Publikácie. Balenie žľazy
Väčšina štruktúr potrubné armatúry má upchávku na utesnenie pohyblivého krytu spoja - vretena pomocou upchávok. materiálov upchávkové tesnenia musí mať vysokú elasticitu, tepelnú odolnosť a chemickú odolnosť proti Pracovné prostredie a možno aj nízky koeficient trenia. Používa sa hlavne ako náplň bavlnené a konopné materiály, azbestová šnúra, grafit, mastenec a polymérne materiály(sklolaminát, fluoroplast). Najčastejšie používané azbestové pletené šnúry sú štvorcové resp okrúhly rez, ako aj zvinuté šnúry bez tkania alebo česané vlákna (konope a pod.). Najvhodnejšie je použitie tesnení z vopred pripravených a lisovaných krúžkov.
Bavlnená výplň, suché alebo impregnované, používané vo vode, vzduchu, ropných produktoch pri tlakoch do 20 MPa a teplotách od mínus 40 do 100 °C. Konopné obaly v suchej alebo impregnovanej forme sa používajú pri tlaku do 16 MPa a teplote od mínus 40 do 100 ºС. Pôsobením kyselín a zásad, ako aj pri vysokých teplotách strácajú bavlnené a konopné obaly pevnosť a zrútia sa, sú však lacné a dostupné. Prstencové manžety z bavlnenej tkaniny vo forme pogumovaného materiálu (vulkanizovaného a grafitizovaného) akosti MHB, ML, MA sa používajú na paru, vodu, vzduch a ropné produkty pri tlakoch do 40 MPa a teplotách do 100 ºС.
Azbestové balenie používané vo forme pletených alebo špeciálne tvarovaných šnúr. Azbestové krúžky sú naskladané postupne v krabici vypchávka. Azbestová šnúra impregnovaná mazivom CIATIM-221 je vhodná pre teploty od mínus 50 do 70 °C a tlaky do 20 MPa; azbestová šnúra impregnovaná grafitovo-parafínovým mazivom - pre teploty od mínus 200 do 50 °C a tlaky do 4 MPa. Používajú sa aj štiepané azbesto-hliníkové krúžky značky КРАА na ropné produkty. Pre teploty do 510 °C sa používa vláknitý výplň, ktorá pozostáva z azbestových vločiek zmiešaných s vločkovým grafitom. Horné a spodné krúžky upchávky sú vyrobené z azbestu a priestor medzi nimi je vyplnený „chmýřím“.
gumené krúžky a manžety, v závislosti od značky, sa používajú na vodu, oleje, ropné produkty, kyseliny, zásady a pri teplotách od mínus 50 do 140 ºС.
Grafitové balenie. Grafit má vysokú tepelnú odolnosť (nad 550 °C), chemickú odolnosť, dobré klzné vlastnosti a vysokú tepelnú vodivosť. Neabsorbuje vlhkosť. V prítomnosti vlhkosti tvorí grafit s niektorými oceľami galvanický pár a má na ne korozívny účinok, preto sa grafitové tesnenie inštaluje do upchávok ventilov bezprostredne pred prevádzkou a vreteno sa zvyčajne nitriduje, aby sa zabránilo opotrebovaniu.
V niektorých prípadoch sa používa hydrofobizačná úprava kordov vyrobených z grafitových vlákien s oligomérnymi a vysokomolekulárnymi zložkami v roztoku alebo plazme. chemická technológia, ktorý umožňuje utesnenie rozhrania a zaisťuje vysokú odolnosť proti opotrebovaniu trecej dvojice „tyč-tesnenie“. Tesniace sady sú sada krúžkov vyrobených z hydrofobizovaného grafitu, ktoré sú v hornej a spodnej časti utesnené šnúrkami. Krúžky majú geometrické rozmery s priemerom od 12 do 360 mm a hrúbkou od 10 do 25 mm. Nechajte zvýšiť silu 1,2-1,3 krát; tepelná odolnosť pri 150-200 ºС; odolnosť proti opotrebovaniu (v porovnaní so základnými vláknami) 1,5-2 krát; teplota pracovného média do 600 ºС a do 3000 ° С - v inertnom prostredí; zvýšiť životnosť bez špeciálnej údržby až na 1000 hodín; odolnosť voči vplyvom prevádzkového prostredia vrátane koncentrovaných a zriedených roztokov solí, kyselín, zásad (obr. 1.18).
Ryža. 1.18. Grafitové šnúry a tesnenia po hydrofóbnej úprave.
Vločkový grafit sa používa vo forme pasty, očistenej od minerálnych a organických nečistôt. Aby sa zabránilo úniku cez medzeru medzi krytom a hriadeľom, azbestové krúžky sú umiestnené na vrchnej a spodnej strane tesnenia alebo je grafit preložený paronitovými krúžkami. Používajú sa aj krúžky a polkrúžky z lisovaného grafitu. Grafit sa používa na vypchávanie a vo forme rôznych tmelov: grafit-cerezín pre teploty do 80 °C pri tlaku do 1,6 MPa, azbest-grafit-zinok pre teploty od mínus 70 do 150 °C pri tlaku do 4 MPa .
Polymérové balenie. Ako obalový materiál v korozívnom prostredí sa fluoroplast-4 používa vo forme čipov, krúžkov alebo manžiet. Tesnenia z fluoroplastových krúžkov, manžiet alebo hoblín, mazané zmesami grafitu, parafínu a oleja, sa používajú pri teplotách od mínus 250 do 200 °C a tlakoch do 5 MPa. Fluoroplast vydrží tlaky do 30 - 40 MPa s oddelenými manžetami, ktoré vylučujú tečenie materiálu. Pri nízkych tlakoch sa spolu s fluoroplastom používajú ďalšie elastické prvky - guma, pružina, pretože fluoroplast má malú elasticitu. Pre upchávkové upchávky sa používa fluoroplastový tesniaci materiál vo forme šnúry pri teplotách od mínus 60 do 150 °C a tlakoch do 6,4 MPa.
Tepelne expandovaný grafit(TRG). V súčasnosti sa v Rusku začali vyrábať a dodávať tesniace prvky z tepelne expandovaného grafitu pre armatúry a prírubové spoje. energetické zariadenia. Tento typ tesnenia na báze tepelne expandovaného grafitu sa používa namiesto zastaraných z kovu, paronitu a iných materiálov obsahujúcich azbest, čím sa výrazne zvýšila spoľahlivosť a životnosť týchto jednotiek.
Všetky konštrukčné a technologické práce na výrobe armatúr majú vysoký stupeň novosti (na úrovni vynálezov) s použitím najnovších materiálov („kovová guma“, výrobky z akejkoľvek keramiky: karbid kremíka, oxid hlinitý, zirkónium, sklo, tvrdá zliatina) a moderné technológie (karbonitridovanie, difúzne chrómovanie, chromonitridizácia, laserové tepelné spracovanie a zváranie, naváranie nekovov, difúzne spájkovanie rôznorodých materiálov, presné diamantové opracovanie do optickej roviny, antikorózne nátery).
Tepelne expandovaný grafit je špecifický materiál s vlastnosťami, ktoré sú na jednej strane vlastné grafitu, a s ďalšími vlastnosťami, ktoré sú odlišné od elektrografitu alebo kompozícií vystužených grafitom používaných napríklad v mechanických upchávkach. Ak k základným vlastnostiam grafitu pridáte elasticitu a stlačiteľnosť, získate predstavu o tepelne expandovanom grafite, ale v prvom rade sa tepelne expandovaný grafit nepoužíva ako konštrukčný materiál, ale ako materiál na výrobu prírubových elastických tesnení, špirálovo vinutých tesnení, upchávkových tesnení s vynikajúcimi vlastnosťami.
Analógom tepelne expandovaného grafitu je dobre známy materiál graflex. Technológia používaná pri výrobe produktov z tepelne expandovaného grafitu však môže výrazne znížiť náklady na výrobu a zlepšiť kvalitu finálneho produktu.
Expandovaný grafit je tesniaci materiál novej generácie. Vlastniť všetko pozitívne vlastnosti grafit - tepelná odolnosť, chemická odolnosť, nízky koeficient trenia, tepelne expandovaný grafit navyše získava úplne novú vlastnosť - ťažnosť. A táto vlastnosť mu zostáva vlastná počas celej životnosti.
Ani zvýšené teploty, ani tepelné cykly, ani čas neovplyvňujú plasticitu grafitu. Tesnenia TRG sú veľmi spoľahlivé a nevyžadujú žiadnu údržbu. Azbest časom stráca svoju elasticitu, hmotnosť a objem a je potrebné ho z času na čas utiahnuť, grafit túto nevýhodu nemá. Fluoroplast neznáša vysoké teploty a tlaky, grafit pracuje pri 560°C a 400 atm. Uhlíkové tesnenia odolávajú aj vysokým teplotám, sú však priepustné pre plyny a kvapaliny, grafit je absolútne nepriepustný už pri hustote 1 g/cm3. Je určený na prácu s kyselinami a zásadami, olejmi a pitná voda. Životnosť pozdĺž posuvnej dráhy: azbest - 600 metrov; grafit - 10 000 metrov. Grafit je veľmi mäkký, takže má minimálny vplyv na driek ventilu a hriadeľ čerpadla.
Grafitové a kovovo-grafitové prírubové tesnenia sa používajú na utesnenie armatúr, potrubí, výmenníkov tepla, kompresorov, tlakových nádob, čerpacích jednotiek a iných technologických zariadení. Tesnenia sa vyznačujú zvýšenou životnosťou, absolútnou šetrnosťou k životnému prostrediu a odolnosťou proti starnutiu. Je možné pracovať v agresívnom prostredí pri zvýšených teplotách. Upchávkové grafitové tesnenia sa používajú na upchávkových konektoroch, hlavne s rotačný pohyb hriadeľ, umožňujú utesnenie opotrebovaných prírub. Omentálne grafitové tesnenia sa vyznačujú aj zvýšenou životnosťou, absolútnou čistota prostredia a nepodlieha starnutiu. Schopný pracovať v agresívnom prostredí pri zvýšených teplotách ( ryža. 1.19).

Ryža. 1.19. Uzáverové grafitové tesnenia.
Grafitové prírubové tesnenia sa používajú na tesnenie armatúr, potrubí, výmenníkov tepla, kompresorov a iných technologických zariadení. Tesnenia sa vyznačujú zvýšenou životnosťou, absolútnou šetrnosťou k životnému prostrediu a odolnosťou proti starnutiu. Je možné pracovať v agresívnom prostredí pri zvýšených teplotách. Grafitové prírubové tesnenia sa používajú na spojky s perom a drážkou. Aplikujú sa pri teplote od mínus 150 do 550 ºС (vzduch), do 3000 °С (inertné prostredie); pri pracovnom tlaku do 100 MPa; agresivita prostredia pH od 0 do 14 ( ryža. 1.20).

Ryža. 1.20. Grafitové prírubové tesnenia.
Kovové grafitové prírubové tesnenia používa sa na utesnenie potrubí, výmenníkov tepla, tlakových nádob a iných technologických zariadení. Tesnenia sa vyznačujú zvýšenou životnosťou, absolútnou šetrnosťou k životnému prostrediu a odolnosťou proti starnutiu. Je možné pracovať v agresívnom prostredí pri zvýšených teplotách. Kovovo-grafitové prírubové tesnenia sa používajú na akékoľvek spojky, hlavne typu "hladká príruba". Aplikujú sa pri teplote od mínus 150 do 200 °C (vzduch), do 3000 °C (inertné prostredie); pri pracovnom tlaku do 200 MPa; agresivita prostredia pH od 0 do 14 ( ryža. 1.21).

Ryža. 1.21. Kovovo-grafitové tesnenia.
Uzáverové grafitové tesnenia sa používajú na upchávkové spojky, hlavne s rotačným pohybom hriadeľa. Umožňuje tesnenie vrátane opotrebovaných prírub. Uzáverové grafitové tesnenia sa vyznačujú zvýšenou životnosťou, absolútnou šetrnosťou k životnému prostrediu a odolnosťou proti starnutiu. Je možné pracovať v agresívnom prostredí pri zvýšených teplotách. Používajú sa pri teplotách od mínus 150 do plus 550 °C (vzduch), až do plus 3000 °C (inertné prostredie); pri pracovnom tlaku do 100 MPa; agresivita prostredia pH od 0 do 14 ( ryža. 1.22).
Ryža. 1.22. Uzáverové grafitové tesnenia.
Zosilnená grafitová doska - kompozitný materiál, pozostávajúce z vrstiev hladkej alebo perforovanej ocele plátovanej grafitovou fóliou. Používa sa na výrobu vystužených tesnení, na tesnenie prírubových spojov armatúr a potrubí pri teplotách od mínus 196 °C do 600 °C a tlaku do 40 MPa a pre spaľovacie motory. Vyrábajú sa jednovrstvové a viacvrstvové s počtom výstužných vrstiev od 1 do 5.
Tesniaca páska GRAFLEX L-200. Páska GRAFLEX L-200 (LK-EF) je určená na utesnenie statických prírubových spojov jednoduchých a zložitých konfigurácií v rozsahu tlakov od plného vákua do 20 MPa, teplôt od mínus 240 °C do 260 °C, krátkodobo do max. 310 °C, v závislosti od typu prírubové spojenie a špecifické podmienky prevádzka potrubí a zariadení ( ryža. 1.23).
Ryža. 1.23. Tesniaca páska.
Páska sa používa namiesto tradičných tesnení z kartónu, paronitu, fluoroplastu F-4, kúdele FUM a pod. pri výrobe plynu a ropy, spracovaní plynu a ropy, chemickom, farmaceutickom, potravinárskom priemysle, v tepelnom a jadrová energia a iné priemyselné odvetvia. Najväčšia aplikácia páska bola získaná pri utesňovaní prírubových spojov zariadení na výmenu tepla (plášťové rúrkové výmenníky tepla: kryty ohrievačov nízky tlak sieťové ohrievače, chladiče oleja, chladiče vzduchu, kryty ventilov, kryty nádob a prístrojov, otvory kondenzátorov, tlakové nádoby, kolóny, výparníky atď.). Expandovaná fluoroplastová páska je vyrobená zo 100% panenského fluoroplastu (polytetrafluóretylén PTFE) špeciálnou technológiou. V dôsledku spracovania získa fluoroplast smerovanú, špeciálne orientovanú vláknitú štruktúru. Materiál pásky, ktorý si zachováva všetky chemické vlastnosti tradičného PTFE, získava nové jedinečné fyzikálne vlastnosti.
Pletená výplň "TMG" je vyrobený z grafitovej fólie „Thermografenit“ (TMG), vystužený bavlnenou niťou, sklolaminátom resp kovový drôt, vo forme pletenej šnúry štvorcového, okrúhleho, obdĺžnikového prierezu, cez tkanie s jednovrstvovým a viacvrstvovým tkaním, dvojradové, trojradové alebo štvorradové diagonálne tkanie. Vyrába sa s prierezom od 3x3 mm do 50x50 mm a hustotou (0,8 - 1,2) g / cm3. Určené na utesnenie komôr upchávok čerpadiel a armatúr, pohyblivých a pevných spojov rôznych strojov a zariadení ( ryža. 1.24).
Nízky koeficient trenia a vysoká tepelná vodivosť umožňujú prevádzkovať odstredivé čerpadlá v režime s minimálnym prienikom pri použití tepelných krúžkov TMG typu C bez prieniku. Použitie tesnení TMG prakticky eliminuje mechanické a korózne opotrebovanie driekov ventilov a hriadeľov čerpacie zariadenie. V dôsledku toho balenie TMG predlžuje obdobie medzi generálnymi opravami odstredivé čerpadlá 2 - 5 krát, potrubné tvarovky 3 - 5 krát v porovnaní s azbestom a tým zaisťuje vysokú efektivitu jeho použitia.

Ryža. 1.24. Tkaná výstelka.
Grafitová fólia "TMG". Flexibilná grafitová fólia z tepelne expandovaného grafitu značky "Termografenit" (TMG), vyrobená technológiou, ktorá obsahuje špeciálne metódyčistenie, chemické a tepelné spracovanie prírodného kryštalického grafitu s následným valcovaním bez spojív a vedecky zavedené do výroby - výrobný závod OOO "TMSpetsmash" ( ryža. 1.25).

Ryža. 1.25. Grafitová fólia.
Hlavnou aplikáciou fólie TMG je výroba tesnení upchávok pre potrubné armatúry, odstredivé čerpadlá, tesnenia pre prírubové spoje.
Tepelná odolnosť na vzduchu - 450°C, pri stlačení v prírubách - 600°C, v podmienkach vodnej pary - 560°C, v inertnom prostredí - 3000°C. TMG fólia je chemicky a biologicky inertná (používa sa pri pH = 0 - 14), odolná voči žiareniu, netoxická, nepodporuje horenie, ohňu a výbuchu, nestarne, má antifrikčné vlastnosti, neopotrebováva sa hriadele a tyče.
O-krúžky "TMG" sa používajú na utesnenie pohyblivých a pevných spojov potrubných armatúr, odstredivých, vírivých a piestových čerpadiel, strojov a zariadení, ktoré sa používajú v energetickom, petrochemickom, chemickom, spracovateľskom a inom priemysle. Použitie krúžkov "Thermografenit" (TMG) predlžuje dobu prevádzky: kontrolné potrubné armatúry 3 - 5 krát, odstredivé čerpadlá 5 - 12 krát.
Špirálovo vinuté tesnenia "TMG" sa používajú na utesnenie "hladkých" prírubových spojov, ako sú "výstupok-dutina", "tŕňová drážka", armatúry potrubí, nádob, prístrojov, čerpadiel a podobných zariadení chemického priemyslu, rafinérie ropy a iných priemyselných odvetví pri teplote pracovného média od mínus 196 °C do 600 °С a tlaku do 25 MPa.
Špirálovo vinuté tesnenie (SNP) pozostáva z ( ryža. 1.26) z vrstiev profilovanej za studena valcovanej nehrdzavejúcej oceľovej pásky (2) a výplňovej pásky - pružnej pásky z tepelne expandovaného grafitu "Thermografenit" (3).

Ryža. 1.26. Špirálovo vinuté tesnenie: 1 - vonkajší obmedzujúci krúžok; 2 - oceľová páska; 3 - páska TMG; 4 - vnútorný obmedzujúci krúžok;
Podľa tvaru prierezu majú všetky typy SNP profil v tvare V. K utesneniu dochádza v dôsledku toho, že plnivo vypĺňa mikrodrsnosti prírub počas stláčania a kovová páska pôsobí ako elastický rám. Vďaka jedinečným elasticko-plastickým vlastnostiam pásky "Thermografenit" si SNP zachováva svoje tesniace vlastnosti pri uvoľnení skrutiek, vibráciách, tepelnej rozťažnosti, tlakových pulzáciách v potrubiach atď.
V závislosti od typu prírubového spojenia sú tesnenia vybavené obmedzovacími krúžkami:
- pre príruby typu "výčnelok-dutina" sa používa vnútorný obmedzujúci krúžok;
- pre "hladké" príruby - vonkajšie a / alebo vnútorné krúžky.
Reštrikčné krúžky sú určené pre:
- ochrana špirálovo navinutej časti pred pretrhnutím prevádzkovým tlakom;
- ochrana špirálovo navinutej časti pred nadmerným stlačením počas inštalácie;
- centrovanie tesnenia, pretože vonkajší priemer obmedzujúceho krúžku sa rovná vnútornému priemeru krúžku, pozdĺž ktorého sú umiestnené upevňovacie skrutky príruby.
Materiál vnútorných krúžkov - nehrdzavejúca oceľ, vonkajší - uhlíková oceľ. Výplňový materiál - fólia "Termografenit", hrúbka 0,60 ± 0,05 mm, hustota 1,0 ± 0,08 g/cm.
Vo väčšine potrubných tvaroviek je tesnosť pohyblivého spojenia „kryt-vreteno (tyč)“ zabezpečená pomocou upchávky (tesnenie). Baliace zariadenie musí obsahovať upchávkové tesnenie, pozostávajúce z jedného alebo viacerých prvkov vyrobených z elastického, ľahko deformovateľného materiálu.
Spôsoby výroby obalov upchávok
Výhody balenia upchávky ─ nie vysoká cena a jednoduchosť výmeny. Mimochodom, vo väčšine prípadov, keď hovoria „výmena upchávky“, majú na mysli presne výmenu balenia upchávky.
Je možné vyrobiť upchávku rôzne cesty. Pletené tesnenia sú jedným z najbežnejšie používaných tesniacich materiálov pre upchávky potrubných ventilov. Spôsoby ich výroby ─ jednovrstvové opletenie jadra, viacvrstvové tkanie, tkanie. Spolu s opletenými tesneniami sa používajú skrútené a valcované upchávky. Balenie vypchávky môže byť nielen vo forme šnúry (obdĺžnikového (vrátane štvorcového) alebo okrúhleho prierezu), ale môže pozostávať aj z jedného alebo viacerých vhodne tvarovaných krúžkov.
Ako funguje upchávka upchávky a aké úlohy rieši?
Upchávka umiestnená v špeciálnej dutine (upchávka, nazývaná tiež krabica), je stlačená pozdĺž osi drieku alebo vretena vplyvom zariadenia na reguláciu zaťaženia. Elastická sila spôsobuje, že sa jeho základné prvky (alebo jeden prvok) roztiahnu v smere kolmom na túto os, čím sa vyplní medzera medzi driekom (vretenom) a stenami otvoru v kryte. Medzera vyplnená upchávkou sa stáva vzduchotesnou.
Zaručenie najvyššej možnej tesnosti potrubných ventilov počas celej životnosti nie je jedinou úlohou tesnení upchávky. Je veľmi dôležité, aby jeho realizácia bola sprevádzaná čo najmenším trením v kontaktnej zóne upchávkového tesnenia s pohyblivými časťami. Týmto spôsobom je možné predísť rýchlemu opotrebovaniu vretena (vretena) a samotnej upchávky, ako aj znížiť náklady na energiu pri prevádzke ventilov riadených mechanizovaným pohonom.
Výber materiálov použitých na výrobu obalov upchávok
V rozhodujúcej miere funkčnosť a účinnosť tesnenia upchávky sú určené vlastnosťami materiálu upchávky. Na zabezpečenie úspešného riešenia úloh, ktorým čelí tesnenie upchávky, musí mať celý rad vlastností, z ktorých najdôležitejšia spolu s čo najnižším koeficientom trenia nie je ani jeden, ale niekoľko „odporov“ naraz. Chemická odolnosť voči uzavretým pracovným médiám. Tepelná odolnosť voči vysokej a nízke teploty. Mechanická odolnosť proti opotrebovaniu a rôznym mechanickým vplyvom.
Obaly na vypchávky môžu byť vyrobené z rôznych materiálov. Od prírodné vlákna(bavlna alebo lykové plodiny), vlákna minerálneho pôvodu (azbestová priadza), chemické vlákna, ako aj minerálne prášky, minerálne oleje, polyméry, kovy. Potrebné vlastnosti upchávkového obalu sú zvýraznené aplikáciou impregnácií a plnív. Konkrétny výber materiálu upchávky je určený chemickým a fyzikálne vlastnosti pracovné prostredie, jeho teplota a tlak, miera zodpovednosti ventilu, jeho konštrukcia a množstvo ďalších faktorov.
Tesnenia žliaz vyrobené z bavlnených materiálov a konope
Bavlnené obaly sú široko používané, tkané (pchávka KBP impregnovaná antifrikčným tukovým zložením, grafitizovaná), ako aj pogumované zvinuté ─ HBR a HBRS (dodatočne „vybavené“ gumeným jadrom). "Vystužené" gumou sa používajú na plyny (vzduch, CO2, NH3), paru, vodu, minerálne oleje. Vyrábajú sa suché a impregnované bavlnené vypchávky s lykovým jadrom.
Prídavné meno „konope“ (napr. vypchávka konopná) v sebe spája nielen plnky vyrobené z konopných vlákien, ale aj iné lykové plodiny ─ juta, ľan a pod. impregnované tukovou kompozíciou proti treniu, grafitizované.
Dlho používaný na tesnenie rôznych technické zariadenia, vrátane tesnení upchávok potrubných armatúr, majú obaly z rastlinných vlákien nespornú výhodu ─ nízka cena. Treba naň „doplatiť“ relatívne nízkou odolnosťou voči vonkajším vplyvom, a teda zásadnou nemožnosťou jeho používania za určitých prevádzkových podmienok alebo, ak je prevádzka prípustná, potrebou častej výmeny. Pri vystavení roztokom zásad, kyselín, vysokým (nad 100°C) alebo nízkym (pod mínus 40°C) teplotám sa stávajú menej odolnými a môžu sa úplne zničiť.
Použitie konopnej náplne, ktorá vytvára dostatočne veľké trenie, môže viesť k opotrebovaniu vretien a driekov ventilov v miestach náplne, ak je jej fungovanie spojené s ich častým pohybom.
Netolerujte upchávky vyrobené z rastlinných vlákien a veľmi vysoký tlak. Pre bavlnu to horná lišta je asi 20 MPa a pri konope ─ ešte o niečo menej.
Ale pre potrubné armatúry, kde je pracovným médiom voda s teplotou do 100 °C, sú prijateľnou možnosťou suché alebo impregnované upchávky z rastlinných vlákien. S „podporou“ materiálov ako guma a grafit sa výrazne zvyšujú možnosti upchávkových upchávok z rastlinných vlákien. Majúce odlišná konfigurácia(rez) lisované vo formách, vulkanizované, valcované, viacvrstvové, grafitizované gumotextilné prstencové manžety (MHB ─ z bavlnenej tkaniny a ML ─ z ľanu) použiteľné v prostredí inertných plynov, vzduchu, vody (nielen pitnej voda), para, ropné produkty pri tlaku do 40 MPa (400 kgf/cm²).
Azbestové vypchávky
Azbestové upchávky sa používajú na utesnenie pohyblivých spojov potrubných armatúr pracujúcich v neutrálnom a agresívnom prostredí. V závislosti od zloženia impregnácie sa používajú v armatúrach, ktoré riadia prietok vody, zásad, ropných produktov, plynných médií a pary.
Výrobcovia ponúkajú široký sortiment omentálnych azbestových obalov. Prútie - značky AGI, AP-31, ASP-31, APR, APR-31, APRPP, APRPS, AS, ASP, ACC, AF-1, AFV, AFT, PAFS; valcované - triedy AR (valcované pogumované), ARS (valcované pogumované s gumovým jadrom); skrútený, napríklad APK-31, impregnovaný mastnou kompozíciou proti treniu na báze ropných extraktov, grafitizovaný.
Rozšírené sú upchávkové tesnenia značiek AC - azbestové prútie suché a ACC - rovnaké, len so skleneným rovingovým jadrom. Azbestové tesnenia značiek ASP a ASP-31 majú sklenené jadro (zväzok zo sklenených vlákien). Grafitové azbestové upchávky AP-31, ASP-31, APR-31 sú impregnované mastnou antifrikčnou kompozíciou na báze ropných extraktov. Na impregnáciu azbestových upchávok sa používajú aj suspenzie fluoroplastov (AF-1) alebo fluoroplastov a mastenca (značka AFT). Pletené upchávky APRPS a APRPP sú dodatočne vystužené mosadzným drôtom.
Azbestové tesnenie je účinné v širokom rozsahu teplôt: od -70 do +300 °C.
Azbest veľmi dobre neznáša vlhkosť, ale impregnácia olejom môže zvýšiť jeho odolnosť proti vlhkosti. Upchávka upchávky tiež používa zmes vločkového grafitu a azbestových vločiek držaných v upchávke azbestovými krúžkami. Medzi azbestovými krúžkami je možné inštalovať grafitové puzdrá a samotné krúžky sú hojne utierané grafitom, ktorý má jedinečnú schopnosť znižovať trenie.
Grafitová vypchávka
Na výrobu grafitových upchávok, tzv. tepelne expandovaný grafit (skrátene TRG) je modifikácia prírodného grafitu, pozostávajúca z čistého uhlíka. Čím je TRG čistejší, tým má vyššie výkonové parametre. Jeho použitie môže výrazne zvýšiť odolnosť tesnení upchávky pri vysoké teploty a tlak. Je to dôsledok jedinečné vlastnosti materiál ─ vysoká tepelná odolnosť, chemická inertnosť, elasticita, nízky koeficient trenia. Termoexpandovaný grafit ─ šetrný k životnému prostrediu čistý materiál, zachovanie stability vlastností po dlhú dobu prevádzky. Napríklad grafitová výplň môže vydržať mnoho rokov bez výmeny výplňového materiálu alebo potreby dodatočného výplne. Grafitová upchávka je snáď najspoľahlivejšia spomedzi všetkých upchávok pracujúcich pri vysokých teplotách.
Grafit sa používa na vypchávanie žliaz vo forme tmelov, napríklad grafit-cerezín alebo azbest-grafit-zinok. Alebo vo forme prášku, napríklad v zmesi grafitových a fluoroplastových práškov. Táto kombinácia zaisťuje tesné tesnenie a minimálne opotrebovanie vretena a vretena.
Pletené tesnenie je vyrobené z grafitovej fólie, vystuženej bavlnenou niťou, sklolaminátom, kovovým drôtom. V poslednej verzii je tepelná odolnosť upchávky zvýšená na viac ako 600 stupňov Celzia.
Fluoroplastová upchávka
Dôležitým segmentom upchávok sú PTFE tesnenia. Fluoroplast, tiež známy ako polytetrafluóretylén (PTFE) alebo teflón ( ochranná známka), bola získaná tesne pred začiatkom druhej svetovej vojny, no v naozaj veľkom rozsahu sa začala používať až po jej skončení. Fluoroplast sa stal jedným z prelomových vynálezov medzi tými, s ktorými sa spája pojem „vedecký a technologický pokrok“. Takmer každý pozná fluoroplast, aspoň z riadu s nepriľnavým teflónovým povlakom. Ale to je, samozrejme, len jeden z aspektov jeho aplikácie. Fluoroplast (PTFE) — účinný materiál na tesnenia upchávky. Jeho výhody: vysoká odolnosť voči celému spektru vonkajšie vplyvy─ chemická (chemická inertnosť fluoroplastov je jedna z najvyšších medzi polymérmi), mechanická, tepelná. Dôsledkom toho je dlhý termín služby. Dôležitá dôstojnosť fluoroplast ─ nízky koeficient trenia, jeden z najmenších medzi materiálmi používanými na tesnenie, preto fluoroplast ─ záruka vynikajúceho kĺzania tyče (vretena).
Ako upchávka zaisťuje PTFE tesnosť pri práci s rôznymi pracovnými médiami: voda, para, plyn, kyseliny, olej, chladivá. Vďaka nízkej tepelnej vodivosti je možné ho použiť pri vysokých teplotách.
Existujú však niektoré faktory, ktoré obmedzujú použitie PTFE ako materiálu upchávky. Pri vysokých teplotách napučiava v tekutých fluorokarbónoch a už pri izbovej teplote pri kontakte s freónmi mierne zväčšuje svoj objem. Fluoroplast, ktorý nie je zmáčaný vodou pri krátkodobom ponorení do nej, je však zmáčaný pri dlhšom kontakte s destilovanou vodou, meranom v desiatkach dní.
Fluoroplastové upchávky môžu byť vyrobené tak z čistého polytetrafluóretylénu, ako aj z fluoroplastu s plnivami, napríklad plnené grafitom. Nasýtenie fluoroplastovej priadze grafitom s tvorbou väzieb medzi ňou a fluoroplastom na molekulárnej úrovni umožňuje vyrábať upchávky s jedinečnými, ešte výraznejšími vlastnosťami ako čistý fluoroplast.
Fluoroplastová priadza môže pozostávať z tenkej skrútenej stuhy alebo z Vysoké číslo skrútené dlhé tenké vlákna. V druhom prípade je upchávka tesnenia hustejšia.
Široká distribúcia tesnení upchávky v potrubných ventiloch je spôsobená množstvom ich výhod. Spolu s nízkymi nákladmi a technologickou funkčnosťou zaujíma významné miesto v tejto sérii výber materiálov pre upchávky. Vďaka rozvoju vedy a priemyselné technológiečasom sa len roztiahne, čo znamená, že potenciál tesnenia žľazy sa zvyšuje ako konštruktívne riešenie navrhnuté tak, aby zabezpečili možno najdôležitejšiu kvalitu potrubných armatúr ─ tesnosť.
VPLYV TESNENIA GRAFLEX NA KONŠTRUKCIE NÁPLNKY OTOČNÉHO A PIESTNÉHO ČERPADLA
Avdeev V.V., doktor technických vied, profesor, gen. riaditeľ
Ilyin E.T., Ph.D., docent, zástupca gén. riaditeľ technickej politiky
Ulanov G.A., hlavný dizajnér
abstraktné. Táto práca sleduje výkonnosť tesniacej hmoty upchávky čerpadla pri spracovaní environmentálnou a kompresnou silou. Porovnanie bolo vykonané na základe interakcie vlastných tmelov a tmelov "Graflex" s utesnenými povrchmi. Pri použití tmelov "Graflex" boli uvedené odporúčania na úpravu upchávky. Efektivita využitia "Graflex" bola odhadnutá v porovnaní s vlastnými tmelmi.
Najpoužívanejšie v tesniacich jednotkách hriadeľov odstredivých čerpadiel sú dobre známe a dizajnovo jednoduché upchávky. Väčšina vyrobených mäkkých upchávok pozostáva z vláknitého tkaného podkladu impregnovaného lubrikant s prísadami antifrikčných látok (grafit, mastenec atď.).
Tesnosť upchávky je daná predovšetkým hydraulickým odporom upchávky, ktorú vykazuje voči utesnenému pracovnému médiu a mierou jej pritlačenia k utesneným častiam. V reálnych prevádzkových podmienkach je upchávka ovplyvňovaná jednak uťahovacou silou upchávky a jednak tlakom pracovného média, pri ktorom dochádza k plastickej deformácii materiálu a jeho zhutňovaniu. čo znižuje pórovitosť a priepustnosť.
Zároveň sa počas prevádzky opotrebováva tesnenie upchávky, čo je sprevádzané odstraňovaním materiálu mimo upchávky. Tesnosť tesnenia upchávky sa počas opotrebovania znižuje a vyžaduje si pravidelnú obnovu. Opotrebenie obalového materiálu závisí od množstva faktorov, z ktorých hlavné sú drsnosť povrchu pohyblivej utesnenej časti, druh pohybu vzhľadom na obal (vratný alebo rotačný), intenzita pohybu, prítlačný tlak. tesnenie na hriadeli, tlak utesneného pracovného média, stav agregácie a fyzikálno-chemické vlastnosti médium, ktoré sa má utesniť, pevnosť vnútorných spojov obalového materiálu.
Na obnovenie daného stupňa tesnosti sa používa utiahnutie upchávky. Náročnosť obnovenia tesnosti upchávky, ktorá sa znížila v dôsledku mechanického opotrebovania upchávky, utiahnutím upchávky môže byť vysvetlená nasledovne. Tenká vrstva tesnenia priľahlá k pohyblivej časti, ktorá sa má utesniť, podlieha opotrebovaniu. V dôsledku oderu pohyblivou časťou je pórovitosť materiálu v tejto tenkej vrstve vyššia ako vo zvyšku objemu balenia. Pórovitosť tejto vrstvy by sa mohla znížiť o axiálna kompresia a vyplnenie dutín materiálom zo základnej vrstvy. Vyplnenie takýchto dutín výplňovým materiálom do značnej miery závisí od plastických vlastností materiálu, charakterizovaných koeficientom bočného tlaku (Kb), ktorý určuje podiel axiálnej sily pôsobiacej na tesniaci prvok, prenášanej v radiálnom smere (napr. najtradičnejšie používané pletené tesnenia AP, AS, APR, AGI Kb = 0,35-0,45). Počas prevádzky, pri periodickom uťahovaní upchávky, sa materiál upchávky zhutňuje, stráca plasticitu a schopnosť deformácie v axiálnom a radiálnom smere. Na zaistenie utesnenia zostavy je preto potrebné vyvíjať čoraz väčšiu axiálnu silu, až kým nepríde moment, keď stlačenie upchávky už nezabezpečuje tesnosť zostavy a tesnenie je potrebné vymeniť.
K vyššie uvedenému je potrebné dodať, že axiálna sila pôsobiaca na upchávku výrazne klesá pozdĺž hĺbky upchávky v dôsledku trenia upchávky o steny komory a puzdra hriadeľa a tiež v dôsledku vnútorné trenie v samotnom balení, ku ktorému dochádza pri stláčaní. Trecia sila náplne na protiľahlých plochách zase závisí od drsnosti objímky a stien upchávky, a teda rozloženie síl pozdĺž hĺbky upchávky závisí od týchto faktorov. Pretože každý tesniaci krúžok zoslabuje uťahovaciu silu upchávky v dôsledku trecích síl, keď sa zväčšuje hĺbka upchávky a počet nainštalovaných krúžkov, kompresná sila posledných krúžkov sa zníži. Zníženie tlakovej sily vedie k tomu, že vrstvy výplne, ktoré sú v kontakte s pracovným médiom, nie sú dostatočne zhutnené, takže médium môže prenikať ako cez póry samotnej výplne, tak aj medzi driek a výplň, čo vedie k odtlakovanie upchávky.
Ryža. jeden. Kvalitatívna charakteristika rozloženie radiálneho tlaku cez hĺbku tesnenia upchávky.
Ro - axiálny tlak na upchávkové tesnenie zo strany prítlačného puzdra;
PP - tlak pracovného prostredia;
Рв je tlak vyvíjaný tesnením na hriadeľ.
Kvalitatívna zmena radiálnej sily na hriadeli po dĺžke upchávky od celkového pôsobenia pracovného média a vplyvu tlakovej objímky je znázornená na obr. 1. Ako je zrejmé z obrázku, najväčšie zaťaženie znášajú prvé krúžky, ktoré majú v prevádzke opotrebenie rovnajúce sa 70 % opotrebenia celého tesnenia upchávky, pričom posledné krúžky sa takmer neopotrebúvajú a sú až byť v podstate nadbytočný. Treba dodať, že strmosť prezentovanej charakteristiky v podstate závisí od charakteristiky materiálu (od hodnoty koeficientu bočného tlaku), čím menšie Kb, tým strmšia bude táto krivka.
Konštrukcia upchávky má spolu s koeficientom bočného tlaku významný vplyv na prítlak tesnenia, ktoré má byť utesnené na puzdro hriadeľa.
Ryža. 2. Dizajn upchávky s lucernovým krúžkom pre tradičné balenia.
1. hriadeľ čerpadla;
2. podsalnikovy bronzovy prsteň;
3. stena upchávky;
4. tlačná objímka;
5. lampášový krúžok.
Väčšina existujúcich konštrukcií upchávok odstredivých čerpadiel je vyrobená so skosením na čelnej strane upchávky a na prítlačnej objímke, obr. 2. Pri pôsobení takéhoto skosenia sú extrémne tesniace prvky vystavené dodatočnej sile (Рrad), ktorá ich tlačí na puzdro hriadeľa, obr.3. V dôsledku toho sa zvyšuje radiálny účinok krajných (prvých a posledných) tesniacich prvkov na ochranné puzdro hriadeľa a ich opotrebovanie sa ďalej zvyšuje. viac a dochádza nielen k opotrebovaniu tesniaceho materiálu, ale aj ochranného puzdra hriadeľa. Prevádzková prax ukázala prítomnosť charakteristické zóny opotrebovanie puzdra hriadeľa v oblasti, kde sa tieto krúžky nachádzajú. V dôsledku toho je už po 0,5 až 1 roku, v závislosti od prevádzkových podmienok, potrebné opraviť alebo vymeniť ochrannú manžetu.

Obr.3. Schéma prerozdelenia prenosu axiálnej sily z prítlačnej objímky so skosením.
1.-stena upchávky; 2.-tlaková manžeta; Z.-hriadeľ čerpadla;
Ro - axiálna sila pôsobiaca na prítlačnú objímku;
Pa - axiálna sila prenášaná prítlačným puzdrom na tesniaci krúžok;
Rrad je radiálna zložka axiálnej sily.
Okrem toho môžu výsledné nadmerné radiálne tlaky viesť k zvýšeniu trenia, lokálnemu zahrievaniu hriadeľa a dokonca k varu pracovnej tekutiny a v dôsledku toho k núdzovej deštrukcii upchávky.
Vo svetovej praxi stále viac a viac široké uplatnenie nájsť tesnenia na báze tepelne expandovaného grafitu (TEG), expandovaného polytetrafluóretylénu (PTFE) a ich kompozitov s použitím výstužných vysokopevnostných vlákien. Už viac ako 12 rokov je jedným z hlavných výrobcov týchto produktov v Rusku UNIKHIMTEK NPO, ktorý vyrába celý sortiment tmelov pod obchodnou značkou GRAFLEX.
Hlavné výhody nových tesniacich produktov oproti paronitu, azbesto-grafitovým krúžkom, azbestovým a bavlneným tesneniam sú dané skutočnosťou, že sú použiteľné v širokej škále aplikácií.
(prakticky neobmedzený) rozsah teplôt a tlakov, majú dobrú stlačiteľnosť (20-60%) pri zaťažení a návratnosť (10-70%) po jeho odstránení, elasticitu (8-12%), tieto vlastnosti časom nestrácajú - do neuvoľňujú sa a "nestarnú", sú chemicky inertné a použiteľné takmer v akomkoľvek prostredí, poskytujú utesnenie utesnenej jednotky na dlhú dobu bez systematického uťahovania, majú nízky koeficient trenia 0,02 - 0,12% a vysokú tepelnú vodivosť.
Prítomnosť vyššie uvedených vlastností umožňuje použiť tieto materiály na utesnenie pohyblivých spojov vysoké rýchlosti posuvné (do V= 25m/s) v širokom rozsahu teplôt a tlakov.
V súčasnosti CJSC "Unihimtek" vyrába tesniace prvky vo forme krúžkov (krúžky KGN s nízkou hustotou vyrobené z materiálu GRAFLEX) a pletené upchávky (NGF-tesnenia opletené z materiálu GRAFLEX) pre tesnenie čerpadiel. Okrem toho sú tesniace tesniace krúžky vyrobené z niekoľkých typov, točené (KGN-V) a nafúknuté, rôzne druhy(KGN-SO, KGN-SOP).
Točené krúžky sa vyrábajú špirálovým navíjaním grafitovej pásky, po ktorom nasleduje lisovanie za studena vo forme na určitú hustotu. V dôsledku takéhoto lisovania sa vrstvy fólie deformujú vo forme zvlnenia v axiálnom smere a sú navzájom pevne spojené, čím je zabezpečená tesnosť. Hustota zhutnenia prstencov je určená parametrami a podmienkami následnej prevádzky a zvyčajne sa pohybuje v rozmedzí ρ=0,9-N,35 g/cm³. Tieto krúžky majú vysoký koeficient bočného tlaku (Kb = 0,7-0,85), preto sa používajú na utesnenie pri nízkych hodnotách axiálneho tlaku.
Vrstvené prstene pozostávajú zo striedajúcich sa vodorovných vrstiev grafitovej fólie vyrezanej z plechu (kolmo na os prstenca). Krúžok KGN-SO sa vyrába vrstvením a lepením vrstiev. Krúžok KGN-SOP je vyrobený z grafitovej fólie so striedavým ukladaním každej vrstvy a následným predlisovaním za studena. Tieto krúžky majú vysokú tepelnú vodivosť v radiálnom smere λ > 120 W/(m K) a nízky koeficient bočného tlaku (Kb=0,1-0,15), preto sa používajú na odvod tepla a ako škrtiace krúžky. Vďaka malej hodnote Kb zostáva pri stlačení medzi hriadeľom a krúžkom veľmi malá medzera, kde sa priškrtí prietok média, čo zaisťuje viac priaznivé podmienky práca iných krúžkov.
Pletené tesniace náplne sa vyrábajú vo forme šnúry, prevažne štvorcového prierezu, priechodného, viacradového, diagonálneho tkania. Tkacia niť sa získava skrúcaním stuhy grafitovej fólie. Na zabezpečenie pevnosti pleteného obalu vo fáze výroby fólie je vystužený vláknami z iný materiál(bavlnená niť, sklolaminát, kovový drôt a iné výstužné materiály). Na rozšírenie vlastností tesniaceho materiálu sa používajú pletené upchávky v kombinácii s inými materiálmi, najmä s expandovaným fluoroplastom, vysokopevnostným vláknom - Kevlarom (SVM). Na zlepšenie tesniacich vlastností pletených tesnení, ako aj na zníženie ich koeficientu trenia a koróznej aktivity sa používa impregnácia. špeciálne formulácie a lubrikantov.
Koeficient bočného tlaku pre pletené tesnenie NHF (Kb=0,5-0,6), zároveň má toto tesnenie pomerne vysoký koeficient tepelnej vodivosti, porovnateľný s tepelnou vodivosťou kovu telesa čerpadla.
Rozmanitosť technológií výroby tesniacich výrobkov z materiálu GRAFLEX umožňuje zostaviť sady tesnení so špecifikovanými spotrebiteľskými vlastnosťami.

Ryža. Obr. 4. Schéma tesnenia upchávky hriadeľa prevádzkových čerpadiel s kompletnou sadou tesniacich prvkov GRAFLEX.
Dizajn zostavy upchávkového tesnenia hriadeľa čerpadla predtým navrhnutý výrobcami pre tradičné tesniace materiály (výplne vyrobené z azbestu, bavlny a syntetické materiály s rôzne druhy impregnácia) je znázornená na obr. 4a. Hĺbka upchávky bola zvyčajne nastavená na Vysoké číslo krúžkov (6-12 kusov), čo predurčuje vytvorenie veľkej axiálnej sily pri stlačení upchávky, vedie k zvýšeniu nerovnomerného tlaku na hriadeľ v radiálnom smere a rýchlemu opotrebovaniu krajných tesniacich prvkov. Na koncových plochách spodnej skrinky, upchávky a medzikružia sú vytvorené úkosy pod uhlom α=15° k čelnej ploche, aby sa zlepšila deformácia tesnenia od vonkajšieho priemeru k hriadeľu.
NPO UNIKHIMTEK na základe skúšok a prevádzkových skúseností takýchto zostáv upchávok odporúča ako tmel použiť pletené tesnenie typu NGF, ktoré zaisťuje dlhodobú a spoľahlivú prevádzku s minimálnymi netesnosťami a zvýšením životnosť tesnenia 2-4 alebo viackrát, v závislosti od prevádzkových podmienok. V tomto prípade sa konštrukcia zostavy upchávky nemení. V niektorých prípadoch, ak sú v médiu abrazívne častice, je vhodné namontovať vonkajšie krúžky z tesnenia so silnejšími závitmi, napríklad z Kevlaru (SVM).
Ak použitie upchávok NGF neposkytuje požadované výsledky z hľadiska životnosti, množstva netesností pracovného média alebo tlaku média je dostatočne vysoký Рpráce > 2 MPa, je to predovšetkým dôsledok konštrukčných chýb v zostava tesnenia upchávky, ktorá môže byť kompenzovaná použitím špeciálnych krúžkov od TRG GRAFLEX. Schéma konfigurácie takýchto uzlov je na obr.46. Táto konfigurácia zaisťuje fungovanie tesnenia prakticky bez úniku (rýchlosť úniku je 1-5 kvapiek za minútu).
Ryža. 4b. Schéma tesnenia upchávky hriadeľa prevádzkových čerpadiel s kompletnou sadou tesniacich prvkov GRAFLEX.
Teplovodné krúžky poskytujú účinný odvod tepla jednak vďaka vysokej tepelnej vodivosti (v porovnaní s upchávkami NGF a CGN krúžkami typu B), ako aj vďaka vysokej účinnosti škrtenia prevádzkového tlaku a vyrovnania radiálneho tlaku na hriadeľ po dĺžke upchávky, ktorá vedie k rovnomernému a pomalšiemu opotrebovaniu tesnenia.
Pre škrtenie vysokého tlaku pracovného média (2 ÷ 4 MPa), ako aj pre pracovné médiá so značným množstvom mechanických nečistôt je možné na strane pracovného média inštalovať niekoľko škrtiacich krúžkov za sebou. Obrázok 4c znázorňuje jednu z možných schém konfigurácie zostavy upchávky v prítomnosti lucernového krúžku.
Ryža. 4c. Schéma tesnenia upchávky hriadeľa prevádzkových čerpadiel s kompletnou sadou tesniacich prvkov GRAFLEX.
Pre zostavu upchávky hriadeľa čerpadla, ktorej konštrukcia bude vyvinutá pre zamýšľané použitie tesniacich súprav od TRG GRAFLEX, odporúčame zmeny na obr.5. Koncové plochy prítlačného puzdra a medzikružia sú vyrobené kolmo na os hriadeľa, bez skosenia, čo umožňuje poskytnúť viac Rovnomerné rozdelenie radiálny tlak na hriadeľ po dĺžke upchávky. Namiesto kovových (oceľových, bronzových) subsalických krúžkov inštalovaných pre stredné škrtenie s minimálnymi vôľami pozdĺž hriadeľa δ = 0,2 ÷ 0,3 mm je možné nainštalovať špeciálny škrtiaci krúžok vyrobený z Grflex TRG typu KGN-S. Vďaka elasticite materiálu, nízkemu koeficientu trenia, vysokej tepelnej vodivosti a odolnosti voči opotrebovaniu si škrtiace krúžky dlhodobo zachovávajú minimálne medzery, čo predurčuje extrémne vysokú účinnosť tlakového škrtenia.

Obr.5. Schéma vyhotovenia upchávky pre použitie tesnení typu GRAFLEX.
Výsledky štúdií ukázali, že na zabezpečenie spoľahlivého utesnenia pomocou tesniacich materiálov GRAFLEX pri tlaku pracovného média do Рр ≤ 1 MPa je potrebná sada pozostávajúca z 3-5 tesniacich krúžkov a pri tlaku pracovného média nad Рр< 1МПа, целесообразно устанавливать комплект, состоящий из 6 колец.
Navyše vďaka takzvanému „samoliečivému“ efektu, ktorý spočíva v tom, že pri kontakte s tesniacimi výrobkami vyrobenými z TRG je tesniaca plocha pokrytá tenká vrstva grafit, v dôsledku čoho sa vyplnia mikronerovnosti, povrch sa vyhladí a dôjde k ďalšiemu kontaktu výplne s grafitovaným povrchom, v dôsledku čoho sa koeficient trenia zníži na k = 0,02-0,05 (suché trenie TRG o oceľ k = 0,1 - 0,12). To všetko pomáha znižovať opotrebenie tesnenia, výsledkom čoho je spoľahlivá tesnosť a životnosť tesnenia s menším počtom tesniacich prvkov.
Zníženie počtu tesniacich prvkov zase znižuje rozmeryčerpadlá, znížiť spotrebu kovu výrobku, znížiť náklady na tesniace materiály.
Viac väčší účinok dosiahnuté počas prevádzky u spotrebiteľov. Nižšie sú uvedené výsledky hodnotenia efektívnosti použitia materiálov GRAFLEX v porovnaní s tradičnými obalmi.
Zmenu v nákladoch na materiály za rok v prípade výmeny tradičných tesnení na báze azbestu za GRAFLEX možno odhadnúť výrazom:
Kde: C asb, C gr - cena azbestových tesnení, respektíve tesnení GRAFLEX, rub/kg;
G asb, G gr - spotreba materiálu na tesnenie upchávky z azbestu, resp. GRAFLEX, kg;
η asb, η gr - životnosť tesnení z azbestu, resp. z materiálu GRAFLEX, týždne;
η rok je počet týždňov v roku.
Ako príklad zvážte zmenu v materiálových nákladoch na odstredivé čerpadlo používané na čerpanie bitúmenu v rafinérii Syzran, berúc do úvahy reálne podmienky tesniace služby.
ΔS=(0,4 150/2,5-0,4 1350/26) 52=168 rub/rok
Napriek výrazne vyššej cene tesnení GRAFLEX (С gr = 1350 rubľov/kg a С asb = 150 rubľov/kg) je teda úspora nákladov na materiál za rok 168 rubľov na čerpadlo. Tým sa ale efektivita novej generácie nekončí.
Vysoká tepelná vodivosť GRAFLEXU a nízky koeficient trenia umožňujú zabezpečiť prevádzku upchávkových zostáv odstredivých čerpadiel bez úniku čerpaného média cez tesnenia (v niektorých prípadoch je únik 1-5 kvapiek za minútu). poskytnuté). Použitie bežných upchávok vyžaduje únik malého množstva čerpaného média (5-20 kvapiek za minútu (v skutočnosti ešte viac, ak médium nie je toxické)), aby sa zabránilo zahrievaniu upchávky, čo zodpovedá únikom média asi 0,5 -1,0 l/h (skutočné úniky môžu dosiahnuť 3 l/h). Za rok (7000-8000 hodín) takéto úniky predstavujú 4 až 8 ton produktu. Ekonomický efekt v tomto prípade možno odhadnúť výrazom:
![]()
kde G pot - úniky čerpanej kvapaliny, t/rok;
C pr - cena 1 tony čerpanej kvapaliny, rub / t.
Ak vezmeme do úvahy cenu ropy - 3 000 rubľov / tonu, účinok zníženia strát v tomto prípade bude od 1,2 000 rubľov / rok do 24 000 rubľov / rok, čo je takmer 100-krát viac ako náklady na materiál.
Viac ako trojnásobné zníženie koeficientu trenia pri použití tesnení GRAFLEX umožňuje znížiť náklady na energiu na pohon čerpadla. Tieto náklady pokrývajú aj niekoľkonásobok nákladov na nákup tesniaceho materiálu GRAFLEX. Pre moderné odstredivé čerpadlá je mechanická účinnosť, ktorá zohľadňuje straty energie trením v tesneniach, ložiskách a trením kotúčov η m = 0,92-0,99. Náklady na energiu použitú na prekonanie síl mechanického trenia v upchávke pre tradičné upchávky sú asi α c = 50 % celkových mechanických strát.
V tomto prípade sa uvažuje o veľkosti zníženia spotreby energie ďalší príklad: pre čerpadlo s výkonom pohonu N e = 100 kW výmena tradičného tesnenia upchávky za upchávku z materiálu GRAFLEX umožňuje znížiť energetické straty v upchávke o 2/3. Ak predpokladáme, že počiatočná mechanická účinnosť čerpadla je η m = 0,95, potom získame nasledujúce úspory energie:
AN E \u003d 2/3 α c N E \u003d 0,667 0,5 0,05 100 \u003d 1,6675 kW
Zdalo sa, že je to zanedbateľná suma. Avšak s dobou prevádzky čerpadla τ=7000 hodín ročne môžete ušetriť energiu:
Napr. \u003d 1,6675- 7000 \u003d 11672,5 kW.
Pri cene elektriny 50 kopejok budú úspory S eq.e = 5836 rubľov. Na porovnanie, súprava upchávky pre takéto čerpadlo stojí v priemere asi 500 rubľov.
Ešte väčší účinok sa dosiahne zvýšením životnosti ochranného puzdra hriadeľa. Prevádzkové skúsenosti ukázali, že pri použití tradičných upchávok je po roku prevádzky potrebná buď drážka, alebo najčastejšie výmena ochranného puzdra. Použitie upchávok vyrobených z materiálu GRAFLEX umožňuje zachovať výkon puzdra po dobu 3-4 rokov prevádzky. Úspory vyplývajúce z trojnásobného predĺženia životnosti ochranného návleku teda budú:
![]()
Od w.v. - cena ochranného puzdra pre toto čerpadlo, rub.;
S p.p. - cena opravárenské práce pri výmene ochranného návleku rozotrite.
Celkový ekonomický efekt bude:
Návratnosť tesniacich materiálov GRAFLEX podľa prevádzkových skúseností nepresahuje dva až tri mesiace.
NPO UNIKHIMTEK na základe experimentálne štúdie a pilotnej prevádzky boli pre prevádzku čerpadiel vyvinuté a implementované tesniace sady z materiálov GRAFLEX, ktoré zabezpečujú zníženie úniku kvapaliny a zvýšenie životnosti. Na základe výsledkov teoretických a experimentálnych štúdií boli vypracované odporúčania na vykonanie zmien v konštrukcii upchávky čerpadla pri použití tesniacich materiálov GRAFLEX, ktoré znižujú únik média, znižujú opotrebovanie puzdra hriadeľa, spotrebu tesniaceho materiálu a znížiť prevádzkové náklady.
LITERATÚRA
- Domashnee A.D., Khmelniker V.L. Tesnenia plniaceho boxu Armatúry JE. - M.: Atomshdat, 1980, 112s.
- Krishnek R. Tesniace systémy na báze grafitu. Chemické a ropné a plynárenské inžinierstvo, č.8,2000.
- Vorokhov A.M., Gashnin A.S., Dodonov N.T. Vláknité a kombinované tesnenia upchávky. M.: Mashinostroenie, 1966, 312 s.
- Ilyin E.T. Ruské vysokovýkonné tesnenia GRAFLEX - Materiály priemyselného stretnutia hlavných mechanikov ropných rafinérií a petrochemických podnikov v Rusku a SNŠ. Kirishi, 2002, strana 2, 59-266.
Zariadenie na miešanie tekutých médií
1. Baklanov N.A. Miešanie tekutín. L.-Chémia, 1979. 63s.
2. Bogdanov V.V., Khristoforov E.I., Kdotsung B.A. Efektívne mixéry s výmenou hmoty. L.-Chémia, 1989. 224s.
3. Braginsky L.N. .Vegačev V.I. .Varabash V.M. Miešanie v tekutom médiu; Phys. základy a inžinierstvo metódy výpočtu. L. Chemistry, 1984. 336s.
4. Vasilcov 3.A. .Ushakov V.G. Prístroj na miešanie kvapalných médií: Referenčný, manuál. L.- Mashinostroyeniye, 1989. 271s.
5. Kantorovič 3. V. Stroje chemického priemyslu. M.- Mashinostroyeniye, 1965. 415s.
6. Kasatkin A. G. Základné procesy a prístroje chemickej technológie. M.-. Chémia, 1973. 750. roky.
7. Krivorot A. S. Dizajn a základy projektovania strojov a zariadení chemický priemysel. Ts.: Mashinostroenie, 1976. 376s.
8. Leonťeva A. I. Stroje a prístroje chemického priemyslu. Proc. príspevok. Tambov: TSTU, 1991. 4.1. 104s.
9. Stroje a prístroje na chemickú výrobu./Ed. I. I. Černobyľ. M.: strojárstvo, 1975. 456. roky.
10. Holland F.A., Chapman F.S. Chemické reaktory a mixéry pre procesy v kvapalnej fáze: TRANS. z angličtiny. M.: Chémia, 1974. 208s.
Tesnenie sa používa na vytvorenie tesnosti medzi pevným telom zariadenia a rotujúcim hriadeľom. V závislosti od fyzikálnych a chemických vlastností a parametrov pracovných médií, ako aj požiadaviek priemyselnej sanitácie, bezpečnostných opatrení a nebezpečenstva požiaru sú zariadenia na miešanie kvapalných médií vybavené upchávkou alebo mechanickými upchávkami, hydraulickými upchávkami alebo majú utesnený pohon.
Tesnenie plniaceho boxu pozostáva z telesa, spodnej skrinky, prítlačnej manžety, upchávky a uťahovacích kolíkov (obrázok 27). Utesnenie sa dosiahne pritlačením upchávkovej upchávky proti rotujúcemu hriadeľu. Medzi hriadeľom a spodným boxom zostáva medzera 0,5 - 0,75 mm a medzi hriadeľom a prítlačným puzdrom o niečo väčšia medzera (1 - 1,5 mm). Tieto medzery eliminujú možnosť opotrebovania hriadeľa v uvedených miestach. Na výrobu spodnej skrinky a tlakovej manžety sa používa liatina. Pri absencii medzery medzi hriadeľom a spodnou skrinkou by mala byť spodná skrinka vyrobená z bronzu.
1 - telo; 2- tlaková manžeta; 3- plnka; 4 - prítlačný krúžok (grundbox).
Obrázok 27 - Náplňový box.
V niektorých prípadoch je upchávka tiež podperou hriadeľa (klzné ložisko). Potom sa medzera medzi hriadeľom a prítlačným puzdrom urobí minimálna, t.j. na šmykľavom pristátí. Prítlačná objímka je vybavená zariadením na prívod a rozvod maziva a je vyrobená z bronzu alebo vybavená bronzovou vložkou.
Upchávka (obrázok 28) v strede vrstvy upchávky má krúžok upchávky, ktorý zabezpečuje rovnomerný prísun maziva po celom obvode hriadeľa do stredu upchávky. Na odvod tepla je upchávka vybavená chladiacim plášťom.
1 - telo; 2- košeľa; 3- tlaková manžeta; 4- plnka; 5- mazací krúžok; 6- prítlačný krúžok (grundbuksa) .
Obrázok 28 - olejové tesnenie s mazacím krúžkom.
Ako upchávky sa najčastejšie používajú bavlnené, konopné a azbestové materiály.
Nižšie sú uvedené teplotné limity, pri ktorých je možné obaly použiť.
Tabuľka 1.2 - Teplotné limity pre upchávkové upchávky.
Uvedené náplne je možné použiť pri tlakoch 0,6-4 MPa v závislosti od teploty a použitej impregnačnej kompozície. Impregnácia slúži na zlepšenie tesnenia a zníženie koeficientu trenia upchávky na hriadeli. Na impregnáciu obalov, bravčovej masti, parafínu, bitúmenu, grafitu, tekuté sklo, mastnota, viskóza atď.
Z vyššie uvedených balení je potrebné poznamenať fluoroplast. Má nízky koeficient trenia, takže jeho životnosť je niekoľko desiatok krát dlhšia ako u iných materiálov. Tomu napomáha aj jeho vysoká chemická odolnosť. Nevýhody fluoroplastu sú relatívne vysoká tvrdosť (čo vyžaduje veľa úsilia pri uťahovaní upchávky) a vysoká cena. Tieto nedostatky sú odstránené pri balení azbestovej šnúry impregnovanej fluoroplastovou suspenziou.
Pri vysokých teplotách (t > 300°C) sa používajú suché obaly. Najbežnejšie suché balenie značky AG-50 pozostáva z 50 % grafitu, 45 % azbestu s dlhými vláknami a 5 % hliníkového prášku. Únik tesniaceho média v suchých obaloch je spôsobený ich pórovitosťou. Aj s vysoké tlaky výplň je lisovaná (30 - 60 MPa), zostáva porézna, pretože jej zložky - azbest a grafit - sú porézne telesá.
Tesnenia upchávky sa používajú v zariadeniach pracujúcich pri tlakoch do 0,1 MPa a teplotách do 70 °. Nemožno ich použiť vo vákuu, pri spracovaní v zariadeniach s toxickým a výbušným prostredím. Otáčky hriadeľa - od 5 do 320 ot./min.
Pre normálna operácia upchávky, je potrebné, aby prítlačná sila spodných vrstiev na hriadeľ bola rovná tlaku média. Sila pritlačenia tesnenia na hriadeľ pôsobí v radiálnom smere, zatiaľ čo pritlačenie tesnenia tlakovým puzdrom sa uskutočňuje v axiálnom smere. Činnosť upchávky je znázornená na obrázku 29. Ak by upchávka bola ideálnou tekutinou, potom by boli axiálne a radiálne sily rovnaké (P x = P y) vo všetkých jej rezoch. Pretože je však obal deformovateľný pevný, potom Р x<= Р у и, кроме того, сила прижатия набивки к валу будет изменяться по высоте сальниковой камеры вследствие трения набивки о вал и корпус при её деформации, т.е. при сжатии.

1 - hriadeľ; 2 - tlaková manžeta; 3- budova.
Obrázok 29 - Schéma rozloženia síl v upchávke.
Vzťah medzi axiálnymi a radiálnymi silami môže byť vyjadrený závislosťou:
Hodnota m závisí od materiálu výplne, tlaku a iných faktorov a pohybuje sa od 1,5 do 5.
Zákon zmeny axiálnej sily pozdĺž výšky upchávky možno znázorniť takto:
 , (1.40)
, (1.40)
kde S = (D-d)/2; f=mTR/m; m TP je koeficient trenia upchávky o hriadeľ a puzdro upchávky.
V spodnej časti pri y=0 platí rovnosť P y \u003d P 0 a v hornej časti pre y \u003d h platí rovnosť P y \u003d P 0 exp (2 f h / S). Hodnota axiálnej sily v hornej časti umožňuje určiť uťahovaciu silu a vypočítať spojovacie tyče z plochy prierezu tesnenia.
Pri spoločnom riešení rovníc (1.39) a (1.40) dostaneme zákon zmeny radiálnej sily pozdĺž výšky balenia, t.j. sila pritlačenia tesnenia na hriadeľ:
 , (1.41)
, (1.41)
Diagram zmeny prítlačnej sily upchávky voči hriadeľu je znázornený na obrázku 29. Keď sa vzďaľujete od prítlačnej manžety, táto sila klesá. Pri vysokej výške upchávky bude zníženie radiálnej sily významné. Efektívne prerozdelenie radiálnej sily je možné dosiahnuť pri konštrukcii dvojitej upchávky, avšak dvojitá upchávka sa nepoužíva, pretože jej obsluha je veľmi náročná.
Ak by bola upchávka absolútne pevné teleso, potom by na rozdiel od predpokladu ideálnej tekutiny nemalo dochádzať k pritláčaniu upchávky na hriadeľ. Pre deformovateľnú tuhú látku bude sila pritláčania tesnenia na hriadeľ určitou časťou axiálnej sily. Zvýšenie prítlačnej sily je možné dosiahnuť konštruktívnou technikou - výrobou tesniacich tesniacich krúžkov s kužeľovými plochami. Pre skutočné obaly je táto technika široko používaná.
Určme stratu výkonu trením v upchávke. Pre tesniaci prvok s výškou dy je trecia sila:
Po dosadení hodnoty P x z rovnice (1.41) a integrácii od 0 do h dostaneme:
 , (1.43)
, (1.43)
Ak vezmeme do úvahy f=m tr /m, máme:
 , (1.44)
, (1.44)
Výkon stratený trením sa bude rovnať:
 , (1.46)
, (1.46)
Koeficient trenia f pri otáčaní hriadeľa je menší ako pri nehybnom hriadeli, navyše sa mení s tlakom. Pri použití rovnice (1.45) je ťažké toto všetko vziať do úvahy pre rôzne obaly, preto sa pristupuje k empirickej závislosti (1.46), ktorá má pre praktické výpočty tvar:
Tabuľka 1.3 - Vplyv geometrických rozmerov upchávky na straty výkonu.
Šírka upchávky S, mm je určená priemerom hriadeľa:
![]() , (1.48)
, (1.48)
Koncové tesnenie. V tomto tesnení je tesnosť dosiahnutá vďaka tesnému stlačeniu dvoch častí pozdĺž koncových rovín - otočnej a pevnej. Tesnosť v takomto spojení je možné dosiahnuť len kvalitným spracovaním priľahlých plôch. Nerovnosti 1 µm narúšajú normálnu činnosť mechanického tesnenia. Trecie plochy sú brúsené a lapované a majú vysokú povrchovú úpravu (č. 10 - č. 12), môžu byť ploché, guľové alebo kónické. Častejšie sa používajú rovné plochy, pretože. pri dokončovaní je ľahšie dosiahnuť dobrú čistotu trecej plochy, šírka prstencovej trecej plochy by nemala byť veľká (menej ako 6 - 8 mm).
V chemickom priemysle sa mechanické upchávky používajú nielen pre reaktory, ale aj pre odstredivé čerpadlá. Mechanická upchávka na utesnenie zariadenia je znázornená na obrázku 30. Krúžok 2 sa otáča z hriadeľa cez unášač 4, ktorý pozostáva z dvoch polovíc, ktoré uťahujú hriadeľ, a cez čapy 3. Pevný krúžok 7 je pripojený k mech. Tyče 6 s pružinou umožňujú nastavenie sily predpätia krúžkov 2 a 7, mech 8 umožňuje kompenzovať údery hriadeľa.
1 - telo; 2 - otočný krúžok; 3 - vlásenka; 4 - nosič; 5 - pružina; 6 - ťah; 7 - pevný krúžok; 8 - vlnovec .
Obrázok 30 - Koncové tesnenie.
tesnenie (obrázok 30) pracuje pri tlaku 2*10 3 - 1,6* 10 6 Pa, teplote do 250 °C a rýchlosti otáčania do 10 s -1.
Výhody - menšie netesnosti ako v upchávke, keďže nedochádza k úniku vzduchu pri práci vo vákuu, straty výkonu sú desatiny straty výkonu v dôsledku trenia v upchávke, nie je potrebná údržba, čo sa vysvetľuje vysokou odolnosťou proti opotrebeniu trecej dvojice (a teda životnosť) a dobrá prevádzka pri úderoch hriadeľa.
Nevýhody - vysoké náklady a zložitosť opravy.
Hlavnou jednotkou mechanického tesnenia je trecia dvojica. Materiál, z ktorého je vyrobený, musí mať odolnosť proti opotrebovaniu a nízky koeficient trenia. Používajú sa tieto materiály: kyselinovzdorná oceľ - jeden krúžok; uhlíkový grafit, bronz alebo fluoroplast je ďalší prsteň. Fluoroplast sa používa iba v prípade nízkych tlakov a pri nízkych rýchlostiach trecej dvojice, pretože má studený prietok. Podľa návrhu môže byť mechanické tesnenie vnútorné a vonkajšie, jednoduché a dvojité. Tesnenie zobrazené na obrázku 30 je vonkajšie.
S vnútorným tesnením sú rotačný krúžok a tlačné pružiny umiestnené vo vnútri prístroja v pracovnom prostredí. Dvojité tesnenie má dva trecie páry a sú to prakticky dve jednoduché tesnenia v sérii. V dvojitom tesnení je medzi dva trecie páry umiestnené tesniace médium, aby sa zabránilo úniku a odvádzalo teplo z trenia.
V chemickom priemysle sú najbežnejšie tieto typy mechanických upchávok: a) dvojitá mechanická upchávka typu TD (ľavá strana obrázku 31), určená na utesnenie hriadeľov zariadení na miešanie výbušných, toxických, horľavých, jedovatých a podobných médií. pri tlakoch do 0,6 MPa (typ TD-6) a pri tlakoch do 3,2 MPa (typ TD-32); b) dvojitá mechanická upchávka TDP (pravá strana obrázku 31) s integrovaným ložiskom, určená na utesnenie hriadeľov zariadení na miešanie výbušných, toxických, jedovatých a podobných médií; c) mechanická upchávka typu TSK, v ktorej je použitý vlnovec z ocele 12X18H10T (obrázok 32), určený na utesnenie hriadeľov zariadení na miešanie výbušných, toxických a jedovatých médií pod tlakom.

1 - pevné tesniace krúžky; 2 - pohyblivé tesniace krúžky; 3 - pružina; 4 - telo; 5 - vstavané axiálne ložisko.
Obrázok 31 - Dvojité mechanické tesnenie typu TD (ľavá strana obrázku) a typu TDP (pravá strana obrázku).
Tieto mechanické upchávky sa používajú v zariadeniach pracujúcich pri pretlaku do 1,6 MPa alebo zvyškového tlaku minimálne 0,0027 MPa a teplote -20 až +50 °C.
Konštrukcia mechanickej upchávky (obrázok 32.), pozostávajúca z pohyblivého krúžku 5, upevneného na hriadeli s unášačom 2, a pevného krúžku 6, tesne pritlačeného koncovou plochou k pevnému krúžku s pružinami 4 a maticami 3 Pevný krúžok 6 je spojený skrutkami 10 s vlnovcom 7. Teleso 8 je zhora uzavreté krytom 1 a je pripevnené prírubami a skrutkami 9 ku krytu zariadenia.

1 - kryt; 2 - pružina; 3 - pohyblivý krúžok; 4 - pevný krúžok; 5 - vlnovec; 6 - telo; 7 - skrutka.
Obrázok 32 - Mechanická upchávka typu TSK.
Mech je tenkostenná rúrka s vlnitým povrchom.
Trecie krúžky sú mazané a chladené tečúcou vodou cirkulujúcou v dutine krytu. Voda, ktorá prenikla cez tesniaci povrch, sa zhromažďuje v spodnej časti tela, nazývanej lapač, a odvádza sa cez armatúru. Pevné a pohyblivé krúžky (trecie páry) sú vyrobené z uhlíkového grafitu, ocelí 12X18H10T, 40X13, 95X18, zliatin hostella D alebo sklokeramiky.
Zvážte fungovanie mechanického tesnenia (obrázok 33).
Obrázok 33- Pohyb média v medzere medzi krúžkami mechanickej upchávky
Pohyb média v medzere medzi prstencami vo valcových súradniciach je opísaný rovnicou:
Keďže tesnenie má osovú symetriu, potom a , a keďže sa tlak v medzere mení iba v radiálnom smere, potom .
Po zjednodušení má rovnica (1.49) tvar:
 , (1.50)
, (1.50)
Keďže šírka kontaktnej plochy krúžkov v mechanickom tesnení je malá, môžeme akceptovať:
Teraz bude pohybová rovnica média napísaná takto:
 , (1.52)
, (1.52)
Na základe vývojového diagramu média v medzere medzi prstencami, znázorneného na obrázku 33, okrajové podmienky pre rovnicu (1.52):
Integrácia rovnice (1.52) dáva:
 , (1.54)
, (1.54)
Pomocou okrajových podmienok (1.53) dostaneme rovnicou (1.54):
 , (1.55)
, (1.55)
 , (1.56)
, (1.56)
z ktorých nájdeme
;  , (1.57)
, (1.57)
Ak vezmeme do úvahy konštanty s 1 a s 2, riešenie bude mať tvar:
 , (1.58)
, (1.58)
Množstvo úniku na jednotku dĺžky tesnenia bude:
 , (1.59)
, (1.59)
Po celom obvode tesnenia bude únik rovný:
Transformujme rovnicu (1,60):
 , (1.61)
, (1.61)
Okrajové podmienky pre rovnicu (1.61) pomocou schémy pohybu média v medzere trecej dvojice Obrázok 33:
Po integrácii dostaneme:
Odtiaľ zistíme hodnotu úniku média v mechanickom tesnení:
 , (1.64)
, (1.64)
Veľkosť medzery medzi krúžkami mechanického tesnenia má teda najväčší vplyv na veľkosť úniku. V rovniciach (1.60) a (1.64) je táto hodnota zahrnutá v tretej mocnine, takže pre normálnu prevádzku tesnenia musí byť medzera medzi krúžkami znížená na minimum. To sa dá dosiahnuť brúsením a lapovaním krúžkov. Veľkosť medzery sa pohybuje od zlomkov mikrónu po niekoľko mikrónov.
V mechanickej upchávke sa jeden z krúžkov otáča, preto okrem síl tlaku a trenia je veľkosť úniku ovplyvnená aj silou zotrvačnosti. Ak je uhlová rýchlosť otáčania média v medzere určená ako aritmetický priemer uhlových rýchlostí otáčania krúžkov, potom rovnica (1.61), berúc do úvahy zotrvačnú silu, bude mať tvar:
 , (1.65)
, (1.65)
Po integrácii a transformácii sú hodnoty úniku určené výrazom:
 , (1.66)
, (1.66)
Zvýšenie rýchlosti hriadeľa teda zvyšuje úniky pri prevádzke zariadenia pod tlakom a znižuje úniky pri prevádzke zariadenia vo vákuu.
Vodné tesnenia sú tesniaca zostava navrhnutá tak, aby zabránila kontaktu plynného média vypĺňajúceho vnútornú dutinu zariadenia s atmosférou (obrázok 34). Hydraulické tesnenie pozostáva z pevného valcového telesa, vo vnútri ktorého je s medzerou d voči jeho pevným prvkom vložený valcový uzáver otáčajúci sa spolu s hriadeľom miešadla. Hydraulické tesnenie pri atmosférickom tlaku v tele aparatúry a správne zvolených rozmeroch spoľahlivo chráni hustoty tesnenia pred vzájomným dotykom.
![]()
1 - telo; 2 - otočný uzáver; 3 - tesniaci krúžok; 4 - pevné sklo; 5 - telo.
Obrázok 34 - Odlučovač vody pre univerzálne zariadenia (ľavá strana obrázku) a pre zariadenia malých rozmerov (pravá strana obrázku).
Pytové tesnenia sa používajú v zariadeniach pracujúcich pri atmosférickom tlaku a teplotách do 120 0 C. Konštrukčne je tesnenie kotúčové priskrutkované nad otvorom krytu, v prstencovej drážke kotúča je inštalovaná štandardná manžeta, ktorá utesňuje medzeru medzi hriadeľom a vnútorný povrch otvoru disku.
Utesnené pohony. Zariadenia na miešanie vysoko toxických, vysoko agresívnych alebo horľavých médií sú zvyčajne vybavené utesnenými elektrickými pohonmi. Pohony tohto typu sú prevedením, pri ktorom sú aktívne prvky rotora a statora elektromotora chránené pred účinkami miešaného média špeciálnou izoláciou (mokrý stator) alebo špeciálnymi ochrannými manžetami (suchý stator). Utesnené elektrické pohony s "mokrým" alebo "suchým" statorom môžu byť plnené plynom a kvapalinou.
V elektrickom pohone plnenom plynom (obrázok 35) je rotor otáčajúci sa v plynovej dutine namontovaný na valivých ložiskách. Dutina statora elektromotora je chránená pred kontaktom s parami miešaného média tenkostenným ochranným puzdrom 5. V prípade potreby je možné ochranné puzdro namontovať aj na rotor 11. Valivé ložiská sú zvyčajne plnené plynom. Jedna zo zložiek reakčného média alebo nejaký inertný plyn sa používa ako plyn, ktorý vytvára tento druh pufra, ktorý zabraňuje kontaktu zmiešavacieho média s valivými ložiskami.
Kvapalinou naplnený utesnený elektrický pohon (obrázok 36) je konštrukcia, ktorá využíva hydrostatické alebo hydrodynamické klzné ložiská mazané zmiešavacím médiom, ktoré neobsahuje tuhé suspenzie. Medzi pracovným priestorom prístroja a vnútornou dutinou kvapalinou naplneného elektrického pohonu je zvyčajne inštalovaná mechanická upchávka, ktorá znižuje výmenu medzi médiami vypĺňajúcimi tieto dutiny.
1 - mixér; 2 - cirkulačné potrubie; 3 - hriadeľ; 4, 8 - valivé ložiská; 5 - ochranný rukáv; 6 - vinutie statora; 7 - statorové železo; 9 - armatúra na prívod tekutého maziva; 10 - armatúra na prívod inertného plynu; 11 - železo rotora.
Obrázok 35 - Prístroj s hermetickým pohonom miešacieho zariadenia.

1 - prítlačná päta; 2 - odstredivé čerpadlo, ktoré cirkuluje kvapalinu v pohone; 3, 8 - oporné ložiská z kvapalného trenia; 4 - ochranné puzdro rotora; 5 - ochranné puzdro statora; 6 - statorové železo; 7 - železo rotora; 9 - hriadeľ; 10 - mixér; 11 - mechanické tesnenie.
Obrázok 36- Tekutinou plnený elektrický pohon na kvapalinových trecích ložiskách.
Kontrolné otázky
1. Tesnenia hriadeľa a tyče.
2. Upchávka, zariadenie a princíp činnosti.
3. Upchávky a ich výber.
4. Výpočet upchávky.
5. Mechanická upchávka, zariadenie a princíp činnosti.
6. Výpočet mechanického tesnenia.
7. Vodný uzáver, zariadenie a princíp činnosti.
8. Zapečatený pohon.
Čo je to vypchávanie žliaz?
Samotné upchávkové tesnenie je výrobok určený pre upchávky. Vyzerá to ako jednoduchá elastická šnúra so štvorcovým / okrúhlym prierezom. Prierez upchávok je vyrobený z azbestovej nite a iných vlákien. Upchávky zabezpečujú utesnenie dynamických aj nedynamických spojov v mechanizme. Výplň upchávok dokonale reaguje s agresívnym prostredím a rôznymi teplotami. V súčasnosti sú olejové tesnenia zastúpené rôznymi typmi. Existujú azbestové/neazbestové obaly.
Dôležitá úloha bola stanovená pred upchávkami, a to tesnenie komponentov a zostáv v akomkoľvek odvetví. Delí sa na typy a triedy. Každý typ a trieda sa vyznačuje určitou úrovňou vykorisťovania. Napríklad obaly obsahujúce azbest sa používajú v ropnom priemysle, pretože všetky rafinérske stroje a obrábacie stroje interagujú s chemickými ropnými produktmi, plynmi a zmesami. V prípadoch, keď nastane vážna situácia, lisovanie vykonávajú špecialisti, aby vykonali proces vypchávania.
Ak hovoríme o upchávkach typu MC 105, tak jej súčasťou sú kvalitné flexibilné grafitové vlákna vystužené bavlnenou niťou a impregnované polytetrafluóretylénom. Používa sa na utesnenie odstredivých a piestových čerpadiel. Tento obal sa používa v prípravkoch na prípravu horúcej vody, ropných produktoch, mazacích a tepelných olejoch a rôznych organických rozpúšťadlách.

Medzi vláknami nepresakuje len vďaka tomu, že pod vzniknutým tlakom sa uvoľňuje špeciálna hmota, ktorá bráni úniku. Okrem toho sa tesnenie vyznačuje zníženým koeficientom trenia. Použitý grafit znižuje tvorbu tepla a spotrebu energie v čerpadlách. Okrem iného sa dokáže samomazať. To znamená, že v prípade opotrebovania jednej vrstvy sa odkryje druhá vrstva s rovnakými vlastnosťami, čím sa predĺži doba používania. Pretože upchávka sa vyznačuje tepelnou vodivosťou, vďaka ktorej sa teplo odvádza v komorách.
Ako vidíte, tento proces trvá veľa času. Proces vypchávania je potrebný na naplnenie upchávky a utesnenie miesta, kde vychádzajú všetky pohyblivé časti mechanizmu. Tento proces je potrebný na to, aby sa puzdro upchávky pritlačilo na tesnenie a spustilo sa do hrdla 10-15 mm hlbokého.
Niekedy v bytových a komunálnych službách vznikajú problémy spojené s centralizovaným vykurovacím systémom, po nastavení ktorého žľazy začnú prepúšťať vodu. Ak hovoríme o letnej sezóne, kúrenie sa nedodáva, pretože je vypnuté kvôli opravám. A keďže veľa ľudí opúšťa mesto, je jednoducho nemožné dostať sa do ich domov a v dôsledku toho je tiež nemožné opraviť olejové tesnenia. Ak použijete zariadenie, ktoré je znázornené na obrázku nižšie, rovnaké opravy možno vykonať aj v zime, keď je vykurovací systém v prevádzke.
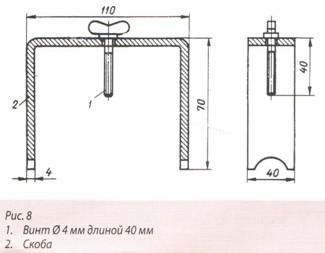
Na obrázku písmena je potrebné vytvoriť držiak, ktorého hrúbka dosky je 5 mm, šírka - 40 mm a dĺžka - 250 mm. V strede vyvŕtajte otvor, konce vyplňte presne podľa priemeru potrubia a vložte skrutku. Keďže valec bude pritlačený na kryt kohútika, vytvorí sa proti upchávke vodná bariéra. Potom sa kryt odskrutkuje a naplní sa olejovým tesnením.

Pri vypchávaní odstredivých čerpadiel je potrebné použiť bavlnenú šnúru, alebo skôr pletenú šnúru, ktorú je potrebné najskôr namočiť do teplého valcového oleja s malým množstvom parafínu.
Okrem všetkého môžete použiť vrkoč z čistého dlhosrstého plátna, ktorý je potrebné vyčistiť od ohňa a namočiť do kompozície obsahujúcej mydlo, vazelínu a grafit.
Prografický azbest sa používa v tesneniach upchávok odstredivých čerpadiel. Pre podniky, ktoré čerpajú ropné produkty, sa používajú iné vláknité upchávky s použitím medeného drôtu.