiune sau ratingul pentru flanșe va fi în lire sterline. Pentru a indica clasa de presiune, utilizați nume diferite. De exemplu: 150 lb sau 150lbs sau 150# sau clasa 150, înseamnă același lucru.
Flanșele din oțel forjat au 7 clasificări principale:
150 lbs - 300 lbs - 400 lbs - 600 lbs - 900 lbs - 1500 lbs - 2500 lbs
Conceptul de clasificare a flanșelor este clar și evident. Flanșa Clasa 300 poate suporta presiuni mai mari decât flanșa Clasa 150, deoarece flanșa Clasa 300 are cantitate mare metal și poate rezista la presiuni mari. Cu toate acestea, există o serie de factori care pot afecta limita de presiune a flanșei.
EXEMPLU
Flansele pot rezista la diferite presiuni la diverse temperaturi. Pe măsură ce temperatura crește, clasa de presiune a flanșei scade. De exemplu, o flanșă Clasa 150 este evaluată pentru aproximativ 270 PSIG in mediu inconjurator, 180 PSIG la 200°C, 150 PSIG la 315°C și 75 PSIG la 426°C.
Factori suplimentari este că flanșele pot fi realizate din diverse materiale precum oțel aliat, fontă și fontă ductilă etc. Fiecare material are diferite clase de presiune.
PARAMETRI "PRESIUNE-TEMPERATURA"
Clasa presiune-temperatură determină valoarea maximă admisă de funcționare suprapresiuneîn bare la o temperatură în grade Celsius. Pentru temperaturi intermediare este permisă interpolarea liniară. Interpolarea între clasele de notație nu este permisă.
Clasificări temperatură-presiune
Clasa Temperatură-Presiune este aplicabilă conexiunilor cu flanșă care respectă limitele pentru conexiunile cu șuruburi și garniturile care sunt realizate în conformitate cu bunele practici de asamblare și aliniere. Utilizarea acestor clase pentru conexiunile cu flanșă care nu îndeplinesc aceste limite este responsabilitatea utilizatorului.
Temperatura afișată pentru clasa de presiune corespunzătoare este temperatura carcasei interioare a piesei. Practic, această temperatură este aceeași cu cea a lichidului conținut. În conformitate cu cerințele codurilor și reglementărilor actuale, atunci când se utilizează o clasă de presiune corespunzătoare unei temperaturi diferite de lichidul care curge, toată responsabilitatea revine clientului. Pentru orice temperatură sub -29°C, valoarea nominală nu trebuie să fie mai mare decât atunci când este utilizat la -29°C.
Ca exemplu, mai jos veți găsi două tabele cu grupe de materiale în conformitate cu ASTM și alte două tabele cu clasa temperatură-presiune pentru aceste materiale în conformitate cu ASME B16.5.
| Materiale ASTM grupa 2-1.1 |
|||
| Denumirea nominală |
Ștampilare |
Casting |
farfurii |
| C-Si | A105(1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½ Ni |
A350 Gr.LF3 |
- | - |
OBSERVAȚII:
|
|||
| Clasa de temperatură-presiune pentru materiale ASTM Grupa 2-1.1 Presiunea de operare după clasă |
|||||||
| Temperatura °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| de la 29 la 38 |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| Clasa de temperatură-presiune pentru materiale ASTM Grupa 2-2.3 Presiunea de funcționare pe clasă |
|||||||
| Temperatura °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| de la 29 la 38 |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
SUPRAFAȚA FLANSĂ
Forma și designul suprafeței flanșei vor determina locul în care va fi amplasat inelul de etanșare sau garnitura.
Cele mai utilizate tipuri:
- suprafață ridicată (RF)
- suprafata plana (FF)
- canelură pentru inelul O (RTJ)
- din exterior şi filet interior(M&F)
- limbă și șanț (T&G)
Față înălțată, cel mai aplicabil tip de flanșă, ușor de identificat. Acest tip numită așa deoarece suprafața garniturii iese deasupra suprafeței îmbinării cu șuruburi. 
Diametrul și înălțimea sunt definite în conformitate cu ASME B16.5 folosind clasa de presiune și diametrul. În clasa de presiune de până la 300 Lbs, înălțimea este de aproximativ 1,6 mm, iar în clasa de presiune de la 400 la 2500 Lbs, înălțimea este de aproximativ 6,4 mm. Clasa de presiune a flanșei determină înălțimea feței ridicate. Scopul flanșei (RF) este concentrarea mai multa presiune la o suprafață mai mică a garniturii, crescând astfel limita de presiune a îmbinării.
Pentru parametrii de înălțime ai tuturor flanșelor descriși în acest articol, se folosesc dimensiunile H și B, cu excepția flanșei îmbinării suprapuse, aceasta trebuie înțeleasă și reținută după cum urmează:
În clasele de presiune 150 și 300 lbs, înălțimea proeminenței este de aproximativ 1,6 mm (1/16 inch). Aproape toți furnizorii de flanșe din aceste două clase listează dimensiunile H și B în broșurile sau cataloagele lor, inclusiv față (vezi Fig.1 de mai jos) 
În clasele de presiune 400, 600, 900, 1500 și 2500 lbs, înălțimea proeminenței este de 1/4 in. (6,4 mm). În aceste clase, mulți furnizori listează dimensiunile H și B, fără a include înălțimea proeminenței (vezi Fig.2 de mai sus)
În acest articol veți găsi două dimensiuni. Rândul de dimensiuni de sus nu include înălțimea proeminenței, iar dimensiunile din rândul de jos includ înălțimea proeminenței.
SUPRAFAȚA PLATĂ (FF - Față plată)
Pentru o flanșă cu față plată (față completă), garnitura este în același plan cu îmbinarea cu șuruburi. Cel mai adesea, flanșele cu fața plată sunt folosite acolo unde flanșa de împerechere sau fitingul este turnată. 
O flanșă cu față plată nu se conectează niciodată la o flanșă ridicată. Conform ASME B31.1, atunci când conectați flanșe plate din fontă la flanșe din oțel carbon, proeminența de pe flanșa de oțel trebuie îndepărtată și întreaga suprafață trebuie etanșată cu o garnitură. Acest lucru se face pentru a preveni fisurarea flanșei subțiri și casante din fontă din cauza proeminenței flanșei de oțel.
FLANSĂ CU RĂDĂDINĂ PENTRU GARNITURĂ O-RING (RTJ - Imbinare tip inel)
Flanșele RTJ au fante tăiate în fețele lor în care oțel inele O. Flanșele sunt sigilate datorită faptului că, atunci când șuruburile sunt strânse, garnitura dintre flanșe este presată în caneluri, deformată, creând un contact strâns metal-metal. 
Flanșa RTJ poate avea o buză cu o canelură inelară realizată în ea. Această proeminență nu servește ca sigiliu de niciun fel. Pentru flansele RTJ care sunt sigilate cu inele O, fețele înălțate ale flanșelor împerecheate și strânse pot intra în contact una cu cealaltă. În acest caz, garnitura comprimată nu va mai suporta sarcini suplimentare, strângerea șuruburilor, vibrațiile și deplasarea nu vor mai zdrobi garnitura și nu vor mai reduce forța de strângere.
Inelele O metalice sunt potrivite pentru utilizare în temperaturi mari si presiuni. Sunt realizate cu alegerea potrivita material și profil și sunt întotdeauna utilizate în flanșele corespunzătoare, oferind o etanșare bună și fiabilă.
Inelele O sunt proiectate astfel încât etanșarea să aibă loc prin intermediul unei „linii de contact conducătoare” sau a unei pene între flanșa de îmbinare și garnitură. Prin aplicarea unei presiuni asupra etanșării prin șuruburi, metalul mai moale al garniturii pătrunde în structura fină a materialului de flanșă mai rigid și creează o etanșare foarte etanșă și eficientă. 
Cele mai folosite inele:
Tip R-Oval conform ASME B16.20
Potrivit pentru flanșe ASME B16.5 clasa de presiune 150 până la 2500.
Tip R-Octogonal conform ASME 16.20
Un design îmbunătățit față de R-Oval original. Cu toate acestea, ele pot fi utilizate numai pentru flanșe plate cu o canelură. Potrivit pentru flanșe ASME B16.5 clasa de presiune 15 până la 2500.
FLANȘE CU TANȘAT ȘI TIP DE SUPRAFAȚĂ LUG-VAS (LMF - Față masculină mare; LFF - Față feminină mare)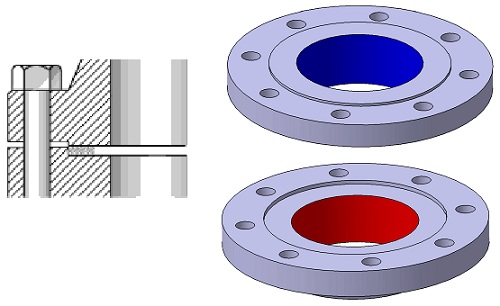
Flanșele de acest tip trebuie să se potrivească. O față a flanșei are o zonă care se extinde dincolo de limitele normale ale feței flanșei ( tata). Cealaltă flanșă sau contraflanșă are o adâncitură corespunzătoare ( mamă) realizată în suprafaţa sa.
Întindere semi-afană
- Adâncimea tăieturii (crestătură) este de obicei egală sau mai mică decât înălțimea proeminenței pentru a preveni contactul metal-metal atunci când garnitura este comprimată
- Adâncimea crestăturii nu este de obicei cu mai mult de 1/16" mai mare decât înălțimea buzei
FLANSĂ CU SUPRAFAȚĂ DE etanșare
(Proeminență - Fața Tunge - TF; Depresiune - Față cu caneluri - GF)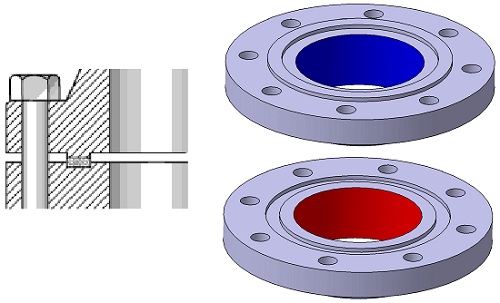
Flanșele de acest tip trebuie să se potrivească și ele. O flanșă are un inel cu o proeminență (ghimpe) realizată pe suprafața acestei flanșe, în timp ce pe suprafața contrapiesei este prelucrată o canelură. Astfel de suprafețe se găsesc în mod obișnuit pe capacele pompelor și capacele supapelor.
Garnitura fixa
- Dimensiunile garniturii sunt identice sau mai mici decât înălțimea canelurii
- Garnitura mai lată decât canelura nu mai mult de 1/16"
- Dimensiunile garniturii se vor potrivi cu dimensiunile canelurii
- La dezasamblare, conexiunea trebuie desprinsă separat
SUPRAFAȚA PLATĂ ȘI CANELURĂ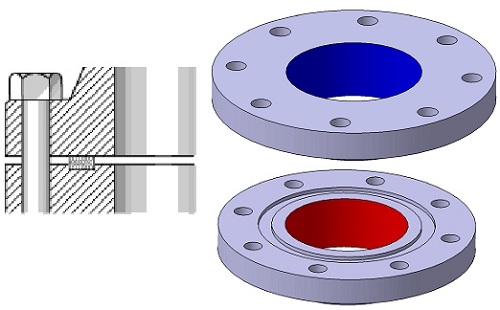
Garnitura fixa
- O suprafață este plană, cealaltă este crestă
- Pentru aplicații în care este necesar un control precis al compresiei garniturii
- Sunt recomandate doar garnituri elastice - garnituri spiralate, inel tubular, actionate prin presiune si garnituri metalice
FINISAREA SUPRAFEȚEI FLANSĂ
ASME B16.5 cere ca suprafața flanșei (fața ridicată și fața plată) să aibă o anumită rugozitate, astfel încât această suprafață, atunci când este aliniată cu garnitura, să ofere o etanșare bună. 
Canelarea finală, fie concentrică, fie spirală, necesită 30 până la 55 de caneluri pe inch, rezultând o rugozitate între 125 și 500 de micro inci. Acest lucru va permite producătorilor de flanșe să proceseze orice clasă de garnitură de flanșă metalică.

Pentru conductele care transportă substanțe din grupele A și B ale instalațiilor tehnologice din categoria de explozie I nu este permisă utilizarea racordurilor cu flanșe cu suprafață de etanșare netedă, cu excepția cazurilor de utilizare a garniturii spiralate.
CELE MAI FOLOSITE SUPRAFETE
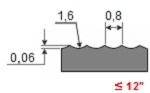
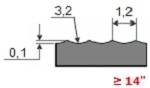
Aspre
| Cel mai frecvent utilizat în prelucrarea oricărei flanșe, deoarece este potrivit pentru aproape toate condițiile obișnuite de funcționare. Când este comprimat suprafata moale garniturile vor intra pe suprafața prelucrată, ceea ce va ajuta la crearea unei etanșări, în plus, există nivel inalt frecarea dintre piesele conectate. Finisarea acestor flanșe se face cu o freză cu rază de 1,6 mm la o viteză de avans de 0,88 mm pe rotație pentru 12". Pentru 14" și mai mari, prelucrarea se face cu o freză cu rază de 3,2 mm la un avans de 1,2 mm invers. |
 |
 |
Crestătură în spirală
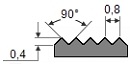 Aceasta poate fi o canelură spirală continuă sau fonografică, dar diferă de degroșare prin faptul că canelura este obținută prin utilizarea unui freza de 90 de grade care creează un profil în V cu un unghi canelat de 45°.
Aceasta poate fi o canelură spirală continuă sau fonografică, dar diferă de degroșare prin faptul că canelura este obținută prin utilizarea unui freza de 90 de grade care creează un profil în V cu un unghi canelat de 45°. Crestătură concentrică.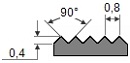 După cum sugerează și numele, prelucrarea constă din caneluri concentrice. Se folosește o freză de 90°, iar inelele sunt distribuite uniform pe toată suprafața.
După cum sugerează și numele, prelucrarea constă din caneluri concentrice. Se folosește o freză de 90°, iar inelele sunt distribuite uniform pe toată suprafața.
Suprafață netedă.
![]() O astfel de prelucrare nu lasă vizual urme ale instrumentului. Astfel de suprafețe sunt de obicei folosite pentru garnituri cu suprafata metalica, de exemplu: dublă înveliș, oțel plat sau metal ondulat. O suprafață netedă ajută la crearea unei etanșări și depinde de planeitatea suprafeței opuse. În mod obișnuit, acest lucru se realizează printr-o suprafață de contact a garniturii formată dintr-un canal elicoidal continuu (uneori numit fonografic) realizat cu un tăietor cu rază de 0,8 mm, la o viteză de avans de 0,3 mm pe rotație, adâncime de 0,05 mm. Aceasta va avea ca rezultat o rugozitate între Ra 3,2 și 6,3 micrometri (125-250 micro inci)
O astfel de prelucrare nu lasă vizual urme ale instrumentului. Astfel de suprafețe sunt de obicei folosite pentru garnituri cu suprafata metalica, de exemplu: dublă înveliș, oțel plat sau metal ondulat. O suprafață netedă ajută la crearea unei etanșări și depinde de planeitatea suprafeței opuse. În mod obișnuit, acest lucru se realizează printr-o suprafață de contact a garniturii formată dintr-un canal elicoidal continuu (uneori numit fonografic) realizat cu un tăietor cu rază de 0,8 mm, la o viteză de avans de 0,3 mm pe rotație, adâncime de 0,05 mm. Aceasta va avea ca rezultat o rugozitate între Ra 3,2 și 6,3 micrometri (125-250 micro inci)
GARNITURILE
Pentru a realiza o conexiune strânsă cu flanșă, sunt necesare garnituri. 
Garnitura sunt foi comprimate sau inele utilizate pentru a crea o legătură impermeabilă între două suprafețe. Garniturile sunt fabricate pentru a rezista la temperaturi și presiuni extreme și sunt disponibile în materiale metalice, semimetalice și nemetalice.
De exemplu, principiul de etanșare poate fi comprimarea unei garnituri între două flanșe. Garnitura umple spațiile microscopice și neregularitățile de suprafață ale flanșelor și apoi formează o etanșare care împiedică scurgerea lichidelor și gazelor. Este necesară instalarea corectă și atentă a garniturii pentru a preveni scurgerile în racordul cu flanșă.
Acest articol va descrie garnituri conforme cu ASME B16.20 (Garnituri metalice și semi-metalice pentru flanșe pentru țevi) și ASME B16.21 (Garnituri nemetalice, pentru țevi plate)
Șuruburi
Sunt necesare șuruburi pentru a conecta două flanșe una la cealaltă. Numărul va fi determinat de numărul de găuri din flanșă, iar diametrul și lungimea șuruburilor vor depinde de tipul de flanșă și de clasa de presiune a acesteia. Cele mai utilizate șuruburi în industria petrolului și chimică pentru flanșele ASME B16.5 sunt știfturile. Știftul este format dintr-o tijă filetată și două piulițe. Un alt tip de șurub disponibil este șurub obișnuit cu cap hexagonal și o piuliță.
Dimensiuni, toleranțe dimensionale etc. au fost definite în ASME B16.5 și ASME B18.2.2, materiale în diverse standarde ASTM.
CUPLUL
Pentru a obține o legătură strânsă cu flanșă, este necesar instalare corectă garniturile, șuruburile trebuie să aibă cuplul de strângere necesar, iar solicitarea totală de strângere trebuie distribuită uniform pe întreaga flanșă. 
Întinderea necesară se realizează datorită cuplului de strângere (aplicarea unei preîncărcări la elementul de fixare prin rotirea piuliței acestuia).
Momentul potrivit strângerea șuruburilor permite cel mai mult in cel mai bun mod folosiți proprietățile sale elastice. Pentru a-și face treaba bine, un șurub trebuie să se comporte ca un arc. În timpul funcționării, procesul de strângere plasează o preîncărcare axială pe șurub. Desigur, această forță de tracțiune este egală cu forțele de compresiune opuse aplicate componentelor ansamblului. Poate fi denumită forță de strângere sau forță de tracțiune.
CHEIE dinamometrică
Cheia dinamometrică este denumirea comună pentru unealta de mana, care este folosit pentru a aplica un cuplu de strângere precis la conexiuni, fie că este vorba despre un șurub sau o piuliță. Acest lucru permite operatorului să măsoare forța de rotație (cuplul) aplicată șurubului, care trebuie să se potrivească cu specificația. 
Alegerea tehnicii potrivite de strângere a șuruburilor de flanșă necesită experiență. Aplicarea corectă oricare dintre tehnici necesită, de asemenea, calificări, atât ale instrumentului care urmează să fie utilizat, cât și ale persoanei care va efectua munca. Mai jos sunt cele mai utilizate metode de strângere a șuruburilor:
- strângerea manuală
- cheie pneumatică
- cheie dinamometrică hidraulică
- cheie dinamometrică manuală cu culbutor sau cu tren de viteze
- întinzător hidraulic pentru șuruburi
Pierderea cuplului este inerentă oricărei conexiuni cu șuruburi. Efectul combinat al slăbirii șuruburilor (aproximativ 10% în primele 24 de ore de la instalare), fluajul garniturii, vibrațiile în sistem, dilatarea termică și interacțiunea elastică în timpul strângerii șuruburilor contribuie la pierderea cuplului. Când pierderea de cuplu atinge un nivel critic, presiunea internă depășește forța de compresie care ține garnitura în poziție, caz în care pot apărea scurgeri sau erupții.
Cheia pentru reducerea acestor efecte este plasarea corectă a garniturii. La montarea garniturii, este necesar să îmbinați flanșele între ele și fără probleme și în paralel, cu cel mai mic cuplu de strângere, strângeți cele 4 șuruburi, urmând succesiunea corectă pufături. Aceasta va da o reducere costuri de operareși îmbunătățirea siguranței.
Grosimea corectă a garniturii este, de asemenea, importantă. Cu cât garnitura este mai groasă, cu atât curgerea acesteia este mai mare, ceea ce, la rândul său, poate duce la pierderea cuplului de strângere. Standardul ASME pentru flanșe zimțate recomandă în general o garnitură de 1,6 mm. Mai mult materiale subțiri poate funcționa la sarcini mai mari ale garniturii și, prin urmare, la presiuni interne mai mari.
LUBRIFICARE REDUCE FRICAȚIA
Lubrifierea reduce frecarea în timpul strângerii, reduce șuruburile în timpul instalării și crește durata de viață. O modificare a coeficientului de frecare afectează cantitatea de preîncărcare atinsă la un anumit cuplu de strângere. Un coeficient de frecare mai mare are ca rezultat o conversie mai mică a cuplului în preîncărcare. Valoarea coeficientului de frecare furnizat de producătorul lubrifiantului trebuie cunoscută pentru a seta cu precizie valoarea cuplului necesară.
Trebuie aplicate grăsimi sau compuși anti-gripare atât pe suprafața piuliței lagărului, cât și pe filetul tată.
SECVENȚA DE Strângere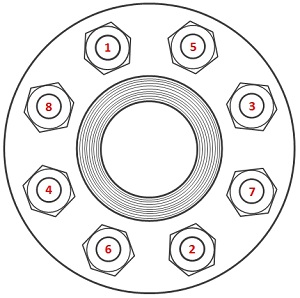 Mai întâi treceți, strângeți ușor primul șurub, apoi următorul vizavi, apoi un sfert de tură în cerc (sau 90 de grade) pentru a strânge al treilea șurub și, vizavi de acesta, al patrulea. Continuați această secvență până când toate șuruburile sunt strânse. Când strângeți flanșele cu patru șuruburi, utilizați un model încrucișat.
Mai întâi treceți, strângeți ușor primul șurub, apoi următorul vizavi, apoi un sfert de tură în cerc (sau 90 de grade) pentru a strânge al treilea șurub și, vizavi de acesta, al patrulea. Continuați această secvență până când toate șuruburile sunt strânse. Când strângeți flanșele cu patru șuruburi, utilizați un model încrucișat.
PREGĂTIREA FIXĂRII FLANSĂ
Pentru a obține etanșeitatea în conexiuni cu flanșă x, toate componentele trebuie să fie precise.
Înainte de a începe procesul de conectare, trebuie să luați următorii pași pentru a evita problemele pe viitor:
- Curățați suprafețele flanșelor și verificați dacă există zgârieturi, suprafețele trebuie să fie curate și fără defecte (denivelări, gropi, lovituri etc.)
- Verificați toate șuruburile și piulițele pentru deteriorare sau coroziune a filetului. Înlocuiți sau reparați șuruburile sau piulițele după cum este necesar
- Îndepărtați bavurile de pe toate firele
- Lubrifiați filetele șuruburilor sau știfturilor și suprafețele piulițelor adiacente flanșei sau șaibei. În majoritatea aplicațiilor, sunt recomandate șaibe întărite.
- Instalare garnitura nouași asigurați-vă că este centrat. NU UTILIZAȚI O GARNITURĂ VECHE sau folosiți mai multe garnituri.
- Verificați alinierea flanșei conform standardului de conducte de proces ASME B31.3
- Reglați poziția piulițelor pentru a vă asigura că 2-3 fire sunt deasupra vârfului filetului.
Conexiunile cu flanșe sunt utilizate în instalații sanitare, precum și atunci când se lucrează cu conducte de diferite profile. Datorită volumului său și greutate mare este mai rezonabil să le folosești pe conducte mari. De exemplu, în construcții industriale, precum și pe autostrăzile centrale ale sistemelor interne de alimentare.
Exista tipuri diferite conexiuni cu flanșă. Toate sunt normalizate de GOST-ul corespunzător. Ele diferă ca mărime, formă, tip de conexiune și multe alte caracteristici. În acest articol, vom lua în considerare cele mai populare conexiuni cu flanșă, le vom oferi o descriere și vom evidenția principalele nuanțe.
Caracteristicile flanșei
Conexiunile cu flanșe sunt folosite pentru a forma conexiuni între conductele din oțel și metal. Execuția ansamblurilor de conectare cu flanșe este preponderent permisă tocmai pe țevi din oțel ah, pentru că au suficientă rezistență și fiabilitate.
Trebuie remarcat faptul că țevile și conductele din oțel se caracterizează prin diametre mari. Și flanșe, datorită dimensiunii și tipului lor de fixare, este rezonabil să se pună numai pe soiuri de țevi relativ mari.
Executarea lor impune unele restricții asupra modului de aplicare. Nu că aceste tipuri de conexiuni nu pot fi utilizate pe mostre de țevi mai mici de 50 mm în diametru, dar acest lucru nu este întotdeauna rezonabil și prea costisitor.
Conexiunea cu flanșă izolatoare este prea scumpă și durabilă. Utilizarea acestuia pe ramurile laterale ale conductelor nu este necesară. Pentru aceste conducte, condițiile de distilare ale purtătorului sunt mult facilitate.
În interiorul conductelor de oțel de uz casnic de dimensiuni mici (diametru de până la 50-80 mm), de regulă, spațiu de lucruținut sub presiune ușoară.
În plus, actualul GOST recomandă și instalarea flanșelor numai acolo unde este necesar. Și asta înseamnă că pentru conductele interne de diametre mici, mai mult tipuri simple conexiuni, de exemplu fitinguri standard filetate sau de compresie, sudura conventionala etc.
Cât despre ei înșiși documente normative, atunci documentul principal este, desigur, GOST. GOST - standard de stat, se aplică tuturor conexiunilor de conducte și conducte. Există și GOST pentru flanșe. GOST pentru flanșe are numărul 12820-80. Acesta este GOST pentru flanșe de sudură din oțel cu o față ridicată.

Există GOST pentru produse de alt tip. Plăcuța lor de înmatriculare conține și marca 12820, doar că la sfârșit conține deja nu numărul 80, ci altul. De exemplu, 12820-50 etc.
Numărul cu care puteți vedea GOST (în cazul nostru, 12820-80) este ușor de găsit pe Internet. Același GOST 12820-80 este disponibil gratuit online. Îl puteți descărca și vizualiza oricând. Conține toate dimensiunile produselor, calculul conexiunilor cu flanșe de un anumit tip și o mulțime de alte informații utile.
Nuanțe de design
Să ne ocupăm de proiectarea flanșelor pentru conducte. Execuția ansamblurilor de conectare cu flanșe depinde în mare măsură de eșantionul special pe care îl avem în vedere.
Dacă ne uităm la tipuri comune, vedem că au mai multe asemănări. Flanșa în sine este formată din mai multe componente.
A lui parte principală- este un puc. Șaibe pentru îmbinările cu flanșe sunt din oțel semifabricate rotunde un anumit diametru. Mașina de spălat are un orificiu mare în centru.
Diametrul găurii este egal cu diametrul țevilor în sine. Dacă luăm în considerare o probă de țevi cu diametrul de 50 mm, atunci diametrul interior al șaibei pentru conexiunile cu flanșă va fi similar. Ca urmare, execuția conexiunilor din flanșe este mult simplificată. Precum și selectarea unui eșantion adecvat.
Deci, șaibe pentru conexiunile cu flanșă au un orificiu în centru, pe lângă trecerea centrală, flanșa de conectare este echipată cu mai multe orificii suplimentare pentru cleme, care sunt situate pe circumferința sa.
Adică un șurub sau un știft. Un șurub sau un știft este împins într-o gaură din flanșă și apoi strâns cu șuruburi.
Uneori, flanșele sunt echipate cu un pervaz special. Este conceput pentru a fixa partea exterioară a șaibei pe țeavă. Tipul de fixare și execuția acesteia se selectează separat, în funcție de tipul conexiunii viitoare.
Principiul de funcționare
Executarea racordurilor din flanse presupune utilizarea a doua astfel de piese. Se numesc răspunsuri. Contraflanșele sunt complet identice între ele. Se montează pe marginile țevilor de oțel, care trebuie fixate între ele.
Instalarea se realizează prin filetare sau sudură șaibe cu o margine la țeavă.

Apoi o flanșă de legătură este adusă pe cealaltă și strânsă cu cleme. Ca zăvoare, așa cum am menționat mai sus, se folosește un știft sau un șurub. Nu există nicio diferență serioasă între ele. Șuruburi pe care probabil le-ați văzut de sute de ori. Flanșa de conectare folosește șuruburi mari cu un diametru de 10 mm sau mai mult.
Știftul arată ca un șurub. Se deosebește prin absența unui cap. Un știft este în esență o mică tijă de oțel cu filet exterior. Firul de pe acesta este tăiat longitudinal și acoperă complet suprafața produsului.
Știftul este convenabil prin faptul că puteți strânge flanșele cu el din două părți folosind două piulițe. Ca urmare, puterea conexiunii crește, precum și mobilitatea acesteia.
Știftul este îndepărtat în același mod în care este fixat - prin slăbirea uneia dintre piulițe. Un exemplu de știfturi poate fi văzut uitându-ne la designul conexiunilor în oricare dintre conductele de gaz. Pe ele, în cele mai multe cazuri, ac de păr este folosit ca cleme.
Datorită strângerii cu șuruburi de fixare, flanșele fac posibilă conectarea ermetică a oricăror segmente de țeavă, făcându-le în același timp ușor accesibile pentru reparații și modificări. O astfel de conexiune se distinge prin cea mai mare rezistență (dacă, desigur, știftul sau șurubul este strâns corect), etanșeitatea bună și fiabilitatea.
De aceea atunci când creați conducte industriale atât de des folosiți flanșe. Sudarea ar putea fi o alternativă la acestea, dar piesa sudată nu mai poate fi îndepărtată.
Conexiune izolatoare
Merită să luați în considerare un astfel de lucru ca o conexiune cu flanșă izolatoare. Conductele interne se caracterizează printr-un accent pus pe rezistența structurală, calitatea cusăturilor de legătură și a detaliilor.
Cu toate acestea, este, de asemenea, important să izolați secțiuni separate sisteme unul de altul. La urma urmei, execuție sisteme din oțel furnizarea implică faptul că acestea sunt asamblate din țagle de oțel, iar oțelul este un excelent conductor de curent.
Pentru a evita apariția unor situații periculoase, a început să fie folosit un IC sau o conexiune izolatoare. În general, IS este o metodă de fixare a țevilor, care permite utilizarea unui element de legătură cu o garnitură specială sau ceva similar, fără a reduce rezistența finală a conductei.
Garnitura din IC joacă rolul unui izolator. Din această cauză, IP-ul este capabil să separe ramurile individuale de țeavă unele de altele. Curentul, dacă există, este generat în sistem, trece prin conductă, intră în racordul izolator (IC) și apoi se stinge la aceeași garnitură.

Rezultatul este un sistem protejat de descărcări electrice. Montarea mai multor circuite integrate elimină practic posibilitatea de accidente din cauza trecerii curentului prin conducte. În același timp, puterea și etanșeitatea lor nu sunt încălcate în niciun fel.
Conexiunea izolatoare standard este marcată IC cu un număr specific adăugat. De exemplu:
- IS-50;
- IS-80;
- IS-108 etc.
A doua cifră din marcaj indică diametrul conexiunii.
IFS este o abreviere pentru conexiunea cu flanșă izolatoare. Designul IFS corespunde aproape complet cu designul IC.
Cu excepția faptului că IFS utilizează în principal garnituri de cauciuc între flanșe. Prezența garniturilor mărește rezistența conexiunii finale, fără a complica designul general.
Cel mai simplu exemplu de IFS sunt flanșele izolate, între care este plasată o garnitură dielectrică din cauciuc. Șaibele sunt trase împreună cu știfturi, fixând astfel garnitura. În cazul unei descărcări, acesta va fi stins în momentul contactului cu IFS.
IFS au un marcaj similar cu IS. Numai calculul conexiunilor cu flanșă de tip izolat trebuie efectuat cu mai multă atenție.
Un exemplu de marcare a flanșelor IFS cu o margine:
- IFS-50.
- IFS-80.
- IFS-120, etc.
După cum puteți vedea, practic nu există nicio diferență. Dar acolo este detaliu important. Numărul din marcaj poate să nu corespundă cu dimensiunea exactă a diametrului interior al șaibei.
De exemplu, IFS-108 are un diametru interior de 100 mm, nu 108. Piesa IFS 50 are un diametru interior de 41 mm, nu 50 mm. Și piesa IFS-80, respectiv, are un diametru de nu 80 mm și 71-72. Valorile specifice sunt determinate de GOST.
Producția de flanșe (video)
Echipamente suplimentare pentru lucrul cu flanse
Executarea conexiunilor de acest tip duce rareori la dificultăți, dar există tot felul de situații.
De exemplu, o îmbinare de compresie nu oferă întotdeauna rezistența și etanșeitatea necesare: garniturile se pot slăbi în ea. Și rezistența și fiabilitatea conductei - cel mai important parametru, când vorbim despre sistemele industriale.
În astfel de cazuri, se folosesc amplificatoare. Acceleratoare - vă permit să „dispersați” sau să împingeți flanșele la o distanță scurtă fără a le deconecta complet unele de altele. Adică, acum este posibil să sigilați o compresie sau orice altă conexiune fără a îndepărta complet șaibe, ceea ce, vedeți, este foarte convenabil.
Un alt dispozitiv interesant este obturatorul. Obturatoarele sunt dopuri mobile de tip temporar si permanent. Obturatoarele constau din două șaibe rotunde fixate în paralel. O mașină de spălat este înfundată, cealaltă este deschisă. Obturatorul este plasat între flanșe.
LA formă deschisă nu interferează cu deplasarea fluxului în sistem. Când este închis, presiunea de compresie în conductă scade și debitul este blocat.
Puterea supapei este de așa natură încât este permis să o lăsați închisă câteva luni fără teamă. Obturatoarele sunt montate atât pe conexiuni cu flanșe de compresie, cât și sudate.
Diametrul obturatorului trebuie să corespundă cu diametrul interior al conductei. Dacă este egal cu 50 mm, atunci, în consecință, poate fi plasat numai pe o țeavă cu un orificiu nominal de 50 mm.