Publicații. Impachetarea glandelor
Majoritatea modelelor fitinguri pentru țevi are o cutie de presa pentru etanșarea capacului de conectare mobil - ax utilizând garnituri de garnitură. materiale garnituri ale glandelor trebuie să aibă elasticitate mare, rezistență la căldură și rezistență chimică împotriva mediu de lucruși eventual un coeficient de frecare scăzut. Folosit în principal ca umplutură materiale din bumbac și cânepă, cordon de azbest, grafit, talc și materiale polimerice(fibră de sticlă, fluoroplast). Snururile împletite din azbest cele mai utilizate sunt pătrate sau sectiune rotunda, precum și șnururi rulate fără fibre de țesut sau pieptănate (cânepă etc.). Cea mai convenabilă este utilizarea ambalajului din inele pre-preparate și turnate.
Captuseala din bumbac, uscat sau impregnat, utilizat în apă, aer, produse petroliere la presiuni de până la 20 MPa și temperaturi de la minus 40 până la 100 ° C. Ambalajul din cânepă în formă uscată sau impregnată este utilizat la presiune de până la 16 MPa și la temperatură de la minus 40 la 100 ºС. Sub acțiunea acizilor și alcalinelor, precum și la temperaturi ridicate, ambalajele din bumbac și cânepă își pierd rezistența și se prăbușesc, dar sunt ieftine și disponibile. Manșetele inelare din țesătură de bumbac sub formă de material cauciucat (vulcanizat și grafitizat) clasele MHB, ML, MA sunt utilizate pentru produse cu abur, apă, aer și ulei la presiuni de până la 40 MPa și temperaturi de până la 100 ºС.
Ambalare cu azbest folosite sub formă de snururi împletite sau special turnate. Inelele de azbest sunt stivuite secvenţial într-o cutie cutie de umplutură. Cordonul de azbest impregnat cu lubrifiant CIATIM-221 este potrivit pentru temperaturi de la minus 50 până la 70 ° C și presiuni de până la 20 MPa; snur de azbest impregnat cu vaselină de grafit-parafină - pentru temperaturi de la minus 200 până la 50 ° C și presiuni de până la 4 MPa. De asemenea, sunt utilizate inelele despicate din azbest-aluminiu marca KRAA pentru produse petroliere. Pentru temperaturi de până la 510 °C se folosește ambalaj tip puf, format din fulgi de azbest amestecați cu fulgi de grafit. Inelele superioare și inferioare ale garniturii glandei sunt realizate din azbest, iar spațiul dintre ele este umplut cu „puf”.
inele de cauciucși manșetele, în funcție de marcă, sunt folosite pentru apă, uleiuri, produse petroliere, acizi, alcali și la temperaturi de la minus 50 la 140 ºС.
Ambalare din grafit. Grafitul are rezistență ridicată la căldură (peste 550 °C), rezistență chimică, proprietăți bune antifricțiune și conductivitate termică ridicată. Nu absoarbe umezeala. În prezența umidității, grafitul formează un cuplu galvanic cu unele oțeluri și are un efect coroziv asupra acestora, astfel încât garnitura din grafit este instalată în glandele supapelor imediat înainte de funcționare, iar axul este de obicei nitrurat pentru a evita uzura.
În unele cazuri, se folosește tratamentul hidrofozant al cordoanelor din fibre de grafit cu componente oligomerice și cu molecule înalte în soluție sau plasmă. tehnologie chimică, care permite etanșarea interfeței și asigură o rezistență ridicată la uzură a perechii de frecare „rod-seal”. Seturile de etanșare sunt un set de inele din grafit hidrofobizat, care sunt sigilate în partea de sus și de jos cu șnururi. Inelele au dimensiuni geometrice cu un diametru cuprins între 12 și 360 mm și o grosime cuprinsă între 10 și 25 mm. Lăsați să crească rezistența de 1,2-1,3 ori; rezistență la căldură la 150-200 ºС; rezistență la uzură (comparativ cu fibrele de bază) de 1,5-2 ori; temperatura mediului de lucru până la 600 °С și până la 3000 °С - într-un mediu inert; crește durata de viață fără întreținere specială până la 1000 de ore; rezistență la efectele mediului de lucru, inclusiv soluții concentrate și diluate de săruri, acizi, alcalii (Fig. 1.18).
Orez. 1.18. Snururi și garnituri din grafit după tratament hidrofob.
Grafitul în fulgi este folosit sub formă de pastă, purificată din impurități minerale și organice. Pentru a evita scurgerea prin golul dintre capac și ax, inelele de azbest sunt plasate deasupra și dedesubtul garniturii sau grafitul este intercalat cu inele de paronit. Se mai folosesc inele si jumatati de inele din grafit presat. Grafitul este folosit pentru umplutură și sub formă de diverse mastice: grafit-cerezină pentru temperaturi de până la 80 °C la presiuni de până la 1,6 MPa, azbest-grafit-zinc pentru temperaturi de la minus 70 până la 150 °C la presiuni de până la 4 MPa .
Ambalaj polimeric. Ca materiale de ambalare în medii corozive, fluoroplastul-4 este utilizat sub formă de așchii, inele sau manșete. Ambalajele din inele, manșete sau așchii de fluoroplastic, lubrifiate cu amestecuri de grafit, parafină și ulei, sunt utilizate la temperaturi de la minus 250 până la 200 ° C și presiuni de până la 5 MPa. Fluoroplastul poate rezista la presiuni de până la 30 - 40 MPa, cu modele separate ale manșetelor care exclud curgerea materialului. La presiuni scăzute, împreună cu fluoroplastul, se folosesc elemente elastice suplimentare - cauciuc, arc, deoarece fluoroplastul are o elasticitate mică. Pentru etanșarea glandelor, se folosește un material de etanșare fluoroplastic sub formă de cordon la temperaturi de la minus 60 la 150 °C și presiuni de până la 6,4 MPa.
Grafit expandat termic(TRG). În prezent, elementele de etanșare din grafit expandat termic pentru fitinguri și conexiuni cu flanșe au început să fie produse și furnizate în Rusia. echipamente de putere. Acest tip de etanșare pe bază de grafit expandat termic este utilizat în locul celor învechite din metal, paronit și alte materiale care conțin azbest, ceea ce a crescut semnificativ fiabilitatea și durabilitatea acestor unități.
Toate lucrările de proiectare și tehnologia privind fabricarea armăturilor au un grad ridicat de noutate (la nivel de invenții) folosind cele mai noi materiale („cauciuc metalic”, produse din orice ceramică: carbură de siliciu, oxid de aluminiu, zirconiu, sticlă, aliaj dur) și tehnologii moderne (carbonitrurare, cromare prin difuzie, cromonitridizare, tratament termic și sudare cu laser, suprafață nemetalică, lipire prin difuzie a materialelor diferite, finisare cu diamante de precizie pe plan optic, acoperiri anticorozive).
Grafitul expandat termic este un material specific cu proprietăți inerente grafitului, pe de o parte, și cu proprietăți suplimentare care sunt diferite de compozițiile de electrografit sau armate cu grafit utilizate, de exemplu, în etanșările mecanice. Dacă adăugați elasticitate și compresibilitate la proprietățile de bază ale grafitului, atunci vă veți face o idee despre grafitul expandat termic, dar în primul rând, grafitul expandat termic nu este folosit ca material structural, dar ca material pentru fabricarea de garnituri elastice cu flanșă, garnituri înfășurate în spirală, garnituri de presare cu caracteristici excelente.
Un analog al grafitului expandat termic este binecunoscutul material graflex. Cu toate acestea, tehnologia utilizată la fabricarea produselor din grafit expandat termic poate reduce semnificativ costul de producție și poate îmbunătăți calitatea produsului final.
Grafitul expandat este un material de etanșare de nouă generație. Detinand toate calități pozitive grafit - rezistență la căldură, rezistență chimică, coeficient scăzut de frecare, grafitul expandat termic dobândește în plus o proprietate complet nouă - ductilitate. Și această proprietate îi rămâne inerentă pe întreaga durată de viață.
Nici temperaturile ridicate, nici ciclurile termice, nici timpul nu afectează plasticitatea grafitului. Garniturile TRG sunt foarte fiabile și nu necesită întreținere. Azbestul își pierde elasticitatea, masa și volumul în timp și trebuie strâns din când în când, grafitul nu are acest dezavantaj. Fluoroplastic nu rezista la temperaturi si presiuni ridicate, grafitul functioneaza la 560°C si 400 atm. Garniturile de carbon rezistă și la temperaturi ridicate, dar sunt permeabile la gaze și lichide, grafitul este absolut impermeabil chiar și la o densitate de 1 g/cm3. Este conceput pentru a lucra cu acizi și alcalii, ulei și bând apă. Durată de viață de-a lungul căii de alunecare: azbest - 600 de metri; grafit - 10.000 de metri. Grafitul este foarte moale, deci are un impact minim asupra tijei supapei și a arborelui pompei.
Garniturile din grafit și metal-grafit sunt utilizate pentru etanșarea fitingurilor, conductelor, schimbătoarelor de căldură, compresoarelor, recipientelor sub presiune, unităților de pompare și altor echipamente de proces. Garniturile se caracterizează printr-o durată de viață crescută, un mediu absolut prietenos și rezistență la îmbătrânire. Este posibil să lucrați în medii agresive la temperaturi ridicate. Garniturile din grafit sunt utilizate pe conectorii presetupei, în principal cu mișcare de rotație arborele, permit etanșarea flanșelor uzate. Garniturile din grafit Omental se caracterizează și printr-o durată de viață crescută, absolută curățenia mediuluiși nu sunt supuse îmbătrânirii. Capabil să funcționeze în medii agresive la temperaturi ridicate ( orez. 1.19).

Orez. 1.19. Garnituri de etanșare din grafit.
Garnituri de flanșă din grafit sunt utilizate pentru etanșarea fitingurilor, conductelor, schimbătoarelor de căldură, compresoarelor și altor echipamente tehnologice. Garniturile se caracterizează printr-o durată de viață crescută, un mediu absolut prietenos și rezistență la îmbătrânire. Este posibil să lucrați în medii agresive la temperaturi ridicate. Garniturile cu flanșă din grafit sunt utilizate pe conectorii cu limbă și canelură. Se aplică la o temperatură de la minus 150 până la 550 °С (aer), până la 3000 °С (mediu inert); la presiune de lucru până la 100 MPa; agresivitatea mediului pH de la 0 la 14 ( orez. 1.20).

Orez. 1.20. Garnituri de flanșă din grafit.
Garnituri de flanșă din grafit metalic sunt utilizate pentru etanșarea conductelor, schimbătoarelor de căldură, recipientelor sub presiune și a altor echipamente de proces. Garniturile se caracterizează printr-o durată de viață crescută, un mediu absolut prietenos și rezistență la îmbătrânire. Este posibil să lucrați în medii agresive la temperaturi ridicate. Garniturile de flanșă metal-grafit sunt utilizate pe orice conector, în principal de tip „flanșă netedă”. Se aplică la o temperatură de la minus 150 până la 200 °C (aer), până la 3000 °C (mediu inert); la presiune de lucru până la 200 MPa; agresivitatea mediului pH de la 0 la 14 ( orez. 1.21).

Orez. 1.21. Garnituri metal-grafit.
Garnituri de etanșare din grafit sunt utilizate pe conectorii de glande, în principal cu mișcarea de rotație a arborelui. Permite etanșarea, inclusiv flanșele uzate. Garniturile din grafit se caracterizează printr-o durată de viață crescută, un mediu absolut prietenos și rezistență la îmbătrânire. Este posibil să lucrați în medii agresive la temperaturi ridicate. Se folosesc la temperaturi de la minus 150 la plus 550 °C (aer), până la plus 3000 °C (mediu inert); la presiune de lucru până la 100 MPa; agresivitatea mediului pH de la 0 la 14 ( orez. 1.22).
Orez. 1.22. Garnituri de etanșare din grafit.
Foaie de grafit armat - material compozit, format din straturi de oțel neted sau perforat placat cu folie de grafit. Este folosit pentru fabricarea de garnituri armate, pentru etanșarea îmbinărilor cu flanșe ale fitingurilor și conductelor la temperaturi de la minus 196 ° C până la 600 ° C și presiune de până la 40 MPa și pentru motoarele cu ardere internă. Sunt produse într-un singur strat și multistrat, cu un număr de straturi de armare de la 1 la 5.
Banda de etanșare GRAFLEX L-200. Banda GRAFLEX L-200 (LK-EF) este concepută pentru a etanșa îmbinările cu flanșe statice de configurații simple și complexe în domeniul de presiune de la vid complet la 20 MPa, temperaturi de la minus 240 °C la 260 °C, pentru o perioadă scurtă de timp până la 310 °C, în funcție de tip racord cu flansași conditii specifice exploatarea conductelor și echipamentelor ( orez. 1.23).
Orez. 1.23. Banda de etansare.
Banda este utilizată în locul garniturii tradiționale din carton, paronit, fluoroplastic F-4, câlți FUM etc. în producția de gaze și petrol, prelucrarea gazelor și petrolului, chimică, farmaceutică, industria alimentară, în industria termică și energie nuclearași alte industrii. Cea mai bună aplicație banda a fost obținută la etanșarea conexiunilor cu flanșe ale echipamentelor de schimb de căldură (schimbătoare de căldură cu manșă și tub: capace de încălzire presiune scăzută, încălzitoare de rețea, răcitoare de ulei, răcitoare de aer, capace de supape, capace de vase și aparate, trape de condensator, rezervoare de presiune, coloane, evaporatoare etc.). Banda fluoroplastică expandată este realizată din fluoroplast virgin 100% (politetrafluoretilen PTFE) folosind o tehnologie specială. Ca rezultat al prelucrării, fluoroplastul capătă o structură fibroasă dirijată, special orientată. Materialul benzii, păstrând toate caracteristicile chimice ale PTFE tradițional, capătă noi proprietăți fizice unice.
Umplutură împletită „TMG” din folie de grafit „Thermografenit” (TMG), întărită cu fir de bumbac, fibră de sticlă sau fir metalic, sub formă de șnur împletit de secțiune pătrată, rotundă, dreptunghiulară, prin țesut cu țesut monostrat și multistrat, țesere diagonală pe două rânduri, trei rânduri sau patru rânduri. Este produs cu o secțiune de la 3x3 mm la 50x50 mm și o densitate de (0,8 - 1,2) g/cm3. Conceput pentru etanșarea camerelor de presseaburi ale pompelor și fitingurilor, conexiunilor mobile și fixe ale diferitelor mașini și dispozitive ( orez. 1.24).
Coeficientul scăzut de frecare și conductivitatea termică ridicată fac posibilă funcționarea pompelor centrifuge într-un mod cu penetrare minimă, atunci când se utilizează inele de radiator TMG tip C fără penetrare. Utilizarea garniturilor TMG elimină practic uzura mecanică și corozivă a tijelor și arborilor supapelor echipamente de pompare. Din acest motiv, ambalajul TMG mărește perioada dintre revizii Pompe centrifuge de 2 - 5 ori, fitingurile de conducte de 3 - 5 ori în comparație cu azbest și, astfel, asigură o eficiență ridicată a utilizării acestuia.

Orez. 1.24. Captuseala tesuta.
Folie de grafit „TMG”. Folie flexibilă de grafit de la marca de grafit expandat termic „Termografenit” (TMG), fabricată prin tehnologie care conține metode speciale curățarea, tratarea chimică și termică a grafitului cristalin natural, urmată de laminare fără lianți și introdus în producție științific - uzină de producție OOO „TMSpetsmash” ( orez. 1.25).

Orez. 1.25. Folie de grafit.
Principala aplicație a foliei TMG este producerea de etanșări de cutie de presa pentru fitinguri de conducte, pompe centrifuge, garnituri pentru racordurile cu flanșe.
Rezistenta la caldura in aer - 450°C, la comprimare in flanse - 600°C, in conditii de vapori de apa - 560°C, in mediu inert - 3000°C. Folia TMG este inertă din punct de vedere chimic și biologic (utilizată la pH = 0 - 14), rezistentă la radiații, non-toxică, nu suportă ardere, rezistentă la foc și explozie, nu îmbătrânește, are proprietăți anti-fricțiune, nu se uzează arbori și tije.
Inele O „TMG” sunt utilizate pentru etanșarea îmbinărilor mobile și fixe ale fitingurilor de conducte, pompe centrifuge, vortex și cu piston, mașini și dispozitive care sunt utilizate în industria energetică, petrochimică, chimică, prelucrare și alte industrii. Utilizarea inelelor „Thermografenit” (TMG) mărește perioada de funcționare a reviziei: controlați fitingurile conductelor de 3 - 5 ori, pompele centrifuge de 5 - 12 ori.
Garnituri spiralate „TMG” sunt utilizate pentru etanșarea îmbinărilor cu flanșe „netede”, cum ar fi „protruzie-cavitate”, „canelură spinoasă”, fitinguri de conducte, vase, aparate, pompe și echipamente similare din industria chimică, rafinarea petrolului și alte industrii la o temperatură medie de lucru. de la minus 196 ° C la 600 ° C și presiune până la 25 MPa.
O garnitură înfăşurată în spirală (SNP) constă din ( orez. 1.26) din straturi de bandă de oțel profilată, laminată la rece, rezistentă la coroziune (2) și o bandă de umplutură - o bandă flexibilă din grafit termoexpandat „Thermografenit” (3).

Orez. 1.26. Garnitură spiralată: 1 - inel restrictiv extern; 2 - bandă de oțel; 3 - bandă TMG; 4 - inel restrictiv intern;
În funcție de forma secțiunii transversale, toate tipurile de SNP au un profil în formă de V. Etanșarea are loc datorită umplerii de umplutură a microrugozităților flanșelor în timpul compresiei, iar banda metalică acționează ca un cadru elastic. Datorită caracteristicilor unice elastic-plastice ale benzii „Thermografenit”, SNP își păstrează proprietățile de etanșare atunci când șuruburile sunt slăbite, vibrații, dilatare termică, pulsații de presiune în conducte etc.
În funcție de tipul de conectare cu flanșă, garniturile sunt echipate cu inele restrictive:
- pentru flanșe de tip „protruzie-cavitate” se folosește un inel restrictiv intern;
- pentru flanse "netede" - inele exterioare si/sau interioare.
Inelele restrictive sunt destinate:
- protecția părții înfăşurate în spirală împotriva ruperii prin presiunea de lucru;
- protecția părții spiralate împotriva supracompresiei în timpul instalării;
- centrarea garniturii, deoarece diametrul exterior al inelului restrictiv este egal cu diametrul interior al inelului de-a lungul căruia sunt plasate șuruburile de fixare a flanșei.
Material inele interne - oțel rezistent la coroziune, exterior - oțel carbon. Material de umplutură - folie „Thermographenite”, grosime 0,60 ± 0,05 mm, densitate 1,0 ± 0,08 g/cm.
La majoritatea fitingurilor pentru țevi, etanșeitatea conexiunii mobile „capac ─ ax (tijă)” este asigurată prin utilizarea unei cutie de presa (etanșare prin presatură). Dispozitivul de ambalare trebuie să includă împachetarea glandelor, constând din unul sau mai multe elemente dintr-un material elastic, ușor deformabil.
Metode de fabricare a ambalajelor pentru presse
Avantajele ambalării cutie de umplutură ─ nu preț mareși ușurință de înlocuire. Apropo, în cele mai multe cazuri, când se spune „înlocuirea cutiei de presa”, se referă exact la înlocuirea ambalajului cutiei de presa.
Se poate face împachetarea glandelor căi diferite. Garniturile împletite sunt unul dintre cele mai frecvent utilizate materiale de etanșare pentru umplerea cutiilor din supapele de conducte. Metode de fabricare a acestora ─ împletitură cu un singur strat a miezului, țesere multistrat, prin țesere. Împreună cu garniturile împletite, se folosesc garnituri de glande răsucite și rulate. Împachetarea cutiei de umplere poate fi nu numai sub formă de șnur (dreptunghiular (inclusiv pătrată) sau secțiune rotundă), dar poate consta și dintr-unul sau mai multe inele turnate corespunzător.
Cum funcționează împachetarea glandei și ce sarcini rezolvă?
Așezată într-o cavitate specială (computonă, numită și cutie), presseapa este comprimată de-a lungul axei tijei sau axului sub influența unui dispozitiv de reglare a sarcinii. Forța elastică face ca elementele sale constitutive (sau un element) să se extindă într-o direcție perpendiculară pe această axă, umplând golul dintre tijă (fus) și pereții orificiului din capac. Spațiul umplut cu garnitură de gland devine etanș.
Garantarea celei mai mari etanșeități posibile a supapelor de conductă pe toată durata de viață nu este singura sarcină a etanșării cutiei de presa. Este foarte important ca implementarea sa să fie însoțită de frecare cât mai mică posibil în zona de contact a garniturii presetupei cu părțile mobile. În acest fel, se poate evita uzura rapidă a tijei (axului) și a pressesonului propriu-zis, precum și reducerea costurilor energetice în timpul funcționării supapelor controlate cu ajutorul unui antrenament mecanizat.
Alegerea materialelor utilizate pentru fabricarea ambalajului pentru presse
Într-o măsură decisivă funcţionalitate iar eficacitatea etanșării cutiei de presa sunt determinate de proprietățile materialului de cutie de presa. Pentru a asigura o rezolvare cu succes a sarcinilor cu care se confruntă etanșarea cutiei de presa, aceasta trebuie să aibă o întreagă gamă de calități, dintre care cea mai importantă, alături de cel mai mic coeficient de frecare posibil, nu este nici măcar una, ci mai multe „rezistențe” la o singura data. Rezistenta chimica la mediile de lucru sigilate. Rezistenta termica la mare si temperaturi scăzute. Rezistenta mecanica la uzura si diverse influente mecanice.
Ambalajele cutie de umplutură pot fi realizate din diverse materiale. Din fibre naturale(culturi de bumbac sau bast), fibre de origine minerală (fire de azbest), fibre chimice, precum și pulberi minerale, uleiuri minerale, polimeri, metale. Proprietățile necesare împachetării cutie de presa sunt accentuate prin aplicarea de impregnări și materiale de umplutură. Alegerea specifică a materialului cutiei de presa este determinată de substanța chimică și proprietăți fizice mediul de lucru, temperatura și presiunea acestuia, gradul de responsabilitate al supapei, proiectarea acesteia și o serie de alți factori.
Ambalajele glandelor din materiale de bumbac și cânepă
Ambalajele din bumbac sunt utilizate pe scară largă, atât țesute (presupune KBP impregnată cu compoziție grasă antifricțiune, grafitizate), cât și laminate cauciucate ─ HBR și HBRS (în plus „echipate” cu un miez de cauciuc). „Armate” cu cauciuc, sunt folosite pentru gaze (aer, CO2, NH3), abur, apă, uleiuri minerale. Se produc umpluturi de bumbac uscate și impregnate cu un miez de liber.
Adjectivul „cânepă” (de exemplu, cânepă de umplutură) combină nu numai umpluturi din fibre de cânepă, ci și alte culturi de liben ─ iută, in, etc. Un exemplu este ambalajul de umplutură de marca PP ─ țesut din fibre de canepa, impregnat cu o compozitie grasa anti-frictiune, grafitizat.
De mult timp folosit pentru sigilarea diverselor dispozitive tehnice, inclusiv etanșările omentale ale fitingurilor de conducte, garniturile din fibre vegetale au un avantaj incontestabil ─ preț scăzut. Trebuie „plătit” prin rezistența relativ scăzută la influențele externe și, prin urmare, prin imposibilitatea fundamentală de utilizare în anumite condiții de funcționare sau, dacă funcționarea este permisă, prin necesitatea înlocuirii frecvente. Când sunt expuse la soluții de alcalii, acizi, temperaturi ridicate (peste 100°C) sau scăzute (sub minus 40°C), acestea devin mai puțin durabile și pot fi complet distruse.
Utilizarea ambalajului de cânepă, care creează o frecare suficient de mare, poate duce la uzura fusurilor și a tijelor supapelor în locurile de ambalare, dacă funcționarea acesteia este asociată cu mișcarea frecventă a acestora.
Nu tolerați ambalajele din cutie de umplutură din fibre vegetale și presiune foarte mare. Pentru bumbac in capul barului este de aproximativ 20 MPa, iar pentru cânepă ─ chiar ceva mai puțin.
Dar pentru fitingurile de conducte, atunci când mediul de lucru este apa cu o temperatură de până la 100 ° C, garniturile de glandele uscate sau impregnate din fibre vegetale sunt o opțiune acceptabilă. Cu „suportul” materialelor precum cauciucul și grafitul, crește semnificativ posibilitățile de ambalare a glandelor din fibre vegetale. Având configurație diferită(secțiune) compactate în matrițe, vulcanizate, laminate, multistrat, manșete din cauciuc-țesătură grafitizate (MHB ─ din țesătură de bumbac și ML ─ din in) pot fi utilizate în mediul de gaze inerte, aer, apă (nu numai de băut). apă), abur, produse petroliere la presiuni de până la 40 MPa (400 kgf/cm²).
Cutii de umplutură din azbest
Garniturile de azbest sunt utilizate pentru etanșarea îmbinărilor mobile ale fitingurilor de conducte care funcționează în medii neutre și agresive. În funcție de compoziția impregnării, acestea sunt utilizate în fitinguri care controlează fluxul de apă, alcalii, produse petroliere, medii gazoase și abur.
Producătorii oferă o gamă largă de ambalaje din azbest omental. Răchită - mărci AGI, AP-31, ASP-31, APR, APR-31, APRPP, APRPS, AS, ASP, ACC, AF-1, AFV, AFT, PAFS; laminate - grade AR (laminat cauciucat), ARS (rulat cauciucat cu un miez de cauciuc); răsucit, de exemplu, APK-31, impregnat cu o compoziție grasă anti-fricțiune pe bază de extracte petroliere, grafitizat.
Ambalajele cutie de presa ale mărcilor AC sunt larg răspândite - răchită de azbest uscată și ACC - la fel, doar cu un miez roving de sticlă. Ambalajele din azbest ale mărcilor ASP și ASP-31 au un miez roving de sticlă (pachet de fibră de sticlă). Garniturile glandelor din azbest din grafit AP-31, ASP-31, APR-31 sunt impregnate cu o compozitie grasa antifrictiune pe baza de extracte petroliere. Pentru impregnarea garniturilor glandelor de azbest se folosesc și suspensii de fluoroplast (AF-1) sau fluoroplast și talc (marca AFT). Garniturile împletite APRPS și APRPP sunt întărite suplimentar cu sârmă de alamă.
Ambalarea glandelor de azbest este eficientă într-o gamă largă de temperaturi: de la -70 la +300°C.
Azbestul nu tolerează foarte bine umezeala, dar impregnarea cu ulei îi poate crește rezistența la umiditate. Ambalarea glandelor folosește, de asemenea, un amestec de fulgi de grafit și fulgi de azbest ținute în cutia de umplutură de inele de azbest. Între inelele de azbest pot fi instalate bucșe de grafit, iar inelele în sine sunt frecate abundent cu grafit, care are o capacitate unică de a reduce frecarea.
Cutie de umplutură grafit
Pentru fabricarea de garnituri din grafit, așa-numitele. Grafitul expandat termic (abreviat ca TRG) este o modificare a grafitului natural, constând din carbon pur. Cu cât TRG este mai pur, cu atât parametrii de performanță sunt mai mari. Utilizarea acestuia poate crește semnificativ rezistența etanșărilor cutiei de presa la temperaturi mari si presiune. Este o consecință proprietăți unice material ─ rezistență ridicată la căldură, inerție chimică, elasticitate, coeficient scăzut de frecare. Grafit termoexpandat ─ ecologic material pur, menținând stabilitatea proprietăților pe o perioadă lungă de funcționare. De exemplu, un ambalaj din grafit poate dura mulți ani fără a schimba materialul de ambalare sau fără a necesita ambalare suplimentară. Ambalajele din grafit sunt poate cea mai fiabilă dintre toate ambalajele care funcționează la temperaturi ridicate.
Grafitul este folosit pentru umplerea glandelor sub formă de mastice, de exemplu, grafit-cerezină sau azbest-grafit-zinc. Sau sub formă de pulbere, de exemplu, într-un amestec de pulberi de grafit și fluoroplast. Această combinație asigură o etanșare etanșă și o uzură minimă a tijei și axului.
Ambalajul împletit este realizat din folie de grafit, întărită cu fir de bumbac, fibră de sticlă, sârmă metalică. În cea din urmă versiune, rezistența la căldură a garniturii glandei este crescută la mai mult de 600 de grade Celsius.
Prestopus fluoroplastic
Un segment important de garnituri de presare sunt garniturile din PTFE. Fluoroplast, cunoscut și sub numele de Politetrafluoretilenă (PTFE) sau Teflon ( marcă), a fost obținut chiar înainte de începerea celui de-al Doilea Război Mondial, dar la scară foarte mare a început să fie folosit după terminarea sa. Fluoroplastul a devenit una dintre invențiile de reper printre cele cu care se asociază conceptul de „progres științific și tehnologic”. Aproape toată lumea știe despre fluoroplast, cel puțin din vasele cu un strat de teflon antiaderent. Dar aceasta, desigur, este doar una dintre fațetele aplicării sale. Fluoroplastic (PTFE) - material eficient pentru sigilii cutie de presa. Avantajele sale: rezistență ridicată la întregul spectru influente externe─ chimică (inerția chimică a fluoroplastului este una dintre cele mai mari dintre polimeri), mecanică, termică. Consecința acestui lucru este termen lung Servicii. Demnitate importantă fluoroplast ─ coeficient scăzut de frecare, unul dintre cele mai mici dintre materialele utilizate pentru etanșare, prin urmare fluoroplast ─ o garanție a alunecării excelente a tijei (axului).
Ca ambalaj pentru presse, fluoroplastul asigură etanșeitate atunci când se lucrează cu diverse medii de lucru: apă, abur, gaz, acizi, ulei, agenți frigorifici. Datorită conductibilității sale termice scăzute, poate fi folosit la temperaturi ridicate.
Cu toate acestea, există câțiva factori care limitează utilizarea PTFE ca material pentru cutia de presa. La temperaturi ridicate, se umflă în fluorocarburi lichide și chiar și la temperatura camerei își crește ușor volumul la contactul cu freonii. Nefiind umezit de apă la scufundarea pe termen scurt în el, fluoroplasticul este totuși umezit la contactul prelungit cu apa distilată, măsurată în zeci de zile.
Garnitura fluoroplastică poate fi realizată atât din politetrafluoretilenă pură, cât și din fluoroplast cu umpluturi, de exemplu, umplute cu grafit. Saturarea firului fluoroplastic cu grafit cu formarea de legături între acesta și fluoroplast la nivel molecular face posibilă producerea de garnituri cu calități unice, chiar mai pronunțate decât fluoroplastul pur.
Firul fluoroplastic poate consta dintr-o panglică subțire răsucită sau din un numar mare fibre lungi și subțiri răsucite. În al doilea caz, împachetarea glandei este mai densă.
Distribuția largă a etanșărilor cutiei de presa în supapele de conducte se datorează mai multor avantaje ale acestora. Alături de costul redus și funcționalitatea tehnologică, un loc semnificativ în această serie îl ocupă alegerea materialelor pentru ambalajele de umplutură. Datorită dezvoltării științei și tehnologii industrialeîn timp, se extinde doar, ceea ce înseamnă că potențialul etanșării glandei crește pe măsură ce solutie constructiva concepute pentru a asigura, probabil, cea mai importantă calitate a fitingurilor de conducte ─ etanșeitatea.
INFLUENȚA SIGLANȚILOR GRAFLEX ASUPRA CONSTRUCȚILOR PENTRU POMPA ROTATĂ ȘI CU PLONGANT
Avdeev V.V., doctor în științe tehnice, profesor, gen. director
Ilyin E.T., Ph.D., conferențiar, adjunct gena. director de politici tehnice
Ulanov G.A., proiectant șef
abstract. Lucrarea de față observă performanța unui material de etanșare a cutiei de presa pentru pompe sub tratarea mediului și a forțelor de compresie. S-a făcut comparație între interacțiunea etanșanților personalizați și etanșanților „Graflex” cu suprafețele sigilate. S-au dat recomandări pentru modificarea cutiei de presa în cadrul utilizării etanșanților „Graflex”. Eficiența utilizării „Graflex” a fost estimată în comparație cu etanșanții personalizați.
Cele mai utilizate pe scară largă în unitățile de etanșare ale arborilor pompelor centrifuge sunt binecunoscutele și simple în proiectare garnituri moi pentru presseapa. Cele mai multe dintre garniturile moi produse de cutie de umplere constau dintr-un suport țesut fibros impregnat cu lubrifiant cu aditivi ai substantelor antifrictiune (grafit, talc etc.).
Etanşeitatea presetupei este determinată în primul rând de rezistenţa hidraulică a ambalajului, redată de acesta mediului de lucru etanşat şi de gradul de presare a acestuia împotriva pieselor etanşate. În condiții reale de funcționare, cutia de presa este afectată, pe de o parte, de forța de strângere a cutiei de presa și, pe de altă parte, de presiunea mediului de lucru, rezultând deformarea plastică a materialului și compactarea acestuia, care reduce porozitatea și permeabilitatea.
În același timp, în timpul funcționării, garnitura de presa se uzează, ceea ce este însoțit de îndepărtarea materialului din exteriorul presseonului. Etanșeitatea garniturii cutiei de presa scade în timpul uzurii și necesită restaurare periodică. Uzura materialului de ambalare depinde de o serie de factori, dintre care principalii sunt rugozitatea suprafeței piesei mobile etanșate, tipul de mișcare față de ambalaj (reciproc sau rotațional), intensitatea mișcării, presiunea de contact a ambalajul pe arbore, presiunea mediului de lucru sigilat, starea de agregareși caracteristici fizico-chimice mediu care urmează să fie sigilat, rezistența legăturilor interne ale materialului de ambalare.
Pentru a restabili un anumit grad de etanșeitate, se folosește strângerea cutiei de presa. Dificultatea de a restabili etanșeitatea preseiului, care a scăzut ca urmare a uzurii mecanice a garniturii, prin strângerea presetupei poate fi explicată după cum urmează. Un strat subțire de împachetare adiacent piesei mobile care trebuie etanșată este supus uzurii. Datorită abraziunii de către partea mobilă, porozitatea materialului din acest strat subțire este mai mare decât în restul volumului de ambalare. Porozitatea acestui strat ar putea fi redusă cu compresie axialași umplerea golurilor cu material din stratul de bază. Umplerea unor astfel de goluri cu materialul de ambalare depinde în mare măsură de proprietățile plastice ale materialului, caracterizate prin coeficientul de presiune laterală (Kb), care determină proporția forței axiale aplicate elementului de etanșare, transmisă în direcția radială (pentru cele mai utilizate în mod tradițional garnituri împletite ale AP, AS, APR, AGI Kb = 0,35-0,45). În timpul funcționării, cu strângerea periodică a cutiei de umplutură, materialul de umplutură este compactat, își pierde plasticitatea și capacitatea de deformare în direcțiile axiale și radiale. Așadar, trebuie aplicată din ce în ce mai multă forță axială pentru a asigura etanșarea ansamblului, până când vine momentul în care comprimarea cutiei de presa nu mai asigură etanșeitatea ansamblului și trebuie înlocuită etanșarea.
La cele de mai sus, trebuie adăugat că forța axială aplicată garniturii scade semnificativ de-a lungul adâncimii cutiei de presa, datorită frecării umpluturii împotriva pereților camerei și ai manșonului arborelui, precum și datorită frecare internăîn ambalaj în sine, care are loc în timpul compresiei. La rândul său, forța de frecare a garniturii pe suprafețele de îmbinare depinde de rugozitatea manșonului și a pereților cutiei de presa și, prin urmare, distribuția forțelor de-a lungul adâncimii cutiei de presa depinde de acești factori. Deoarece fiecare inel de etanșare slăbește forța de strângere a cutiei de presa din cauza forțelor de frecare, pe măsură ce adâncimea cutiei de etanșare și numărul de inele instalate cresc, forța de compresie a ultimelor inele va scădea. O scădere a forței de compresiune duce la faptul că straturile garniturii în contact cu mediul de lucru nu sunt suficient compactate, astfel încât mediul poate pătrunde atât prin porii garniturii în sine, cât și între tijă și garnitură, ducând la depresurizarea cutiei de presa.
Orez. unu. Caracteristica calitativă distribuția presiunii radiale pe adâncimea etanșării glandei.
Ro - presiune axială asupra garniturii presetupei din partea laterală a manșonului de presiune;
PP - presiunea mediului de lucru;
Рв este presiunea exercitată de garnitură pe arbore.
O modificare calitativă a forței radiale asupra arborelui de-a lungul lungimii cutiei de presa, din acțiunea totală a mediului de lucru și impactul manșonului de presiune este prezentată în fig. 1. După cum se poate observa din figură, primele inele suportă cea mai mare sarcină, care în exploatare au o uzură de 70% din uzura întregii garnituri de etanșare, în timp ce ultimele inele aproape nu se uzează și sunt în esență redundante. De adăugat că abruptul caracteristicii prezentate depinde în esență de caracteristicile materialului (de valoarea coeficientului de presiune laterală), cu cât Kb este mai mic, cu atât această curbă va fi mai abruptă.
Împreună cu coeficientul de presiune laterală, designul cutiei de presa are un efect semnificativ asupra presiunii garniturii care urmează să fie etanșată pe manșonul arborelui.
Orez. 2. Design cutie de umplutură cu inel intermediar de lanternă pentru ambalaje tradiționale.
1. arborele pompei;
2. inel de bronz podsalnikovy;
3. peretele cutiei de presa;
4. mânecă de împingere;
5. inel felinar.
Majoritatea modelelor existente de cutii de presse ale pompelor centrifuge sunt realizate cu teșituri pe partea de capăt a cutiei de presare și pe manșonul de presiune, fig. 2. Sub acțiunea unei astfel de teșiri, elementele de etanșare extreme experimentează o forță suplimentară (Рrad) care le presează pe manșonul arborelui, Fig.3. Ca urmare, efectul radial al elementelor de etanșare extreme (primul și ultimul) asupra manșonului de protecție a arborelui crește și uzura acestora crește în continuare. Mai mult, și nu există doar uzura materialului de etanșare, ci și a manșonului de protecție al arborelui. Practica operațională a demonstrat prezența zone caracteristice uzura manșonului arborelui în zona în care se află aceste inele. Ca urmare, deja după 0,5-1 an, în funcție de condițiile de funcționare, devine necesară repararea sau înlocuirea manșonului de protecție.

Fig.3. Schema redistribuirii transferului forței axiale de la manșonul de presiune cu o teșire.
1.-perete cutie de presa; 2.-manșon de presiune; Z.-arborele pompei;
Ro - forța axială care acționează asupra manșonului de presiune;
Pa - forța axială transmisă de manșonul de presiune către inelul de etanșare;
Rrad este componenta radială a forței axiale.
În plus, presiunile radiale excesive rezultate pot duce la o creștere a frecării, încălzirea locală a arborelui și chiar fierberea fluidului de lucru și, ca urmare, la distrugerea de urgență a cutiei de presa.
În practica mondială, din ce în ce mai mult aplicare largă găsiți etanșări pe bază de grafit expandat termic (TEG), politetrafluoretilenă expandată (PTFE) și compozitele acestora, folosind fibre de întărire de înaltă rezistență. Unul dintre principalii producători ai acestor produse din Rusia de mai bine de 12 ani este NPO UNIKHIMTEK, care produce întreaga gamă de etanșanți sub marca GRAFLEX.
Principalele avantaje ale noilor produse de etanșare față de paronit, inele de azbest-grafit, azbest și bumbac sunt determinate de faptul că sunt aplicabile într-o gamă largă de aplicații.
(practic nelimitat) interval de temperaturi și presiuni, au compresibilitate bună (20-60%) sub sarcină și recuperabilitate (10-70%) după îndepărtarea acesteia, elasticitate (8-12%), nu își pierd aceste proprietăți în timp - nu nu se relaxează și „nu îmbătrânesc”, sunt inerte chimic și aplicabile în aproape orice mediu, asigură etanșarea unității etanșe pentru o lungă perioadă de timp fără strângere sistematică, au un coeficient de frecare scăzut de 0,02 - 0,12% și o conductivitate termică ridicată.
Prezența proprietăților enumerate mai sus face posibilă utilizarea acestor materiale pentru etanșarea îmbinărilor mobile viteze mari alunecare (până la V= 25m/s) într-o gamă largă de temperaturi și presiuni.
În prezent, CJSC „Unihimtek” produce elemente de etanșare sub formă de inele (inele KGN cu densitate joasă din material GRAFLEX) și garnituri împletite (garnituri NGF împletite din material GRAFLEX) pentru pompe de etanșare. Mai mult, inelele glandei de etanșare sunt realizate din mai multe tipuri, răsucite (KGN-V) și puf, tipuri variate(KGN-SO, KGN-SOP).
Inelele răsucite sunt realizate prin înfășurarea în spirală a benzii de grafit, urmată de presare la rece într-o matriță până la o anumită densitate. Ca urmare a unei astfel de presari, straturile de folie sunt deformate sub forma unei ondulari in directie axiala si sunt ferm legate intre ele, asigurand etanșeitatea. Densitatea de compactare a inelelor este determinată de parametrii și condițiile de funcționare ulterioară și este de obicei în intervalul ρ=0,9-N,35 g/cm³. Aceste inele au un coeficient de presiune lateral mare (Kb = 0,7-0,85), prin urmare sunt folosite pentru a asigura etanșarea la valori scăzute ale presiunii axiale.
Inelele stratificate constau din straturi alternative, orizontale, de folie de grafit tăiate dintr-o foaie (perpendiculară pe axa inelului). Inelul KGN-SO este realizat prin așezarea strat cu strat și lipirea straturilor împreună. Inelul KGN-SOP este realizat din folie de grafit cu așezarea alternativă a fiecărui strat și prepresare ulterioară la rece. Aceste inele au o conductivitate termică ridicată în direcția radială λ > 120 W/(m K) și un coeficient scăzut de presiune laterală (Kb=0,1-0,15), prin urmare sunt utilizate pentru îndepărtarea căldurii și ca inele de throttling. Datorită valorii mici a Kb, în timpul compresiei rămâne un spațiu foarte mic între arbore și inel, unde debitul mediu este stropit, ceea ce asigură mai mult conditii favorabile lucrarea altor inele.
Ambalajele de etanșare împletite sunt realizate sub formă de șnur, în principal de secțiune pătrată, prin țesere diagonală, pe mai multe rânduri. Firul de țesut se obține prin răsucirea unei panglici de folie de grafit. Pentru a da rezistență împachetării împletite în etapa de producție a foliei, aceasta este întărită cu fire de material diferit(fir de bumbac, fibră de sticlă, sârmă metalică și alte materiale de întărire). Pentru a extinde proprietățile materialului de etanșare, garniturile împletite sunt utilizate în combinație cu alte materiale, în special, cu fluoroplastic expandat, fibră de înaltă rezistență - Kevlar (SVM). Pentru a îmbunătăți proprietățile de etanșare ale ambalajelor împletite, precum și pentru a reduce coeficientul lor de frecare și activitatea de coroziune, se utilizează impregnarea. formulări specialeși lubrifianți.
Coeficientul de presiune laterală pentru garnitura împletită NGF (Kb=0,5-0,6), în același timp, această garnitură are un coeficient de conductivitate termică destul de mare, comparabil cu conductivitatea termică a metalului carcasei pompei.
O varietate de tehnologii pentru fabricarea produselor de etanșare din materialul GRAFLEX face posibilă asamblarea de seturi de ambalaje cu proprietăți specificate pentru consumatori.

Orez. Fig. 4. Schema etanșării cutiei de presa a arborelui pompelor de funcționare cu un set complet de elemente de etanșare GRAFLEX.
Proiectarea ansamblului de etanșare a presetupei axului pompei proiectată anterior de producători pentru materiale de etanșare tradiționale (ambalaje care conțin azbest, bumbac și materiale sintetice cu tipuri variate impregnare) este prezentată în Fig. 4a. Adâncimea cutiei de presa era de obicei setată la un numar mare inele (6-12 bucăți), care predetermină crearea unei forțe axiale mari în timpul comprimării cutiei de presa, duce la creșterea presiunii neuniforme asupra arborelui în direcția radială și la uzura rapidă a elementelor de etanșare extremă. Teșiturile sunt realizate pe suprafețele de capăt ale cutiei inferioare, cutia de umplere și inelul felinar intermediar la un unghi α=15° față de suprafața de capăt pentru a îmbunătăți deformarea garniturii de la diametrul exterior la arbore.
NPO UNIKHIMTEK, pe baza testelor și experienței de operare a unor astfel de ansambluri de cutie de presa, recomandă utilizarea împachetării împletite de tip NGF ca sigilant, care asigură o funcționare pe termen lung și fiabilă, cu scurgeri minime și o creștere a gradului de etanșare. durata de viață a garniturii de 2-4 sau mai multe ori, în funcție de condițiile de funcționare. În acest caz, designul ansamblului presetupei nu se modifică. În unele cazuri, dacă există particule abrazive în mediu, este recomandabil să instalați inelele exterioare din ambalaj cu fire mai puternice, de exemplu, din Kevlar (SVM).
Dacă utilizarea garniturilor NHF nu oferă rezultatele dorite în ceea ce privește durata de viață, cantitatea de scurgere a mediului de lucru sau presiunea medie este suficient de mare Рwork > 2 MPa, atunci aceasta este în primul rând o consecință a defectelor de proiectare în ansamblu etanșare cutie de presa, care poate fi compensată prin utilizarea inelelor speciale de la TRG GRAFLEX. Diagrama de configurare a unor astfel de noduri este prezentată în Fig. 46. Această configurație asigură funcționarea etanșării practic fără scurgeri (rata de scurgere este de 1-5 picături pe minut).
Orez. 4b. Schema etanșării cutiei de presa a arborelui pompelor de funcționare cu un set complet de elemente de etanșare GRAFLEX.
Inelele de îndepărtare a căldurii asigură o îndepărtare eficientă a căldurii atât datorită conductivității termice ridicate (comparativ cu garniturile NGF și inelele CGN de tip B), cât și datorită eficienței ridicate a reglajului presiunii de funcționare și alinierii presiunii radiale pe arbore de-a lungul lungimii cutiei de presa, care duce la o uzură uniformă și mai lentă a etanșării.
Pentru reglarea presiunii ridicate a mediului de lucru (2 ÷ 4 MPa), precum și pentru mediile de lucru cu o cantitate semnificativă de impurități mecanice, se pot instala mai multe inele de reglare la rând pe marginea mediului de lucru. Figura 4c prezintă una dintre schemele posibile de configurare pentru ansamblul presetupe în prezența unui inel de lanternă.
Orez. 4c. Schema etanșării cutiei de presa a arborelui pompelor de funcționare cu un set complet de elemente de etanșare GRAFLEX.
Pentru ansamblul presepei arborelui pompei, al cărui design va fi dezvoltat pentru utilizarea prevăzută a truselor de etanșare de la TRG GRAFLEX, recomandăm modificările prezentate în Fig.5. Suprafețele de capăt ale manșonului de presiune și inelul intermediar al felinarului sunt realizate perpendicular pe axa arborelui, fără teșituri, ceea ce face posibilă asigurarea mai multor distributie uniforma presiune radială asupra arborelui de-a lungul lungimii cutiei de presa. În locul inelelor subsalyshk metalice (oțel, bronz) instalate pentru clasificare medie cu degajări minime de-a lungul arborelui δ = 0,2 ÷ 0,3 mm, este posibil să se instaleze un inel special de throttling din Grflex TRG de tip KGN-S. Datorita elasticitatii materialului, coeficientului scazut de frecare, conductibilitatii termice ridicate si rezistentei la uzura, inelele de throttling mentine intervale minime pentru o perioada indelungata, ceea ce determina eficienta extrem de ridicata a throttlingului presiunii.

Fig.5. Schema designului cutiei de presa pentru utilizarea sigiliilor de tip GRAFLEX.
Rezultatele studiilor au arătat că pentru a asigura o etanșare fiabilă folosind materiale de etanșare GRAFLEX la o presiune medie de lucru de până la Рр ≤ 1 MPa, este necesar un set format din 3-5 inele de etanșare și la o presiune medie de lucru peste Рр< 1МПа, целесообразно устанавливать комплект, состоящий из 6 колец.
În plus, datorită așa-numitului efect de „auto-vindecare”, care constă în faptul că la contactul cu produsele de etanșare din TRG, suprafața de etanșare este acoperită cu strat subțire grafit, ca urmare a umplerii cu microrugozități, suprafața devine mai netedă și are loc un contact suplimentar al umpluturii cu suprafața graficată, în urma căruia coeficientul de frecare scade la k = 0,02-0,05 (frecarea uscată a TRG pe oțel). k = 0,l- 0,12). Toate acestea ajută la reducerea uzurii ambalajului, rezultând etanșeitatea și durabilitatea sigură a etanșării cu un număr mai mic de elemente de etanșare.
La rândul său, reducerea numărului de elemente de etanșare se reduce dimensiuni pompe, reduc consumul de metal al produsului, reduc costul materialelor de etanșare.
Mai mult efect mai mare realizate în timpul exploatării la consumatori. Mai jos sunt rezultatele evaluării eficacității utilizării materialelor GRAFLEX în comparație cu ambalajele tradiționale.
Modificarea costului materialelor pe an, în cazul înlocuirii garniturilor tradiționale pe bază de azbest cu GRAFLEX, poate fi estimată prin expresia:
Unde: C asb, C gr - prețul garniturii de azbest și respectiv al garniturii GRAFLEX, rub/kg;
G asb, G gr - consum de material pentru etanșarea presepei din azbest și respectiv GRAFLEX, kg;
η asb, η gr - durata de viață a etanșărilor din azbest și din material GRAFLEX, respectiv, săptămâni;
η an este numărul de săptămâni dintr-un an.
Ca exemplu, luați în considerare modificarea costurilor materialelor pentru o pompă centrifugă utilizată pentru pomparea bitumului la rafinăria Syzran, ținând cont termeni reali servicii de etanșare.
ΔS=(0,4 150/2,5-0,4 1350/26) 52=168 rub/an
Astfel, în ciuda prețului semnificativ mai mare al etanșărilor GRAFLEX (С gr = 1350 de ruble/kg și С asb = 150 de ruble/kg), ca urmare, economiile de material pe an sunt de 168 de ruble per pompă. Dar eficacitatea noii generații nu se oprește aici.
Conductivitatea termică ridicată a GRAFLEX și coeficientul scăzut de frecare fac posibilă asigurarea funcționării ansamblurilor de presseoane ale pompelor centrifuge fără scurgerea mediului pompat prin garnituri (în unele cazuri, o scurgere de 1-5 picături pe minut este furnizate). Utilizarea ambalajelor convenționale necesită scurgerea unei cantități mici de mediu pompat (5-20 de picături pe minut (de fapt chiar mai multe dacă mediul nu este toxic)) pentru a preveni încălzirea presetupei, ceea ce corespunde unor scurgeri medii de aproximativ 0,5 -1,0 l/h (scurgerile reale pot ajunge la 3 l/h). Pentru un an (7000-8000 de ore), astfel de scurgeri se ridică la 4 până la 8 tone de produs. Efectul economic în acest caz poate fi estimat prin expresia:
![]()
unde G transpirație - scurgeri ale lichidului pompat, t/an;
C pr - prețul pentru 1 tonă de lichid pompat, frec / t.
Luând în considerare prețul petrolului - 3.000 de ruble / tonă, efectul reducerii pierderilor în acest caz va fi de la 1,2 000 de ruble / an la 24 000 de ruble / an, ceea ce este de aproape 100 de ori mai mare decât costul materialelor.
Reducerea coeficientului de frecare atunci când utilizați garniturile GRAFLEX de mai mult de trei ori vă permite să obțineți o reducere a costurilor energetice pentru antrenarea pompei. Aceste costuri acoperă, de asemenea, de câteva ori costurile de achiziție a materialului de etanșare GRAFLEX. Pentru pompele centrifuge moderne, randamentul mecanic, care ia în considerare pierderile de energie din frecare în garnituri, lagăre și frecarea discului η m = 0,92-0,99. Costul energiei utilizate pentru depășirea forțelor de frecare mecanică în cutia de presa pentru ambalajele tradiționale este de aproximativ α c =50% din pierderile mecanice totale.
În acest caz, amploarea reducerii consumului de energie este luată în considerare următorul exemplu: pentru o pompa cu o putere de antrenare N e = 100 kW, inlocuirea unei garnituri traditionale de presse cu o garnitura din material GRAFLEX va permite sa reduceti pierderile de energie in presse cu 2/3. Dacă presupunem că randamentul mecanic inițial al pompei este η m = 0,95, atunci ca rezultat obținem următoarele economii de energie:
ΔN E \u003d 2/3 α c N E \u003d 0,667 0,5 0,05 100 \u003d 1,6675 kW
Părea a fi o sumă nesemnificativă. Cu toate acestea, cu durata de funcționare a pompei τ=7000 ore pe an, puteți economisi energie:
E g \u003d 1,6675- 7000 \u003d 11672,5 kW.
Cu un preț al energiei electrice de 50 de copeici, economiile vor fi S eq.e = 5836 ruble. Pentru comparație, un set de umplutură pentru o astfel de pompă costă în medie aproximativ 500 de ruble.
Un efect și mai mare se obține prin creșterea duratei de viață a manșonului de protecție a arborelui. Experiența de exploatare a arătat că, atunci când se utilizează garnituri tradiționale, după un an de funcționare, este necesară fie o canelură, fie, cel mai adesea, înlocuirea manșonului de protecție. Utilizarea garniturilor din material GRAFLEX face posibilă menținerea performanței bucșei timp de 3-4 ani de funcționare. Astfel, economiile din creșterea duratei de viață a manșonului de protecție cu un factor de trei vor fi:
![]()
Din v.v. - prețul manșonului de protecție pentru această pompă, frec.;
S p.p. - Preț lucrări de reparații pentru înlocuirea manșonului de protecție, frecați.
Efectul economic total va fi:
Rambursarea materialelor de etanșare GRAFLEX, după cum arată experiența de utilizare, nu depășește două până la trei luni.
NPO UNIKHIMTEK bazat pe studii experimentaleși operare pilot, au fost dezvoltate și implementate kituri de etanșare din materiale GRAFLEX pentru pompele de funcționare, care asigură o reducere a scurgerilor de fluid și o creștere a duratei de viață. Pe baza rezultatelor studiilor teoretice și experimentale, au fost elaborate recomandări pentru efectuarea de modificări în designul cutiei de presa a pompei la utilizarea materialelor de etanșare GRAFLEX, care reduc scurgerile medii, reduc uzura manșonului arborelui, consumul de material de etanșare și reduce costurile de operare.
LITERATURĂ
- Domashnee A.D., Khmelniker V.L. Sigilii cutie de presa Fitinguri NPP. - M.: Atomshdat, 1980, 112s.
- Krishnek R. Sisteme de etanșare pe bază de grafit. Inginerie chimică și de petrol și gaze, nr. 8, 2000.
- Vorokhov A.M., Gashnin A.S., Dodonov N.T. Garnituri fibroase și combinate pentru cutia de presa. M.: Mashinostroenie, 1966, 312 p.
- Ilyin E.T. Sigilii rusești de înaltă performanță GRAFLEX - Materiale ale industriei reuniunii mecanicilor șef ai rafinăriilor de petrol și ai întreprinderilor petrochimice din Rusia și CSI. Kirishi, 2002, p. 2 59-266.
Aparat pentru amestecarea mediilor lichide
1. Baklanov N.A. Amestecarea lichidelor. L.-.Chimie, 1979. 63s.
2. Bogdanov V.V., Khristoforov E.I., Kdotsung B.A. Mixere eficiente cu schimb de masă. L.-.Chimie, 1989. 224p.
3. Braginsky L.N. .Vegachev V.I. .Varabash V.M. Amestecare în mediu lichid; Fiz. elemente de bază și inginerie metode de calcul. L. Chimie, 1984. 336s.
4. Vasiltsov 3.A. .Uşakov V.G. Aparat pentru amestecarea mediilor lichide: Referință, manual. L.-.Mashinostroyeniye, 1989. 271s.
5. Kantorovich 3. V. Mașini ale industriei chimice. M.-.Mashinostroyeniye, 1965. 415s.
6. Kasatkin A. G. Procese și aparate de bază ale tehnologiei chimice. M.-. Chimie, 1973. anii 750.
7. Krivorot A. S. Design și elementele de bază ale proiectării mașinilor și dispozitivelor industria chimica. Ts.: Mashinostroenie, 1976. 376s.
8. Leont'eva A. I. Masini si aparate ale industriei chimice. Proc. indemnizatie. Tambov: TSTU, 1991. 4.1. 104s.
9. Mașini și aparate pentru producția chimică./Ed. I. I. Cernobîl. M.: inginerie mecanică, 1975. 456s.
10. Holland F.A., Chapman F.S. Reactoare și mixere chimice pentru procese în fază lichidă: TRANS. din engleza. M.: Chimie, 1974. 208s.
O etanșare este utilizată pentru a crea etanșeitate între corpul fix al aparatului și arborele rotativ. În funcție de caracteristicile și parametrii fizico-chimici ai mediului de lucru, precum și de cerințele de salubritate industrială, măsurile de siguranță și pericolul de incendiu, dispozitivele pentru amestecarea mediilor lichide sunt echipate cu presse sau etanșări mecanice, etanșări hidraulice sau au un antrenament etanș.
Sigiliu cutie de presa constă dintr-un corp, cutie inferioară, manșon de presiune, cutie de presa și știfturi de strângere (Figura 27). Etanșarea se realizează prin apăsarea garniturii presetupei împotriva unui arbore rotativ. Între arbore și cutia de jos rămâne un spațiu de 0,5 - 0,75 mm și un spațiu puțin mai mare (1 - 1,5 mm) între arbore și manșon de presiune. Aceste goluri elimină posibilitatea uzurii arborelui în locurile indicate. Fonta este utilizată pentru fabricarea cutiei de jos și a manșonului de presiune. În absența unui spațiu între ax și cutia de jos, aceasta din urmă ar trebui să fie din bronz.
1 - corp; 2- manșon de presiune; 3- umplutura; 4 - inel de împingere (grundbox).
Figura 27 - Cutie de umplutură.
În unele cazuri, cutia de presa este și un suport pentru arbore (lagăr lizibil). Apoi, spațiul dintre arbore și manșonul de presiune este minimizat, adică. pe o aterizare de alunecare. Manșonul de presiune este echipat cu un dispozitiv de alimentare și distribuire a lubrifiantului și este realizat din bronz sau furnizat cu o inserție din bronz.
Pressopul (Figura 28) din mijlocul stratului de presseapa are un inel de presseapa, care asigură o alimentare uniformă cu lubrifiant de-a lungul întregului perimetru al arborelui până la mijlocul compartimentului de presa. Pentru a elimina căldura, cutia de umplutură este echipată cu o manta de răcire.
1 - corp; 2- cămașă; 3- manșon de presiune; 4- umplutura; 5- inel de lubrifiere; 6- inel de împingere (grundbuksa) .
Figura 28 - etanșare cu inel de lubrifiere.
Materialele din bumbac, cânepă și azbest sunt cel mai adesea folosite ca ambalaje pentru umplutura.
Mai jos sunt limitele de temperatură la care pot fi utilizate ambalajele.
Tabel 1.2 - Limite de temperatură pentru garnituri de presătupe.
Garniturile enumerate pot fi utilizate la presiuni de 0,6-4 MPa, in functie de temperatura si compozitia de impregnare utilizata. Impregnarea servește la îmbunătățirea etanșării și la reducerea coeficientului de frecare al garniturii pe arbore. Pentru impregnarea ambalajelor, untură, parafină, bitum, grafit, sticla lichida, grăsime, viscozină etc.
Dintre ambalajele de mai sus, trebuie remarcat fluoroplastul. Are un coeficient de frecare scăzut, astfel încât durata sa de viață este de câteva zeci de ori mai lungă decât cea a altor materiale. Acest lucru este facilitat și de rezistența sa chimică ridicată. Dezavantajele fluoroplastului sunt duritatea relativ mare (ceea ce necesită mult efort la strângerea cutiei de presa) și costul ridicat. Aceste neajunsuri sunt eliminate în ambalajul cordonului de azbest impregnat cu o suspensie fluoroplastică.
La temperaturi ridicate (t > 300°C) se folosesc ambalaje uscate. Cea mai comună marcă de ambalare uscată AG-50 constă din 50% grafit, 45% azbest cu fibre lungi și 5% pulbere de aluminiu. Scurgerea mediului de etanșare în ambalajele uscate are loc datorită porozității acestora. Chiar si cu presiuni mari ambalajul este presat (30 - 60 MPa), rămâne poros, deoarece componentele sale constitutive - azbest și grafit - sunt corpuri poroase.
Etanșările cutiei de presa sunt utilizate în dispozitivele care funcționează la presiuni de până la 0,1 MPa și temperaturi de până la 70 °. Nu pot fi utilizate în vid, prelucrare în aparate de medii toxice și explozive. Viteza arborelui - de la 5 la 320 rpm.
Pentru operatie normala glandă, este necesar ca forța de presare a straturilor inferioare pe arbore să fie egală cu presiunea mediului. Forța de apăsare a garniturii împotriva arborelui acționează în direcția radială, în timp ce presarea garniturii de către manșonul de presiune se realizează în direcția axială. Funcționarea presei este prezentată în Figura 29. Dacă presseapa ar fi un fluid ideal, atunci forța axială și radială ar fi egale (P x = P y) în toate secțiunile sale. Cu toate acestea, deoarece ambalajul este deformabil solid, apoi Р x<= Р у и, кроме того, сила прижатия набивки к валу будет изменяться по высоте сальниковой камеры вследствие трения набивки о вал и корпус при её деформации, т.е. при сжатии.

1 - arbore; 2 - manșon de presiune; 3- clădire.
Figura 29 - Schema distribuției forțelor în cutia de presa.
Relația dintre forțele axiale și radiale poate fi exprimată prin dependență:
Valoarea lui m depinde de materialul de umplutură, presiune și alți factori și variază de la 1,5 la 5.
Legea de modificare a forței axiale de-a lungul înălțimii cutiei de presa poate fi reprezentată după cum urmează:
 , (1.40)
, (1.40)
unde S=(D-d)/2; f=m TR/m; m TP este coeficientul de frecare al garniturii față de arborele și carcasa presei.
În partea inferioară, la y=0, egalitatea P y \u003d P 0 este adevărată, iar partea superioară, pentru y \u003d h, egalitatea P y \u003d P 0 exp (2 f h / S). Valoarea forței axiale în partea superioară face posibilă determinarea forței de strângere și calcularea tiranților din zona secțiunii transversale a ambalajului.
Când rezolvăm împreună ecuațiile (1.39) și (1.40), obținem legea de variație a forței radiale de-a lungul înălțimii de împachetare, i.e. forța de apăsare a garniturii pe arbore:
 , (1.41)
, (1.41)
Diagrama modificării forței de presiune a garniturii împotriva arborelui este prezentată în Figura 29. Pe măsură ce vă îndepărtați de manșonul de presiune, această forță scade. Cu o înălțime mare a garniturii, reducerea forței radiale va fi semnificativă. Redistribuirea eficientă a forței radiale poate fi realizată în proiectarea unei glande duble, cu toate acestea, o glande dublă nu este utilizată, deoarece funcționarea sa este foarte dificilă.
Dacă garnitura ar fi un corp absolut solid, atunci, contrar presupunerii unui fluid ideal, nu ar trebui să existe nicio apăsare a garniturii împotriva arborelui. Pentru un solid deformabil, forța de apăsare a garniturii împotriva arborelui va fi o parte a forței axiale. O creștere a forței de presare poate fi realizată printr-o tehnică constructivă - fabricarea inelelor de etanșare cu suprafețe conice. Pentru ambalaje reale, această tehnică este utilizată pe scară largă.
Să determinăm puterea pierdută la frecare în cutia de presa. Pentru un element de umplutură cu înălțimea dy, forța de frecare este:
După înlocuirea valorii lui P x din ecuația (1.41) și integrarea de la 0 la h, obținem:
 , (1.43)
, (1.43)
Ținând cont de f=m tr /m avem:
 , (1.44)
, (1.44)
Puterea pierdută la frecare va fi egală cu:
 , (1.46)
, (1.46)
Coeficientul de frecare f atunci când arborele se rotește este mai mic decât atunci când arborele este staționar, în plus, se modifică cu presiunea. Este dificil să se țină cont de toate acestea pentru o varietate de ambalări atunci când se utilizează ecuația (1.45), prin urmare, se trece la dependența empirică (1.46), care pentru calcule practice ia forma:
Tabel 1.3 - Influența dimensiunilor geometrice ale ambalajului cutiei de presa asupra pierderilor de putere.
Lățimea garniturii presetupei S, mm este determinată de diametrul arborelui:
![]() , (1.48)
, (1.48)
Garnitura de capăt.În această etanșare, etanșeitatea se realizează datorită comprimării strânse a două părți de-a lungul planurilor de capăt - una rotativă și una fixă. Etanșeitatea într-o astfel de conexiune poate fi obținută numai cu prelucrarea de înaltă calitate a suprafețelor adiacente. Neregulile de 1 µm perturbă funcționarea normală a etanșării mecanice. Suprafețele de frecare sunt șlefuite și șlefuite, și au un finisaj înalt (Nr. 10 - Nr. 12), pot fi plane, sferice sau conice. Suprafețele plane sunt folosite mai des, deoarece. la finisare este mai ușor să se obțină o bună curățenie a suprafeței de frecare, lățimea suprafeței inelare de frecare nu trebuie să fie mare (mai puțin de 6 - 8 mm).
În industria chimică, etanșările mecanice sunt folosite nu numai pentru reactoare, ci și pentru pompele centrifuge. Etanșarea mecanică pentru etanșarea aparatului este prezentată în Figura 30. Inelul 2 primește rotație de la arbore prin suportul 4, care constă din două jumătăți care strâng arborele și prin știfturile 3. Inelul staționar 7 este conectat la burduf. Tijele 6 cu arc fac posibilă reglarea forței de preîncărcare a inelelor 2 și 7, burduful 8 vă permite să compensați bătaia arborelui.
1 - corp; 2 - inel rotativ; 3 - ac de păr; 4 - transportator; 5 - primăvară; 6 - împingere; 7 - inel fix; 8 - burduf .
Figura 30 - Garnitura de capăt.
etanșarea (Figura 30) funcționează la o presiune de 2*10 3 - 1,6* 10 6 Pa, temperatură până la 250 ° C și viteză de rotație până la 10 s -1 .
Avantaje - mai puține scurgeri decât în cutia de presa, deoarece nu există scurgeri de aer atunci când se lucrează sub vid, pierderile de putere sunt zecimi din pierderea de putere din cauza frecării în cutia de presa, întreținerea nu este necesară, ceea ce se explică prin rezistența ridicată la uzură a perechii de frecare (și prin urmare durabilitate) și o bună funcționare în timpul bătăilor arborelui.
Dezavantaje - cost ridicat și complexitate a reparației.
Unitatea principală a etanșării mecanice este o pereche de frecare. Materialul din care este confectionat trebuie sa aiba rezistenta la uzura si un coeficient de frecare redus. Se folosesc următoarele materiale: oțel rezistent la acizi - un inel; grafitul de carbon, bronzul sau fluoroplastic este un alt inel. Fluoroplasticul se folosește numai în cazul presiunilor scăzute și la viteze mici ale perechii de frecare, deoarece are un flux rece. Prin proiectare, etanșarea mecanică poate fi internă și externă, simplă și dublă. Sigiliul prezentat în figura 30 este extern.
Cu o etanșare internă, inelul rotativ și arcurile de presiune sunt amplasate în interiorul aparatului în mediul de lucru. O etanșare dublă are două perechi de frecare și este practic două etanșări simple în serie. Într-o etanșare dublă, un mediu de etanșare este plasat între cele două perechi de frecare pentru a preveni scurgerile și pentru a elimina căldura de frecare.
În industria chimică, următoarele tipuri de etanșări mecanice sunt cele mai comune: a) etanșare mecanică dublă tip TD (partea stângă a figurii 31), concepută pentru a etanșa arborele aparatelor pentru amestecarea mediilor explozive, toxice, inflamabile, otrăvitoare și similare. la presiuni de până la 0,6 MPa (tip TD-6) și la presiuni de până la 3,2 MPa (tip TD-32); b) etanșare mecanică dublă TDP (partea dreaptă a figurii 31) cu lagăr integrat, destinată etanșării arborilor aparatelor de amestecare a mediilor explozive, toxice, otrăvitoare și similare; c) etanșare mecanică de tip TSK, în care se folosește un burduf din oțel 12Kh18N10T (Figura 32), destinat etanșării arborilor aparatelor de amestecare sub presiune a mediilor explozive, toxice și otrăvitoare.

1 - inele de etanșare fixe; 2 - inele de etanșare mobile; 3 - primăvară; 4 - corp; 5 - rulment axial încorporat.
Figura 31 - Etanșare mecanică dublă tip TD (partea stângă a figurii) și tip TDP (partea dreaptă a figurii).
Aceste etanșări mecanice sunt utilizate în dispozitivele care funcționează la o suprapresiune de până la 1,6 MPa sau o presiune reziduală de cel puțin 0,0027 MPa și o temperatură de la -20 la +50 ° C.
Proiectarea etanșării mecanice (Figura 32.), Constând dintr-un inel mobil 5, fixat pe arbore cu suportul 2 și un inel fix 6, presat strâns de suprafața de capăt pe inelul fix cu arcuri 4 și piulițe 3 Inelul fix 6 este legat prin șuruburi 10 cu ansamblul burduf 7. Corpul 8 este închis de sus printr-un capac 1 și este atașat prin flanșe și șuruburi 9 de capacul aparatului.

1 - capac; 2 - primăvară; 3 - inel mobil; 4 - inel fix; 5 - burduf; 6 - corp; 7 - șurub.
Figura 32 - Etanșare mecanică tip TSK.
Burduful este un tub cu pereți subțiri, cu o suprafață ondulată.
Inelele de frecare sunt lubrifiate și răcite cu apă curentă care circulă în cavitatea capacului. Apa care a intrat prin suprafața de etanșare este colectată în partea inferioară a corpului, numită capcană, și este evacuată prin fiting. Inelele fixe si mobile (perechile de frictiune) sunt realizate din grafit de carbon, oteluri 12X18H10T, 40X13, 95X18, aliaje hostella D sau vitroceramica.
Luați în considerare funcționarea unei etanșări mecanice (Figura 33).
Figura 33- Mișcarea mediului în golul dintre inelele etanșării mecanice
Mișcarea mediului în spațiul dintre inele în coordonate cilindrice este descrisă de ecuația:
Deoarece etanșarea are simetrie axială, atunci și , și deoarece presiunea în gol se modifică numai în direcția radială, atunci .
După simplificare, ecuația (1.49) ia forma:
 , (1.50)
, (1.50)
Deoarece lățimea suprafeței de contact a inelelor din etanșarea mecanică este mică, putem accepta:
Acum ecuația de mișcare a mediului se va scrie după cum urmează:
 , (1.52)
, (1.52)
Pe baza diagramei de flux a mediului în spațiul dintre inele, prezentată în Figura 33, condițiile la limită pentru ecuația (1.52):
Integrarea ecuației (1.52) dă:
 , (1.54)
, (1.54)
Folosind condițiile la limită (1.53), obținem prin ecuația (1.54):
 , (1.55)
, (1.55)
 , (1.56)
, (1.56)
din care găsim
;  , (1.57)
, (1.57)
Ținând cont de constantele cu 1 și cu 2, soluția va lua forma:
 , (1.58)
, (1.58)
Cantitatea de scurgere pe unitate de lungime a sigiliului va fi:
 , (1.59)
, (1.59)
Pe întregul perimetru al etanșării, scurgerea va fi egală cu:
Să transformăm ecuația (1.60):
 , (1.61)
, (1.61)
Condiții la limită pentru ecuația (1.61) folosind schema de mișcare a mediului în golul perechii de frecare Figura 33:
După integrare obținem:
De aici găsim valoarea scurgerii medii în etanșarea mecanică:
 , (1.64)
, (1.64)
Astfel, dimensiunea spațiului dintre inelele etanșării mecanice are cea mai puternică influență asupra cantității de scurgere. În ecuațiile (1.60) și (1.64), această valoare este inclusă în a treia putere, astfel încât pentru funcționarea normală a etanșării, spațiul dintre inele trebuie redus la minimum. Acest lucru se poate realiza prin șlefuirea și leuirea inelelor. Dimensiunea golului variază de la fracțiuni de micron la câțiva microni.
În etanșarea mecanică, unul dintre inele se rotește, prin urmare, pe lângă forțele de presiune și frecare, cantitatea de scurgere este influențată de forța de inerție. Dacă viteza unghiulară de rotație a mediului în gol este determinată ca media aritmetică a vitezelor unghiulare de rotație a inelelor, atunci ecuația (1.61), ținând cont de forța de inerție, va lua forma:
 , (1.65)
, (1.65)
După integrare și transformare, valorile de scurgere sunt determinate de expresia:
 , (1.66)
, (1.66)
Astfel, creșterea vitezei arborelui crește scurgerea atunci când se funcționează aparatul sub presiune și reduce scurgerea atunci când se funcționează aparatul sub vid.
Sigilii de apă sunt un ansamblu de etanșare conceput pentru a preveni contactul mediului gazos care umple cavitatea internă a aparatului cu atmosfera (Figura 34). Etanșarea hidraulică constă dintr-un corp cilindric fix, în interiorul căruia, cu un spațiu d față de elementele sale fixe, este introdus un capac cilindric care se rotește împreună cu arborele agitatorului. La presiunea atmosferică din corpul aparatului și dimensiunile corect selectate, etanșarea hidraulică protejează în mod fiabil densitățile de etanșare de contactul reciproc.
![]()
1 - corp; 2 - capac rotativ; 3 - inel de etanșare; 4 - sticla fixa; 5 - corp.
Figura 34 - Sifon pentru dispozitive de uz general (partea stângă a figurii) și pentru dispozitive de dimensiuni mici (partea dreaptă a figurii).
Garniturile cu buze sunt utilizate în dispozitivele care funcționează la presiunea atmosferică și la temperaturi de până la 120 0 C. Din punct de vedere structural, etanșarea este un disc înșurubat deasupra deschiderii capacului, o manșetă standard este instalată în canelura inelară a discului, etanșând spațiul dintre arbore. și suprafața interioară a deschiderii discului.
Servomotoare sigilate. Aparatele pentru amestecarea mediilor foarte toxice, foarte agresive sau inflamabile sunt de obicei echipate cu antrenări electrice sigilate. Acționările de acest tip sunt un design în care elementele active ale rotorului și statorului motorului electric sunt protejate de efectele mediului agitat folosind izolație specială (stator umed) sau manșoane speciale de protecție (stator uscat). Acționările electrice etanșate cu stator „umed” sau „uscat” pot fi umplute cu gaz și cu lichid.
Într-o acționare electrică umplută cu gaz (Figura 35), rotorul care se rotește în cavitatea de gaz este montat pe rulmenți. Cavitatea statorului a motorului electric este protejată de contactul cu vaporii mediului agitat printr-un manșon de protecție cu pereți subțiri 5. Dacă este necesar, manșonul de protecție poate fi instalat și pe rotorul 11. rulmenții sunt de obicei umpluți cu gaz. Unul dintre componentele mediului de reacție sau un gaz inert este folosit ca gaz care creează acest tip de tampon care împiedică contactul mediului de amestec cu rulmenții.
Acționarea electrică etanșată umplută cu lichid (Figura 36) este un proiect care utilizează rulmenți de alunecare hidrostatici sau hidrodinamici lubrifiați cu un mediu de amestec care nu conține suspensii solide. Între spațiul de lucru al aparatului și cavitatea internă a unității electrice umplute cu lichid, este de obicei instalată o etanșare mecanică, care reduce schimbul dintre mediile care umple aceste cavități.
1 - mixer; 2 - conducta de circulatie; 3 - arbore; 4, 8 - rulmenti; 5 - manșon de protecție; 6 - înfășurarea statorului; 7 - fier stator; 9 - fiting pentru alimentarea cu lubrifiant lichid; 10 - fiting de alimentare cu gaz inert; 11 - fier rotor.
Figura 35 - Aparat cu antrenare ermetică a dispozitivului de amestecare.

1 - călcâi de împingere; 2 - pompa centrifuga care face circulatie fluidul in actionare; 3, 8 - lagăre suport de frecare lichidă; 4 - manșon de protecție al rotorului; 5 - manșon de protecție al statorului; 6 - fier stator; 7 - fier rotor; 9 - arbore; 10 - mixer; 11 - etanșare mecanică.
Figura 36- Acționare electrică etanșată umplută cu lichid pe rulmenți cu frecare fluidă.
Întrebări de revizuire
1. Garnituri de arbore și tije.
2. Presa, dispozitiv și principiu de funcționare.
3. Garnituri și selecția acestora.
4. Calculul presetupei.
5. Etanșare mecanică, dispozitiv și principiu de funcționare.
6. Calculul etanșării mecanice.
7. Etanșare cu apă, dispozitiv și principiu de funcționare.
8. Unitate sigilată.
Ce este glandele de umplutură?
Ambalajul în sine este un produs conceput pentru umplutura. Arată ca un simplu snur elastic cu o secțiune pătrată / rotundă. Secțiunea transversală a glandelor este realizată din fir de azbest și alte fibre. Glandele asigură etanșarea atât pentru îmbinările dinamice, cât și pentru cele nedinamice ale mecanismului. Umplutura cutii de umplutură interacționează perfect cu un mediu agresiv și cu temperaturi diferite. În prezent, garniturile de ulei sunt reprezentate de diferite tipuri. Există ambalaje din azbest/non-azbest.
O sarcină importantă a fost stabilită înaintea glandelor de umplutură, și anume etanșarea componentelor și ansamblurilor în orice industrie. Este împărțit în tipuri și clase. Fiecare tip și clasă se caracterizează printr-un anumit nivel de exploatare. De exemplu, ambalajele care conțin azbest sunt folosite în industria petrolieră, deoarece toate mașinile de rafinărie și mașinile-unelte interacționează cu produse chimice petroliere, gaze și amestecuri. În cazurile în care apare o situație gravă, presarea este efectuată de specialiști pentru a efectua procesul de umplutură.
Dacă vorbim de cutii de umplutură tip MC 105, atunci aceasta include fibre flexibile de grafit de înaltă calitate armate cu fir de bumbac și impregnate cu politetrafluoretilenă. Este folosit pentru etanșarea pompelor centrifuge și cu piston. Acest ambalaj este utilizat în formulări cu apă caldă, produse petroliere, uleiuri lubrifiante și termice și diverși solvenți organici.

Nu se scurge între fibre doar datorită faptului că sub presiunea rezultată se eliberează o masă specială, care previne scurgerea. În plus, garnitura se caracterizează printr-un coeficient de frecare redus. Grafitul aplicat reduce generarea de căldură și consumul de energie în pompe. Printre altele, se poate auto-unge. Adică, în cazul uzurii unui strat, al doilea strat cu aceleași proprietăți este expus, prelungind astfel perioada de utilizare. Deoarece garnitura glandei este caracterizată de conductivitate termică, datorită căreia căldura este disipată în camere.
După cum puteți vedea, acest proces durează mult. Procesul de umplere este necesar pentru a umple cutia de umplutură și a sigila locul în care ies toate părțile mobile ale mecanismului. Acest proces este necesar pentru ca bucșa de presare să fie presată pe ambalaj și coborâtă în priză, la 10-15 mm adâncime.
Uneori, în locuințele și serviciile comunale apar probleme asociate cu un sistem de încălzire centralizată, după reglarea căreia glandele încep să lase apa să treacă. Dacă vorbim despre sezonul de vară, atunci încălzirea nu este disponibilă, deoarece este oprită pentru lucrări de reparații. Și, din moment ce mulți oameni părăsesc orașul, este pur și simplu imposibil să intre în casele lor și, în consecință, este imposibil să se repare sigiliile. Dacă utilizați dispozitivul care este ilustrat în figura de mai jos, atunci aceleași lucrări de reparații pot fi efectuate iarna, cu sistemul de încălzire în funcțiune.
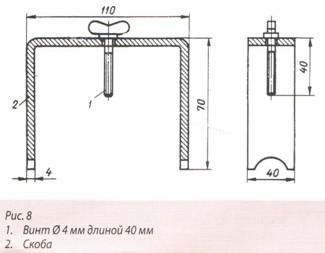
Este necesar să creați un parantez în imaginea unei litere, a cărui grosime a plăcii este de 5 mm, lățime - 40 mm și lungime - 250 mm. Faceți o gaură în centru, umpleți capetele strict în funcție de diametrul conductei și puneți șurubul. Deoarece cilindrul va fi apăsat pe capacul robinetului, se va forma o barieră împotriva apei împotriva cutiei de apăsare. Apoi capacul este deșurubat și umplut cu o garnitură de ulei.

La umplerea pompelor centrifuge, este necesar să folosiți un șnur de bumbac, sau mai degrabă un șnur împletit, care trebuie mai întâi înmuiat în ulei cilindric cald cu o cantitate mică de parafină.
Pe lângă toate, poți folosi o împletitură din in pur cu păr lung, care trebuie curățată de foc și înmuiată într-o compoziție care conține săpun, vaselină și grafit.
Azbestul pro-grafic este utilizat în garniturile de etanșare a cutiei de presa ale pompelor centrifuge. Pentru acele întreprinderi care pompează produse petroliere, se folosesc alte garnituri fibroase pentru glandele care utilizează sârmă de cupru.